1. Introduction
In the field of materials engineering and surface enhancement, there has been significant interest in enhancing the performance, durability, and functionality of various industrial tools and components via the application of advanced coatings. An innovative approach in this domain is the use of diamond-like carbon (DLC) coatings. Renowned for their exceptional hardness, wear resistance, low friction, and biocompatibility, these coatings have gained widespread recognition for their potential to enhance the capabilities of tool steels across multiple applications. For instance, DLC coatings on cemented carbide cutting tools, as demonstrated by Silva et al. [
1], show improved performance in drilling aluminum alloys. Additionally, they has been found to enhance the lifetime of drills during the drilling of abrasive materials and have increased the lifetime of carbide tools for turning titanium [
2]. Furthermore, DLC coatings with low internal stress have been successfully deposited on stainless steel and various alloy substrates, highlighting their potential for diverse industrial applications, as shown by Zhang et al. [
3]. The tribological performance on steel substrates has been extensively studied, particularly in the context of friction and wear properties. De Feo et al. [
4] research has shown that these coatings exhibit low friction, high hardness, good wear and corrosion resistance, and high thermal and chemical stability. Moreover, the application for automotive components has been identified by Kosarieh et al. [
5] as a promising strategy to address the challenges faced by the automotive industry. Furthermore, the evaluation for use in valves, pistons, and pumps in the oil and gas industry has been a subject of investigation by Santos et al. [
6], emphasizing the wide-ranging applicability of these coatings. More studies have utilized the technique in question. Kovaci et al. [
7] conducted a comprehensive investigation into the wear and friction properties of DLC-coated AISI 4140 tool steel. Tobola et al. [
8] investigated the wear performance after specific pre-treatments had been administered before applying DLC. In an industrial context, Sresomroeng et al. [
9] investigated the anti-adhesive properties during the bending of high-strength steels. Similarly, Sulaiman et al. [
10] studied the benefits of tool steel for deep drawing applications under both lubricated and dry conditions. Ghiotti et al. [
11] conducted a comprehensive study on the tribological behavior and inherent benefits of deep drawing processes using a 0.38 mm thick metal sheet. However, despite considerable research in this field, various aspects require further examination in the utilization of DLC for materials in cold stamping dies. This entails an extensive investigation into the coatings’ behavior across varied substrates. Furthermore, it should be emphasized that, whereas industrial trials tend to center around thin sheets measuring less than 1 mm in thickness, the present investigation is specifically concerned with the stamping of steels that are 5.5 mm thick. As such, this poses a series of distinct challenges and factors that may diverge from conventional industrial procedures.
This paper presents a thorough investigation of the use of DLC coatings on a variety of tool steel substrates, such as 1.2379, 1.2358, Caldie, K340, HWS, and Vanadis 4. The objective is to show the significant effects of the coatings on these substrates and to provide a comprehensive analysis of their properties during the application of a forming process. Furthermore, this study explores the practical usage of DLC-coated tool steel components, particularly in the field of cold forming dies, where precision, durability, and wear resistance are essential. Several authors have worked with these steels and have even studied their resistance to chipping, as is the case of Li et al. [
12]. Also, wear resistance has been studied for the stamping of advanced high strength steels by Mer et al. [
13]. Duplex treatments have even been carried out on them. For example, Zappelino et al. [
14] applied a plasma nitriding and multilayer TiCN/AlTiN/CrAlTiN/CrN coating process to Vanadis 10.
The hardened steels utilized in this research are specifically oriented towards cold stamping tools. Nonetheless, their performance can be classified into three quality levels. At the lowest level, the conventional steels 1.2379 and 1.2358 are found; in the intermediate level, the remelted steels Caldie and K340; and finally, at the highest level, the powder metallurgy steels HWS and Vanadis.
Conventional steels are usually produced using conventional methods with different compositions and properties for a wide range of applications. In contrast, remelted steels are specialized alloys refined through secondary melting processes such as electric arc furnace (EAF) or vacuum arc remelting (VAR) [
15,
16,
17,
18]. They enable precise control over the composition and properties, making them suitable for specific applications like aerospace and tool manufacturing. Powder metallurgy enables the production of pulvimetallurgical steels, allowing for precise alloy compositions, refined microstructures, and improved mechanical properties. As a result, they are appropriate for applications that require superior wear resistance and performance. Based on their individual attributes and manufacturing techniques, each steel variant serves specific functions across a wide range of industries.
Diamond-like carbon (DLC) films are commonly used to provide protection to various materials in a range of industrial applications in order to enhance their tribological behavior. This coating offers several advantages, such as exceptional hardness, chemical inertness, very low friction coefficients, and high wear resistance [
19,
20,
21]. Despite these wear-resistant benefits, issues relating to DLC coating adhesion between the substrate and the film have not yet been analyzed. The differences in intrinsic stresses and stiffness between substrates and films may cause the coatings to deteriorate earlier [
20,
21].
Numerous research studies have employed a duplex treatment approach, which involves plasma nitriding followed by DLC deposition, on various steel types, including AISI 4140 [
22], 420 [
23], 316L [
24], and L2 [
25]. These investigations have consistently observed enhanced tribological performance of the coatings attributed to heightened load-bearing capacity and improved adhesion to the substrate. However, other studies have reported opposite findings regarding the enhancement of adhesion through nitriding. Zappelino et al. [
14] revealed that, in the instance of Vanadis tool steel, the outcomes are inadequate, which is mostly attributed to the presence of cracks. The research conducted by Tobola et al. [
8] highlighted the great impact of surface preparation on the durability of the coating–substrate system. Nitriding negatively affects the adhesion between tool steel and DLC coating. This is because of the high residual compressive stress and the large mismatch in the thermal expansion coefficient between the coating and steel [
26]. These results obtained by Silva et al. [
26] show the difficulty of growing DLC coatings thicker than 0.25 μm, leading to poor adhesion. Additionally, the high stress induced by ion bombardment during deposition and the large mechanical property mismatch between the coating and the substrate contribute to the poor adhesion demonstrated by Ashtijoo et al. [
27]. Furthermore, the wear and friction properties of DLC coatings under boundary lubrication conditions have been investigated by Uchidate et al. [
28], indicating that the wear of steel and friction is strongly affected by the hardness and surface roughness of the DLC. These factors collectively contribute to the negative impact of nitriding on the adhesion between tool steel and DLC coatings.
The objective of this study is threefold: first, to investigate the performance of DLC coatings on various tool steel substrates; secondly, to assess the feasibility of enhancing this combination through nitriding; and, finally, to analyze the behavior of the coatings on a tool used for cold stamping of S235 steel. This research aims to provide a comprehensive understanding of the behavior of different DLC coatings in diverse applications and to study the potential for improvement through nitriding, as well as to evaluate their effectiveness in the closed die forging of S235 steel.
2. Materials and Methods
This section will present the materials utilized in the current study, along with the methodology employed for its analysis.
2.1. Reference Substrate
Reference substrates made from specific brands of steel with flat geometries and 30 mm diameters were employed in this present study (
Figure 1). Prior to plasma treatment, meticulous polishing and cleaning procedures were executed on all specimens. The polishing was meticulously carried out to achieve a final Ra (arithmetic average roughness) value below 0.2 µm. Subsequently, a comprehensive cleaning regime was implemented, comprising the following sequential steps: ultrasonic washing using alkaline detergents (1% Tickopurr R33) followed by rinsing with deionized water, cleaning with isopropanol, and concluding with air-drying. The chemical compositions of the materials are provided in
Table 1.
The choice of these steels was made due to their remarkable mechanical properties and their substantial relevance in various industrial applications, most notably in cold work tool applications such as cutting, stamping, and extrusion tools. These tools are subjected to exigent and repetitive stress cycles, which require materials that possess not only inherent hardness and resistance to compression, but also a required level of toughness to effectively withstand the harsh operational conditions they undergo. Additionally, a high degree of wear resistance is imperative to extend the operational lifespan of these tools, thereby contributing to an overall enhancement of productivity levels.
The steels 1.2379 and 1.2358 are well-established choices within the applications of tool steels. On the other hand, K340 and CALDIE represent an elevated level of quality as remelted steels. Taking this a step further, we encounter the powder metallurgy steels Vanadis 4 and HWS Isotropic, which round off the spectrum with their advanced characteristics.
2.2. Film Deposition Technique
The platform utilized for conducting the depositions is the CC800ML industrial system was engineered by CemeCon GmbH based in Würselen, Germany. This system features a vacuum chamber measuring Ø400 mm × 400 mm and is equipped with four cathodes specifically designed to accommodate adjustable magnetic field configurations.
The camera setup comprises 4 direct current cathodes, visually depicted in
Figure 2. Specifically, the left-side cathodes are designated for housing the chromium targets, while the right-side cathodes are dedicated to containing the graphite targets. In addition to this configuration, the equipment includes three distinct gas inlets, each serving a specific purpose in the coating process. The first inlet is reserved for argon (Ar), primarily employed for the etching process and the regulation of other concurrent procedures. The second inlet is designated for nitrogen, intended for the application of intermediate layers. Finally, the third inlet is for C
2H
2, crucial for applying the DLC (diamond-like carbon) layer. This comprehensive setup paves the way for the complete process involved in applying the coating, with each gas and cathode playing a distinct role in achieving the desired outcome. This procedure was employed to deposit the coating on both the test specimens and the stamping tools.
Below, the complete process of applying the coating in the chamber is described and summarized in
Table 2:
Vacuum stage: In this initial phase, the vacuum pumps are activated for 45 min until reaching a pressure of 9 mPa.
Heating stage: 5000 W are applied until reaching a temperature of 250 °C.
