

Impact of Carbon Fiber Content and Length on the Rheological Properties and Coating Performance for Lost Foam Casting

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Methods and Procedures
3. Results and Discussion
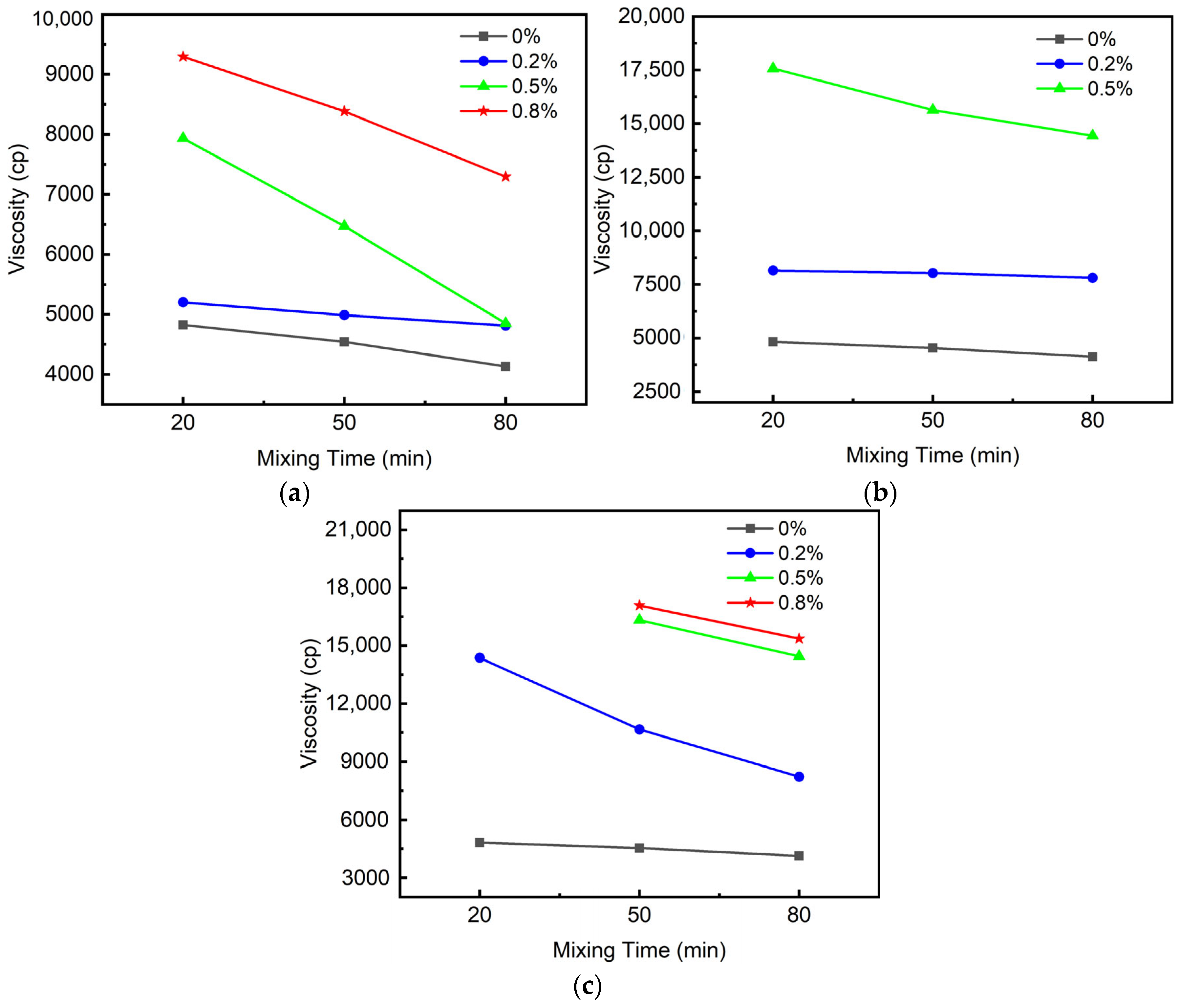
