Residual Stress Relaxation in the Laser Welded Structure after Low-Cycle Fatigue and Fatigue Life: Numerical Analysis and Neutron Diffraction Experiment



Abstract
1. Introduction
2. Materials and Methods
3. Experiments and Tests
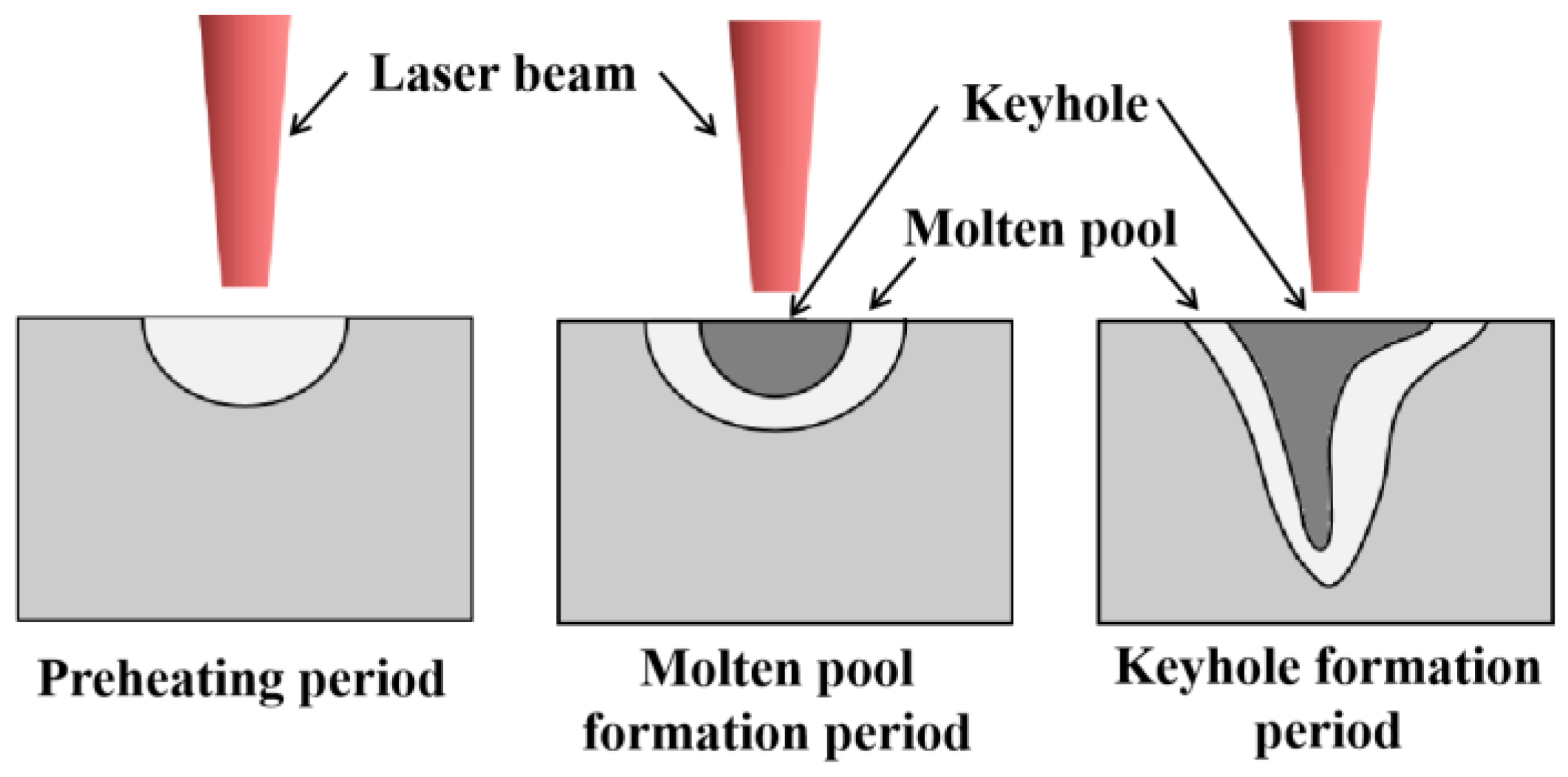
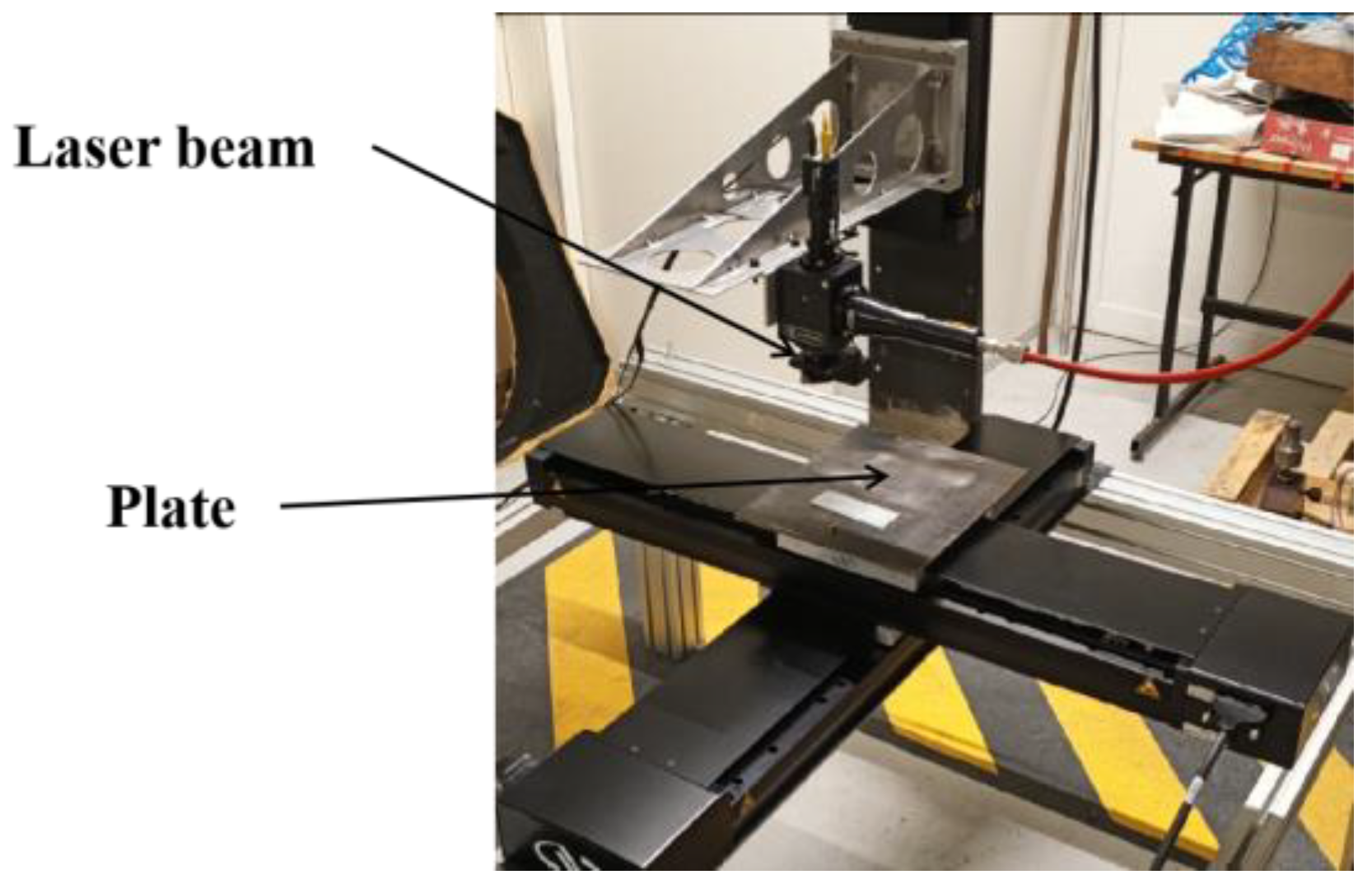
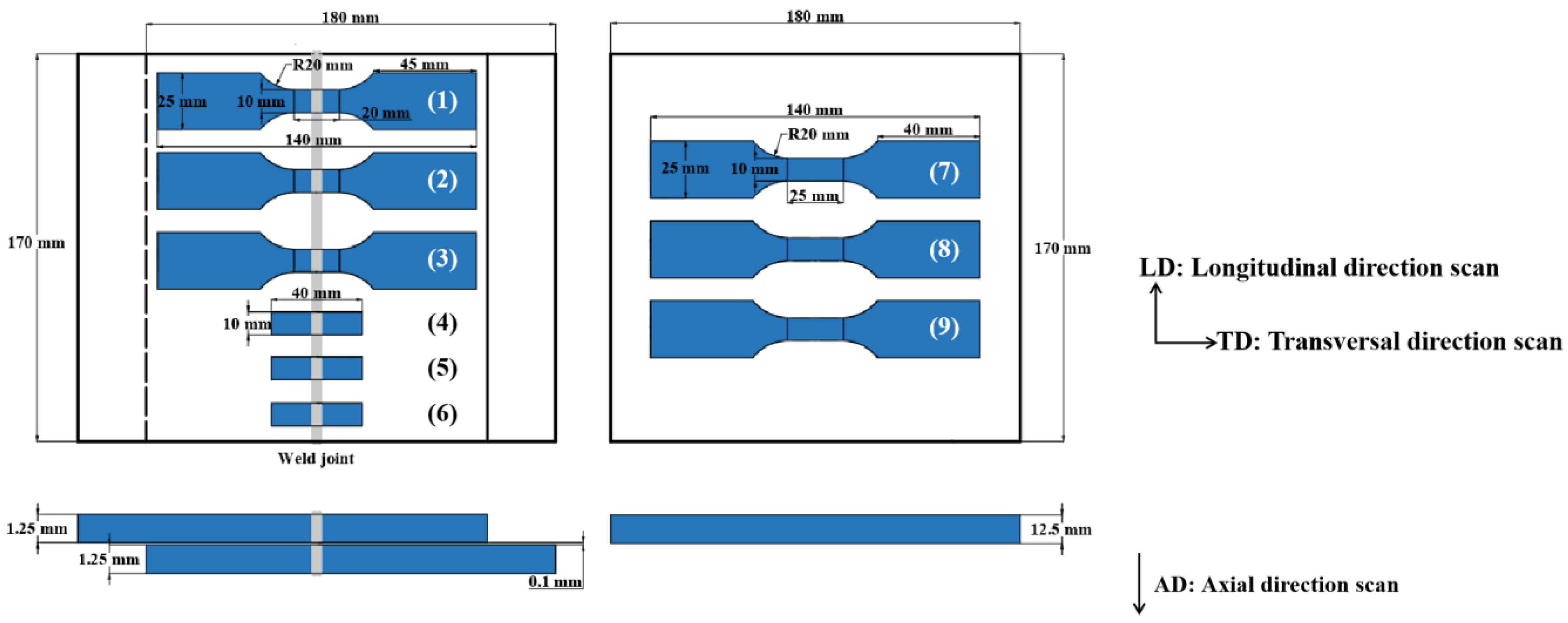