Ion etching stage: The bias is activated using pulsed DC at 650 V, with a frequency of 240 KHz and 1700 nanoseconds. The last 2 parameters are constant during the entire etching process. The Ar inlet is opened to 300 mln for 60 min.
Bonding layer deposition: The bias voltage is decreased to 60 V, and both Cr targets are activated at a power of 2500 W for 5 min.
CrN layer deposition: The two Cr targets remain activated, and additionally, the N2 gas inlet is opened to 180 mln for 45 min.
CrCN layer deposition: Without altering the previous parameters, the flow of C2H2 gas is initiated (35 mln), and the remaining two C targets are activated at 1800 W. This layer serves as a transition between the prior layer and the final DLC layer.
DLC deposition: Finally, the DLC top layer is deposited by closing the N2 gas inlet and switching off the Cr targets. The C2H2 gas flow and graphite targets are kept constant for 2 h.
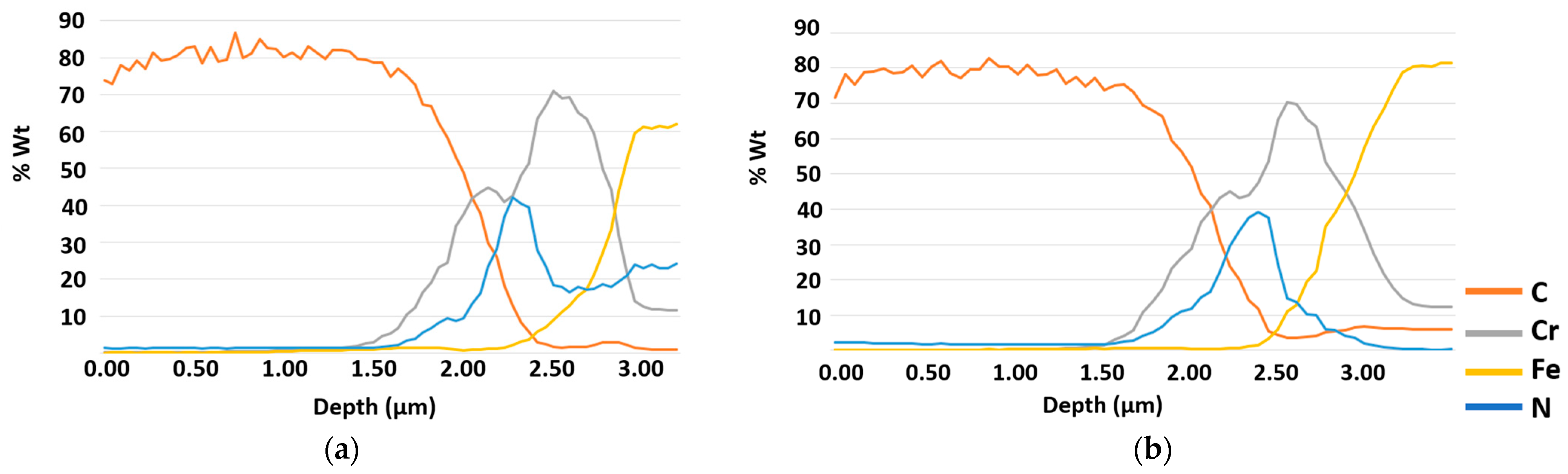
2.3. Thickness, Structural Properties and Profile Composition
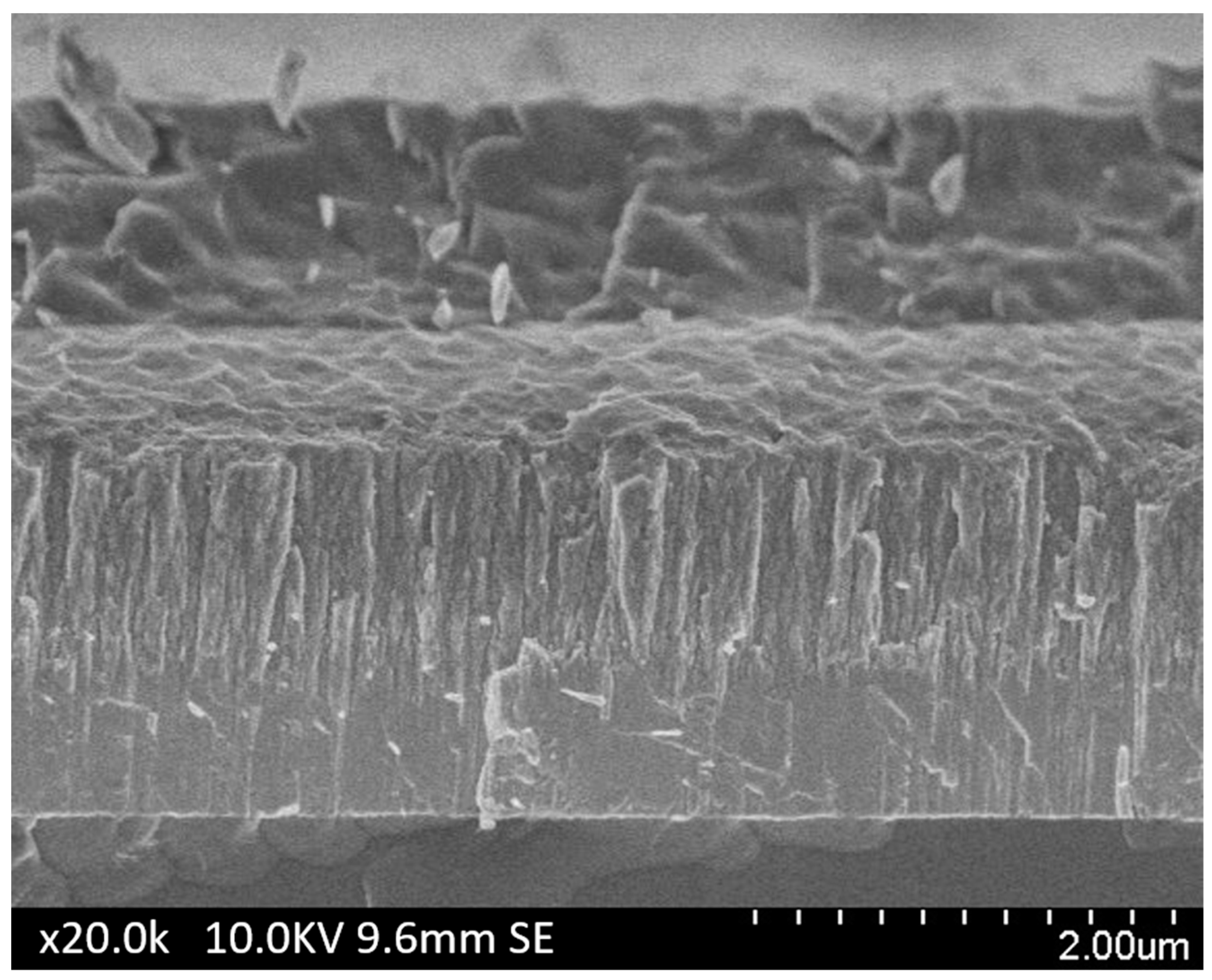
Glow discharge optical emission spectrometry (GD-OES) was employed to analyze the coatings’ chemical composition profiles and thicknesses. The equipment used for this purpose was the JOBIN YVON 100000RF GD-OES from HORIBA Instruments in Kyoto, Japan. To validate the thickness measurements obtained previously, CSM Calotest equipment from CSM Instruments in Needham, MA, USA was used. The thickness was measured using a 30 mm diameter stainless steel ball and a superfine (0.25 µm) diamond water suspension as an abrasive medium. The aim of this additional measurement was to confirm the previously obtained results regarding thickness. Additionally, to comprehend the structure of the coating, a cross-sectional image was obtained using a HITACHI S4800 field emission scanning electron microscope (HITACHI High Technologies Corporation, Tokyo, Japan).