3.1. Influence of Mixing Time on Coating Viscosity
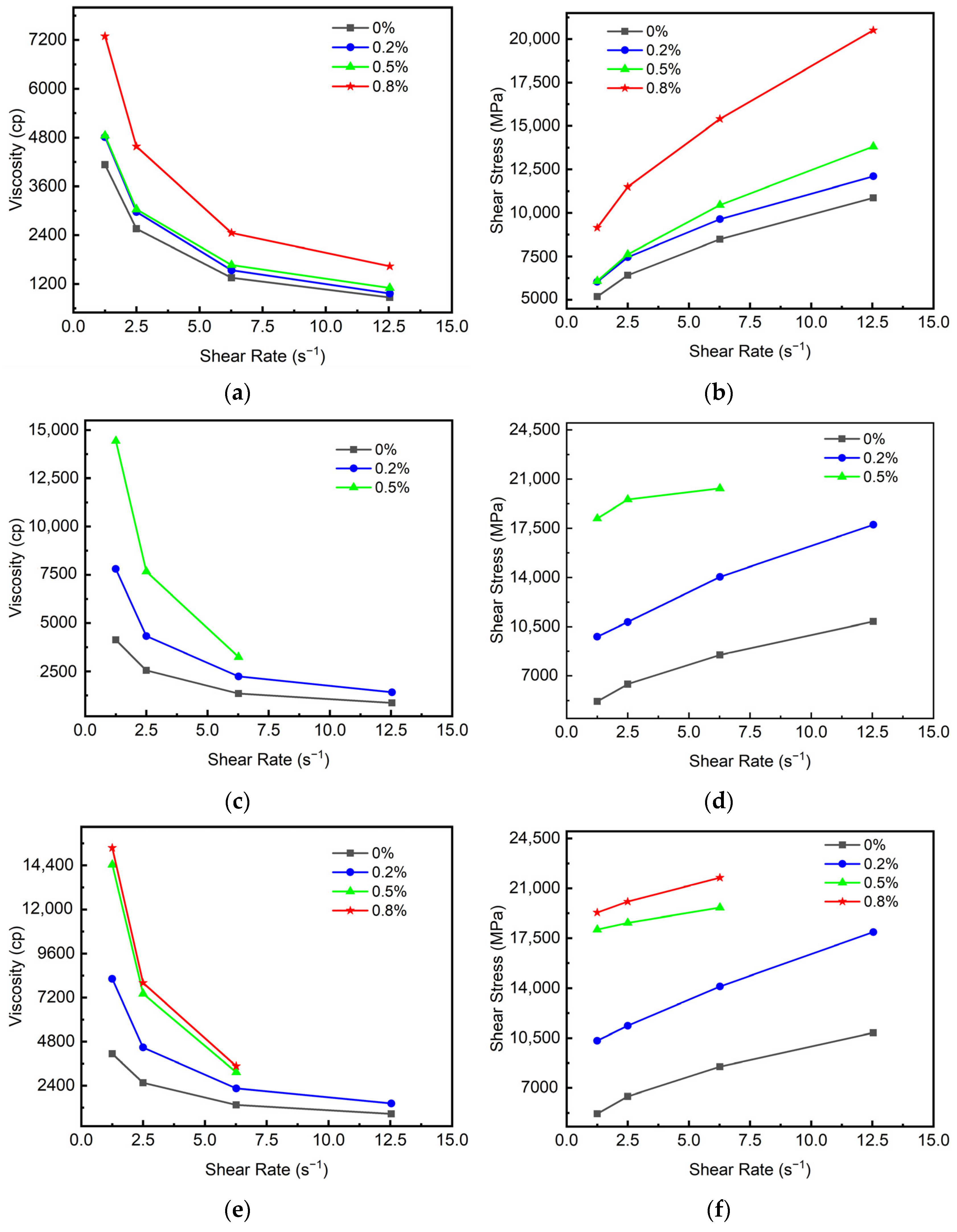
3.2. Influence of Fiber Content on Rheological Properties
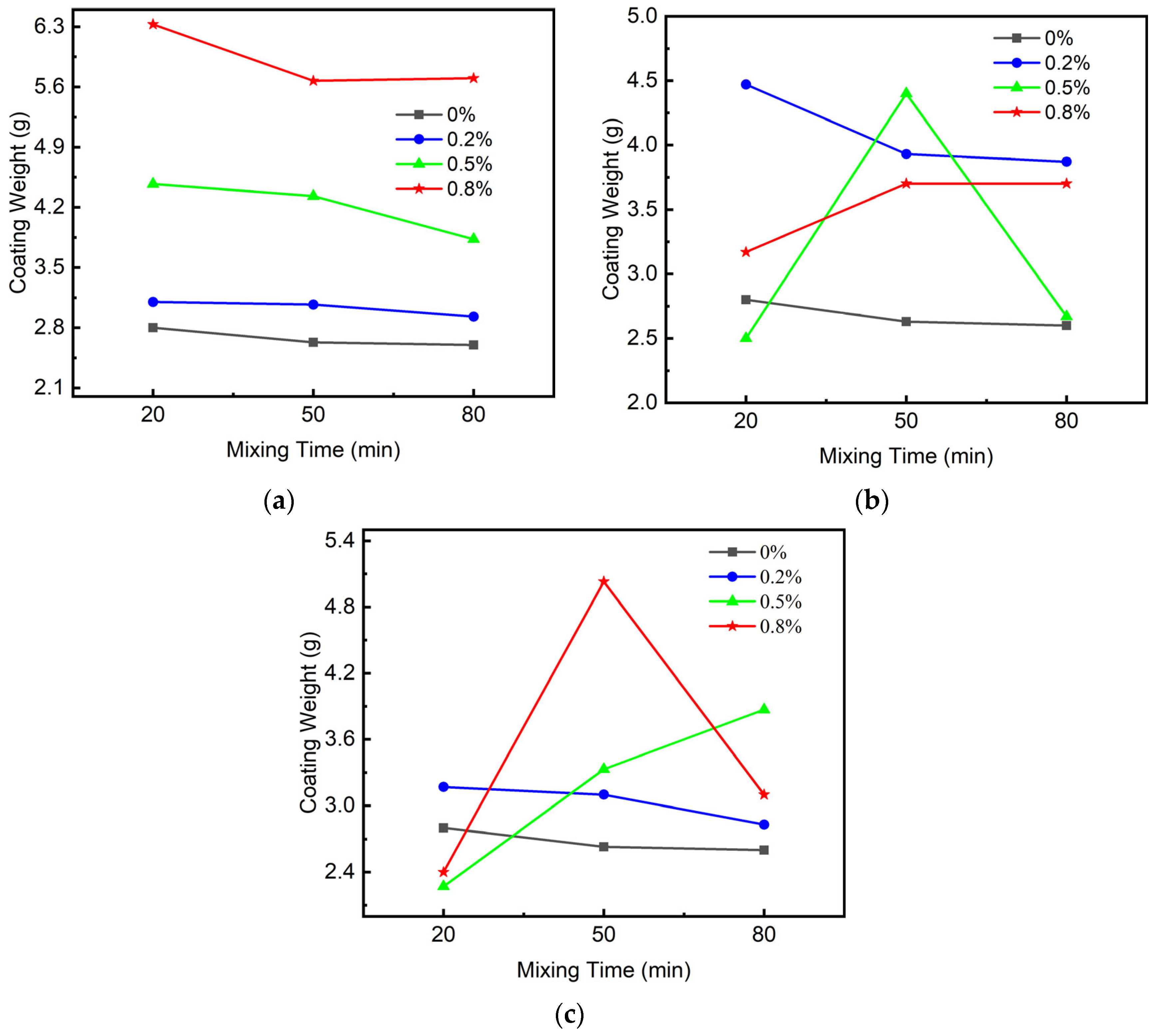
3.3. Influence of Fiber Content on Coating Weight
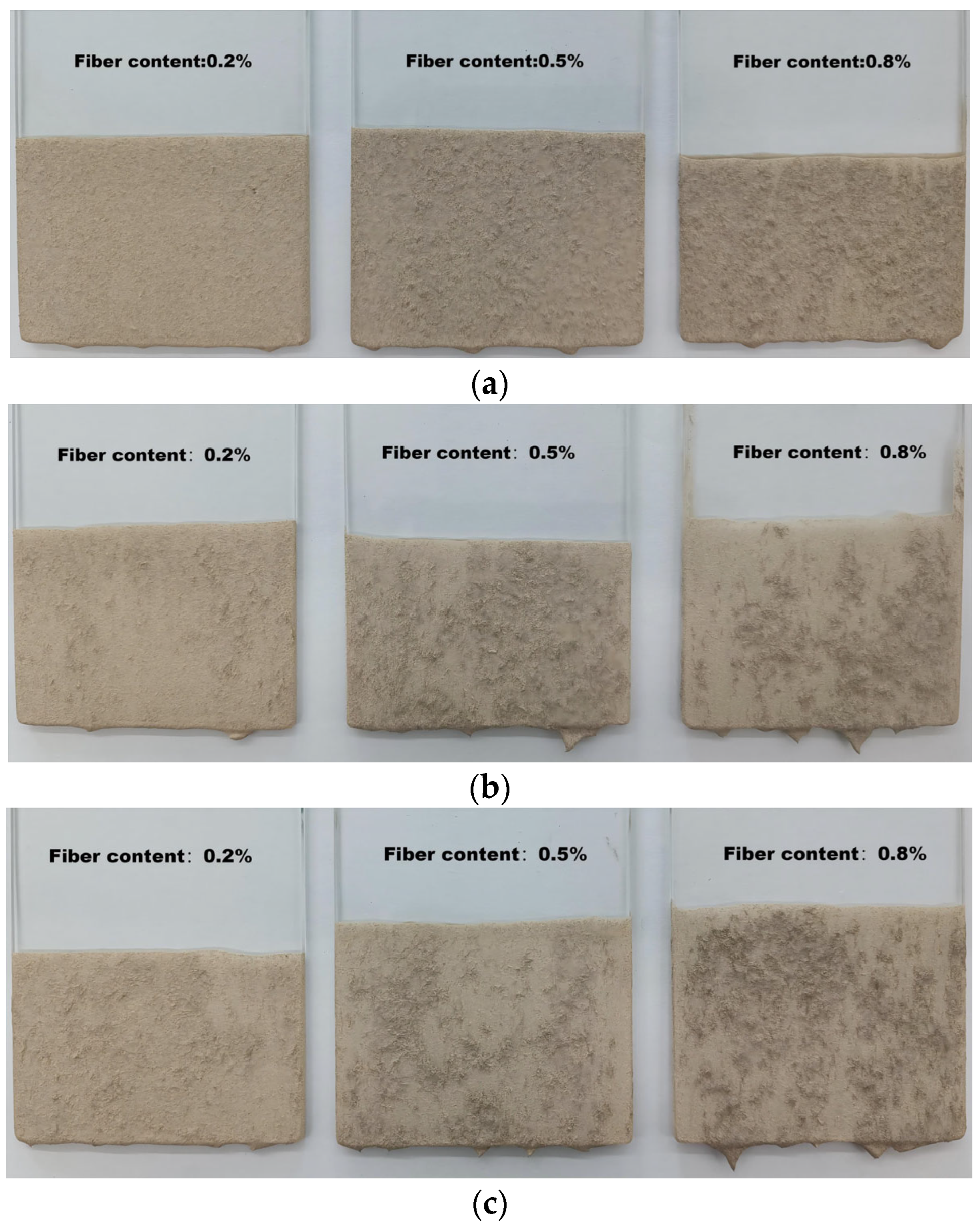
3.4. Influence of Fiber Content on Coating Surface Morphology
4. Conclusions
- (1)
- The experimental results demonstrate that the incorporation of carbon fibers significantly impacts the viscosity and overall rheological behavior of the coatings. Shorter fibers (1 mm) contribute to a more uniform and stable coating with enhanced coverage and minimal aggregation. Conversely, longer fibers (3 mm and 6 mm) tend to aggregate and entangle, particularly at higher concentrations, leading to increased viscosity and less uniform coatings.