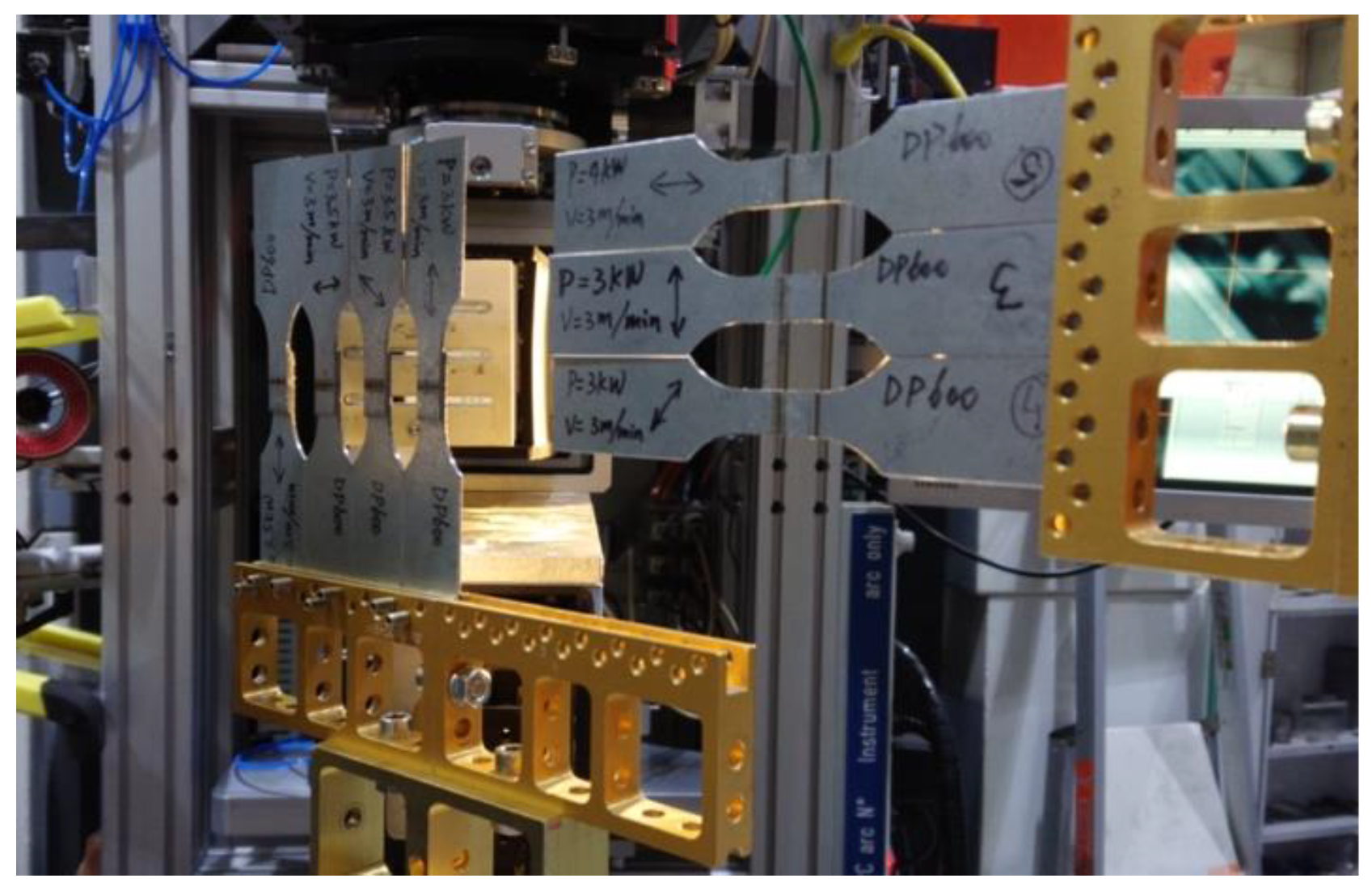
3.1. Laser Welding Experiment
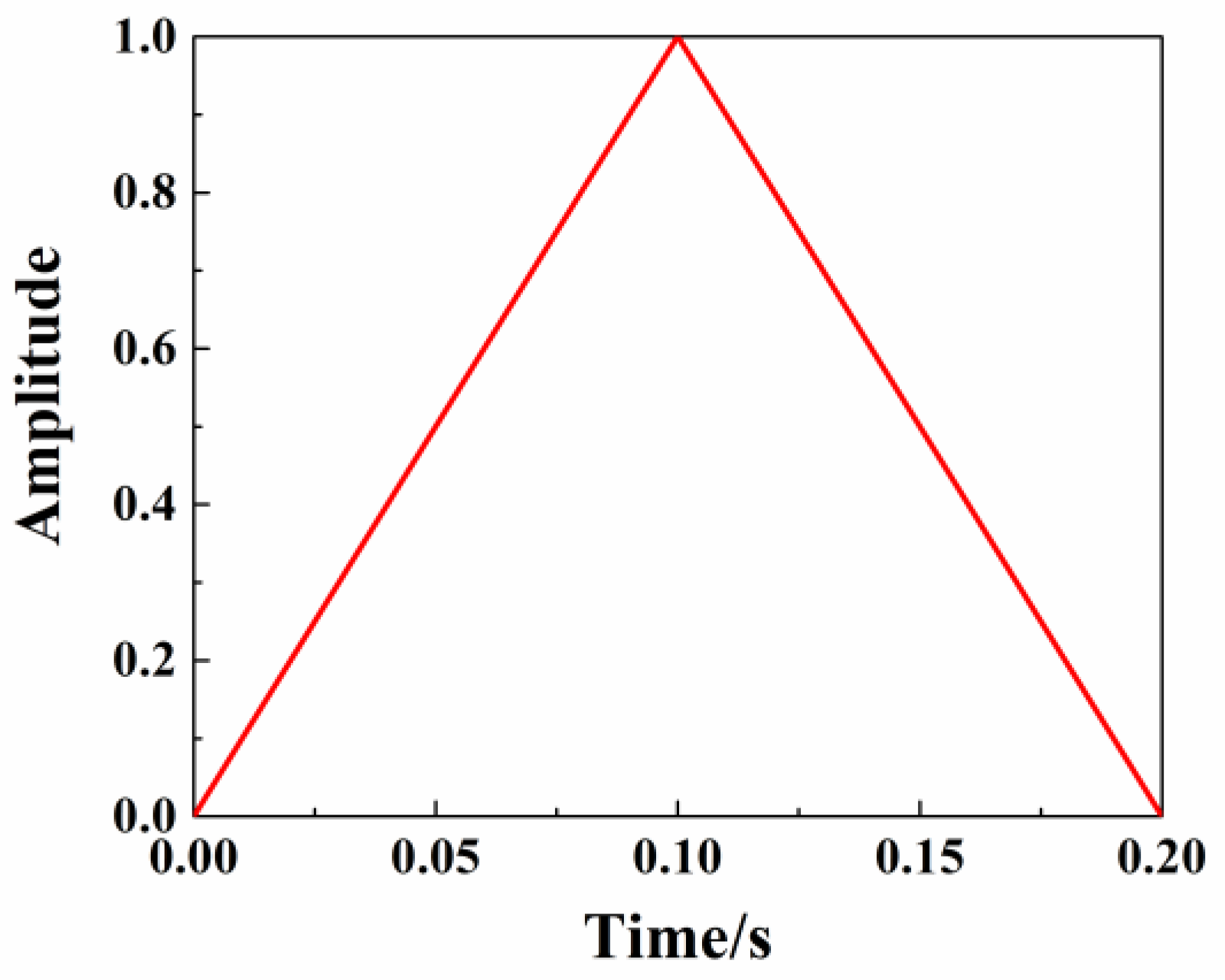
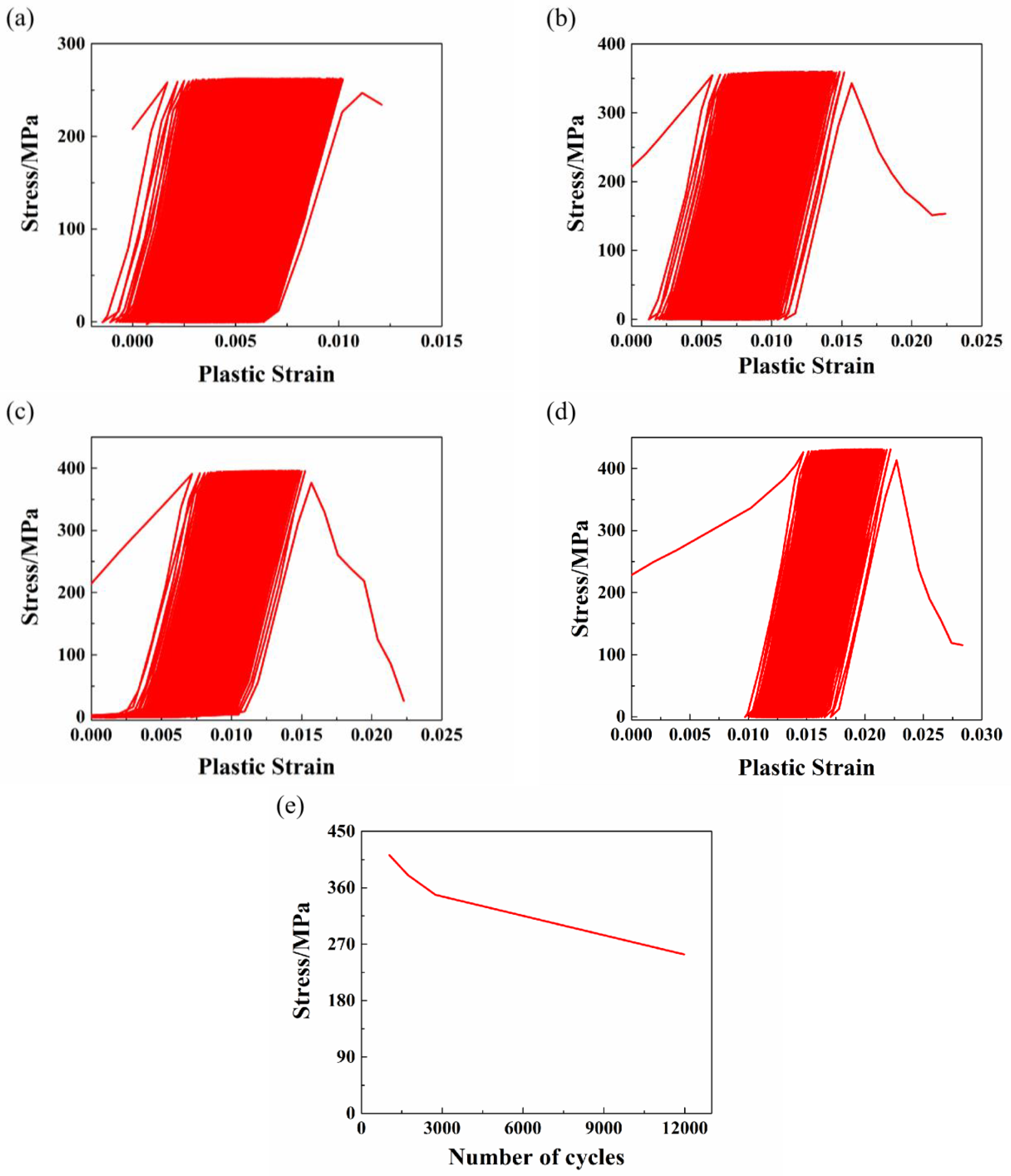
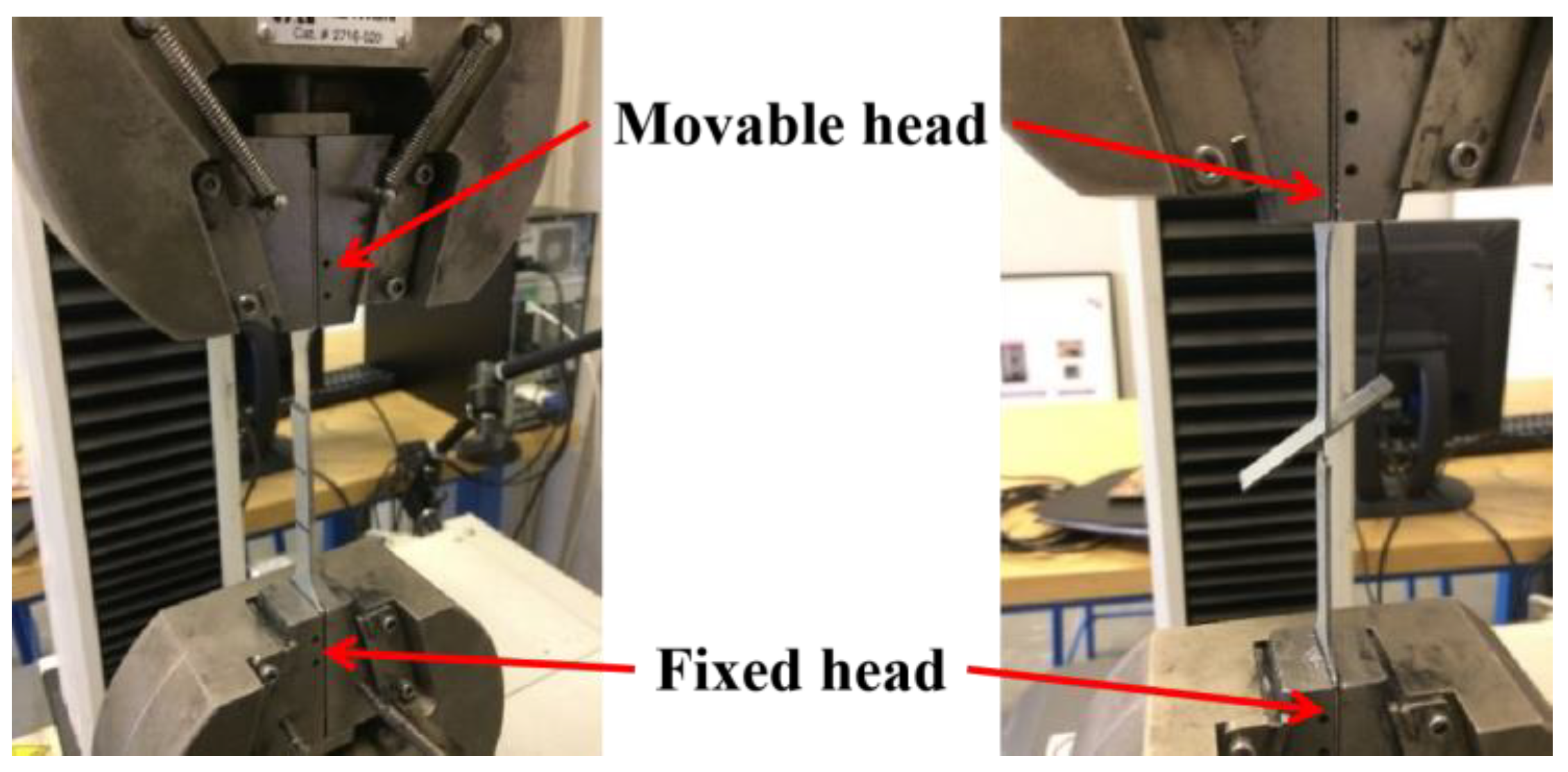
3.2. Low-Cycle Fatigue Experiment
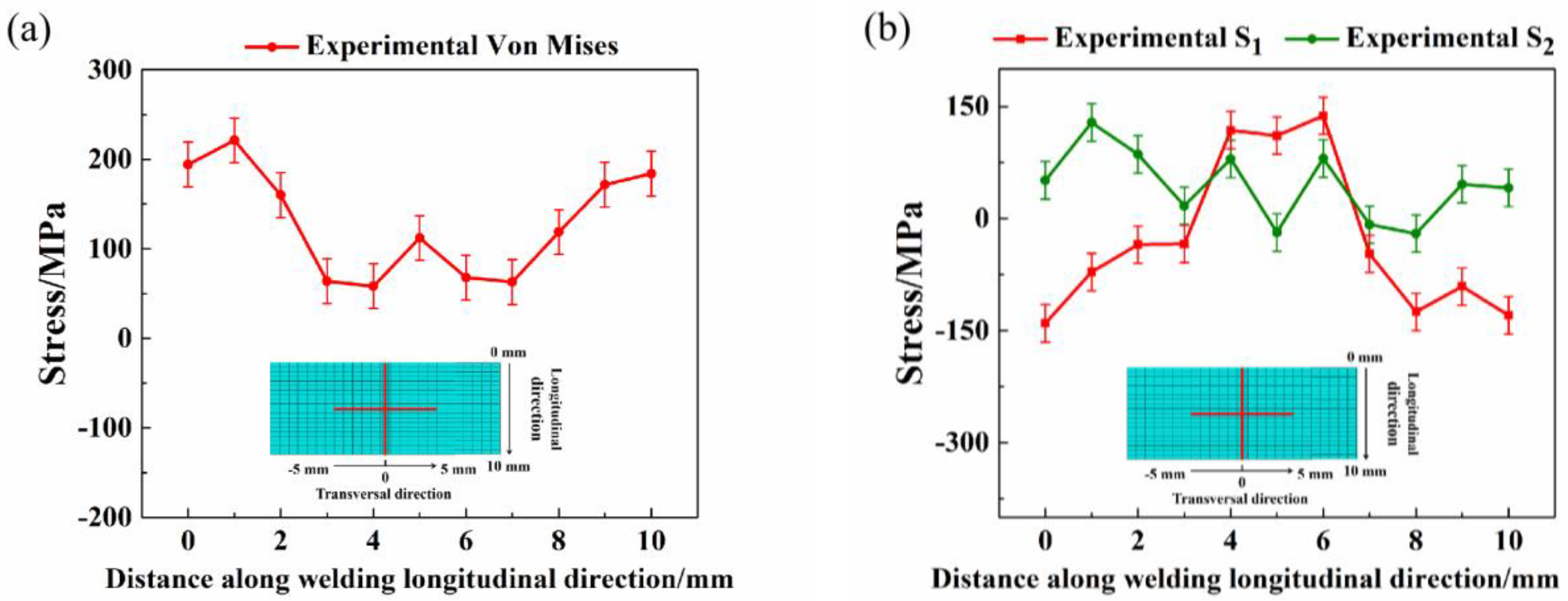
3.3. Neutron Diffraction Experiment
4. Simulations
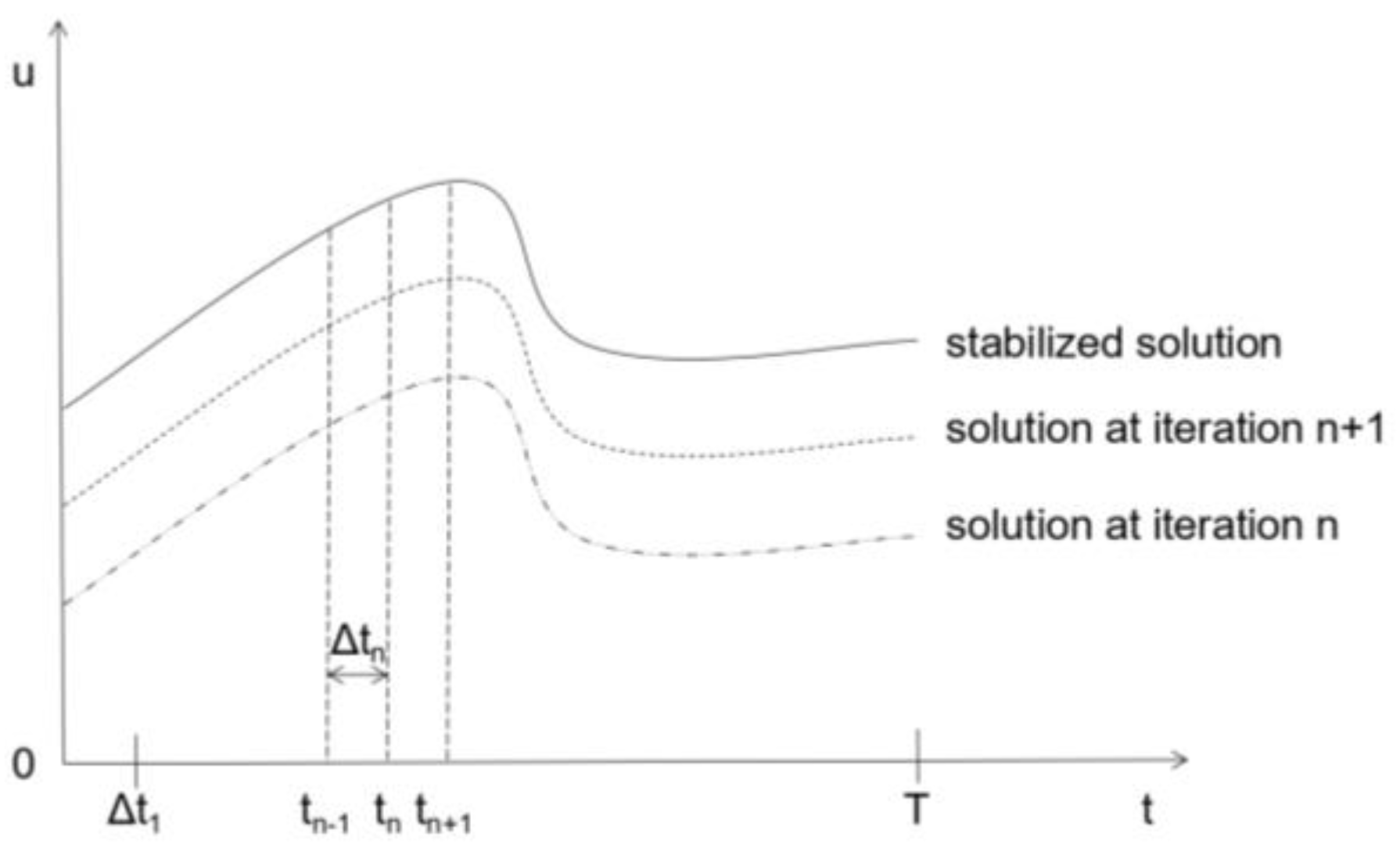