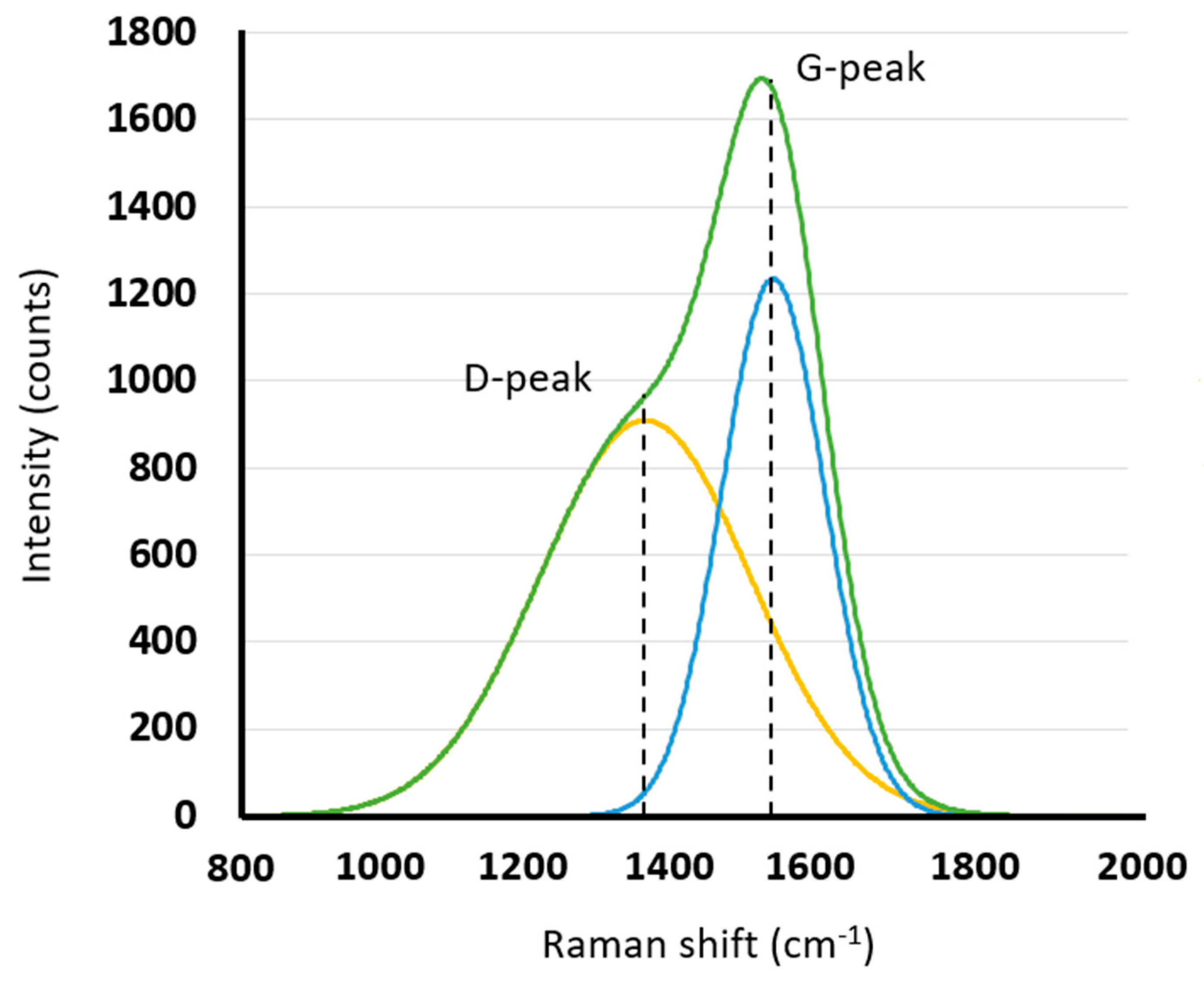
Finally, Raman spectroscopy was employed to assess the structural properties of the DLC films. A ThermoFischer Scientific (Waltham, MA, USA) DXR2 was used to record the Raman spectra by directing a green ion laser with a wavelength of 532 nm onto the coating surface at a power of 8 mW. The resulting Raman spectrum underwent curve-fitting through two Gaussian functions, centered on disordered (D-band) and graphite (G-band) modes. Additionally, the ratio of peak heights was utilized to determine the relative intensity ratio of the D and G bands, denoted as ID/IG.
2.4. Mechanical and Tribological Tests
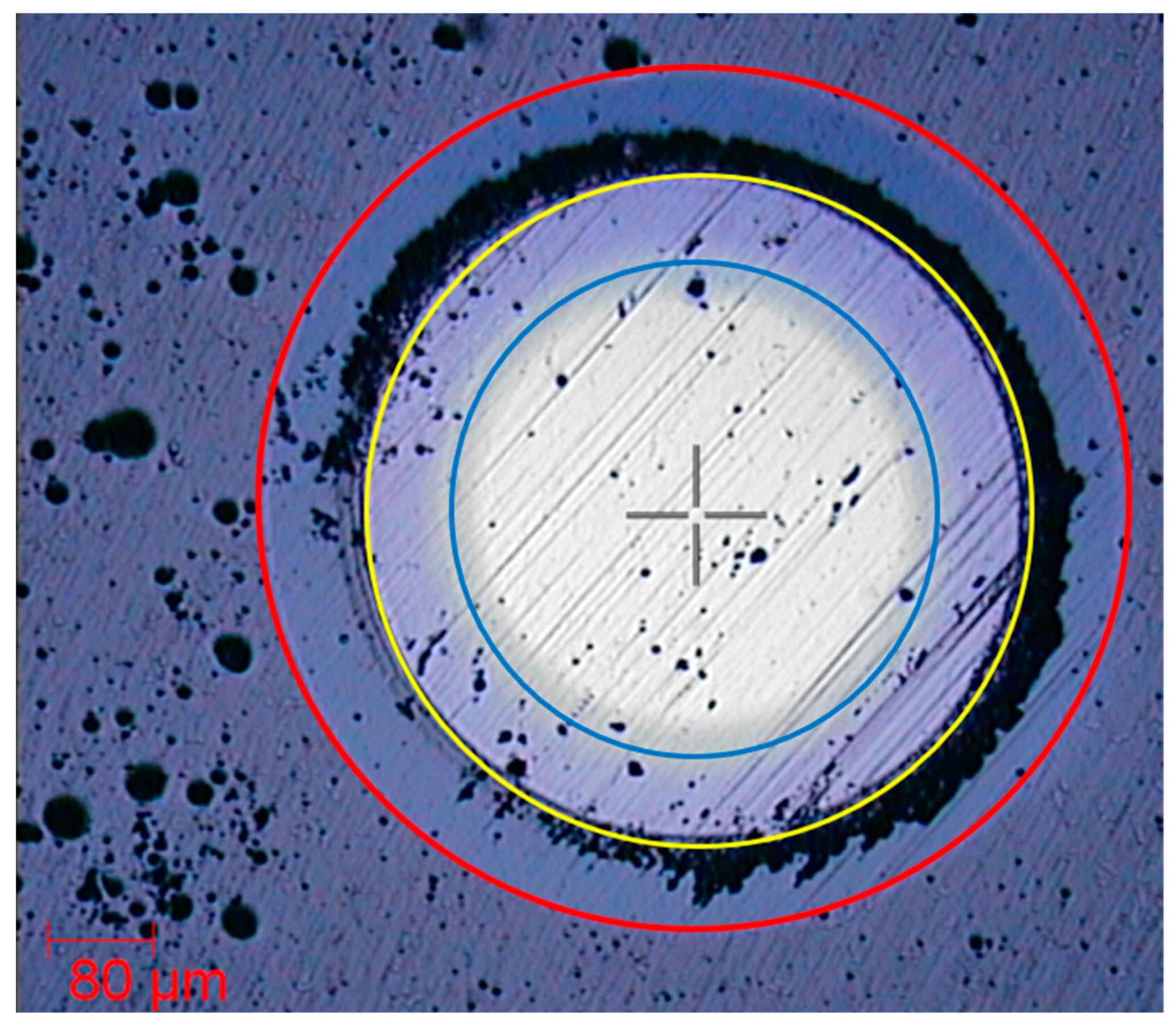
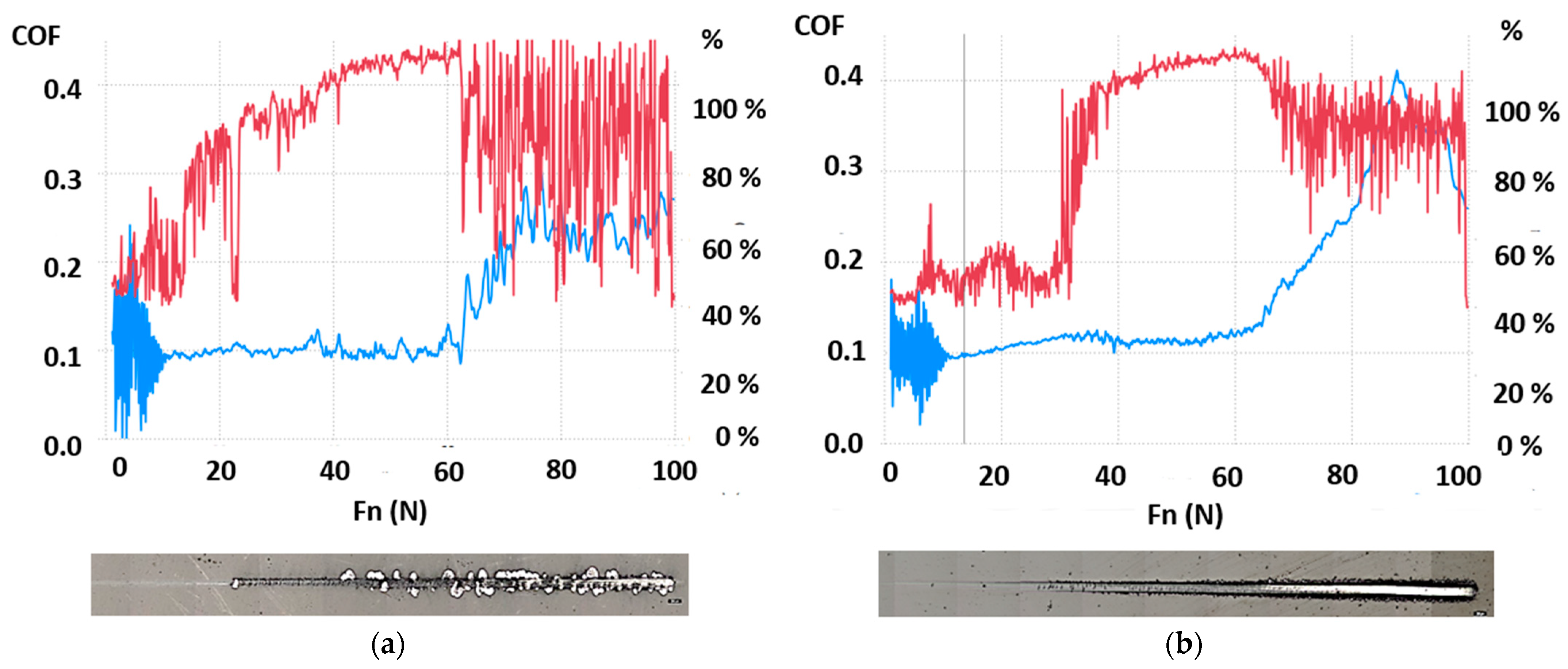
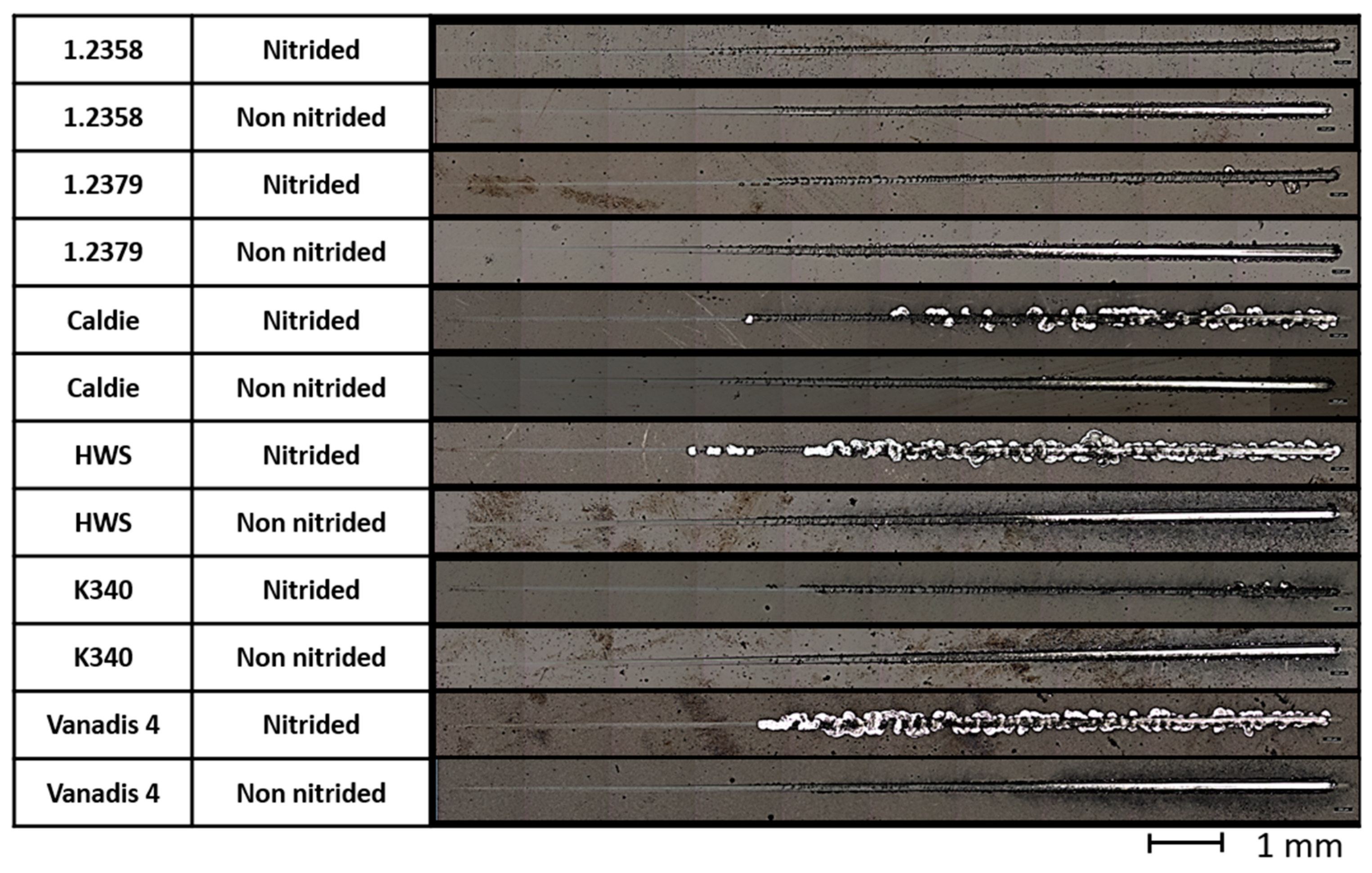
The adhesion between the substrate and coatings was evaluated using a CSM RE-VETEST Scratch tester (Peseux, Switzerland), which was equipped with a diamond Rockwell indenter (EURO 150518 C&N) with a tip radius of 200 µm. The test was performed with a load rate of 100 N/min, a final load of 100 N, a speed of 9.58 mm/min, and a total test length of 10 mm. During the adhesion tests (3 tests in each sample), several signals, including penetration of the indenter