
Preparation of CrCoFeNiMn High-Entropy Alloy Coatings Using Gas Atomization and Laser Cladding: An Investigation of Microstructure, Mechanical Properties, and Wear Resistance

Abstract
:
1. Introduction
2. Materials and Methods
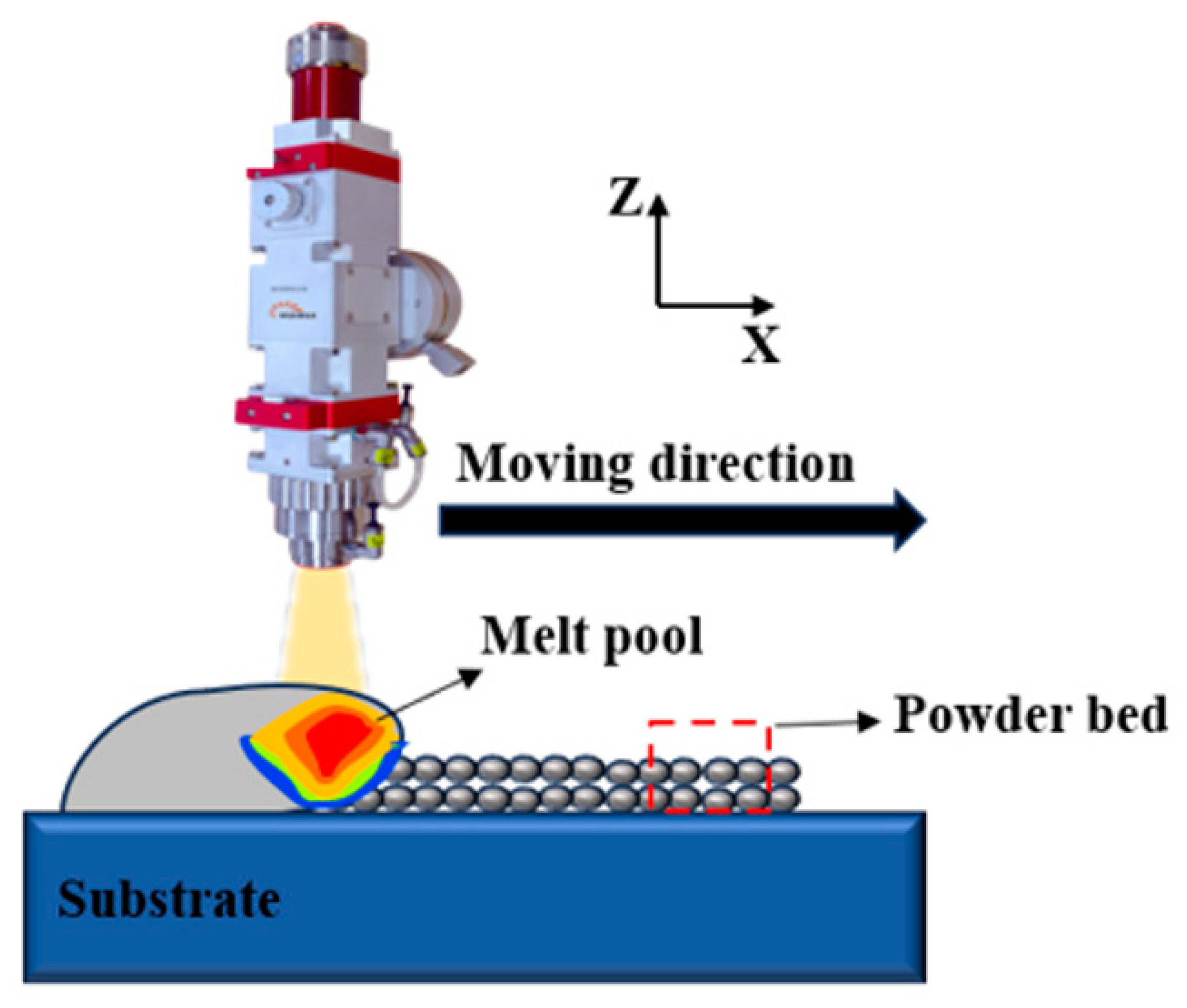
2.1. Materials Preparation
2.2. Characterization
2.3. Microhardness and Micron Scratch Testing
2.4. Wear Tests
3. Results