4.1. Direct Cyclic Technique
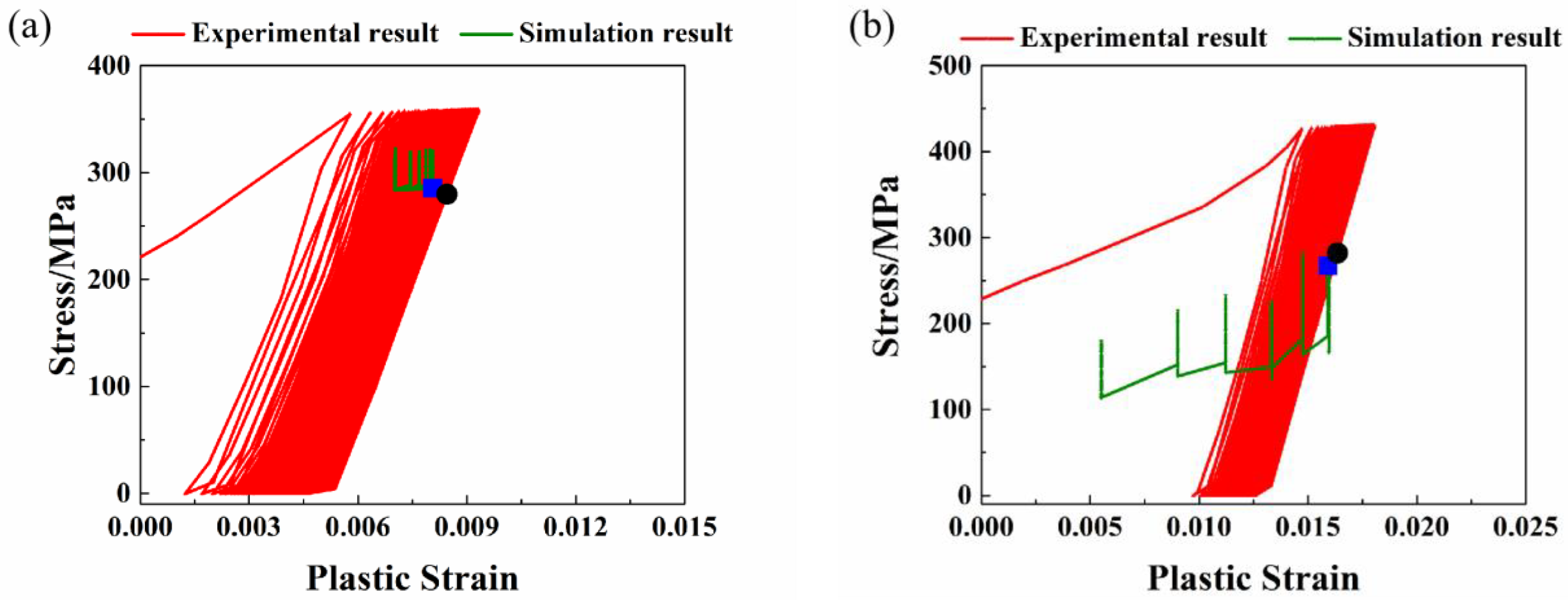
4.2. Combined Hardening Model
5. Results and Discussions
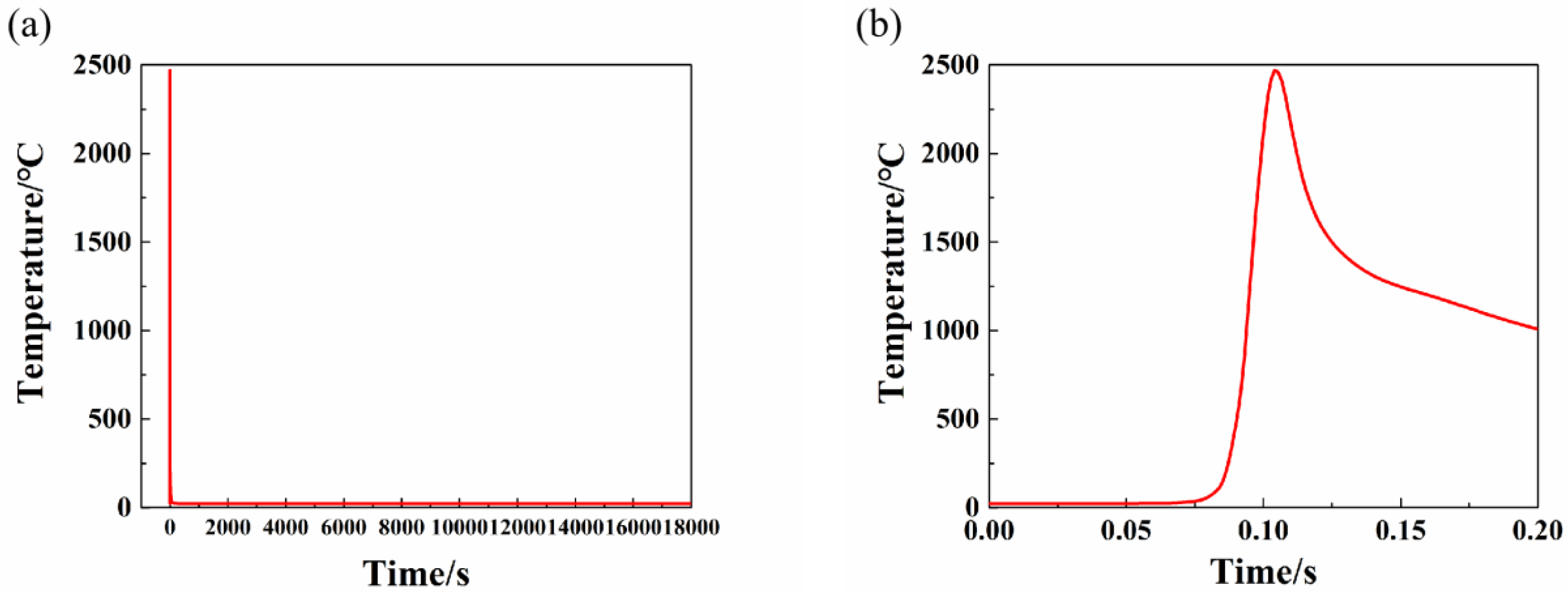
5.1. Temperature Field
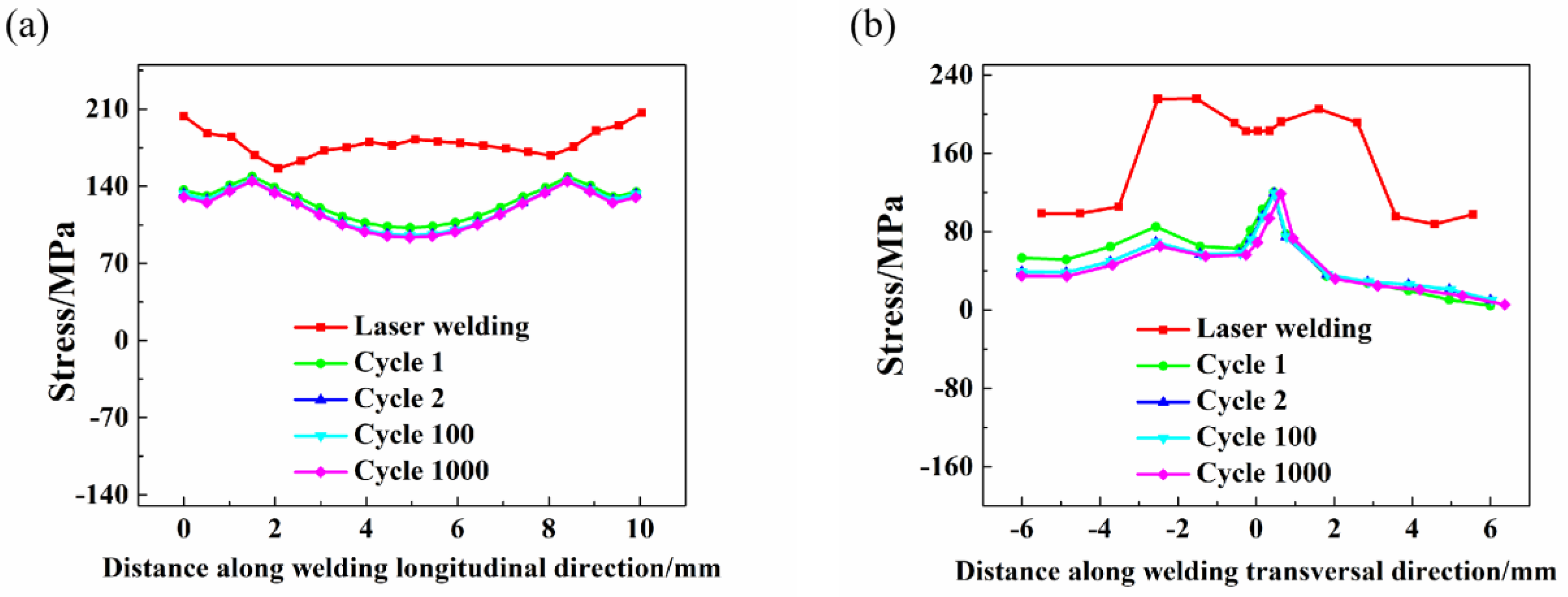
5.2. Residual Stress Relaxation
5.2.1. Influencing Factors of Residual Stress Relaxation