within the substrate, acoustic emission, and coefficient of friction, were recorded. The locations where these events occurred were observed through optical microscopy. Based on this information, three critical loads (LC) were determined:
The first critical load (LC1): the first cohesive failure observed;
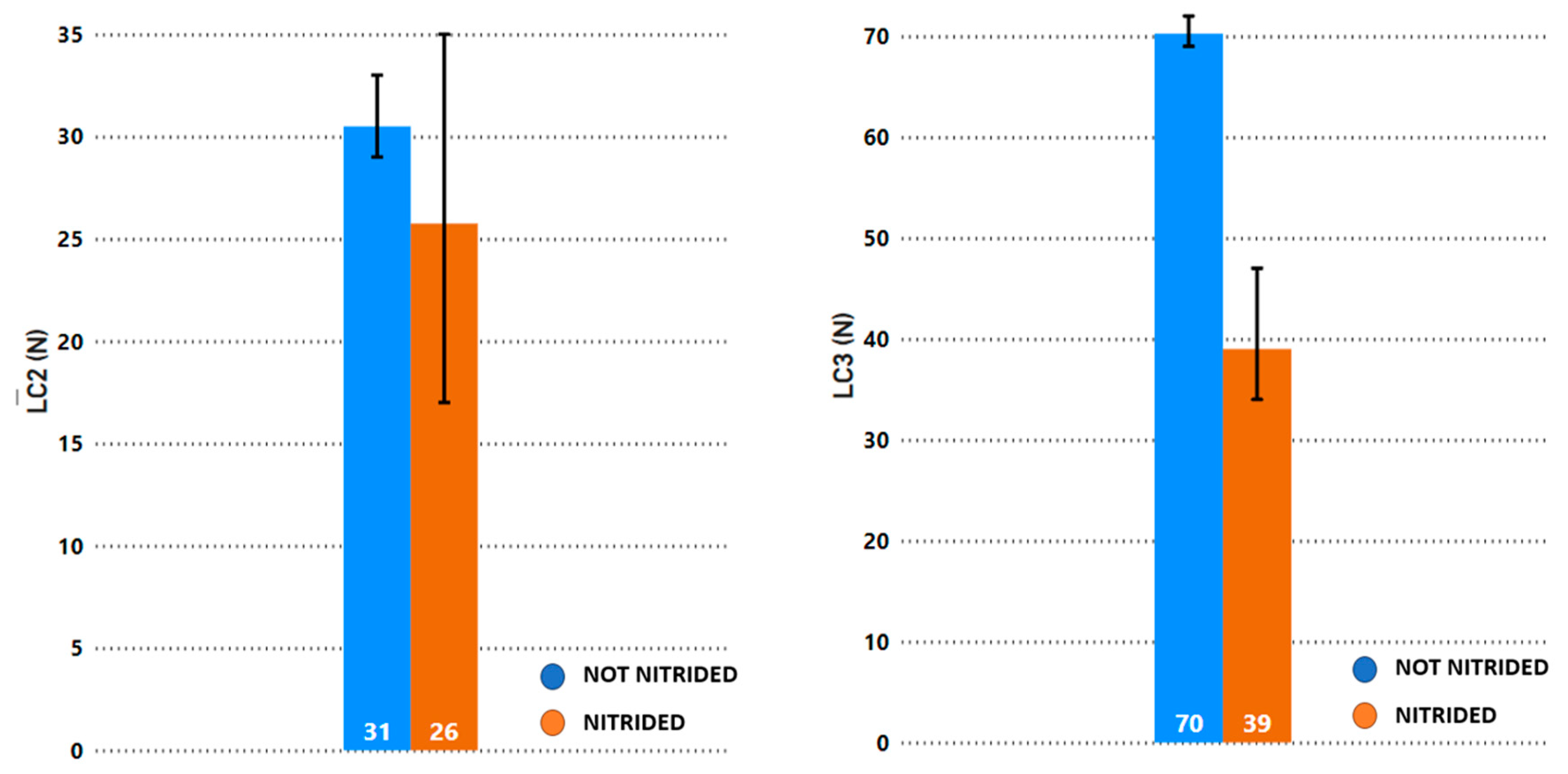
The second critical load (LC2): the first adhesive failure appreciated;
The third critical load (LC3): a total delamination of the coating or even a critical defect is clearly observed in the reference substrate.
During the scratch tests, a gradual load is applied through the indenter onto the surfaces of the samples. As the load increases, different failure modes become apparent. Initially, failure mechanisms such as plastic deformation, fissurations, and tensile or lateral cracks emerge, which are related to cohesive-type failure mechanisms (LC1). Subsequently, failure mechanisms such as delaminations, cracks by frontal deformation, superficial lifts, or lateral chipping, among others, appear, which are associated with adhesive-type failure mechanisms (LC2). Finally, a critical load is reached, causing more than half of the coating to be removed from the substrate (LC3).
