
Design and Application of Rich Bottom Layer Mixtures



Abstract
:1. Introduction
2. Requirements and Applications of RBLMs
2.1. Requirements
2.2. Applications
3. Materials and Methods
3.1. Materials
3.1.1. Asphalt
3.1.2. Aggregate
3.1.3. Mineral Powder
3.2. Finite Element Modeling Methods
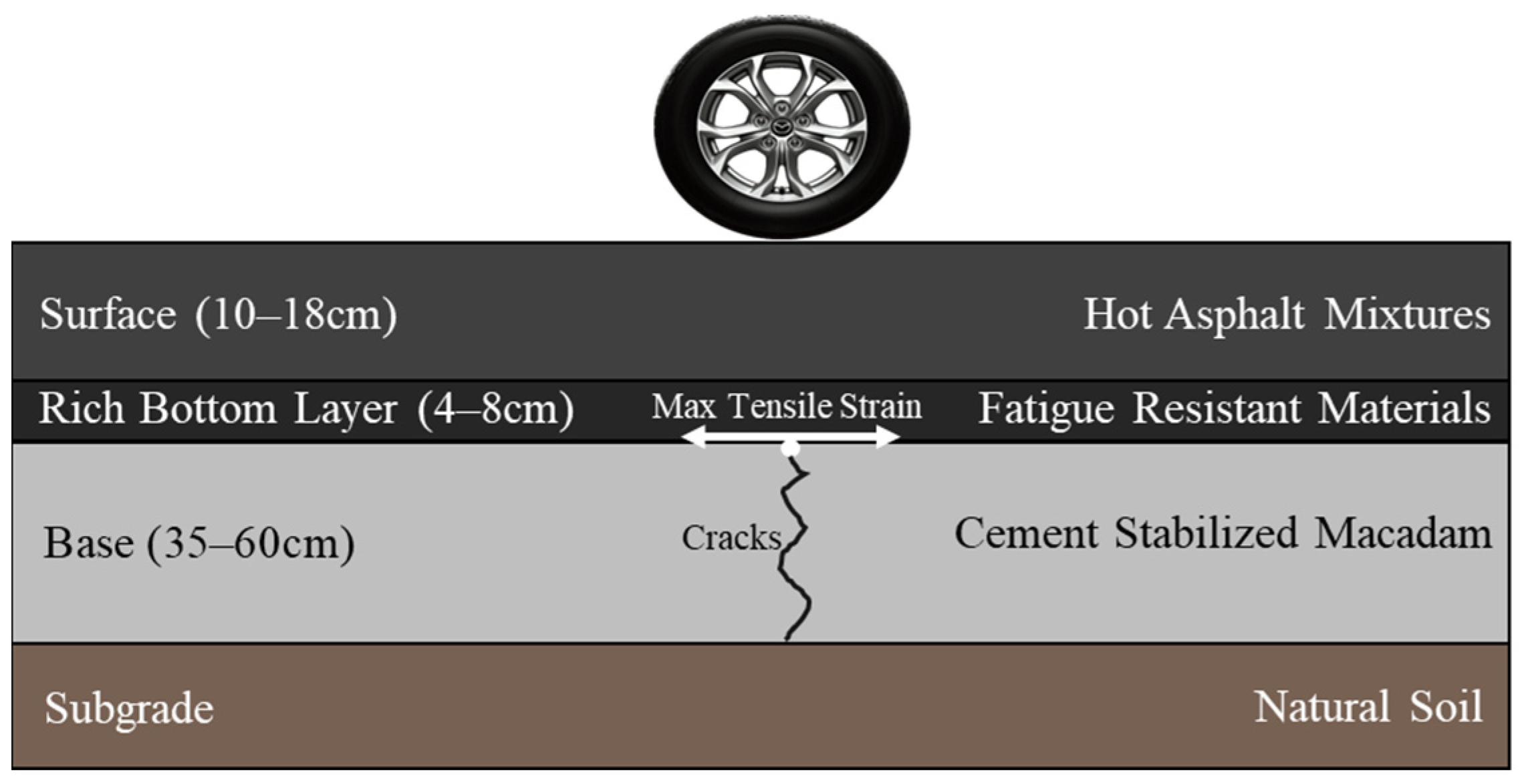