5.2.2. Comparison of Experiment and Simulation
5.2.3. Residual Stress Relaxation Model
5.3. Fatigue Life Prediction Model
6. Conclusions
- (1)
- The thermal analysis demonstrates that the finite element simulation results of the temperature history distribution that are measured in the weld and heat-affected zone agree with the experimental results.
- (2)
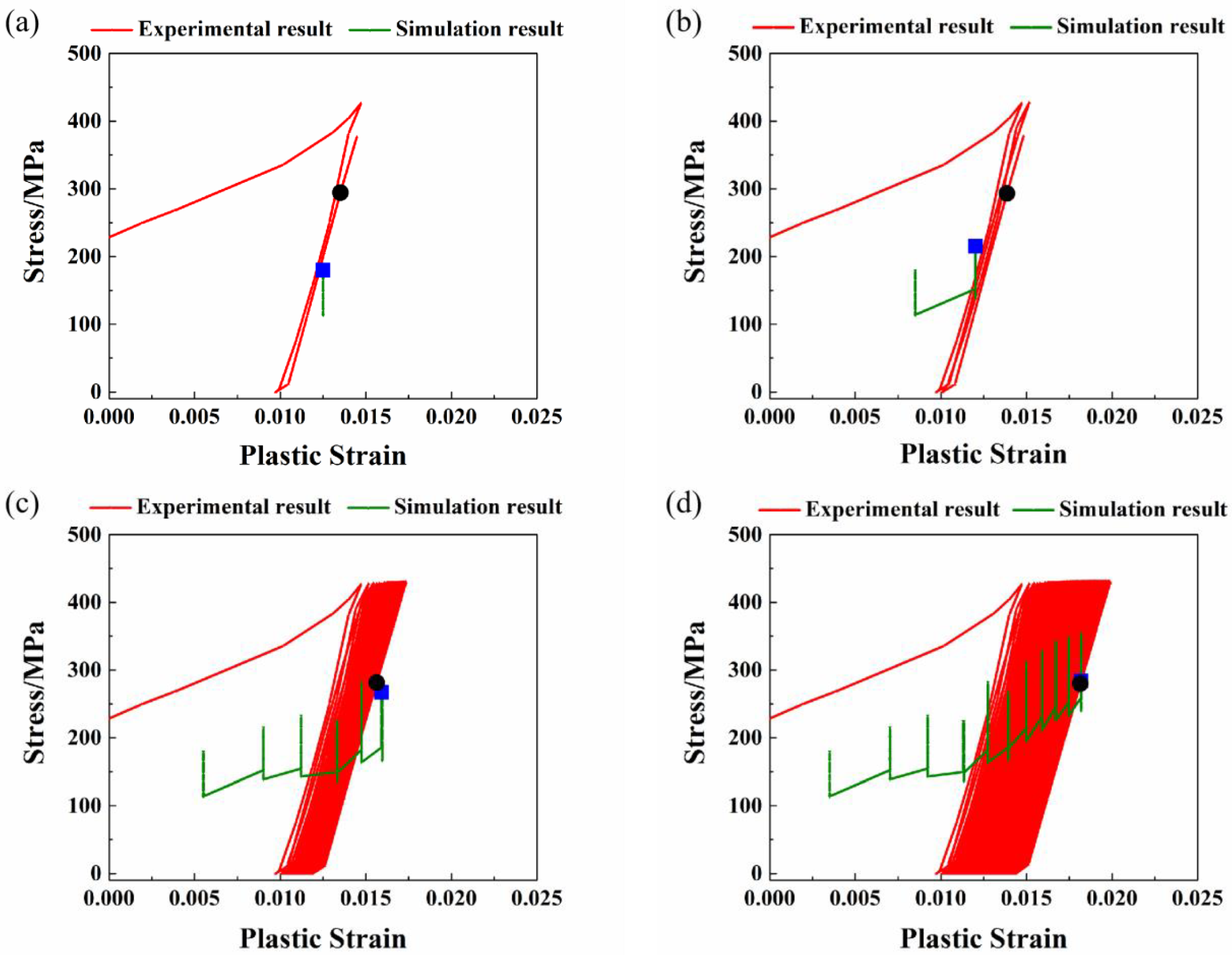
- Plastic material constitutive models, combined hardening model, and the direct cyclic method can accurately investigate the residual stress of laser welding and low-cycle fatigue. The simulated results are verified by neutron diffraction experimental results with a similar distribution and magnitude.