3.1. Characterization of As-Atomized CrCoFeNiMn Powders
3.2. Microstructure of the Coating
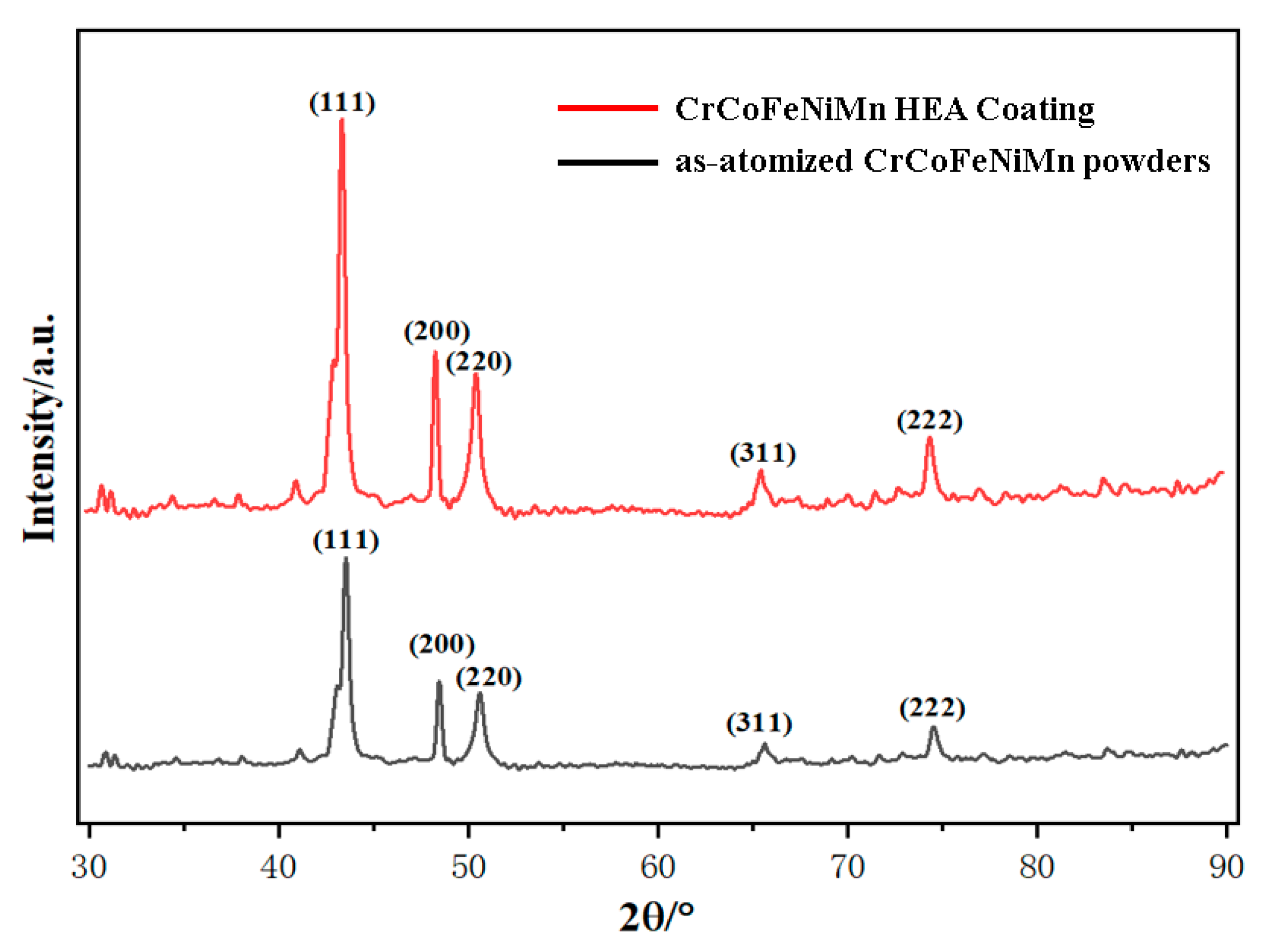
3.3. XRD Analysis
3.4. Microstructure Characterization
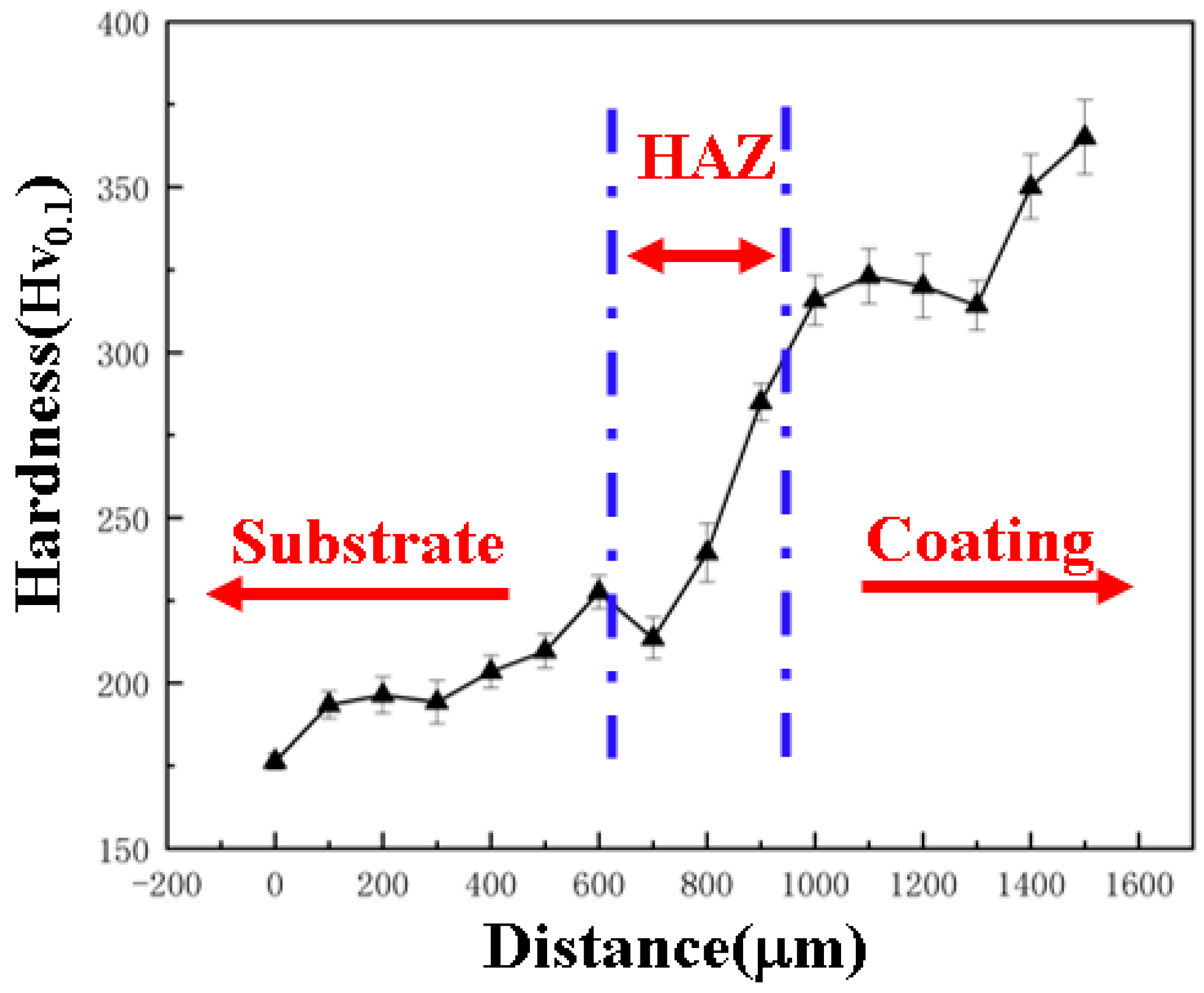
3.5. Microhardness and Mechanical Properties
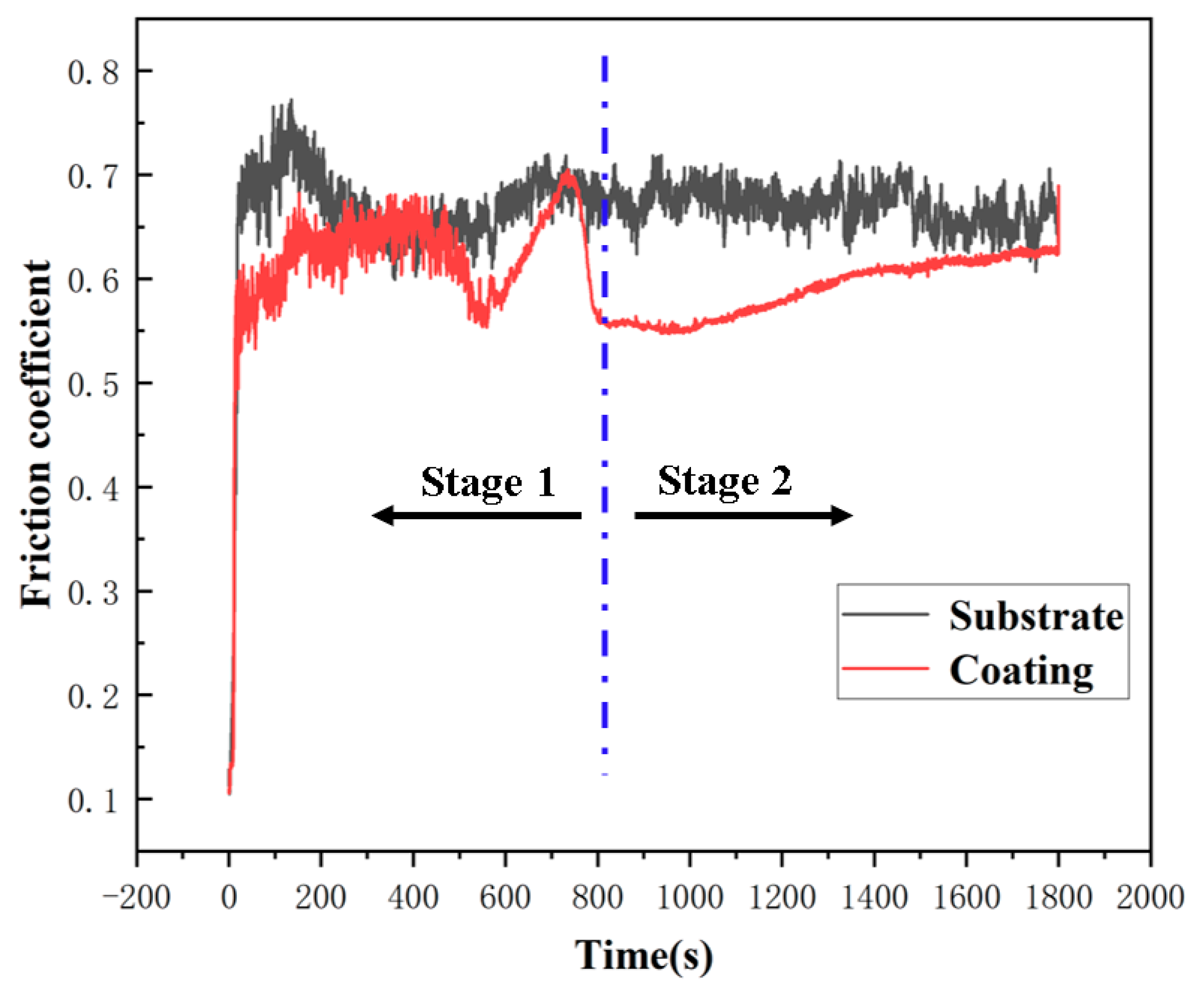
3.6. Friction and Wear Properties
4. Conclusions
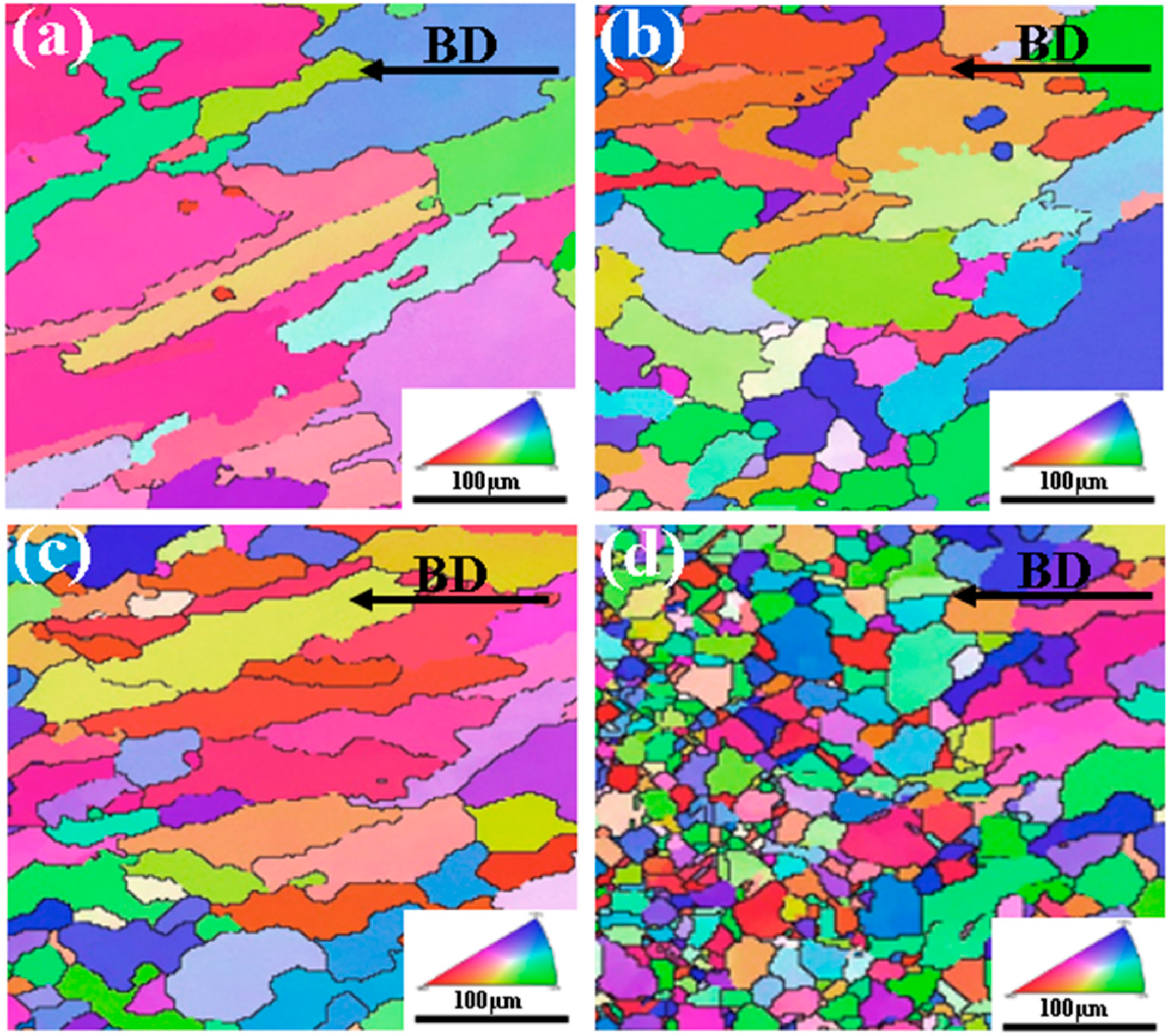