- (2)
- Mixing time also plays a crucial role in determining the viscosity and suspension characteristics of the coatings. Extended mixing times result in a gradual decrease in viscosity, attributed to the improved dispersion and wetting of refractory aggregates. However, this effect varies with fiber length and concentration, indicating the need for tailored mixing protocols to optimize coating performance.
- (3)
- The study highlights the importance of balancing fiber content and length to achieve the optimal coating weight and surface morphology. Short fibers (1 mm) at lower concentrations (0.2%–0.5%) yield the best results in terms of coating weight and uniformity, while higher fiber contents and longer fibers lead to increased complexity and variability in the coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, Y.; Bao, Y.; Wang, Y.; Wang, M.; Zhang, M. Development of a Novel Strand Reduction Technology for the Continuous Casting of Homogeneous High-Carbon Steel Billet. Steel Res. Int. 2023, 94, 2200740. [Google Scholar] [CrossRef]
- Daronde, S.B.; Kuthe, A.M.; Sarode, B.D. Design and Development of Miniature Low-Cost Vacuum Setup for Sand Casting. In Industry 4.0 and Advanced Manufacturing; Springer: Berlin/Heidelberg, Germany, 2023. [Google Scholar]
- Sim, J.G.; Jang, Y.S.; Moon, J.Y.; Kim, J.M.; Min, K.H.; Hong, C.P. Development of the Rheocast Diesel Engine Block with ADC10 Alloy via ART (Advanced Rheocasting Technology) System. ISIJ Int. 2009, 49, 1700–1709. [Google Scholar] [CrossRef]
- Fei, Y.; Gregurich, N.; Silaen, A.; Zhou, C.; Gregurich, N.; Yakovleva, L. Visualization of Roll Data and Digital Twin Development for Continuous Casting. In Proceedings of the 8th International Congress on the Science and Technology of Steelmaking, Montreal, QC, Canada, 2–4 August 2022. [Google Scholar]
- Galkin, S.P.; Aleshchenko, A.S.; Gamin, Y.V. Development and Experimental Testing of the Technology for Producing Deformed Bars of Alloy D16T from Continuously Casting Billets of Small Diameter with Low Elongation Ratios. Russ. J. Non-Ferr. Met. 2022, 63, 328–335. [Google Scholar] [CrossRef]
- Chen, Y.; Ye, D.; Zhang, L. Analytical development and experimental investigation of the casting multi-plate damper (CMPD). Eng. Struct. 2022, 250, 113402. [Google Scholar] [CrossRef]
- Li, Q.; Lan, P.; Wang, H.; Ai, H.; Chen, D.; Wang, H. Formation and control of the surface defect in hypo-peritectic steel during continuous casting: A review. Int. J. Miner. Metall. Mater. 2023, 30, 2281–2296. [Google Scholar] [CrossRef]
- Fajri, A.; Basyirun, B. The Influence of Sand Casting Mold Solidfication Pressure Variations to the Quality of Al-Si Alloy Casting Product. Int. J. Mech. Eng. Sci. 2018, 2, 10–15. [Google Scholar] [CrossRef]
- Ueda, S.; Sannakanishi, S. Effects of Factors on Contact Forces Analysis between Die and Casting and Validation Using Die-Cast Product. Mater. Trans. 2019, 60, 1390–1397. [Google Scholar] [CrossRef]
- Ji, C.; Huang, H. A Review of the Twin-roll Casting Process for Complex Section Products. ISIJ Int. 2020, 60, 2165–2175. [Google Scholar] [CrossRef]
