
Tribological Properties of CrN/DLC and CrN Coatings under Different Testing Conditions
 ,
,
Abstract
:1. Introduction
2. Experiment Details
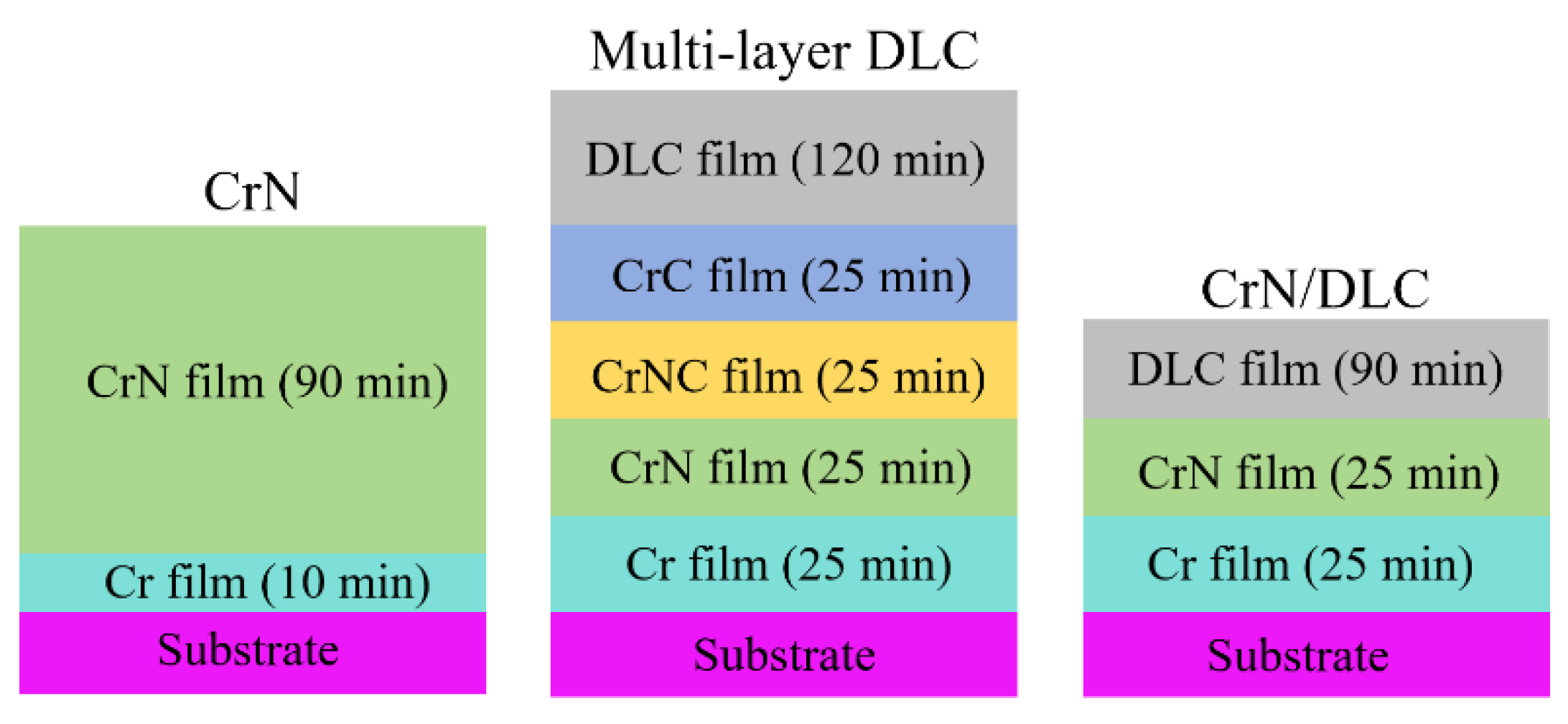
2.1. Preparation of Coatings
2.2. Characterization and Analysis Methods
3. Results and Discussion
3.1. Morphology and Structural Analysis of Different Coatings
3.2. Mechanical Properties of Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Soleimani, M.; Fattah-alhosseini, A.; Elmkhah, H.; Babaei, K.; Imantalab, O. A comparison of tribological and corrosion behavior of PVD-deposited CrN/CrAlN and CrCN/CrAlCN nanostructured coatings. Ceram. Int. 2023, 49, 5029–5041. [Google Scholar] [CrossRef]
- Hongxi, L.; Yehua, J.; Rong, Z.; Baoyin, T. Wear behaviour and rolling contact fatigue life of Ti/TiN/DLC multilayer films fabricated on bearing steel by PIIID. Vacuum 2012, 86, 848–853. [Google Scholar] [CrossRef]
- Wu, G.; Sun, L.; Dai, W.; Song, L.; Wang, A. Influence of interlayers on corrosion resistance of diamond-like carbon coating on magnesium alloy. Surf. Coat. Technol. 2010, 204, 2193–2196. [Google Scholar] [CrossRef]
- Liu, E.; Yu, B.; Xue, Y.; Pu, J.; Du, S.; Du, H. Microstructure and mechanical properties of a CrCN/Cr multilayer film. Mater. Res. Express 2020, 7, 096406. [Google Scholar] [CrossRef]
- Valleti, K.; Miryalkar, P.; L, R.K. Efficacy of TiCrN/DLC coatings for service life enhancement of stamping dies. Vacuum 2023, 217, 112534. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B. Tribological properties of CrCN/CrN multilayer coatings. Tribol. Int. 2014, 80, 34–40. [Google Scholar] [CrossRef]
- Atmani, T.D.; Bouamerene, M.-S.; Gaceb, M.; Nouveau, C.; Aknouche, H. Improvement of the tribological behavior of TiN/CrN multilayer coatings by modulation wavelength variation. Tribol. Int. 2024, 192, 109226. [Google Scholar] [CrossRef]
- Vicen, M.; Kajanek, D.; Bokuvka, O.; Nikolic, R.; Medvecka, D. Resistance of the CrN coating to wear and corrosion. Transp. Res. Procedia 2023, 74, 426–433. [Google Scholar] [CrossRef]
- Jasempoor, F.; Elmkhah, H.; Imantalab, O.; Fattah-Alhosseini, A. Comparison of electrochemical behavior of CrN single-layer coating and Cr/CrN nanolayered coating produced by cathodic arc evaporation physical vapor deposition. Int. J. Appl. Ceram. Technol. 2022, 19, 2222–2235. [Google Scholar] [CrossRef]