- The CrCoFeNiMn HEA coating prepared by laser cladding shows significant microstructural optimization compared to the 316L stainless steel substrate. The coarse and uneven grain structure of the substrate is transformed into a dense and uniform columnar equiaxed structure.
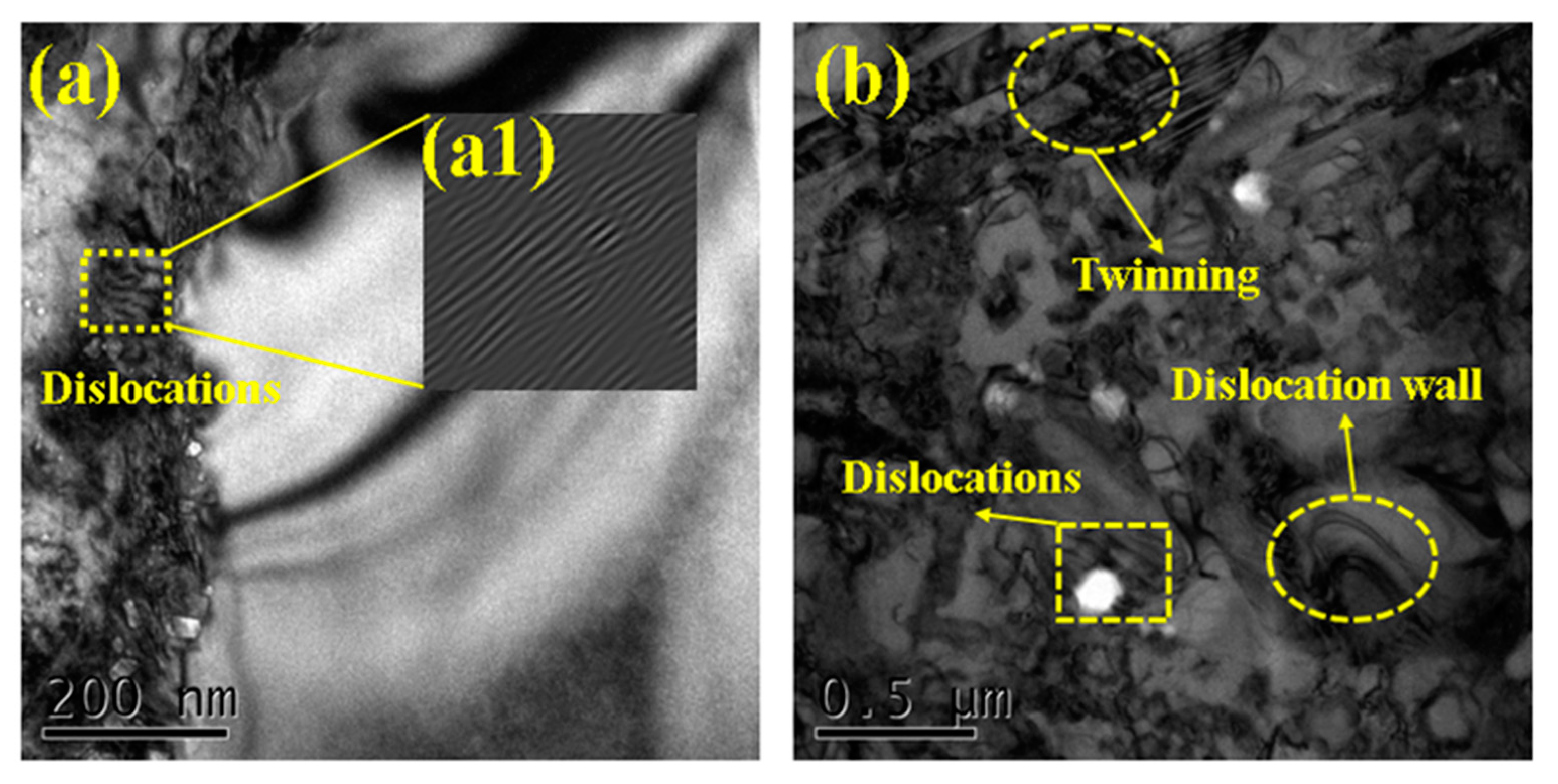
- Under the influence of the subgrain boundary structure, the