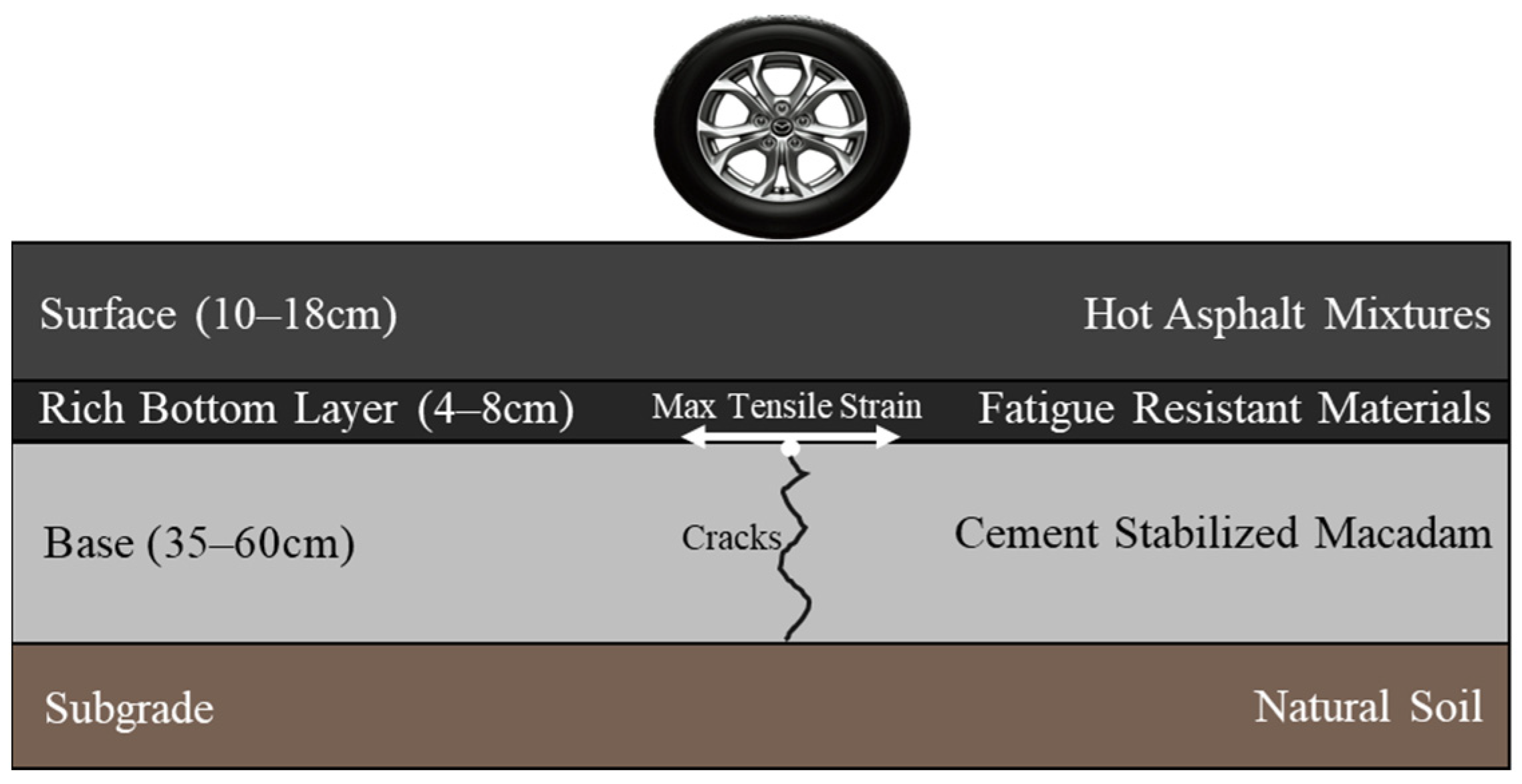
3.2.1. Road Pavement Structure
3.2.2. Load Simplification
3.2.3. Contact between Layers
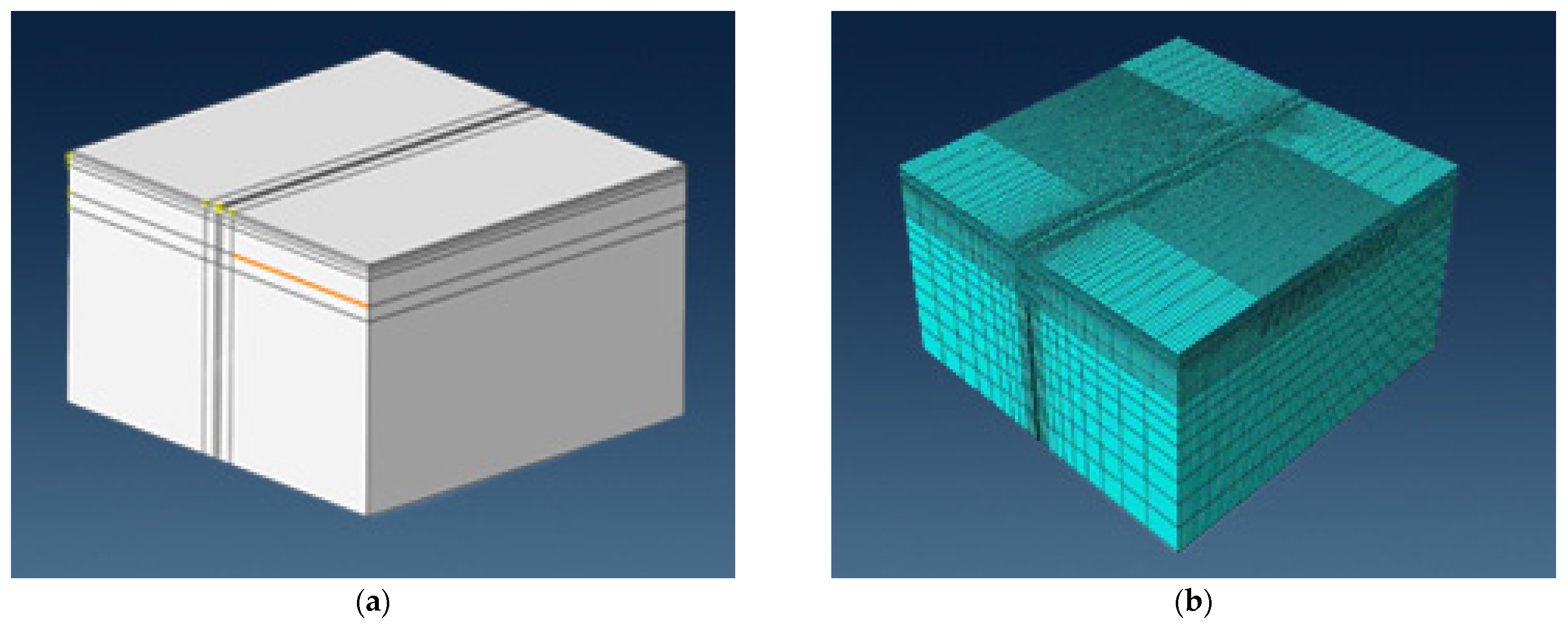
3.2.4. Model Size and Cell Segmentation
3.3. Experimental Methods
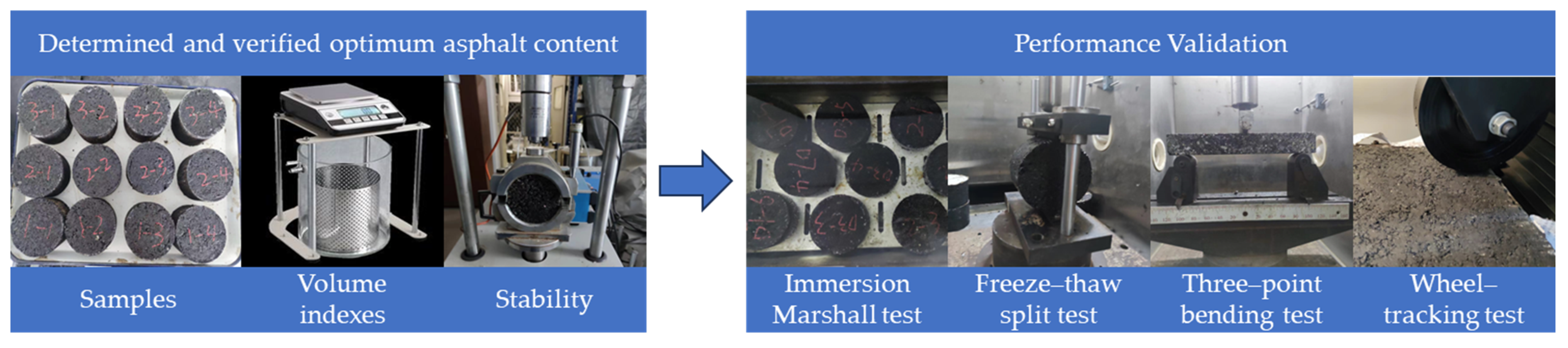
3.3.1. Mixture Design
3.3.2. Performance Validation