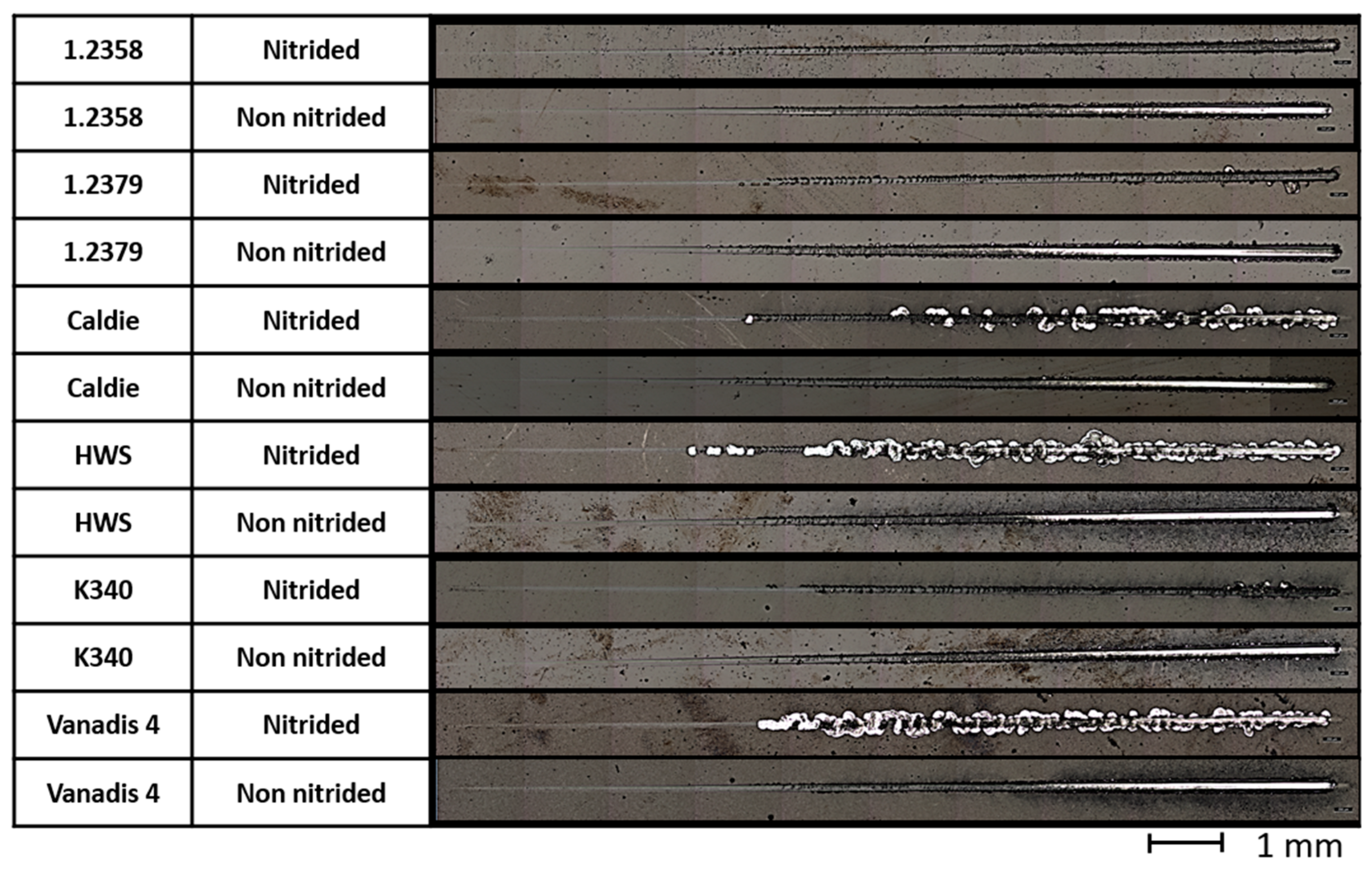
For the tribomechanical tests, a Microtest MT series equipment from Microtest S.A. (Madrid, Spain) was used. Pin-on-disk tests were conducted using 6 mm alumina balls with a maximum surface roughness of Ra
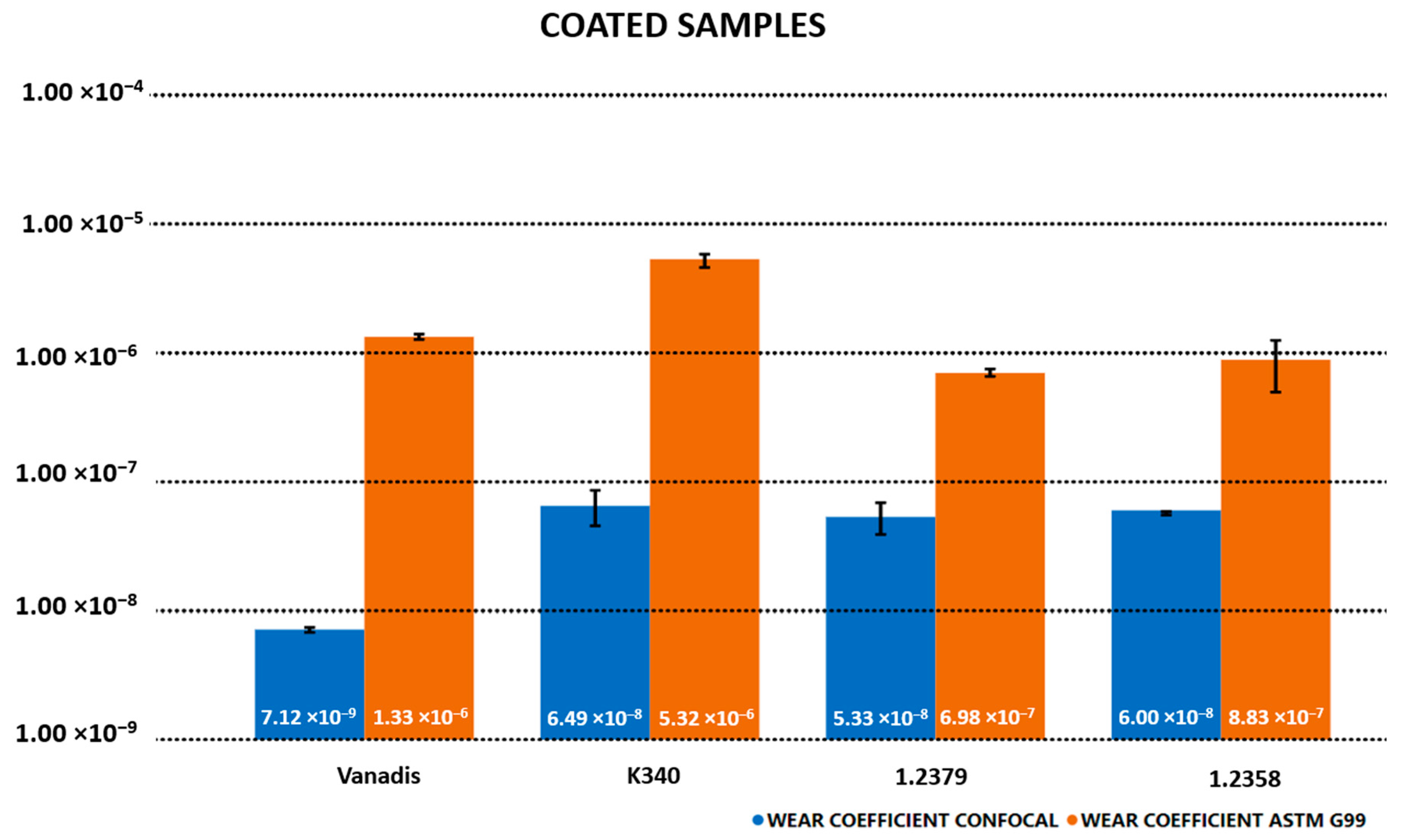
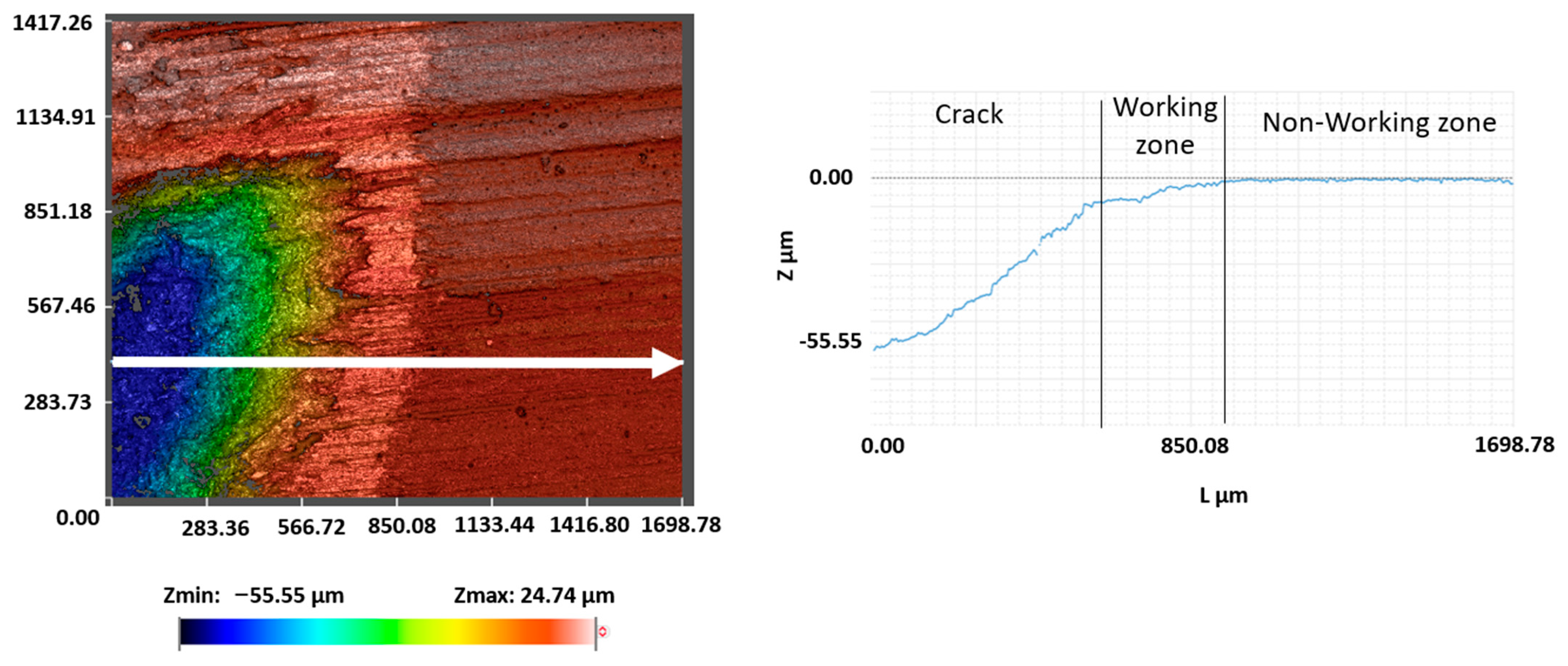
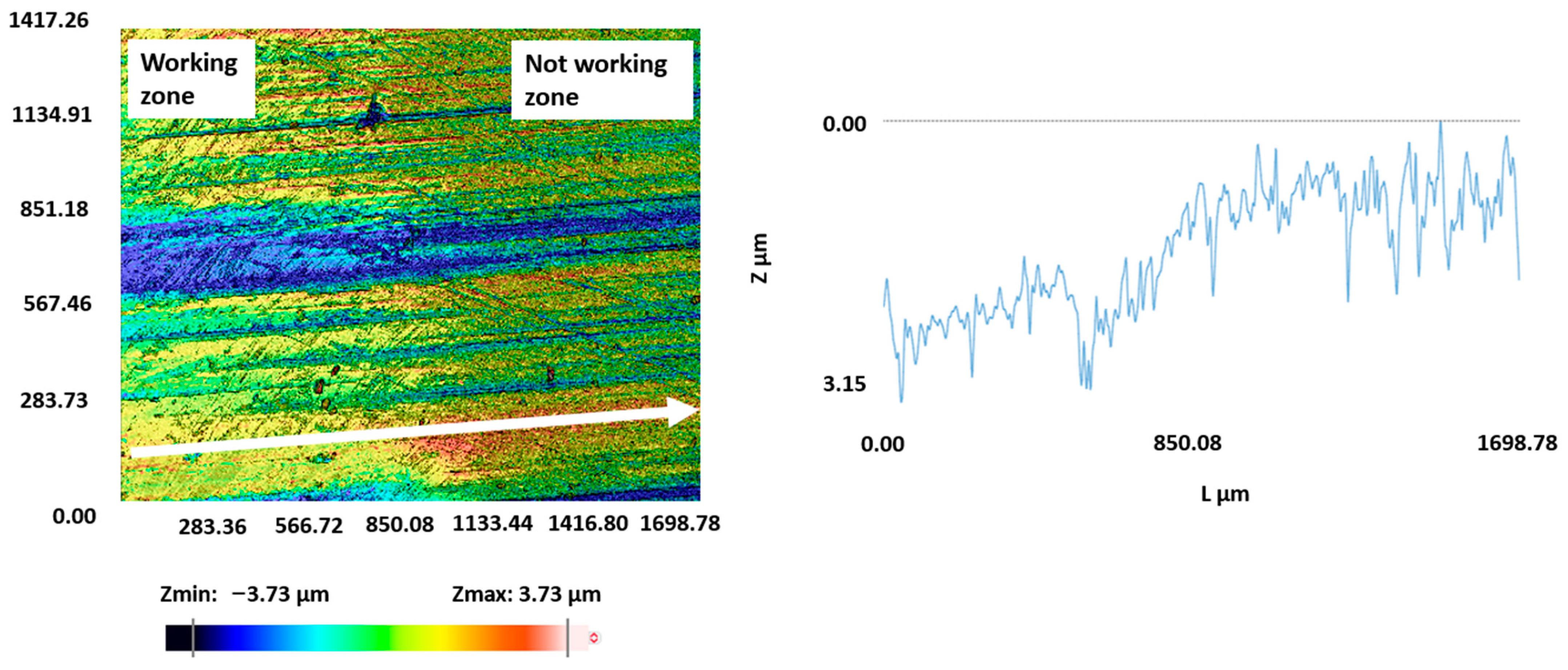
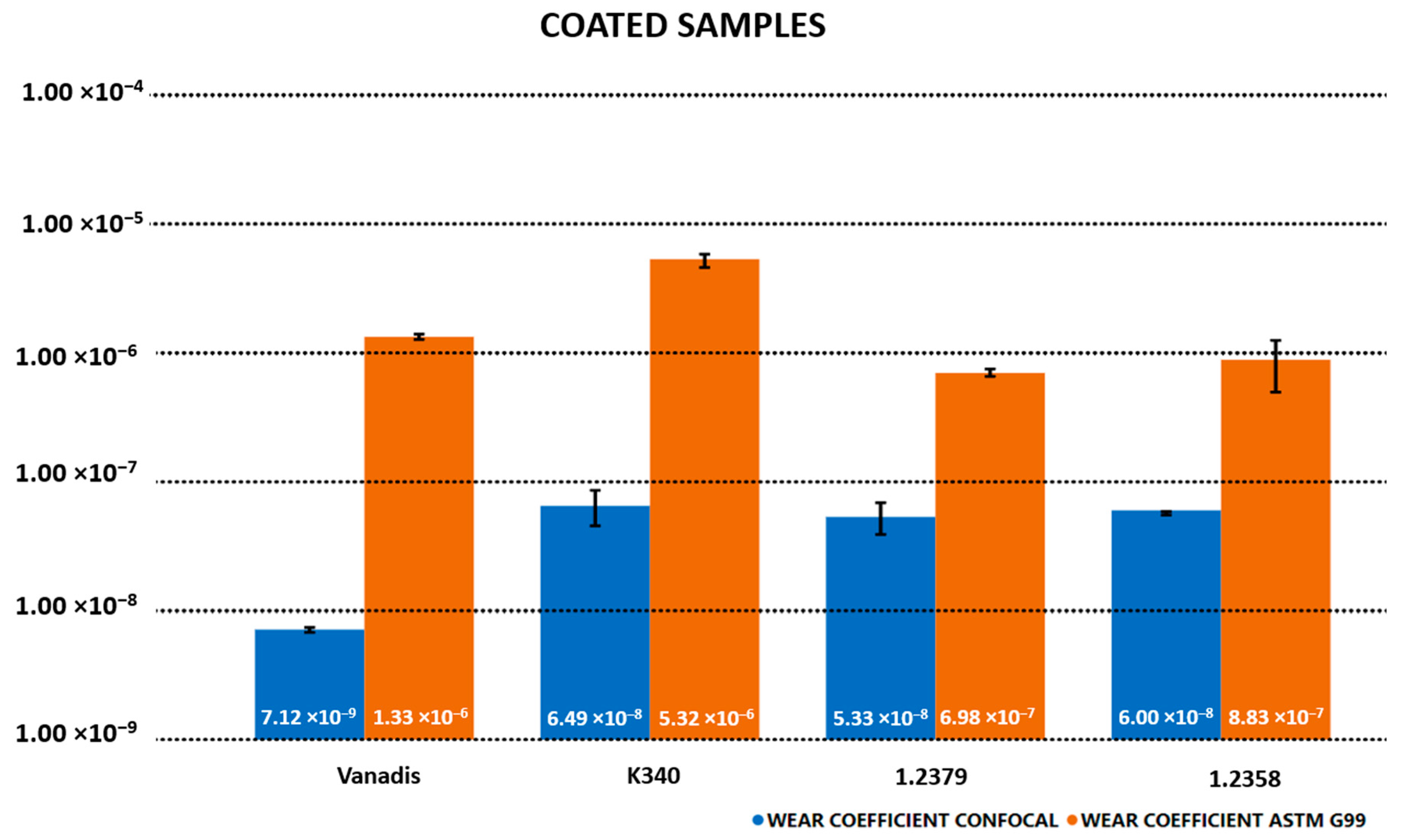
max = 0.050 µm and a hardness of approximately 1650 HV as pins, while various samples of coated and uncoated tool steels were used as disks. The tests were carried out under a load of 40 N, 200 rpm, and 20,000 cycles, which resulted in a Hertzian contact stress of 2.6 GPa. The high-performance tool steels and coatings used in this study required a high load and sufficient revolutions to generate a measurable and homogeneous wear track, similar to the real application cases of these coatings, such as cold forging or forming applications, where high pressures are applied. Similar parameters were used in other studies on this type of coating. The wear tracks were measured using a confocal smart microscope (Sensofar, Terrasa, Spain) and an optical microscope (Sensofar, Terrasa, Spain). The volume loss and wear evaluation were determined through two methods: following ASTM G99 [
29] and directly from the confocal measurements of volume loss.