- Mirbagheri, S.H.M.; Silk, J.R.; Davami, P. Modelling of foam degradation in lost foam casting process. J. Mater. Sci. 2004, 27, 115–124. [Google Scholar] [CrossRef]
- Abdelrahman, M.; Arulanantham, J.P.; Dinwiddie, R.; Walford, G.; Vondra, F. Monitoring metal-fill in a lost foam casting process. ISA Trans. 2006, 45, 459–475. [Google Scholar] [CrossRef]
- Sun, C.; Cao, Z. Effects of the Wettability Between the Coating and the Liquid EPS on the Filling Process of Lost Foam Casting. Int. J. Met. 2023, 18, 1318–1328. [Google Scholar] [CrossRef]
- Bieniewicz, K.; Reich, M.; Soraruf, N. Improving Metal Flow in LOST FOAM CASTING Through Use of Low Thermal Degradation Hot Melt Adhesives. Mod. Cast. 2024. [Google Scholar] [CrossRef]
- Jiang, W.; Li, G.; Guan, F.; Zhu, J.; Zhang, D.; Fan, Z. Preparation of Al2O3/AZ91D Mg Interpenetrating Composites Using Lost Foam Casting Combined with Layered Extrusion Forming. Met. Mater. Int. 2022, 28, 1047–1052. [Google Scholar] [CrossRef]
- Li, G.Y.; Guan, F.; Jiang, W.M.; Xu, Y.C.; Zhang, Z.; Fan, Z.T. Effects of mechanical vibration on filling and solidification behavior, microstructure and performance of Al/Mg bimetal by lost foam compound casting. China Foundry 2023, 20, 469–479. [Google Scholar] [CrossRef]
- Zamani, M.A.T. The Role of Fiber Reinforced Concrete Technology in Weight of Structures. In Proceedings of the 2nd International Congress on Structure, Architecture & Urban Development, Tabriz, Iran, 16–18 December 2014. [Google Scholar]
- Caratelli, A.; Meda, A.; Rinaldi, Z.; Romualdi, P. Structural behaviour of precast tunnel segments in fiber reinforced concrete. Tunn. Undergr. Space Technol. Inc. Trenchless Technol. Res. 2011, 26, 284–291. [Google Scholar] [CrossRef]
- Shahri, S.F.; Mousavi, S.R. Predicting the Bond Strength Between Concrete and Glass Fiber-Reinforced Polymer Bars Using Soft Computing Models. Iran. J. Sci. Technol. Trans. Civ. Eng. 2023, 47, 3507–3522. [Google Scholar] [CrossRef]
- Xu, Z.; Wu, J.; Zhao, M.; Bai, Z.; Wang, K.; Miao, J.; Tan, Z. Mechanical and microscopic properties of fiber-reinforced coal gangue-based geopolymer concrete. Nanotechnol. Rev. 2022, 11, 526–543. [Google Scholar] [CrossRef]
- Liu, J.; Yan, F. Study on flexural behavior of reinforced concrete beams strengthened with geopolymer adhesive bonded CFRP. Int. J. Struct. Integr. 2022, 13, 448–468. [Google Scholar] [CrossRef]
- Cui, H.; Zhang, Q.; Ma, H.; Zhou, X. Enhanced interfacial properties of carbon fibers reinforced epoxy or PP composites using modified graphene oxide with two different polymer brushes. Iran. Polym. J. 2024, 33, 1143–1156. [Google Scholar] [CrossRef]
- Li, D.; Lu, C.; Wang, L.; Du, S.; Yang, Y. A reconsideration of the relationship between structural features and mechanical properties of carbon fibers. Mater. Sci. Eng. A Struct. Mater. Prop. Misrostruct. Process. 2017, 685, 65–70. [Google Scholar] [CrossRef]
- Wang, S.; Cao, K.; Xu, L.; Tong, Y. Improving electrochemical properties of carbon nanotubes/reduced graphene oxide composite fibers by chemical modification. Appl. Phys. A 2023, 129, 56. [Google Scholar] [CrossRef]