- (3)
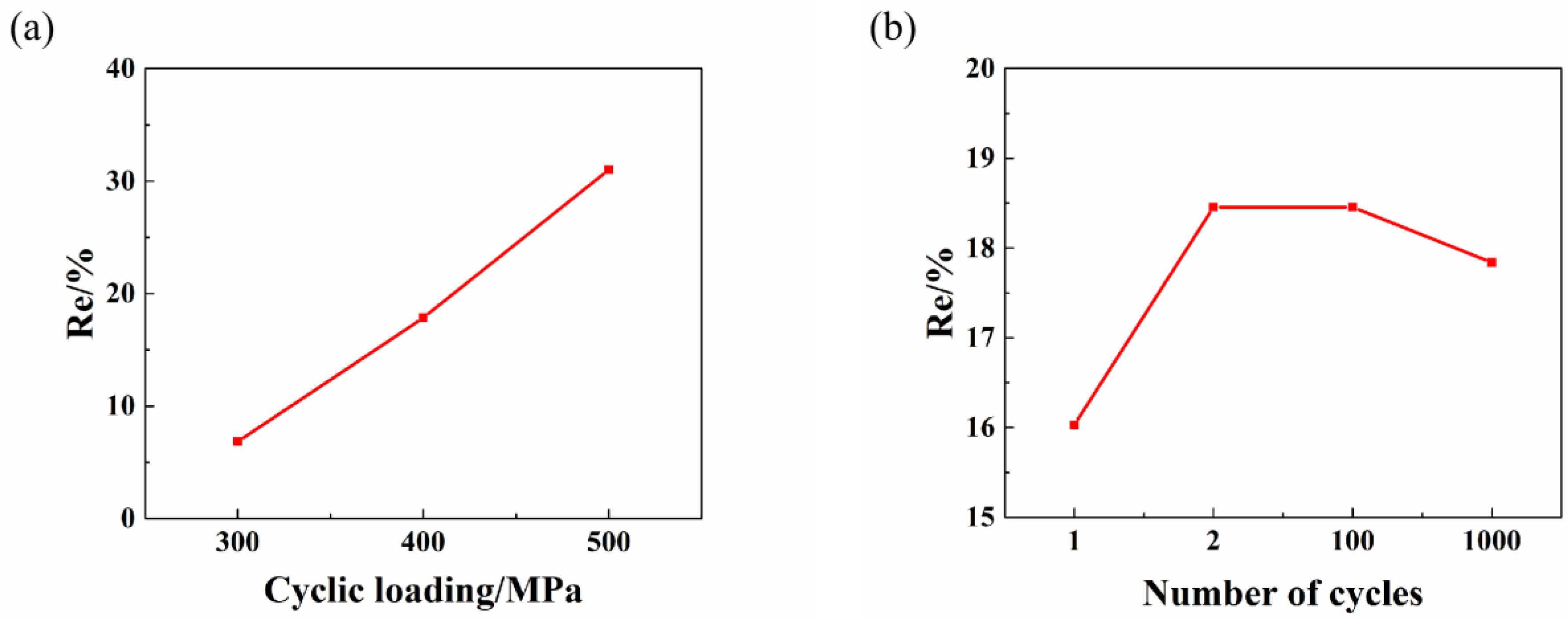
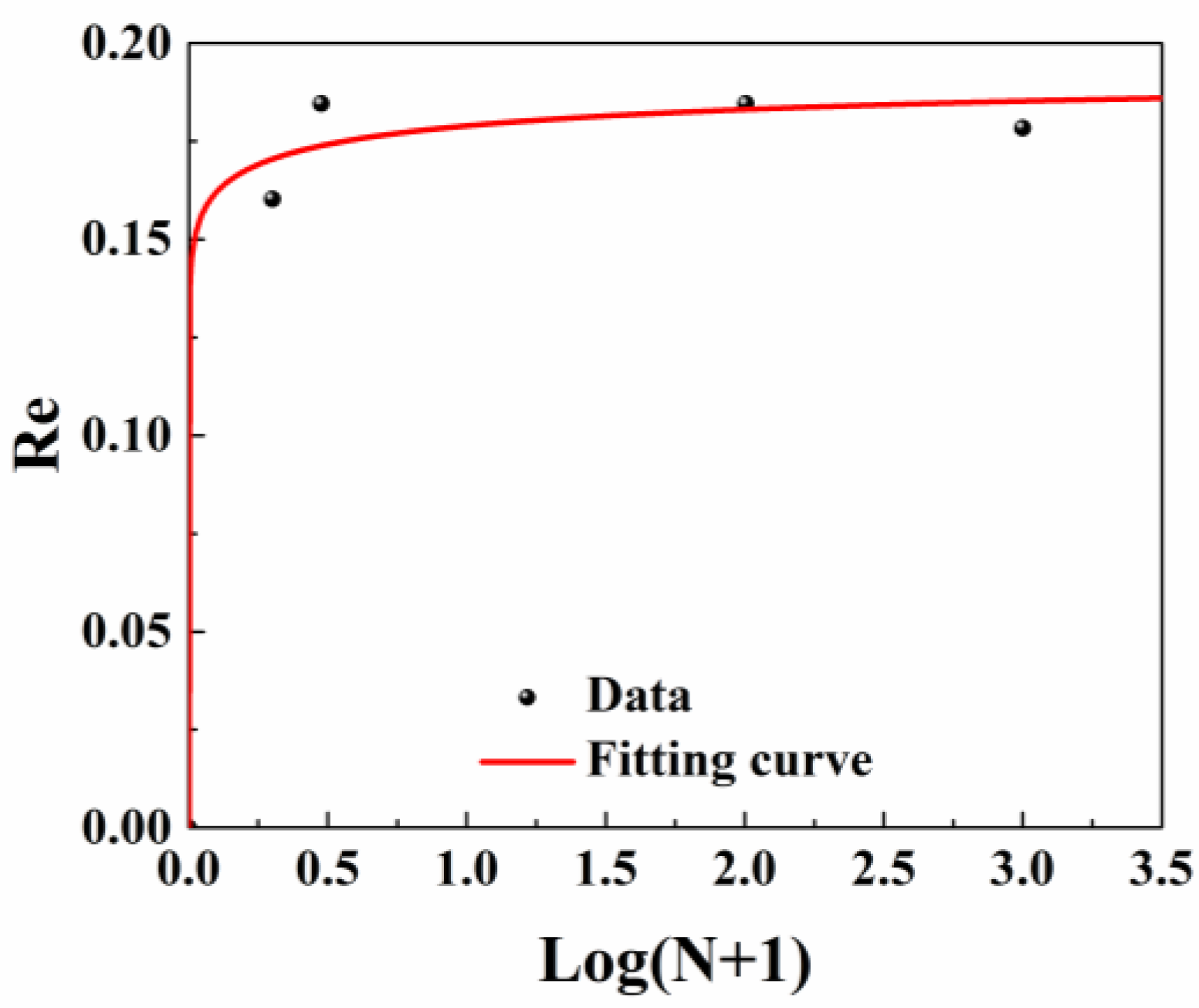
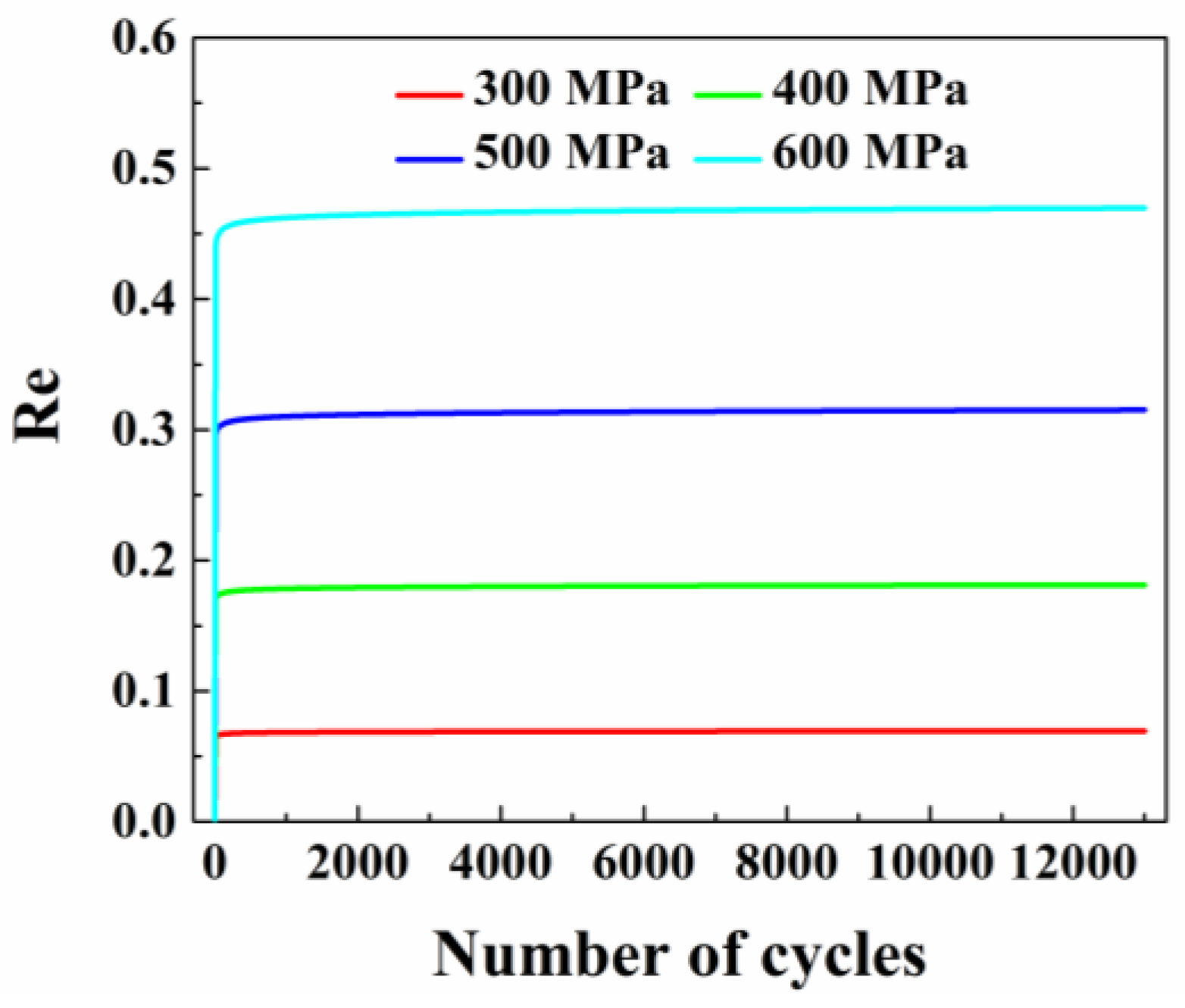
- After low-cycle fatigue, residual stress redistributes and relaxes in the weld and heat-affected zone. The most significant relaxation happens within the first cycle. The amount of residual stress relaxation depends on cyclic loading and the number of cycles. This study proposes the residual stress relaxation model by comparing the evolution of residual stress in relation to two influenced factors. The relaxation model can represent the change process of residual stress well by providing data verification.