- (1)
- Immersing Marshall test and freeze–thaw split test
- (2)
- Freeze–thaw splitting test
- (3)
- Wheel-tracking test
4. Results
4.1. Finite Element Modeling
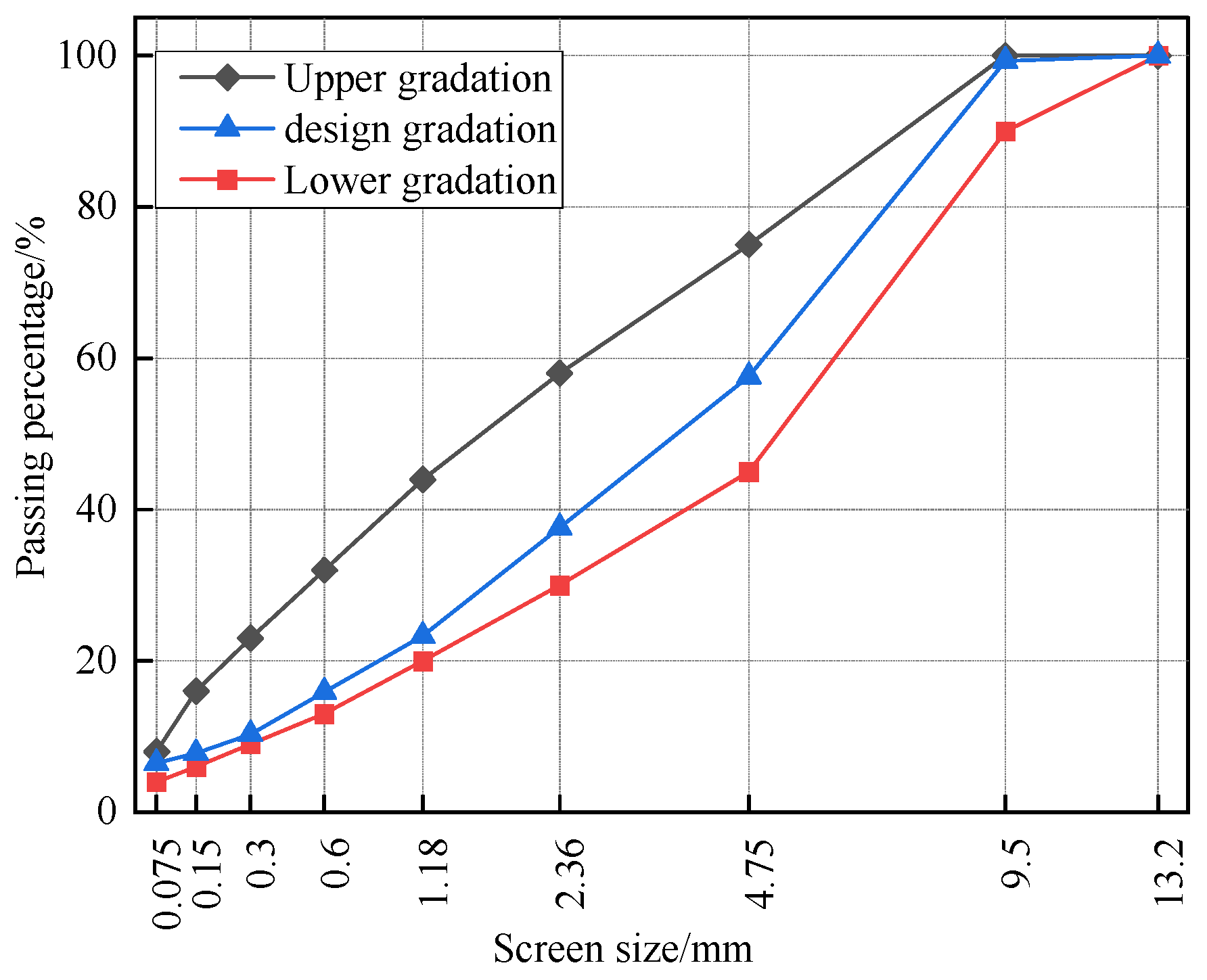
4.2. Mixture Design
4.3. Performance Validation
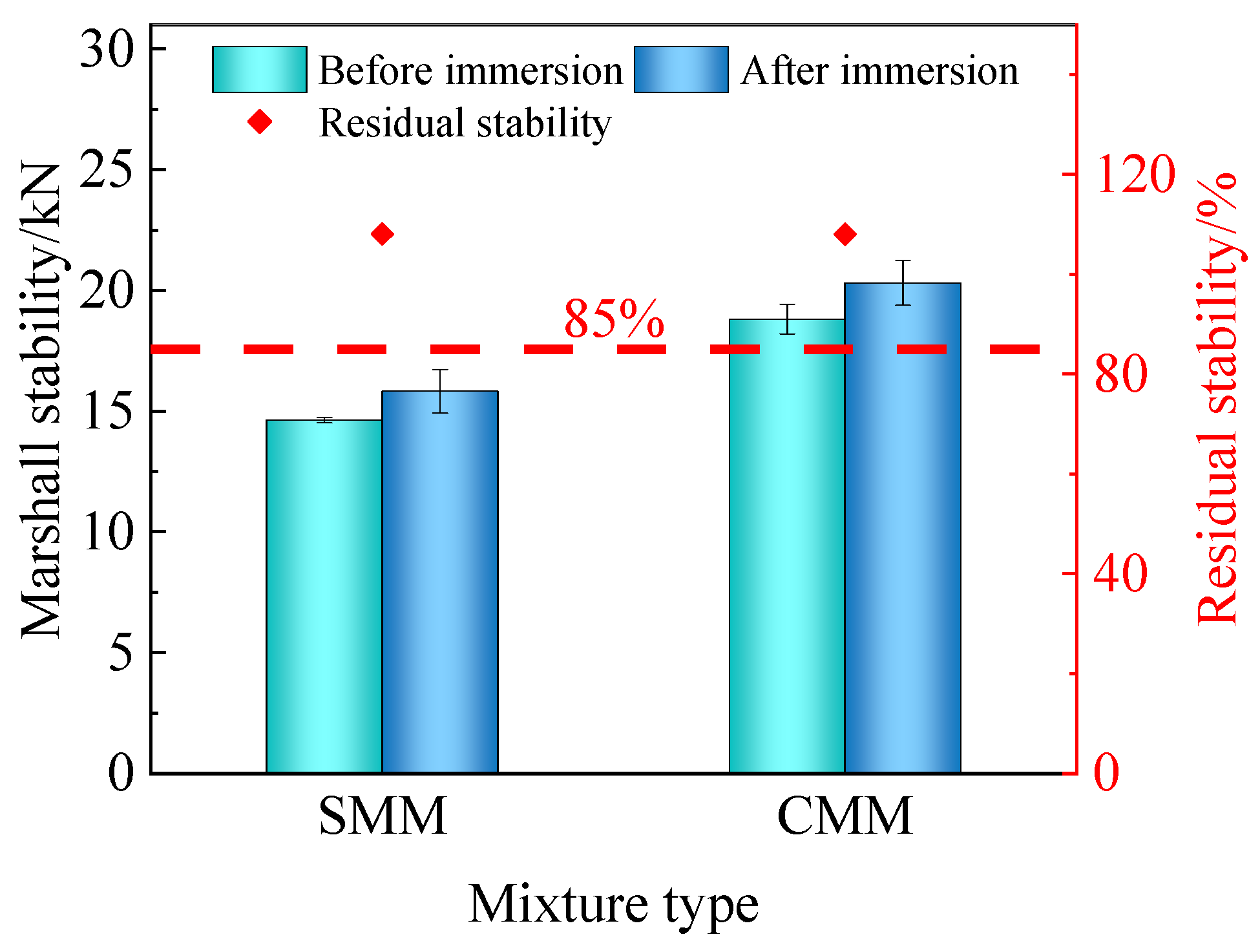
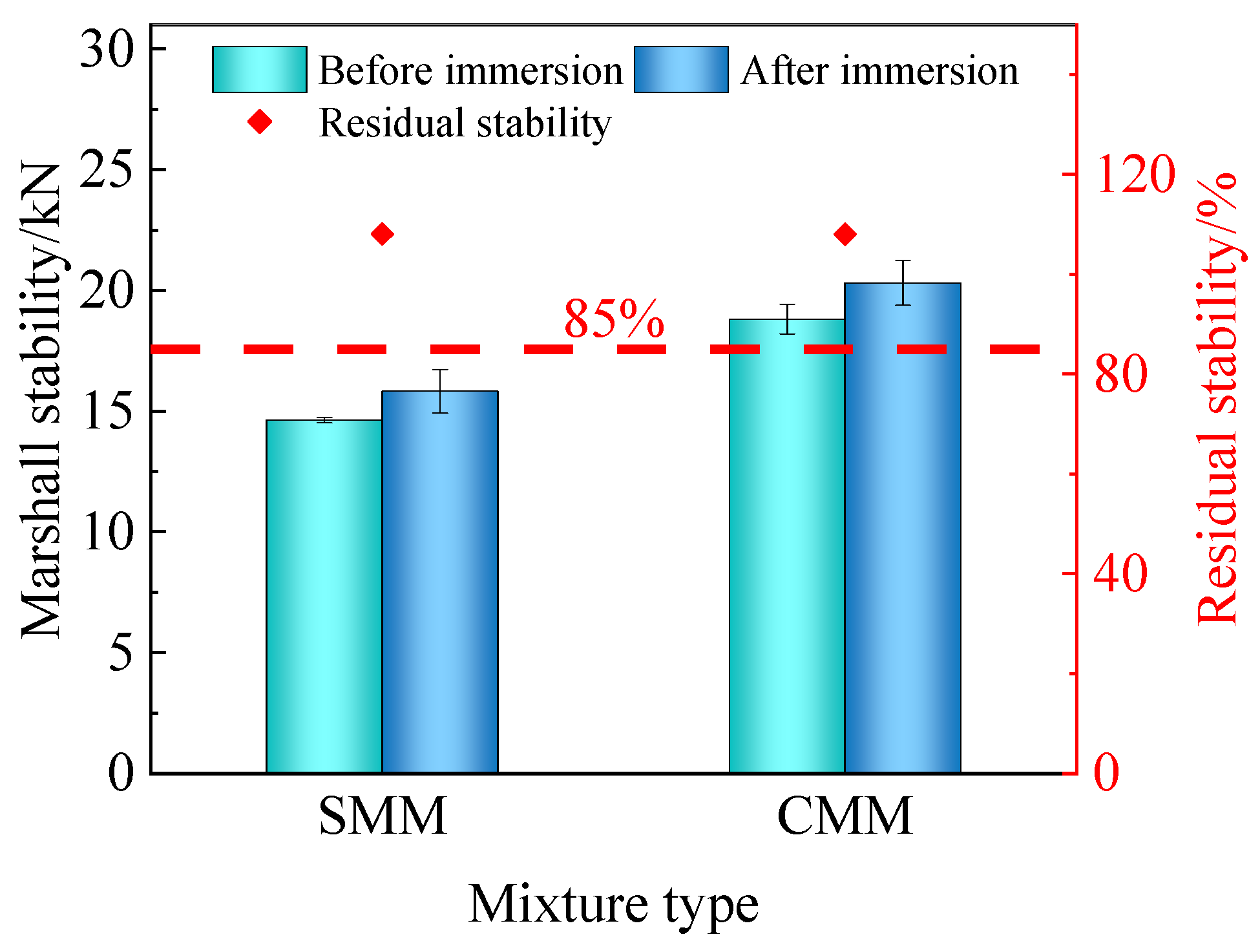