- Madej, M. The effect of TiN and CrN interlayers on the tribological behavior of DLC coatings. Wear 2014, 317, 179–187. [Google Scholar] [CrossRef]
- Duminica, F.D.; Belchi, R.; Libralesso, L.; Mercier, D. Investigation of Cr(N)/DLC multilayer coatings elaborated by PVD for high wear resistance and low friction applications. Surf. Coat. Technol. 2018, 337, 396–403. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, W.; Sun, G. The influence of textured interface on DLC films prepared by vacuum arc. Surf. Coat. Technol. 2019, 365, 143–151. [Google Scholar] [CrossRef]
- Guo, C.Q.; Li, H.Q.; Peng, Y.L.; Dai, M.J.; Lin, S.S.; Shi, Q.; Wei, C.B. Residual stress and tribological behavior of hydrogen-free Al-DLC films prepared by HiPIMS under different bias voltages. Surf. Coat. Technol. 2022, 445, 128713. [Google Scholar] [CrossRef]
- Casiraghi, C.; Ferrari, A.C.; Robertson, J. Raman spectroscopy of hydrogenated amorphous carbons. Phys. Rev. B 2005, 72, 085401. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, K.; Zhang, B.; Wang, Q.; Zhang, J. Structure effects of sp2-rich carbon films under super-low friction contact. Carbon 2018, 137, 49–56. [Google Scholar] [CrossRef]
- Wang, J.; Wang, L.; Chen, H.; Wang, H. Molecular dynamics simulation of friction in DLC films with different sp3 contents. Tribol. Int. 2023, 190, 109050. [Google Scholar] [CrossRef]
- Wang, L.J.; Chen, H.; Liu, Y.; Zhu, R.W. Interface-dominated deformation mechanisms in Cr/CrN/Cr-DLC multilayer triggered by nanoindentation. Mater. Sci. Eng. A 2023, 887, 145745. [Google Scholar] [CrossRef]
- Kong, W.C.; Yu, Z.; Hu, J. Electrochemical performance and corrosion mechanism of Cr-DLC coating on nitrided Ti6Al4V alloy by magnetron sputtering. Diamond. Relat. Mater. 2021, 116, 108398. [Google Scholar]
- Kolawole, F.O.; Kolawole, S.K.; Bello, S.A.; Yakubu, S.; Adigun, O.D.; Owa, A.F.; Umunakwe, R.; Adebayo, A.O.; Madueke, C.I. Fracture toughness of duplex CrN/DLC and nano-multilayer DLC-W deposited on valve tappet via hybrid PVD and PECVD. Sadhana 2024, 49, 127. [Google Scholar] [CrossRef]
- Liang, S.; He, D.; Shang, L.; Li, W.; Zhang, C.; Shao, L.; Seniuts, U.; Viktor, Z. Effect of cermet interlayer on the electrochemical behavior of Cr3C2-NiCr/DLC duplex coating. Surf. Coat. Technol. 2023, 469, 13. [Google Scholar] [CrossRef]
- Hu, X.; Qiu, L.; Pan, X.; Zhang, J.; Li, X.; Zhang, S.; Dong, C. Nitrogen diffusion mechanism, microstructure and mechanical properties of thick Cr/CrN multilayer prepared by arc deposition system. Vacuum 2022, 199, 110902. [Google Scholar] [CrossRef]