- (4)
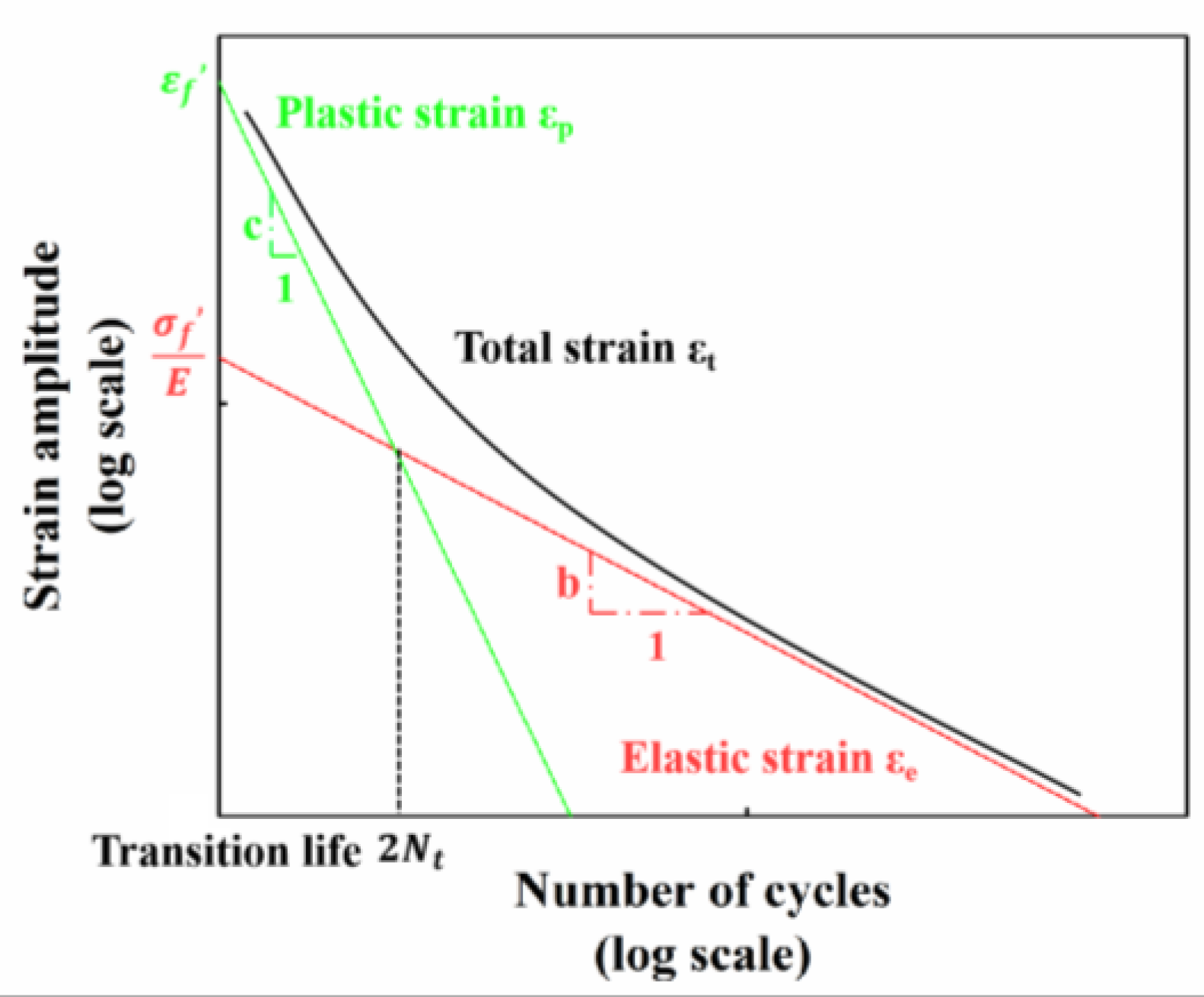
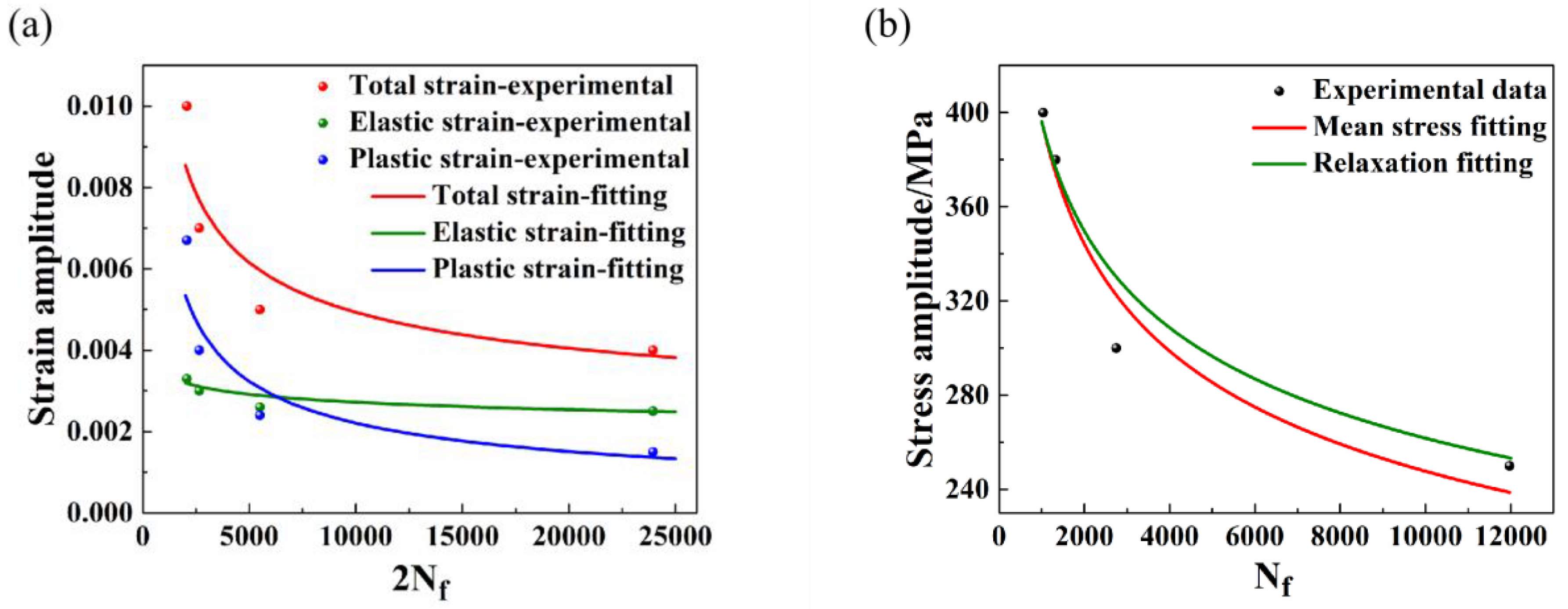
- Fatigue life is significantly influenced by residual stress and relaxation behavior. This paper proposes an improved fatigue life model that is based on the Basquin and Coffin-Manson fatigue life models. The above residual stress relaxation model is introduced into the fatigue life model to predict low-cycle fatigue life better.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Mihaliková, M.; Zgodavová, K.; Bober, P.; Špegárová, A. The performance of CR180IF and DP600 laser welded steel sheets under different strain rates. Materials 2021, 14, 1553. [Google Scholar] [CrossRef] [PubMed]
- Jeyaprakash, N.; Haile, A.; Arunprasath, M. The parameters and equipments used in TIG welding: A review. Int. J. Eng. Sci. 2015, 4, 11–20. [Google Scholar]
- Idriss, M.; Mirakhorli, F.; Desrochers, A. Fatigue behaviour of AA5052-H36 laser-welded overlap joints: Effect of stitch-weld orientation and gap bridging. Int. J. Fatigue 2023, 167, 107358. [Google Scholar] [CrossRef]
- Wallerstein, D.; Salminen, A.; Lusquiños, F.; Comesaña, R.; García, J.V.; Rodríguez, A.R.; Badaoui, A. Recent developments in laser welding of aluminum alloys to steel. Metals 2021, 11, 622. [Google Scholar] [CrossRef]
- Zhang, Y.; You, D.; Gao, X.; Zhang, N.; Gao, P.P. Welding defects detection based on deep learning with multiple optical sensors during disk laser welding of thick plates. J. Manuf. Syst. 2019, 51, 87–94. [Google Scholar] [CrossRef]
- Wang, X.; Meng, Q.; Hu, W. Numerical analysis of low cycle fatigue for welded joints considering welding residual stress and plastic damage under combined bending and local compressive loads. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 1064–1080. [Google Scholar] [CrossRef]
- Rossini, N.S.; Dassisti, M.; Benyounis, K.Y.; Olabi, A.G. Methods of measuring residual stresses in components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef]
- Paul, S.K.; Stanford, N.; Taylor, A.; Hilditch, T. The effect of low cycle fatigue, ratcheting and mean stress relaxation on stress-strain response and microstructural development in a dual phase steel. Int. J. Fatigue 2015, 80, 341–348. [Google Scholar] [CrossRef]
- Wang, X.; Meng, Q.; Hu, W. Fatigue life prediction for butt-welded joints considering weld-induced residual stresses and initial damage, relaxation of residual stress, and elasto-plastic fatigue damage. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1373–1386. [Google Scholar] [CrossRef]
- Zhiping, Q.; Zesheng, Z.; Lei, W. Numerical analysis methods of structural fatigue and fracture problems. Contact Fract. Mech. 2018, 12, 235. [Google Scholar]
- Hao, H.; Ye, D.; Chen, Y.; Feng, M.; Liu, J. A study on the mean stress relaxation behavior of 2124-T851 aluminum alloy during low-cycle fatigue at different strain ratios. Mater. Des. 2015, 67, 272–279. [Google Scholar] [CrossRef]
- Hossain, M.; Ziehl, P. Modelling of Fatigue Crack Growth with Abaqus; University of South Carolina: Columbia, SC, USA, 2012. [Google Scholar]
- Chakherlou, T.N.; Yaghoobi, A. Numerical simulation of residual stress relaxation around a cold-expanded fastener hole under longitudinal cyclic loading using different kinematic hardening models. Fatigue Fract. Eng. Mater. Struct. 2010, 33, 740–751. [Google Scholar] [CrossRef]
- You, C.; Achintha, M.; Soady, K.A. Low cycle fatigue life prediction in shot-peened components of different geometries-part I: Residual stress relaxation. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 761–775. [Google Scholar] [CrossRef]
- Morrow, J.; Sinclair, G.M. Cycle-Dependent Stress Relaxation; ASTM International: West Conshohocken, PA, USA, 1958. [Google Scholar]
- Jhansale, H.R.; Topper, T.H. Engineering Analysis of the Inelastic Stress Response of a Structural Metal under Variable Cyclic Strains. Cyclic Stress-Strain Behavior Analysis, Experimentation, and Failure Prediction; ASTM International: West Conshohocken, PA, USA, 1973; pp. 246–270. [Google Scholar]
- Kodama, S. The behavior of residual stress during fatigue stress cycles. Soc. Mater. Sci. 1972, 2, 111–118. [Google Scholar]
- Holzapfel, H.; Schulze, V.; Vöhringer, O. Residual stress relaxation in AISI 4140 steel due to quasistatic and cyclic loading at higher temperatures. Mater. Sci. Eng. A 1998, 248, 9–18. [Google Scholar] [CrossRef]
- Hemmesi, K.; Mallet, P.; Farajian, M. Numerical evaluation of surface welding residual stress behavior under multiaxial mechanical loading and experimental validations. Int. J. Mech. Sci. 2020, 168, 105–127. [Google Scholar] [CrossRef]
- Derakhshan, E.D.; Yazdian, N.; Craft, B.; Smith, S. Numerical simulation and experimental validation of residual stress and welding distortion induced by laser-based welding processes of thin structural steel plates in butt joint configuration. Opt. Laser Technol. 2018, 104, 170–182. [Google Scholar] [CrossRef]
- Liu, M.; Kouadri-Henni, A.; Malard, B. Numerical analysis of low-cycle fatigue using the direct cyclic method considering laser welding residual stress. Coatings 2023, 13, 553. [Google Scholar] [CrossRef]
- Rosado-Carrasco, J.G.; González-Zapatero, W.F. Analysis of the low cycle fatigue behavior of DP980 steel gas metal arc welded joints. Metals 2022, 12, 419. [Google Scholar] [CrossRef]
- Farabi, N.; Chen, D.L.; Li, J.; Zhou, Y.; Dong, S.J. Microstructure and mechanical properties of laser welded DP600 steel joints. Mater. Sci. Eng. A 2010, 527, 1215–1222. [Google Scholar] [CrossRef]
- Rahmaan, T.; Bardelcik, A.; Imbert, J.; Butcher, C. Effect of strain rate on flow stress and anisotropy of DP600, TRIP780, and AA5182-O sheet metal alloys. Int. J. Impact Eng. 2016, 88, 72–90. [Google Scholar] [CrossRef]