4.3.1. Immersing Marshall Test
4.3.2. Freeze–Thaw Splitting Test
4.3.3. Three-Point Bending Test
4.3.4. Wheel-Tracking Test
5. Test Road
5.1. Overview
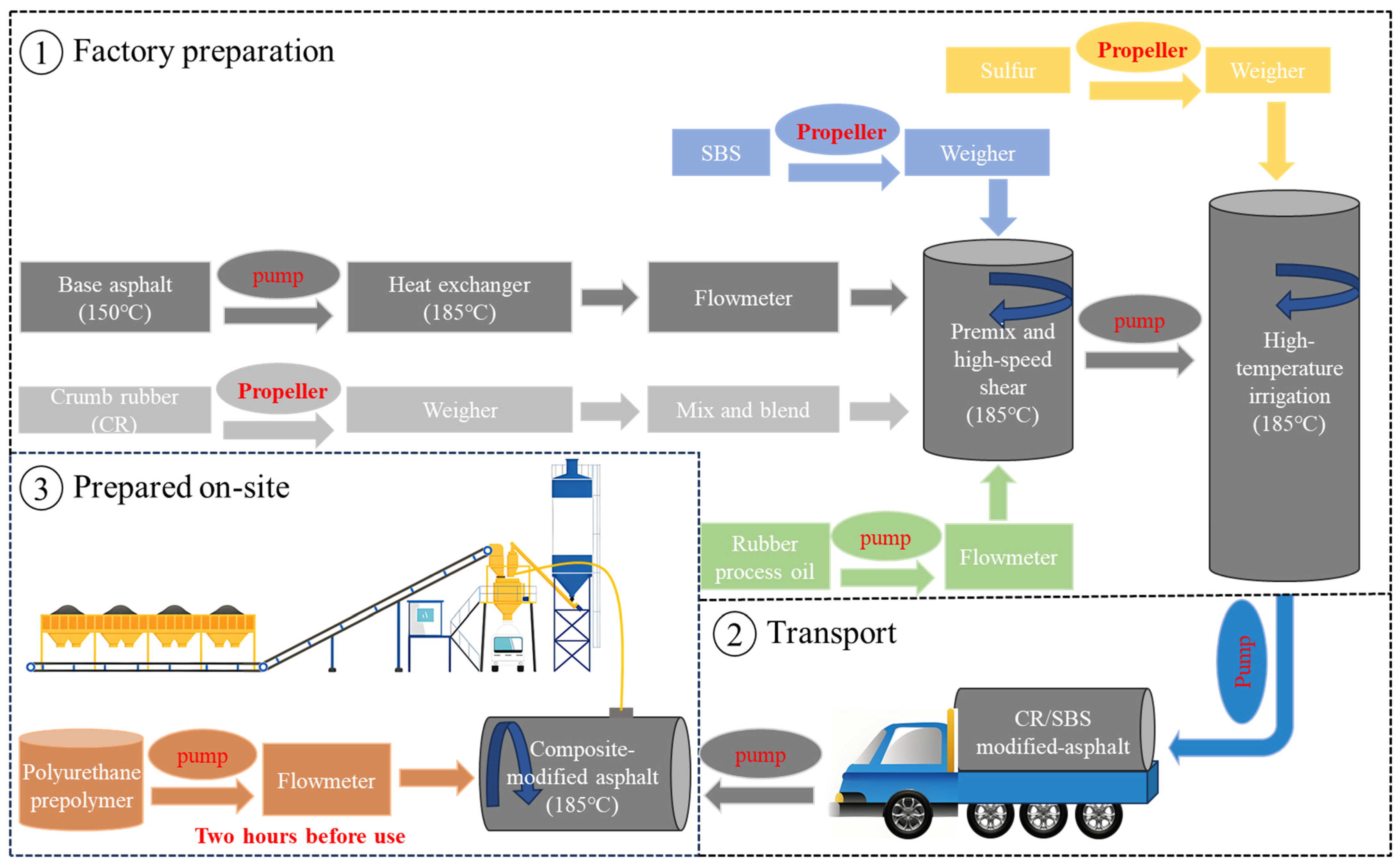
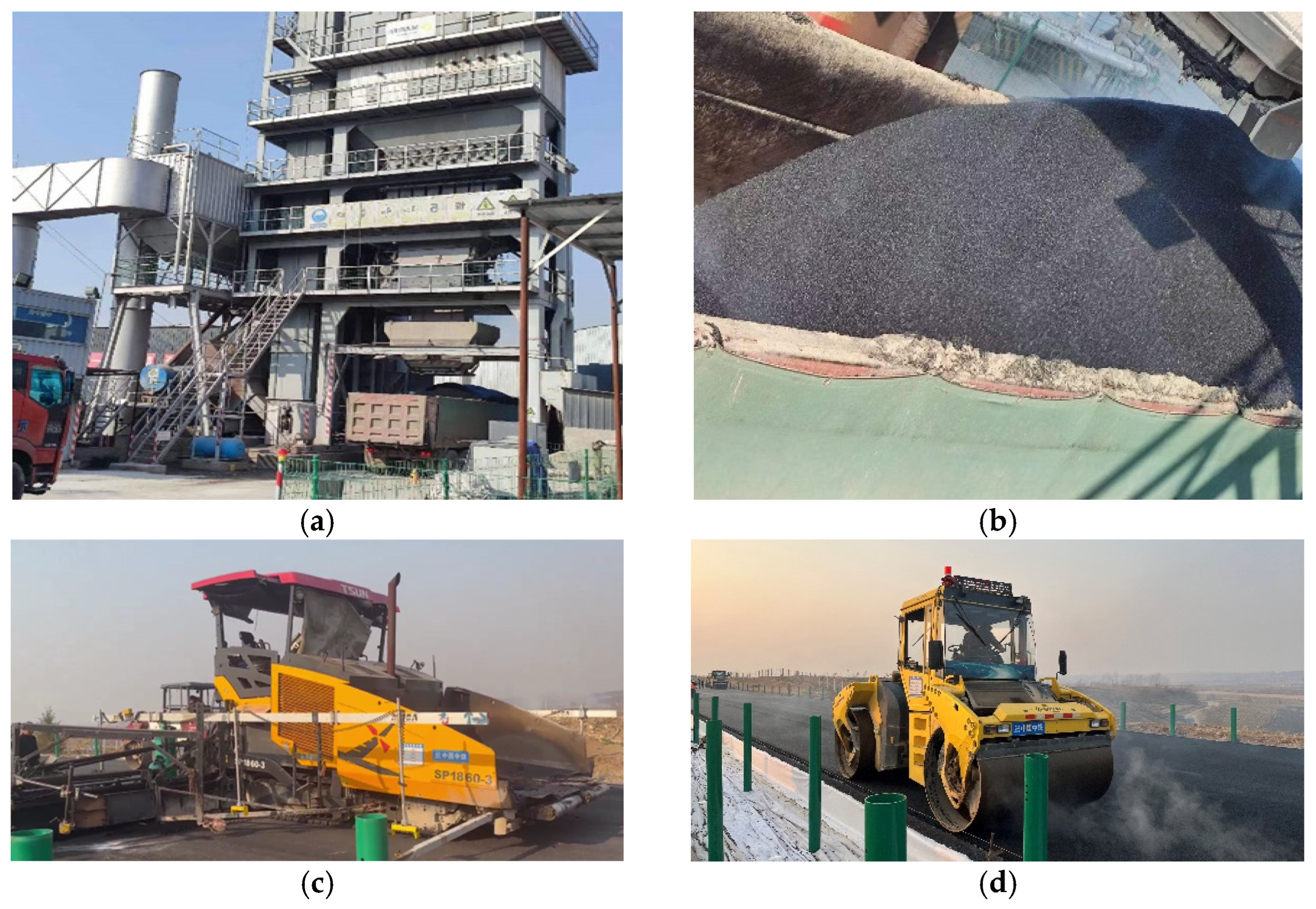
5.2. Construction Process
6. Conclusions
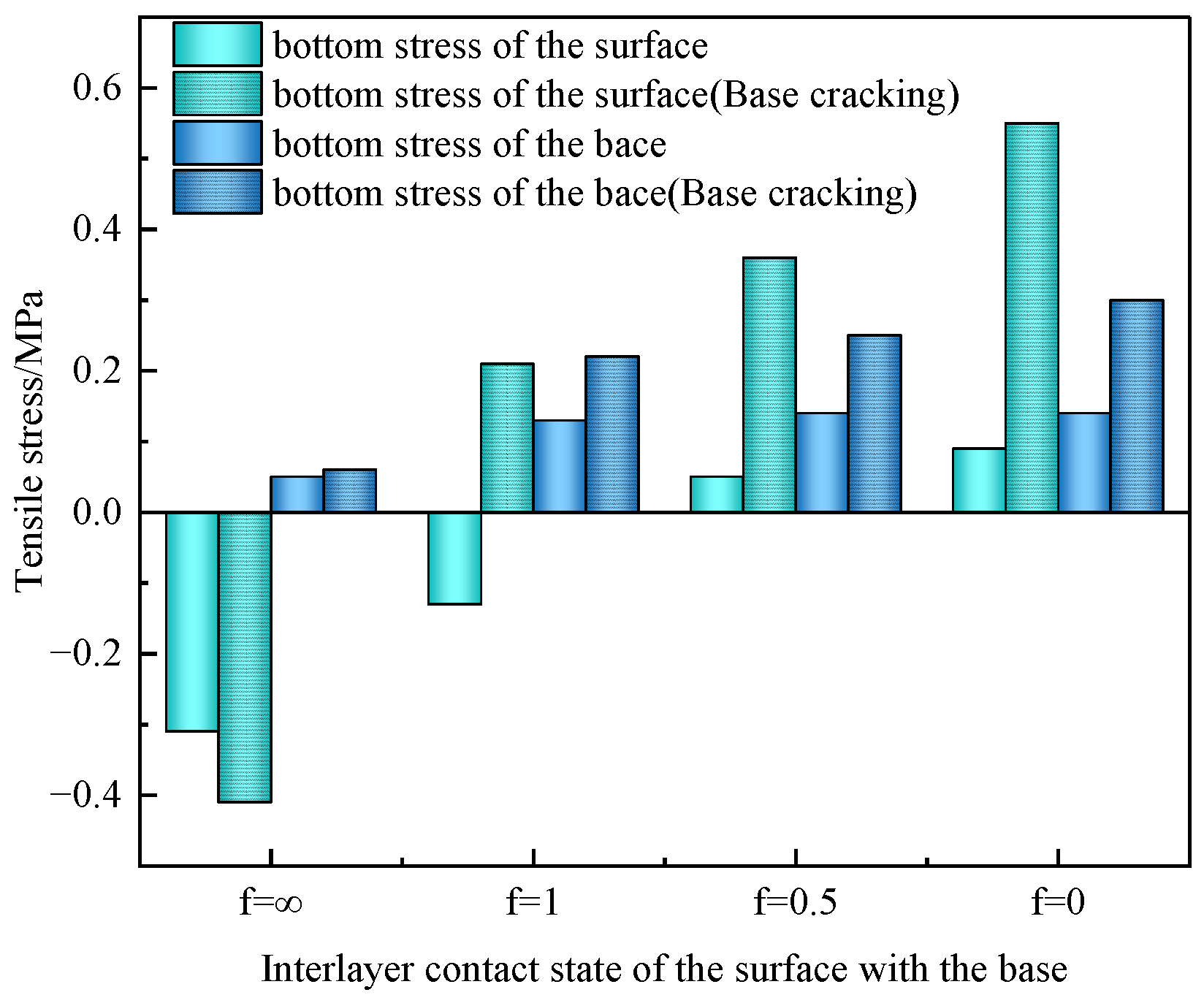
- (1)
- As the base layer experiences cracking and the interlayer contact weakens, the stress at the bottom of the surface undergoes a transition from compressive stress to tensile stress, gradually increasing.
- (2)
- The VVs range from 2.0% to 3.0%, with the maximum strain observed in the three-point bending test exceeding 3500 με. Furthermore, the dynamic stability recorded in the wheel-tracking test surpasses 1000 cycles/mm, indicating their potential viability as design benchmarks for the RBLM.
- (3)
- An SMM and CMM were developed as RBLMs with optimal oil/stone ratios of 6.3% and 7.5%, respectively, meeting the design indexes.