- Zhong, W.; Wang, H.; Ma, L.; Zhang, C. Impact Abrasive Wear of Cr/W-DLC/DLC Multilayer Films at Various Temperatures. Metals 2022, 12, 1981. [Google Scholar] [CrossRef]
- Waldl, H.; Hans, M.; Schiester, M.; Primetzhofer, D.; Burtscher, M.; Schalk, N.; Tkadletz, M. Decomposition of CrN induced by laser-assisted atom probe tomography. Ultramicroscopy 2023, 246, 113673. [Google Scholar] [CrossRef] [PubMed]
- Çelik, G.A.; Fountas, K.; Atapek, S.H.; Kamoutsi, E.; Polat, S.; Zervaki, A.D. Investigation of Adhesion and Tribological Performance of CrN-, AlTiN-, and CrN/AlTiN-Coated X45CrMoV5-3-1 Tool Steel. J. Mater. Eng. Perform. 2023, 32, 7527–7544. [Google Scholar] [CrossRef]
- Fite, S.; Zukerman, I.; Shabat, A.B.; Barzilai, S. Hydrogen protection using CrN coatings: Experimental and theoretical study. Surf. Interfaces 2023, 37, 102629. [Google Scholar] [CrossRef]
- Li, Z.D.; Zhan, H.; Xu, T.Y.; Bao, M.Y.; Li, B.H.; Wang, R.J. Influence of Cr Interlayer Thickness on Residual Stress and Adhesion of Cr-DLC Multilayer Structure Films. Rare Met. Mater. Eng. 2022, 51, 1195–1202. [Google Scholar]
- Zhao, Y.; Xu, F.; Zhang, D.; Xu, J.; Shi, X.; Sun, S.; Zhao, W.; Gao, C.; Zuo, D. Enhanced tribological and corrosion properties of DLC/CrN multilayer films deposited by HPPMS. Ceram. Int. 2022, 48, 25569–25577. [Google Scholar] [CrossRef]
- Qi, Y.; Liang, W.; Miao, Q.; Lin, H.; Yi, J.; Gao, X.; Song, Y. Characterization of a CrN/Cr gradient coating deposited on carbon steel and synergistic erosion-corrosion behavior in liquid‒solid flow impingement. Ceram. Int. 2023, 49, 33925–33933. [Google Scholar] [CrossRef]
- Xu, S.; Zhao, Z.; Zhou, Y.; Chen, D.; Zhang, K.; Li, T.; Zhou, Y.; Wang, A. Interface feature via key factor on adhesion of CrN multilayer and alloy substrate. Appl. Surf. Sci. 2023, 630, 157492. [Google Scholar] [CrossRef]
- Jasempoor, F.; Elmkhah, H.; Imantalab, O.; Fattah-alhosseini, A. Improving the mechanical, tribological, and electrochemical behavior of AISI 304 stainless steel by applying CrN single layer and Cr/CrN multilayer coatings. Wear 2022, 504, 204425. [Google Scholar] [CrossRef]
- Liu, L.; Shao, L.; Li, W.; Shang, L.; Zhang, C.; Song, Q. Improving the tribological behavior of CrN film by PVD/HVOF design. Surf. Coat. Technol. 2023, 475, 130171. [Google Scholar] [CrossRef]