internal grain structure of the coating is refined by 74.15% when compared to the substrate. Simultaneously, a synergistic strengthening phenomenon involving twinning and dislocations was observed in the coating area. This indicates that the strengthening mechanisms of laser cladding technology include grain refinement and the synergistic effects of twinning and dislocations.
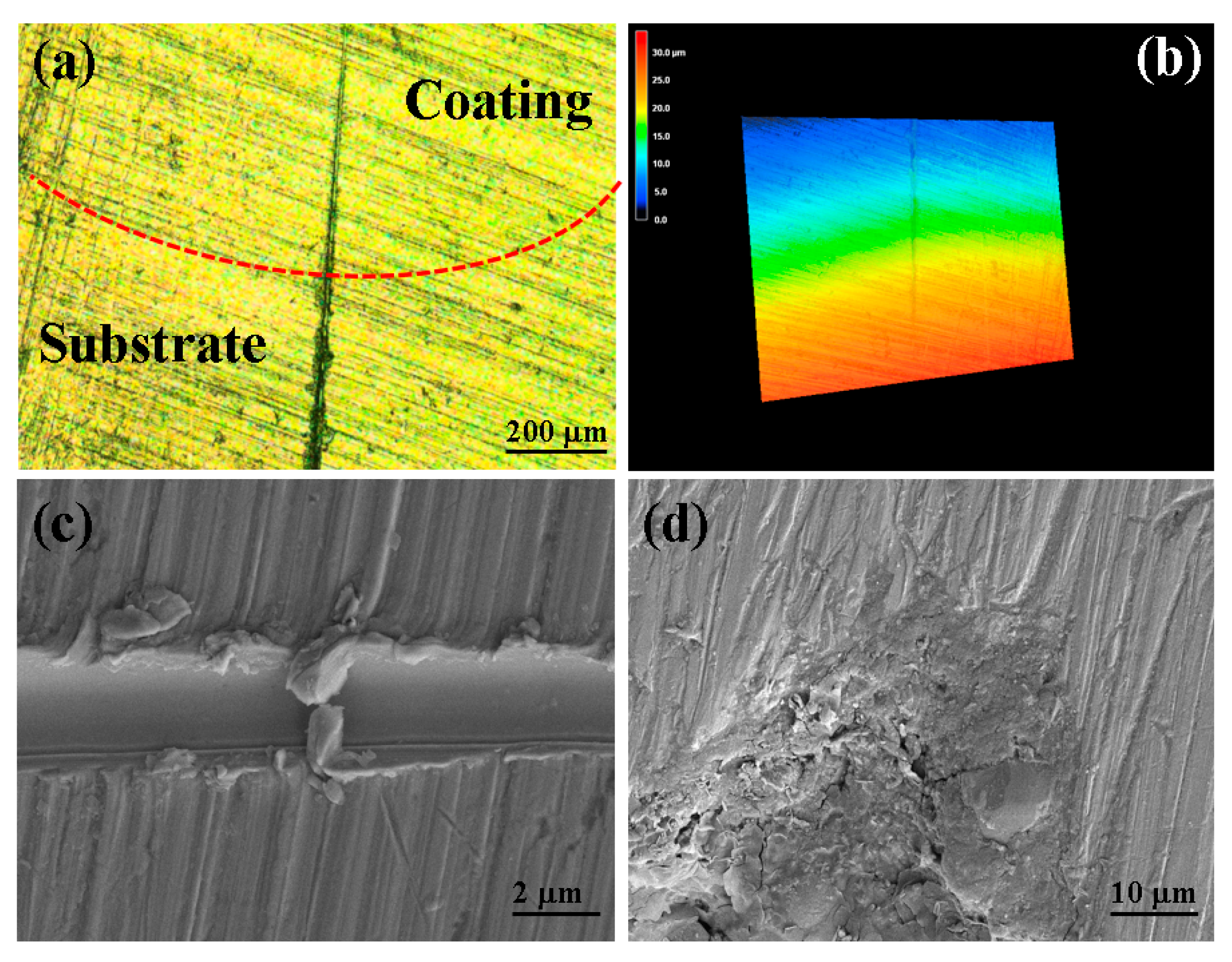
- Due to the observed grain refinement in the EBSD and TEM experiments, along with the synergistic strengthening effects of twinning and dislocations, the microhardness of the coating increased by approximately 66.06% when compared to the substrate. Additionally, during microscratch tests, there were fewer cases of surface delamination and cracking in the coating.