- (4)
- The CMM emerges as the preferred option, showcasing superior performance and holding more significant promise for widespread adoption than the SMM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shan, J.; Zhang, Y.; Wu, S.; Wu, Q.; Jiao, Y.; Du, Y. Cracking behavior of asphalt pavement with a graded gravel layer based on computational granular mechanics. Constr. Build. Mater. 2022, 345, 128199. [Google Scholar] [CrossRef]
- Wang, T.; Wei, X.; Cheng, Z.; Zhang, D.; Lu, Q. Review of Improvement Measures for Fatigue Performance of SMA Mixture. J. Munic. Technol. 2023, 41, 238–246. [Google Scholar]
- Yu, L.; Wu, Y.; Meng, Y.; Huang, G.; Li, R.; Pei, J. Study on fatigue crack propagation failure in semi-rigid base. Constr. Build. Mater. 2023, 409, 134007. [Google Scholar] [CrossRef]
- Sun, Y.; Yan, T.; Wu, C.; Sun, X.; Wang, J.; Yuan, X. Analysis of the Fatigue Crack Propagation Process of the Stress-Absorption Layer of Composite Pavement Based on Reliability. Appl. Sci. 2018, 8, 2093. [Google Scholar] [CrossRef]
- Pan, R.; Li, Y. Effect of warm mix rubber modified asphalt mixture as stress absorbing layer on anti-crack performance in cold region. Constr. Build. Mater. 2020, 251, 118985. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, Z.; Luo, Y. Material Composition Design and Anticracking Performance Evaluation of Asphalt Rubber Stress-Absorbing Membrane Interlayer (AR-SAMI). Adv. Mater. Sci. Eng. 2018, 2018, 8560604. [Google Scholar] [CrossRef]
- Wang, S.; Yan, K.; Ge, D.; Hong, Z. Laboratory research on the performance of stress-absorption interlayer (SAI) of waste tire rubber and amorphous ploy alpha olefin modified asphalt. Constr. Build. Mater. 2019, 223, 830–840. [Google Scholar] [CrossRef]
- Zhang, H.; Peng, W.; Liu, J.; Li, P.; Li, Y. Influence of Air Voids on Performance of Paved Rubber Asphalt Stress Absorbing Layer. Gong Lu Jiao Tong Ke Ji 2022, 39, 22. [Google Scholar] [CrossRef]
- Willis, J.R.; Timm, D.H. Forensic Investigation of Debonding in Rich Bottom Pavement. Transp. Res. Rec. J. Transp. Res. Board 2007, 2040, 107–114. [Google Scholar] [CrossRef]
- Maher, M.L.J.; Uzarowski, L. From theory to practice: Rich bottom layer design. In Proceedings of the 11th International Conference on Asphalt Pavements, International Society for Asphalt Pavements, Nagoya, Japan, 1–6 August 2010. [Google Scholar]
- Wang, L.; Wei, J.; Wu, W.; Zhang, X.; Xu, X.; Yan, X. Technical development and long-term performance observations of long-life asphalt pavement: A case study of Shandong Province. J. Road Eng. 2022, 2, 369–389. [Google Scholar] [CrossRef]
- Bureš, P.; Fiedler, J.; Kašpar, J.; Sýkora, M.; Hýzl, P. Performance properties of asphalt mixes for rich bottom layers (RBL). IOP Conf. Ser. Mater. Sci. Eng. 2017, 236, 12004. [Google Scholar] [CrossRef]
- Li, L. Effect of Adhesion of Asphalt and Aggregate on Fatigue Performance of Asphalt Mixture. J. Munic. Technol. 2022, 40, 212–216. [Google Scholar]
- Huang, T.; Guo, P.; Peng, X.; Cao, Z.; Lv, S.; Liu, H.; Sheng, J. Three-Dimensional Failure Criterion of Asphalt Mixtures in Asphalt Pavement. J. Mater. Civ. Eng. 2022, 34, 04022149. [Google Scholar] [CrossRef]
- Newcomb, D.E.; Buncher, M.; Huddleston, I.J. Concepts of perpetual pavements. Transp. Res. Circ. 2001, 11, 503. [Google Scholar]
- Tarefder, R.A.; Bateman, D. Design of Optimal Perpetual Pavement Structure. J. Transp. Eng. 2012, 138, 157–175. [Google Scholar] [CrossRef]
- Abdukadir, A.; Pei, Z.; Zhou, W.; Yi, J. Optimization of composite-modified asphalt ratio and performance evaluation of rich bottom layer mixes. Constr. Build. Mater. 2024, 411, 134792. [Google Scholar] [CrossRef]
- Fang, M.; Hu, T.; Rose, J.G. Geometric composition, structural behavior and material design for asphalt trackbed: A review. Constr. Build. Mater. 2020, 262, 120755. [Google Scholar] [CrossRef]
- Xiao, X.; Cai, D.; Lou, L.; Shi, Y.; Xiao, F. Application of asphalt based materials in railway systems: A review. Constr. Build. Mater. 2021, 304, 124630. [Google Scholar] [CrossRef]
- JTG E20–2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Ministry of Communications of the PRC: Beijing, China, 2011.
- JTG E42–2005; Test Methods of Aggregates for Highway Engineering. Ministry of Communications of the PRC: Beijing, China, 2005.
- Yan, M.; Wang, J. Application of ABAQUS Finite Element Softwarein Pavement Structural Analysis; Zhejiang University Press: Hangzhou, China, 2016. [Google Scholar]
- Li, X.; Ran, W. Dynamic response analysis of semi-rigid base asphalt pavement with interlayer contact and cracks. J. Shihezi Univ. (Nat. Sci.) 2020, 38, 586–592. [Google Scholar]
- JTG F40–2004; Technical Specification for Construction of Highway Asphalt Pavements. Ministry of Communications of the PRC: Beijing, China, 2004.