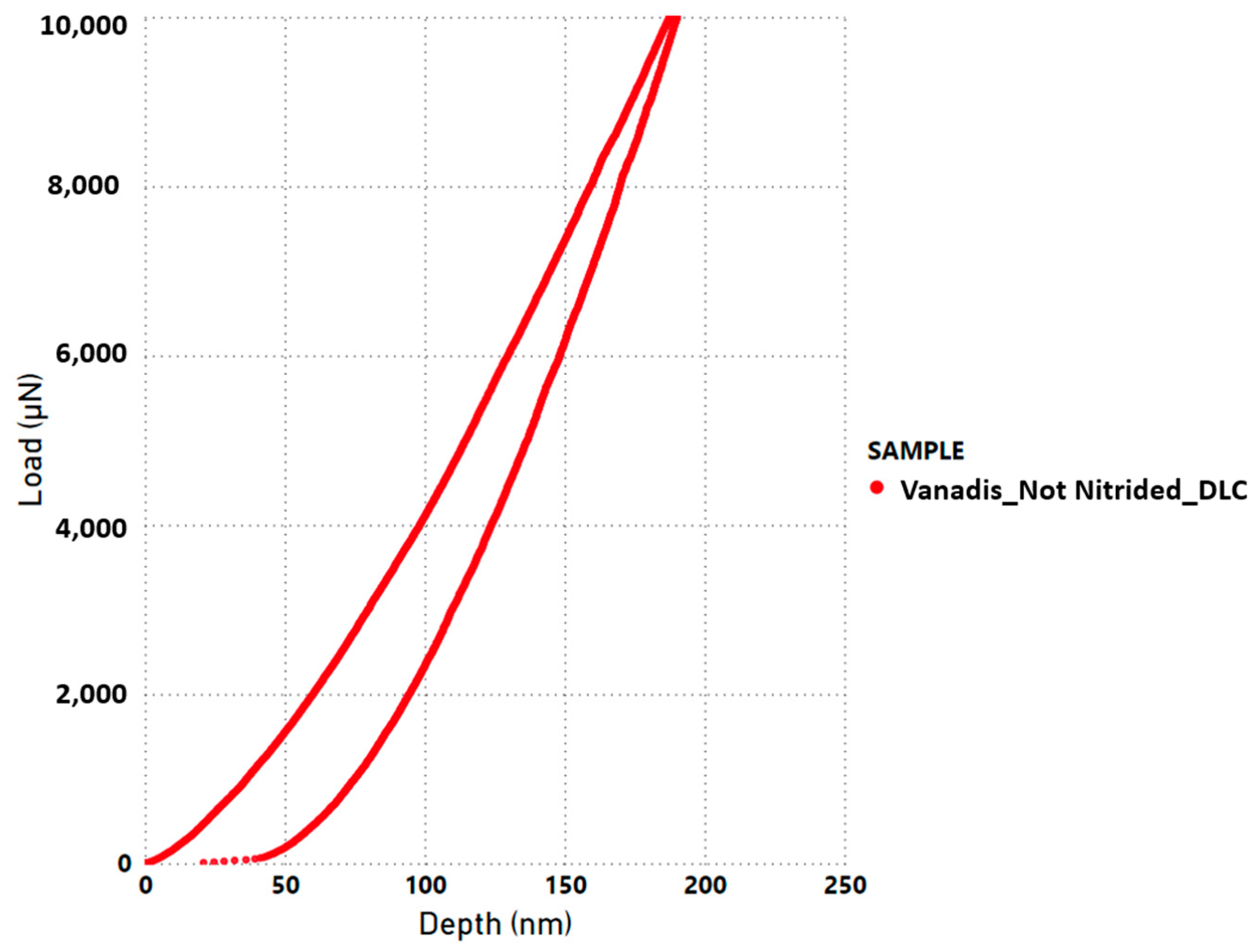
Nanohardness measurements (20 indentations in each sample) were conducted using an MTS NANOINDENTER XP (MTS, Madrid, Spain) (equipped with a Berkovich tip, a maximum depth of 2000 nm, and a maximum load of 10 mN. Once the maximum load was reached, it was maintained for two seconds before initiating the discharge. The Oliver and Pharr method [
30] was used to obtain hardness and Young’s modulus values, and the impact of the substrate on the hardness and Young’s modulus was corrected using the Bec et al. thin film model [
31].
2.5. Functional Tests
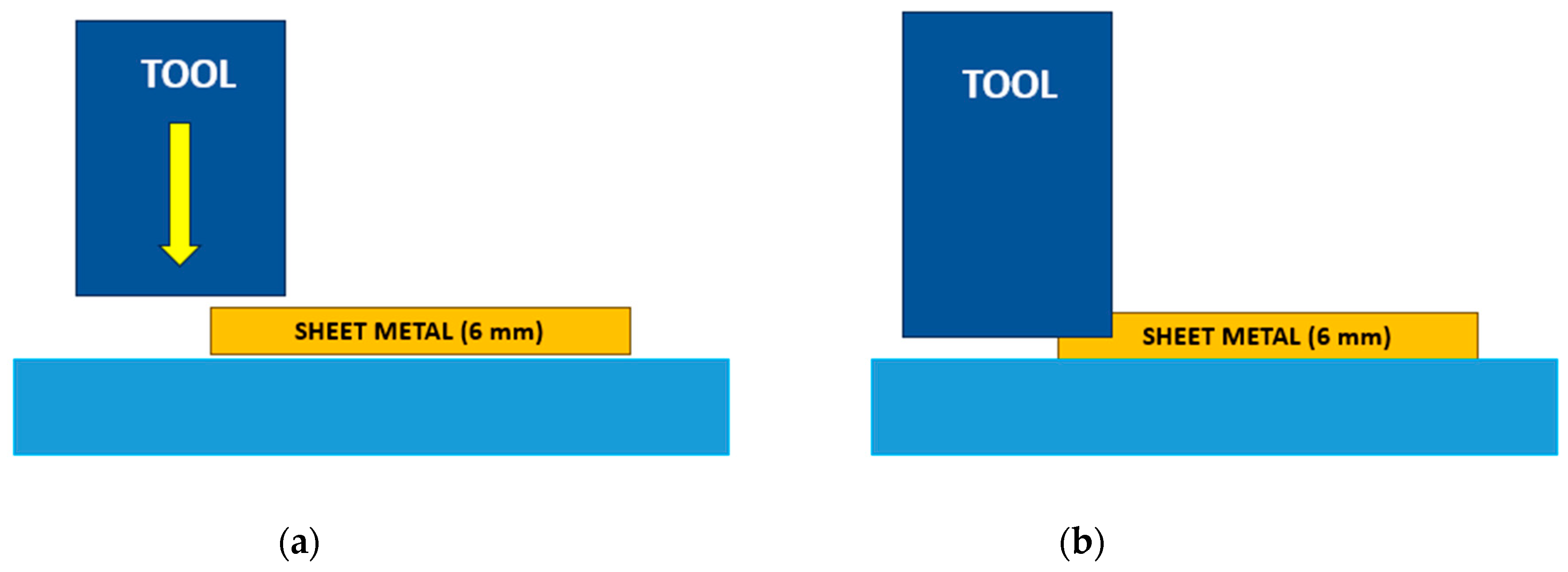
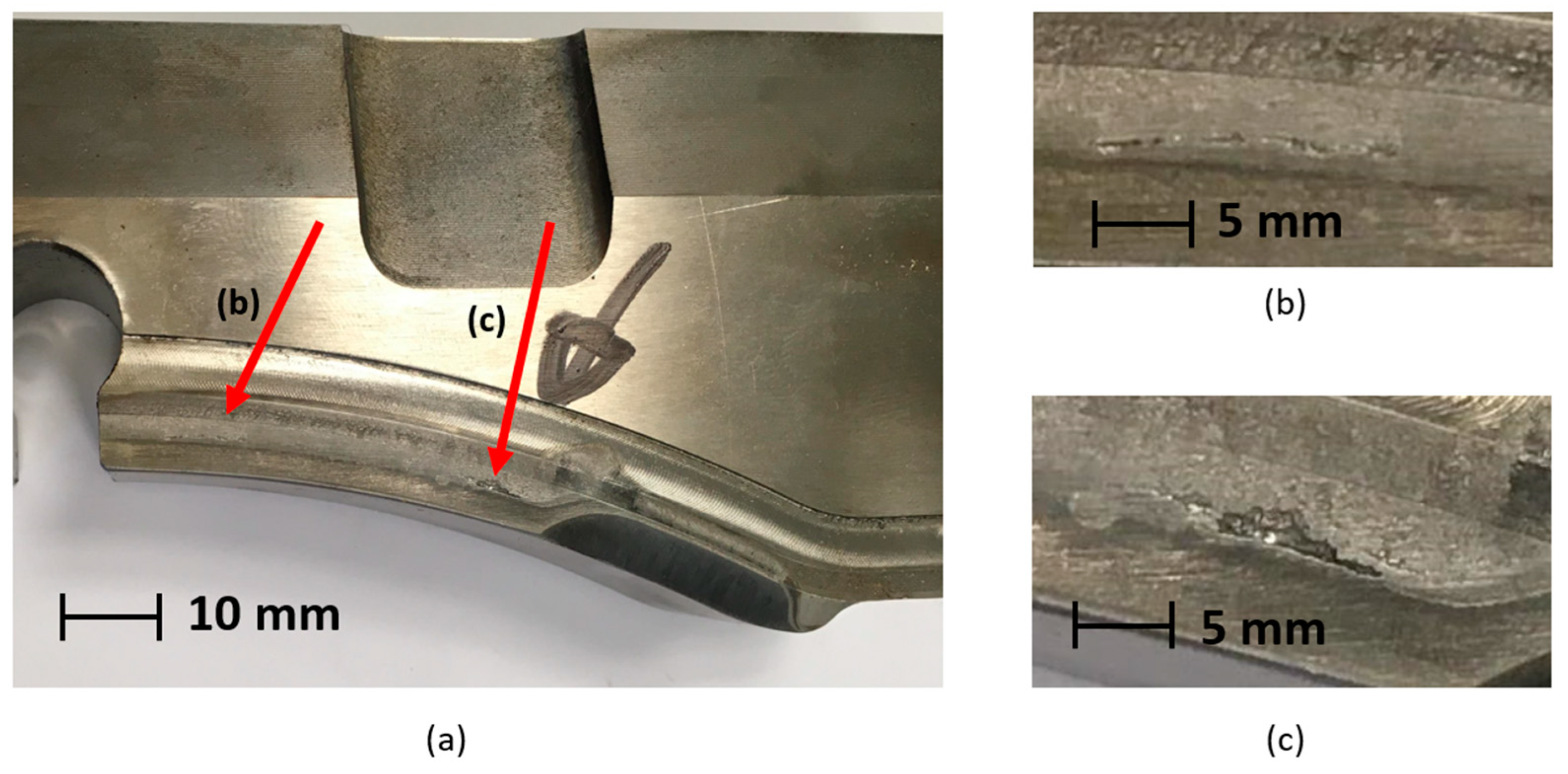
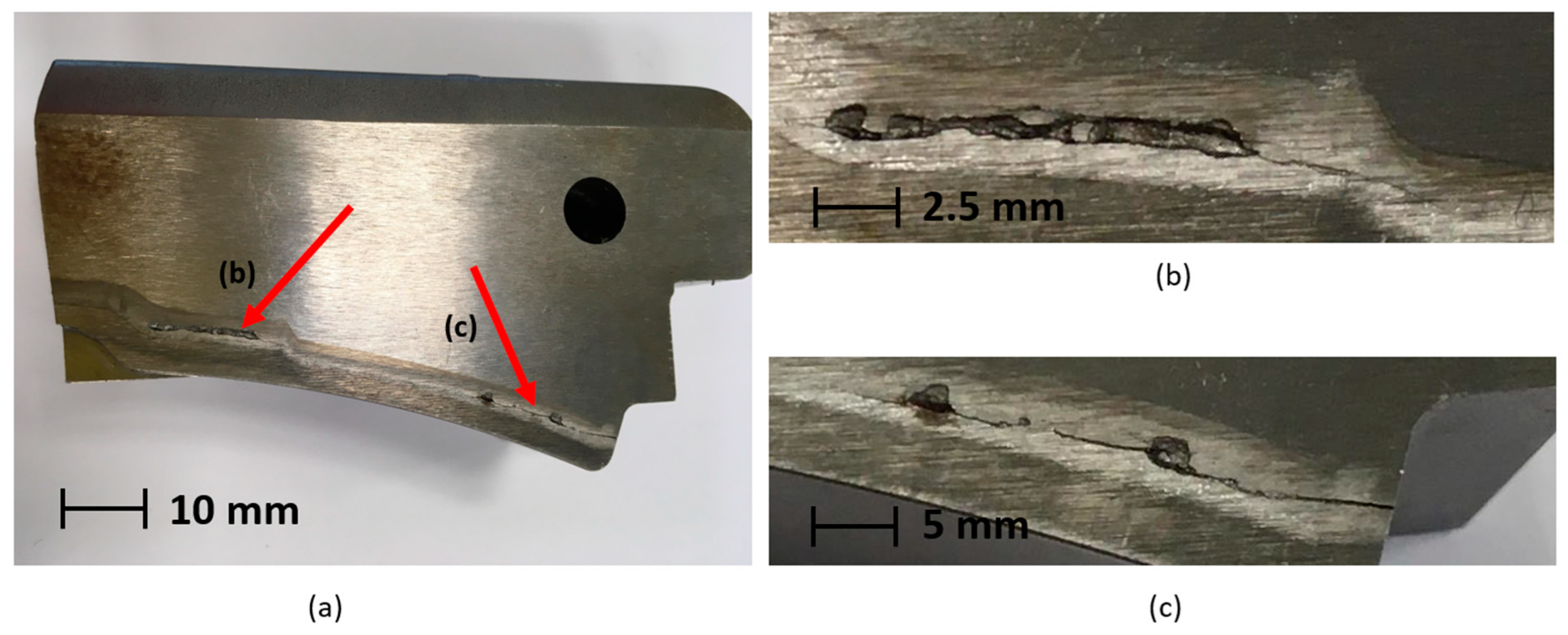
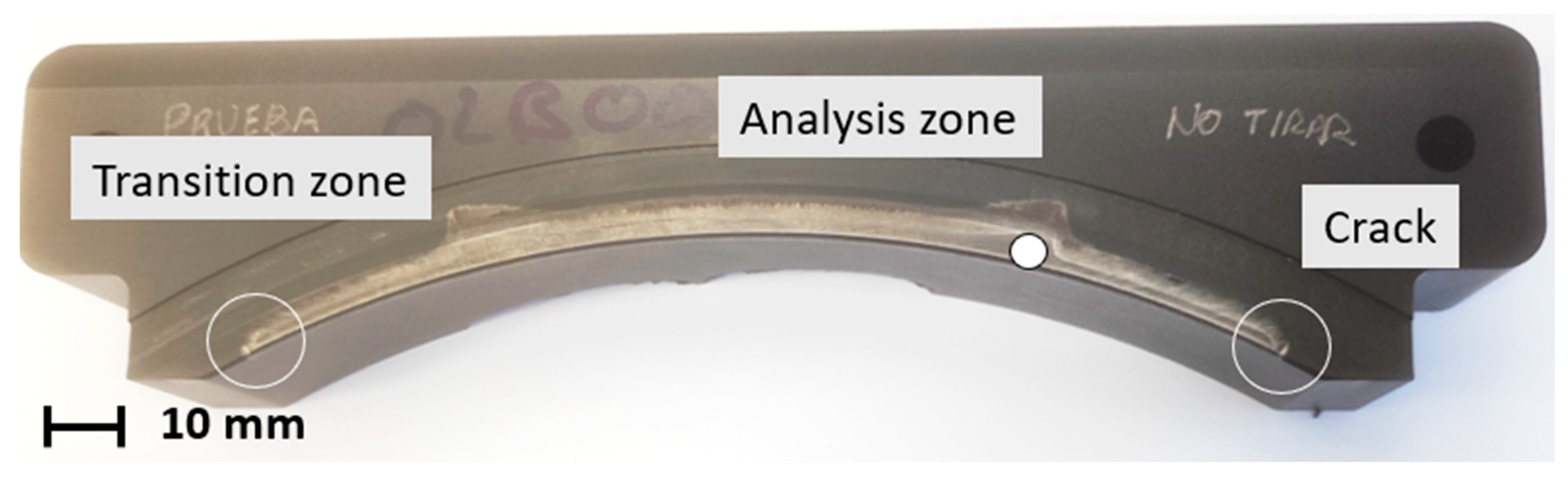
Further experiments were conducted using cold stamping tools to supplement the laboratory tests already described. The forging process performed by the tool involved decreasing the thickness of a structural steel sheet, S235JR, from 6 mm to 2.5 mm (
Figure 3). Tests were carried out to examine the behavior of diamond-like carbon (DLC) in these stamping scenarios, using both coated and uncoated tools. The tool substrates were manufactured from 1.2379 steel which had been tempered to 60 HRc. The initial experiment involved testing the DLC-coated tool, evaluating its performance over 580,000 cycles. A comparative analysis was also carried out using the uncoated tool.
4. Discussion
The laboratory results for the DLC coatings have been satisfactory overall. In general, no significant differences were observed among the various substrates used in the tests. While it is true that all these substrates belong to the same group of steels (specifically, tool steels) and share a tempered hardness of 60 HRc, as detailed in previous sections, it is important to note that these steels come from different quality grades, including conventional, remelted, and powder metallurgy steels, leading to evident differences among them, such as grain size. Considering this diversity of substrate quality, it can be concluded that, although it is essential for the steel to meet certain minimum standards for the stamping application studied in this work, choosing a higher-quality steel does not automatically guarantee an improvement in the DLC coating–steel combination. This finding underscores the complexity of the interaction between steel type and DLC coating in terms of performance in specific applications, emphasizing the importance of a detailed and specific evaluation of each material combination in the context of the particular application under investigation.