- ASTM E606; Standard Practice for Strain-Controlled Fatigue Testing. ASTM: West Conshohocken, PA, USA, 1998; Volume 3.
- Marciszko, M. Diffraction Study of Mechanical Properties and Residual Stresses Resulting from Surface Processing of Polycrystalline Materials; AGH University of Science and Technology in Kraków: Kraków, Poland, 2013. [Google Scholar]
- Avettand-Fènoël, M.N.; Sapanathan, T.; Pirling, T. Investigation of residual stresses in planar dissimilar magnetic pulse welds by neutron diffraction. J. Manuf. Process 2021, 68, 1758–1766. [Google Scholar] [CrossRef]
- Kim, J.C.; Cheong, S.K.; Noguchi, H. Residual stress relaxation and low-and high-cycle fatigue behavior of shot-peened medium-carbon steel. Int. J. Fatigue 2013, 56, 114–122. [Google Scholar] [CrossRef]
- Sowards, J.W.; Pfeif, E.A.; Connolly, M.J.; McColskey, J.D. Low-cycle fatigue behavior of fiber-laser welded, corrosion-resistant, high-strength low alloy sheet steel. Mater. Des. 2017, 121, 393–405. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Akhtar, S. Laser welding of AISI 316 steel: Microstructural and stress analysis. J. Manuf. Sci. Eng. 2013, 135, 031018. [Google Scholar] [CrossRef]
- Wan, X.; Wang, Y.; Zhang, P. Modelling the effect of welding current on resistance spot welding of DP600 steel. J. Mater. Process Technol. 2014, 214, 2723–2729. [Google Scholar] [CrossRef]
- Zhuang, W.Z.; Halford, G.R. Investigation of residual stress relaxation under cyclic load. Int. J. Fatigue 2001, 23, 31–37. [Google Scholar] [CrossRef]
- Zaroog, O.S.; Ali, A.; Sahari, B.B.; Zahari, R. Modeling of residual stress relaxation of fatigue in 2024-T351 aluminium alloy. Int. J. Fatigue 2011, 33, 279–285. [Google Scholar] [CrossRef]
- Wang, L.; Qian, X. Welding residual stresses and their relaxation under cyclic loading in welded S550 steel plates. Int. J. Fatigue 2022, 162, 106992. [Google Scholar] [CrossRef]
- Qian, Z.; Chumbley, S.; Karakulak, T.; Johnson, E. The residual stress relaxation behavior of weldments during cyclic loading. Metall. Mater. Trans. A 2013, 44, 3147–3156. [Google Scholar] [CrossRef]
- Ferro, P. The local strain energy density approach applied to pre-stressed components subjected to cyclic load. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 1268–1280. [Google Scholar] [CrossRef]
- Valluri, S.R. Some recent developments at GALCIT concerning a theory of metal fatigue. Acta Metall. 1963, 11, 759–775. [Google Scholar] [CrossRef]
- James, M.N.; Hughes, D.J.; Chen, Z.; Lombard, H. Residual stresses and fatigue performance. Eng. Fail. Anal. 2007, 14, 384–395. [Google Scholar] [CrossRef]
- Basquin, O.H. The exponential law of endurance tests. Am. Soc. Test. Mater. Proc. 1910, 10, 625–630. [Google Scholar]
- Coffin, L.F., Jr. A study of the effects of cyclic thermal stresses on a ductile metal. Trans. Am. Soc. Mech. Eng. 1954, 76, 931–949. [Google Scholar] [CrossRef]
- Bassindale, C.; Miller, R.E.; Wang, X. Effect of single initial overload and mean load on the low-cycle fatigue life of normalized 300 M alloy steel. Int. J. Fatigue 2020, 130, 105273. [Google Scholar] [CrossRef]
- Parkes, D.; Xu, W.; Westerbaan, D.; Nayak, S.S.; Zhou, Y. Microstructure and fatigue properties of fiber laser welded dissimilar joints between high strength low alloy and dual-phase steels. Mater. Des. 2013, 51, 665–675. [Google Scholar] [CrossRef]
- Landgraf, R.W.; Chernenkoff, R.A. Residual Stress Effects on Fatigue of Surface Processed Steels; ASTM International: West Conshohocken, PA, USA, 1988; pp. 1–12. [Google Scholar]
- Minamizawa, K.; Arakawa, J.; Akebono, H. Fatigue limit estimation for carburized steels with surface compressive residual stress considering residual stress relaxation. Int. J. Fatigue 2022, 160, 106846. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Method | Welding Speed | Penetration | Advantages | Disadvantages |
|---|---|---|---|---|
| Laser beam | 1–5 m/min | Up to 10 mm | High welding speedLess deformation | High initial costs Limited material compatibility |
| TIG | 0.1–0.5 m/min | 3–4 mm | High quality | High equipment costs |
| MIG | 0.5–1 m/min | 3–4 mm | Low costs | Large deformation Limited welding positions |
| Electron beam | 1–10 m/min | Up to 80 mm | High welding speed | Vacuum required Limited penetration depth |
| C | Mn | P | S | Al | Cr | Si | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.10 | 1.09 | 0.03 | 0.001 | 1.19 | 0.02 | 0.26 | 0.01 | 97.20 |
| σf′ | b | εf′ | c | R2 | |
|---|---|---|---|---|---|
| Equations (20) and (21) | 1607 | −0.10 | 0.35 | −0.55 | 74.62% |
| Equation (22) | 1875 | −0.20 | 92.79% | ||
| Equation (23) | 1758 | −0.18 | 98.08% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Kouadri-David, A.; Ma, G. Residual Stress Relaxation in the Laser Welded Structure after Low-Cycle Fatigue and Fatigue Life: Numerical Analysis and Neutron Diffraction Experiment. Coatings 2024, 14, 281. https://doi.org/10.3390/coatings14030281
Liu M, Kouadri-David A, Ma G. Residual Stress Relaxation in the Laser Welded Structure after Low-Cycle Fatigue and Fatigue Life: Numerical Analysis and Neutron Diffraction Experiment. Coatings. 2024; 14(3):281. https://doi.org/10.3390/coatings14030281
Chicago/Turabian StyleLiu, Miaoran, Afia Kouadri-David, and Guangyi Ma. 2024. "Residual Stress Relaxation in the Laser Welded Structure after Low-Cycle Fatigue and Fatigue Life: Numerical Analysis and Neutron Diffraction Experiment" Coatings 14, no. 3: 281. https://doi.org/10.3390/coatings14030281
APA StyleLiu, M., Kouadri-David, A., & Ma, G. (2024). Residual Stress Relaxation in the Laser Welded Structure after Low-Cycle Fatigue and Fatigue Life: Numerical Analysis and Neutron Diffraction Experiment. Coatings, 14(3), 281. https://doi.org/10.3390/coatings14030281