- Shi, X.; Zhai, J.; Wang, Y.; An, Y.; Li, Y.; Li, F. Study on Performance of SBS Compound Modified Low Content Rubber Asphalt. J. Munic. Technol. 2022, 40, 180–187. [Google Scholar]
- Chen, Q.; Lin, Y. Study on the Effect of Different Warm Mixing Agents on Property of Warm-mixed Rubber Asphalt Mixture. J. Munic. Technol. 2022, 40, 164–170. [Google Scholar]
- Zhang, Z. Study on Performance of Low Content Crumb Rubber Modified Asphalt and Mixture. J. Munic. Technol. 2022, 40, 57–61. [Google Scholar]
- Ren, S.; Liu, X.; Xu, J.; Lin, P. Investigating the role of swelling-degradation degree of crumb rubber on CR/SBS modified porous asphalt binder and mixture. Constr. Build. Mater. 2021, 300, 124048. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Technical Indexes | Test Method | |||
|---|---|---|---|---|---|
| National Highway G108 | Qinglan Expressway Reconstruction and Expansion | Shenshan Expressway Reconstruction and Expansion | This Study | ||
| Grading | FL-13 | AC-13 | AC-10 | AC-10 | - |
| Asphalt content/% | - | 5.3–6.0 | 5.7–6.0 | - | Marshall test |
| Volume of air voids/% | <3.0 | 2.0–3.0 | 2.0–3.0 | 2.0–3.0 | T 0705-2011 |
| Void filled with asphalt/% | - | >80 | 70–85 | 70–90 | T 0705-2011 |
| Marshall stability/kN | - | >8.0 | >9.0 | >9.0 | T 0709-2011 |
| Flow value/0.1 mm | - | 20–40 | 20–50 | 20–50 | T 0709-2011 |
| Residual stability/% | >85 | - | >85 | >85 | T 0709-2011 |
| Tensile strength ratio/% | >80 | >75 | >80 | >80 | T 0729-2000 |
| Maximum flexural strain/µε | ≥2500 | ≥2800 | ≥2800 | >3500 | T 0728-2000 |
| Dynamic stability/(cycles/mm) | - | - | - | >1000 | T 0719-2011 |
| Items | SBS-Modified Asphalt | Composite-Modified Asphalt | Test Method |
|---|---|---|---|
| Penetration/(25 °C, 0.1 mm) | 57.1 | 41.4 | T 0604 2011 |
| Softening point/°C | 64.0 | 86.8 | T 0606 2011 |
| Ductility/(15 °C, cm) | 30.5 | 15.8 | T 0605 2011 |
| Viscosity/(180 °C, mPa·s) | 312.8 | 2476 | T 0625 2011 |
| Items | Aggregate Type | Technical Indexes | Test Method | |
|---|---|---|---|---|
| 5–10 mm | 0–3 mm | |||
| Bulk specific gravity | 2.840 | 2.262 | >2.5 | T 0305-2005 |
| Apparent specific gravity | 2.910 | 2.718 | >2.6 | T 0328-2005 |
| Items | Bulk Specific Gravity | Water Absorption/% | Percent Passing/% | ||
|---|---|---|---|---|---|
| <0.6 mm | <0.15 mm | <0.075 mm | |||
| Test results | 2.798 | 0.91 | 100 | 92.7 | 80.3 |
| technical indexes | >2.5 | <1.0 | 100 | 90–100 | 75–100 |
| Test method | T 0352-2005 | T 0103-2005 | T 0351-2000 | ||
| Layer | Material | Thickness/cm | 20 °C Young’s Modulus/MPa | Density/(kg/m3) | Damping Value | Poisson’s Ratio |
|---|---|---|---|---|---|---|
| Upper surface | SMA-13 | 4.0 | 1159 | 2300 | 0.9 | 0.30 |
| Medium surface | AC-20 | 6.0 | 1454 | 2300 | 0.9 | 0.30 |
| Under surface | ATB-25 | 8.0 | 1592 | 2300 | 0.9 | 0.25 |
| Base | Cement stabilized macadam | 32.0 | 1500 | 2400 | 0.8 | 0.20 |
| Subbase | 18.0 | 1300 | 2400 | 0.6 | 0.20 | |
| Subgrade | Compressed soil | 232.0 | 45 | 1850 | 0.4 | 0.40 |
| Items | Immersion Marshall Test | Freeze–Thaw Split Test | Three–Point Bending Test | Wheel–Tracking Test |
|---|---|---|---|---|
| number | 8 | 8 | 6 | 2 |
| Oil/Stone Ratio/% | Relative Density of Gross Volume | Marshall Stability/kN | Flow Value/0.1 mm | Volume of Air Voids/% | Voids in Mineral Aggregate/% | Void Filled with Asphalt/% |
|---|---|---|---|---|---|---|
| 5.8 | 2.473 | 13.23 | 31.98 | 3.73 | 10.17 | 63.37 |
| 6.3 | 2.481 | 12.89 | 43.48 | 2.71 | 9.86 | 72.51 |
| 6.8 | 2.469 | 12.72 | 47.23 | 2.54 | 10.32 | 75.43 |
| Oil/Stone Ratio/% | Relative Density of Gross Volume | Marshall Stability/kN | Flow Value/0.1 mm | Volume of Air voids/% | Voids in Mineral Aggregate/% | Void Filled with Asphalt/% |
|---|---|---|---|---|---|---|
| 7.2 | 2.437 | 18.46 | 36.43 | 2.75 | 11.48 | 76.07 |
| 7.7 | 2.433 | 17.59 | 40.45 | 2.21 | 11.61 | 80.98 |
| 8.2 | 2.424 | 17.03 | 49.63 | 1.91 | 11.95 | 84.05 |
| Items | Oil/Stone Ratio/% | Relative Density of Gross Volume | Marshall Stability/kN | Flow Value/0.1 mm | Volume of Air Voids/% | Voids in Mineral Aggregate/% | Void Filled with Asphalt/% |
|---|---|---|---|---|---|---|---|
| SMM | 6.3 | 2.480 | 14.63 | 43.83 | 2.76 | 9.91 | 72.14 |
| CMM | 7.5 | 2.429 | 18.81 | 40.47 | 2.64 | 11.76 | 77.55 |
| Items | Test Road | Control Road |
|---|---|---|
| Upper surface | 4 cm SMA-13 | 4 cm SMA-13 |
| Medium surface | 6 cm AC-20 | 6 cm AC-20 |
| Under surface | 8 cm ATB-25 | 8 cm ATB-25 |
| Rich bottom layer | 4 cm AC-10 | - |
| Base and Subbase | 48 cm cement stabilized macadam | 52 cm cement stabilized macadam |
| Items | SMM | CMM |
|---|---|---|
| Asphalt heating temperature | 160 °C–165 °C | 180 °C–190 °C |
| Aggregate heating temperature | 190 °C–220 °C | 190 °C–220 °C |
| Mixtures waste temperature | 195 °C | 210 °C |
| Discharge temperature | 170 °C–185 °C | 180 °C–195 °C |
| Spreading temperature | >160 °C | >170 °C |
| Initial milling temperature | >150 °C | >155 °C |
| Final milling temperature | >90 °C | >120 °C |
| Environmental temperature | >15 °C | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, Z.; Abdukadir, A.; Zhao, X.; Cui, H.; Yi, J. Design and Application of Rich Bottom Layer Mixtures. Coatings 2024, 14, 519. https://doi.org/10.3390/coatings14050519
Wei Z, Abdukadir A, Zhao X, Cui H, Yi J. Design and Application of Rich Bottom Layer Mixtures. Coatings. 2024; 14(5):519. https://doi.org/10.3390/coatings14050519
Chicago/Turabian StyleWei, Zhiqiang, Abduhaibir Abdukadir, Xiangqing Zhao, Honghai Cui, and Junyan Yi. 2024. "Design and Application of Rich Bottom Layer Mixtures" Coatings 14, no. 5: 519. https://doi.org/10.3390/coatings14050519
APA StyleWei, Z., Abdukadir, A., Zhao, X., Cui, H., & Yi, J. (2024). Design and Application of Rich Bottom Layer Mixtures. Coatings, 14(5), 519. https://doi.org/10.3390/coatings14050519