The relationship between hardness (H3) and elastic modulus (E2) falls within an acceptable range, suggesting outstanding resistance to plastic deformation and notable elasticity. The favorable correlation between hardness and elastic modulus indicates a promising ability not only to withstand structural alterations under stress conditions, but also to recover during deformation processes. This highlights the inherent mechanical strength of the material. This will directly impact the influence of the DLC coating on the protection of forming tools in terms of fatigue, as the DLC coating, aside from its proven wear protection, will positively affect this aspect as well. Scratch tests have highlighted the excellent adhesion quality of this DLC coating when the substrate has not undergone prior nitriding. Generally, DLC coatings do not exhibit good adhesion results, but the magnetron sputtering deposition method offers a distinctive advantage in this regard, overcoming limitations associated with other methods, such as arc deposition. It is important to note that nitriding has a negative impact on scratch adhesion tests between the substrate and the DLC coating. In contrast, all samples used in the tests that were not subjected to the nitriding process exhibited superior adhesion results, emphasizing the influence of this treatment on adhesion properties. Regarding the friction coefficient of the DLC coating, as anticipated, values around 0.1 were obtained. These results align with previous research and coincide with findings from other researchers in this field. This confirmation represents one of the significant inherent advantages of this type of coating. On the other hand, the coated samples showed a significantly higher degree of wear resistance compared to those without coating. The results obtained through confocal microscopy, with values around 1.00 × 10−8 mm3/Nm, indicate a substantial difference compared to uncoated samples. The quantified improvement for DLC-coated samples was measured in three orders of magnitude, significantly highlighting the remarkable enhancement in durability and performance when subjected to rigorous wear tests. This finding suggests that the DLC coating provides an effective protective layer, contributing to extending the material’s lifespan and its ability to resist wear associated with specific applications.
Finally, for functional tests, the application of DLC coatings acts as a robust safeguard against fatigue in cold stamping tools. These coatings effectively act as a shield, improving the resistance and longevity of tools by mitigating the effects of repetitive stress and cyclic loading encountered during the cold stamping process. The exceptional hardness, wear resistance, and low-friction properties of the DLC coating contribute significantly to reducing wear and preventing the onset of fatigue-related damage in tools. This protection ensures an extended lifespan for tools and maintains operational efficiency in cold stamping applications.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}