- The coating region exhibits a combination of abrasive and adhesive wear characteristics. Furthermore, the mechanical alloying structure enhances the wear resistance of the coating area. When compared to the substrate, the maximum wear depth in the coating region decreased by 65.69%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Farias, M.; Hu, H.; Zhang, S.; Li, J.; Xu, B. A Molecular Dynamics Study of Atomic Diffusion Effects on Thermomechanical Properties Applying Laser Additive Alloying Process for the Cantor High Entropy Alloy. J. Manuf. Process. 2023, 91, 149–166. [Google Scholar] [CrossRef]
- Olumor, I.D.; Wiśniewska, M.; Torresani, E.; Olevsky, E.A. Additive Manufacturing and Spark Plasma Sintering as Effective Routes for Manufacturing of AISI 316L Austenitic Stainless Steel-WC Composites. J. Mater. Res. Technol. 2023, 26, 3234–3244. [Google Scholar] [CrossRef]
- Kong, J.; Luo, G.; Tian, Y.; Du, C. Atomic Insight into Tribological Behavior of AlCoCrFeNi High Entropy Alloy at Various Nanoscratching Conditions. J. Mater. Res. Technol. 2023, 27, 7293–7303. [Google Scholar] [CrossRef]
- Zhu, B.; Zhao, D.; Niu, Y.; Zhang, Z.; Zhao, H. Atomic Study on the Deformation Behavior of Nanotwinned CoCrCuFeNi High Entropy Alloy during Nanoscratching. J. Mater. Res. Technol. 2023, 25, 4020–4035. [Google Scholar] [CrossRef]
- Zhang, C.; Song, H.; Oliveros, D.; Fraczkiewicz, A.; Legros, M.; Sandfeld, S. Data-Mining of in-Situ TEM Experiments: On the Dynamics of Dislocations in CoCrFeMnNi Alloys. Acta Mater. 2022, 241, 118394. [Google Scholar] [CrossRef]
- Luo, H.; Long, B.; Lu, S.; Guo, L.; Luo, F.; Lin, W.; Cao, J.; Yin, Z.; Zhao, P. Dislocation Loops, Segregation and Hardening Induced by High-Dose Ion Irradiation of NbMoTaW and VCrTaW High-Entropy Alloy Coatings on the T91 Substrate. Surf. Coat. Technol. 2023, 473, 130019. [Google Scholar] [CrossRef]
- Gaddam, S.; Behera, A.K.; Arai, N.; Zhang, Q.; Mishra, R.S. Effect of Milling Time and Sintering Temperature on the Microstructure and Binder Distribution of Spark Plasma Sintered NbC-Ni Cermets. Int. J. Refract. Met. Hard Mater. 2023, 115, 106323. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, P.; Wang, A.; Xie, J.; Hou, B. Effect of Spark Plasma Sintering Temperature on the Multi-Scale Microstructure Evolution and Mechanical Properties of Ti2AlC/TiAl Composites with Network Architecture. J. Mater. Res. Technol. 2023, 25, 6209–6223. [Google Scholar] [CrossRef]
- Zhao, T.; Wang, L.; Zhang, S.; Zhang, C.H.; Sun, X.Y.; Chen, H.T.; Bai, X.L.; Wu, C.L. Effect of Synergistic Cavitation Erosion-Corrosion on Cavitation Damage of CoCrFeNiMn High Entropy Alloy Layer by Laser Cladding. Surf. Coat. Technol. 2023, 472, 129940. [Google Scholar] [CrossRef]
- Ling, J.; Li, J.; Zhou, J.; Lin, M.; Huang, J.; Gao, P.; Xue, B. Evolution of the Interfacial Microstructure in 316L/AlxCoCrFeNi Composite Material Induced by High-Velocity Impact Welding. Mater. Charact. 2024, 211, 113929. [Google Scholar] [CrossRef]
- Ren, X.; Sun, W.; Tian, S.; Zhu, C.; Qin, M.; Yang, Y.; Wu, W. Tribological and Electrochemical Behaviors of FeCoNiCrMox HEA Coatings Prepared by Internal Laser Cladding on 316L Steel Tube. Mater. Charact. 2024, 211, 113906. [Google Scholar] [CrossRef]
- Li, J.; Wang, C.; Zhu, S.; Wang, T.; Chai, L.; Li, Q.; Luo, J. Effects of Laser Power on Microstructures and Mechanical Properties of CoCrFeNiMn High Entropy Alloy with the Addition of Y2O3 by Directed Energy Deposition. Opt. Laser Technol. 2024, 169, 110122. [Google Scholar] [CrossRef]
- Liu, Y.; Ren, J.; Liu, J.; Cao, Y.; Liu, W.; Li, T.; Zhu, Y.; Chen, W. Exceptional Thermal Stability of Additively Manufactured CoCrFeMnNi High-Entropy Alloy with Cellular Dislocation Structures. Mater. Sci. Eng. A 2023, 885, 145650. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Balogun, O.A.; Adediran, A.A.; Adesina, O.S.; Romanovski, V.; Jen, T.C. Experimental Analysis, Statistical Modeling, and Parametric Optimization of Quinary-(CoCrFeMnNi)100 –x/TiCx High-Entropy-Alloy (HEA) Manufactured by Laser Additive Manufacturing. Results Eng. 2023, 17, 100802. [Google Scholar] [CrossRef]