- Sui, X.; Liu, J.; Zhang, S.; Yang, J.; Hao, J. Microstructure, mechanical and tribological characterization of CrN/DLC/Cr-DLC multilayer coating with improved adhesive wear resistance. Appl. Surf. Sci. 2018, 439, 24–32. [Google Scholar] [CrossRef]
- Guo, F.; Tian, Y.; Liu, Y.; Wang, Y.M. Unexpected friction behaviours due to capillary and adhesion effects. Sci. Rep. 2017, 7, 148. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.-E.; Choi, J.I.J.; Kim, J.; Mun, B.S.; Kim, K.-J.; Par, J.Y. In-Situ Nanotribological Properties of Ultrananocrystalline Diamond Films Investigated with Ambient Pressure Atomic Force Microscopy. J. Phys. Chem. C 2021, 125, 6909–6915. [Google Scholar] [CrossRef]
- Ye, Y.W.; Wang, Y.X.; Ma, X.L.; Zhang, D.W.; Wang, L.P.; Li, X.G. Tribocorrosion behaviors of multilayer PVD DLC coated 304L stainless steel in seawater. Diamond. Relat. Mater. 2017, 79, 70–78. [Google Scholar] [CrossRef]
- Ules, T.; Hausberger, A.; Grießer, M.; Schlögl, S.; Gruber, D.P. Introduction of a New In-Situ Measurement System for the Study of Touch-Feel Relevant Surface Properties. Polymers 2020, 12, 1380. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Targets Current and Gas Flow | Depositing Time/min | |||
|---|---|---|---|---|---|
| Coatings | Cr/A | C/A | N2/sccm | ||
| CrN | Cr | 3 | off | off | 10 |
| CrN | 4 | off | 15 | 90 | |
| CrN/DLC | Cr | 3 | off | off | 25 |
| CrN | 4 | off | 15 | 25 | |
| DLC | off | 4 | off | 90 | |
| Multi-layer DLC | Cr | 3 | off | off | 25 |
| CrN | 4 | off | 15 | 25 | |
| CrNC | 3 | 4 | 15 | 25 | |
| CrC | 3 | 4 | off | 25 | |
| DLC | off | 4 | off | 120 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Yang, X.; Huang, T.; Guo, F.; Dai, L.; Liu, Y.; Zhang, B. Tribological Properties of CrN/DLC and CrN Coatings under Different Testing Conditions. Coatings 2024, 14, 1002. https://doi.org/10.3390/coatings14081002
Zhang S, Yang X, Huang T, Guo F, Dai L, Liu Y, Zhang B. Tribological Properties of CrN/DLC and CrN Coatings under Different Testing Conditions. Coatings. 2024; 14(8):1002. https://doi.org/10.3390/coatings14081002
Chicago/Turabian StyleZhang, Shuling, Xiangdong Yang, Tenglong Huang, Feng Guo, Longjie Dai, Yi Liu, and Bo Zhang. 2024. "Tribological Properties of CrN/DLC and CrN Coatings under Different Testing Conditions" Coatings 14, no. 8: 1002. https://doi.org/10.3390/coatings14081002