- Cui, Y.; Shen, J.; Geng, K.; Hu, S. Fabrication of FeCoCrNiMnAl0.5-FeCoCrNiMnAl Gradient HEA Coating by Laser Cladding Technique. Surf. Coat. Technol. 2021, 412, 127077. [Google Scholar] [CrossRef]
- Şimşek, T.; Kavaz, E.; Güler, Ö.; Şimşek, T.; Avar, B.; Aslan, N.; Almisned, G.; Zakaly, H.M.H.; Tekin, H.O. FeCoNiMnCr High-Entropy Alloys (HEAs): Synthesis, Structural, Magnetic and Nuclear Radiation Absorption Properties. Ceram. Int. 2023, 49, 25364–25370. [Google Scholar] [CrossRef]
- Kim, E.S.; Ramkumar, K.R.; Karthik, G.M.; Jeong, S.G.; Ahn, S.Y.; Sathiyamoorthi, P.; Park, H.; Heo, Y.-U.; Kim, H.S. Cryogenic Tensile Behavior of Laser Additive Manufactured CoCrFeMnNi High Entropy Alloys. J. Alloys Compd. 2023, 942, 169062. [Google Scholar] [CrossRef]
- He, R.; Wu, M.; Jie, D.; Cui, C.; Ou, B.; Miao, X.; Gong, Y. A Novel Approach to Regulate the Microstructure of Laser-Clad FeCrNiMnAl High Entropy Alloy via CeO2 Nanoparticles. Surf. Coat. Technol. 2023, 473, 130026. [Google Scholar] [CrossRef]
- Liu, X.; Zhu, Y.; Wang, C.; Han, K.; Zhao, L.; Liang, S.; Huang, M.; Li, Z. A Statistics-Based Study and Machine-Learning of Stacking Fault Energies in HEAs. J. Alloys Compd. 2023, 966, 171547. [Google Scholar] [CrossRef]
- Zavdoveev, A.; Zrodowski, Ł.; Vedel, D.; Cortes, P.; Choma, T.; Ostrysz, M.; Stasiuk, O.; Baudin, T.; Klapatyuk, A.; Gaivoronskiy, A.; et al. Atomization of the Fe-Rich MnNiCoCr High-Entropy Alloy for Spherical Powder Production. Mater. Lett. 2024, 363, 136240. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, J.; Zhang, Q.; Zhai, C.; Zheng, H. Computational Insights into Gas Atomization of FeCoNiCrMoBSi High-Entropy Alloy: From Droplet Formation to Rapid Solidification. Int. J. Heat Mass Transf. 2024, 228, 125628. [Google Scholar] [CrossRef]
- Mehta, A.; Huynh, T.; Kljestan, N.; Graydon, K.; Mahmud, A.; Knezevic, M.; McWilliams, B.; Cho, K.; Sohn, Y. Additive Manufacturing of Al18Co30Cr10Fe10Ni32 High Entropy Alloy by Gas Atomization and Laser Powder Bed Fusion. Mater. Lett. 2023, 350, 134942. [Google Scholar] [CrossRef]
- Yang, T.; Cai, B.; Shi, Y.; Wang, M.; Zhang, G. Preparation of Nanostructured CoCrFeMnNi High Entropy Alloy by Hot Pressing Sintering Gas Atomized Powders. Micron 2021, 147, 103082. [Google Scholar] [CrossRef] [PubMed]
- Chiu, S.-M.; Lin, T.-T.; Sammy, R.K.; Kipkirui, N.G.; Lin, Y.-Q.; Liang, J.-T.; Chen, S.-H. Investigation of Phase Constitution and Stability of Gas-Atomized Al0.5CoCrFeNi2 High-Entropy Alloy Powders. Mater. Chem. Phys. 2022, 275, 125194. [Google Scholar] [CrossRef]
- Pan, W.; Fu, P.; Li, Z.; Chen, H.; Tang, Q.; Dai, P.; Liu, C.; Lin, L. Microstructure and Mechanical Properties of AlCoCrFeNi2.1 Eutectic High-Entropy Alloy Synthesized by Spark Plasma Sintering of Gas-Atomized Powder. Intermetallics 2022, 144, 107523. [Google Scholar] [CrossRef]
- Yu, H.; Zhang, N.; Zhou, G.; Han, J.; Li, D.; Chen, L. Physical Models for Vacuum-Induced Multistage Atomization of High-Entropy FeCoCrNiMo Alloy Powder for 3D Printing. J. Mater. Res. Technol. 2023, 24, 5947–5955. [Google Scholar] [CrossRef]
- Ji, F.; Xu, H.; Wang, Z.; Liu, R.; Feng, S.; Liu, X.; Gu, L.; Liu, Z.; Bai, Y. Microstructural Refinement and Tensile Properties of Fe65.7Ni11.7Ti1Mo6.6Co15 HEA Undergoing Multiple LSP. J. Alloys Compd. 2023, 967, 171719. [Google Scholar] [CrossRef]
- Krishna, S.A.; Radhika, N.; Saleh, B.; Manivannan, S. Microstructural Mechanical and Corrosion Properties of SS304/HEA Surface Layer Produced by Friction Stir Processing. J. Alloys Compd. 2023, 953, 170153. [Google Scholar] [CrossRef]
- Luo, F.; Wang, S.; Shi, W.; Xiong, Z.; Huang, J. Analysis of the Wear Behavior and Corrosion Resistance of CoCrFeNiMn-2% CNTs Laser Cladding Composite Coating. J. Mater. Res. Technol. 2024, 30, 6910–6923. [Google Scholar] [CrossRef]
- Liu, H.; Wang, R.; Hao, J.; Liu, X.; Chen, P.; Yang, H.; Zhang, T. Microstructural Evolution and Wear Characteristics of Laser-Clad CoCrFeNiMn High-Entropy Alloy Coatings Incorporating Tungsten Carbide. J. Alloys Compd. 2024, 976, 173124. [Google Scholar] [CrossRef]
- Zheng, K.; Tang, J.; Jia, W.; Wang, Y.; Wang, J.; Shi, Y.; Zhang, G. Microstructure and Mechanical Properties of Al0.5CoCrFeNi HEA Prepared via Gas Atomization and Followed by Hot-Pressing Sintering. J. Mater. Res. Technol. 2024, 30, 5323–5333. [Google Scholar] [CrossRef]
- Liu, D.; Kong, D. Effects of WC–10Co4Cr and TiC Additions on Microstructure and Tribological Properties of Laser Cladded FeMnCoCr HEA Coatings. Ceram. Int. 2024, 50, 12108–12120. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Liu, F.; Zhang, H.; Ding, H. Effects of Relative Positioning of Energy Sources on Weld Integrity for Hybrid Laser Arc Welding. Opt. Lasers Eng. 2016, 81, 87–96. [Google Scholar] [CrossRef]
- Zhu, Z.G.; Nguyen, Q.B.; Ng, F.L.; An, X.H.; Liao, X.Z.; Liaw, P.K.; Nai, S.M.L.; Wei, J. Hierarchical Microstructure and Strengthening Mechanisms of a CoCrFeNiMn High Entropy Alloy Additively Manufactured by Selective Laser Melting. Scr. Mater. 2018, 154, 20–24. [Google Scholar] [CrossRef]
- Saboktakin Rizi, M.; Minouei, H.; Lee, B.J.; Toroghinejad, M.R.; Hong, S.I. Effects of Carbon and Molybdenum on the Nanostructural Evolution and Strength/Ductility Trade-off in Fe40Mn40Co10Cr10 High-Entropy Alloys. J. Alloys Compd. 2022, 911, 165108. [Google Scholar] [CrossRef]
- Jing, Q.; Hu, L.; Li, J.; Xia, S.; Huang, S.; Liu, L. Significant Strength Enhancement of High-Entropy Alloy via Phase Engineering and Lattice Distortion. J. Alloys Compd. 2024, 976, 172963. [Google Scholar] [CrossRef]
- Li, B.; Zhang, L.; Yang, B. Grain Refinement and Localized Amorphization of Additively Manufactured High-Entropy Alloy Matrix Composites Reinforced by Nano Ceramic Particles via Selective-Laser-Melting/Remelting. Compos. Commun. 2020, 19, 56–60. [Google Scholar] [CrossRef]
- Chong, Z.; Sun, Y.; Cheng, W.; Huang, L.; Han, C.; Ma, X.; Meng, A. Laser Remelting Induces Grain Refinement and Properties Enhancement in High-Speed Laser Cladding AlCoCrFeNi High-Entropy Alloy Coatings. Intermetallics 2022, 150, 107686. [Google Scholar] [CrossRef]
- Du, J.L.; Xu, X.; Zhang, H.M.; Lu, M.W.; Sun, J.F.; Luo, K.Y.; Lu, J.Z. Microstructure and Wear Resistance of CoCrFeNiMn Coatings Prepared by Extreme-High-Speed Laser Cladding. Surf. Coat. Technol. 2023, 470, 129821. [Google Scholar] [CrossRef]
- Wu, Y.; Du, C.; Yu, Z.; Wang, R.; Ren, X. Effect of Cu Content on the Microstructure and Mechanical Properties of Fe20Co30Ni10Cr20Mn20 FCC-Typed HEAs. Mater. Sci. Eng. A 2024, 897, 146336. [Google Scholar] [CrossRef]
- Tekdir, H.; Yetim, A.F. Additive Manufacturing of Multiple Layered Materials (Ti6Al4V/316L) and Improving Their Tribological Properties with Glow Discharge Surface Modification. Vacuum 2021, 184, 109893. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Co | Cr | Fe | Ni | Mn | O |
|---|---|---|---|---|---|---|
| Nominal composition | 20 | 20 | 20 | 20 | 20 | 0 |
| Actual composition | 19.747 | 20.243 | 19.493 | 20.117 | 20.385 | 0.015 |
| Process | Parameters | Values |
|---|---|---|
| Laser Cladding | Spot size/mm | 3 |
| Scanning speed/(mm/s) | 6 | |
| Power/W | 1300 | |
| Argon flow rate (min/L) | 5 | |
| Defocus (mm) | 5 | |
| Overlap rate (%) | 40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, H.; Yu, Y.; Wang, X.; Chen, F.; Liu, H. Preparation of CrCoFeNiMn High-Entropy Alloy Coatings Using Gas Atomization and Laser Cladding: An Investigation of Microstructure, Mechanical Properties, and Wear Resistance. Coatings 2024, 14, 906. https://doi.org/10.3390/coatings14070906
Tian H, Yu Y, Wang X, Chen F, Liu H. Preparation of CrCoFeNiMn High-Entropy Alloy Coatings Using Gas Atomization and Laser Cladding: An Investigation of Microstructure, Mechanical Properties, and Wear Resistance. Coatings. 2024; 14(7):906. https://doi.org/10.3390/coatings14070906
Chicago/Turabian StyleTian, Haodong, Yuzhen Yu, Xi Wang, Fan Chen, and He Liu. 2024. "Preparation of CrCoFeNiMn High-Entropy Alloy Coatings Using Gas Atomization and Laser Cladding: An Investigation of Microstructure, Mechanical Properties, and Wear Resistance" Coatings 14, no. 7: 906. https://doi.org/10.3390/coatings14070906