- Ke, F.; Yang, X.; Zhang, M.; Chen, Y.; Wang, H. Preparation and properties of polyetherimide fibers based on the synergistic effect of carbon nanotubes and ionic liquids. Polym. Compos. 2023, 44, 8917–8927. [Google Scholar] [CrossRef]
- Yu, Y.; Yu, L.; Wang, C.; Cui, Z. Effect of Polyurethane Treatment on the Interfacial and Mechanical Properties of Basalt Fiber-Reinforced Polymer Composite. Fibers Polym. 2024, 25, 607–617. [Google Scholar] [CrossRef]
- Wei, X.F.; Kallio, K.J.; Olsson, R.T.; Hedenqvist, M.S. Performance of glass fiber reinforced polyamide composites exposed to bioethanol fuel at high temperature. NPJ Mater. Degrad. 2022, 6, 69. [Google Scholar] [CrossRef]
- Hou, L.; Jian, S.; Huang, W. The Effect of Polypropylene Fiber and Glass Fiber on the Frost Resistance of Desert Sand Concrete. KSCE J. Civ. Eng. 2024, 28, 342–353. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, H.; Zheng, R.; Wu, T.; Wu, L.; Yang, X.; Sui, G. Carbon fiber surface modification by ion implantation for interfacial performances improvements of epoxy composites. J. Mater. Sci. 2023, 58, 6237–6253. [Google Scholar] [CrossRef]
- Hamieh, T. The Effect of Temperature on the Surface Energetic Properties of Carbon Fibers Using Inverse Gas Chromatography. Crystals 2024, 14, 28. [Google Scholar] [CrossRef]
- Kim, G.; Lee, H.; Kim, K.; Kim, D.U. Effects of Heat Treatment Atmosphere and Temperature on the Properties of Carbon Fibers. Polymers 2022, 14, 2412. [Google Scholar] [CrossRef]
- Grigale-Soroina, Z.; Vindedze, E.; Birks, I. Correlation of Mechanical Properties of Polymer Composite Coatings with Viscosity of Unpolymerized System. Key Eng. Mater. 2020, 850, 94–99. [Google Scholar] [CrossRef]
- Romanelli Vicente Bertolo, M.; da Conceição Amaro Martins, V.; de Guzzi Plepis, A.M.; Bogusz, S., Jr. Rheological study of the incorporation of grape seed extract in chitosan and gelatin coatings. J. Appl. Polym. Sci. 2021, 138, 50052. [Google Scholar] [CrossRef]
- Shirzadi Javid, A.A.; Ghoddousi, P.; Aghajani, S.; Naseri, H.; Hossein Pour, S. Investigating the Effects of Mixing Time and Mixing Speed on Rheological Properties, Workability, and Mechanical Properties of Self-Consolidating Concretes. Int. J. Civ. Eng. 2021, 19, 339–355. [Google Scholar] [CrossRef]
- Wo, D.L.; Tanner, R.I. The impact of blue organic and inorganic pigments on the crystallization and rheological properties of isotactic polypropylene. Rheol. Acta 2010, 49, 75–88. [Google Scholar]
- Djalili-Moghaddam, M.; Toll, S. Fibre suspension rheology: Effect of concentration, aspect ratio and fibre size. Rheol. Acta 2006, 45, 315–320. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Refractory Aggregate | Binder | Suspending Agent | Carrier |
|---|---|---|---|
| Quartz Powder, Calcined Bauxite | Latex, Water Glass | Na-based Bentonite | Water |
| Carbon Content | Tensile Strength | Tensile Modulus | Density | Fiber Diameter | Standard Length | Bulk Density | Characteristics |
|---|---|---|---|---|---|---|---|
| 97% | 4900 MPa | 230 GPa | 1.75 g/cm³ | 7 µm | 1 mm | 0.4 g/cm³ | Easily Dispersible |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, G.; Xu, L.; Wang, Q. Impact of Carbon Fiber Content and Length on the Rheological Properties and Coating Performance for Lost Foam Casting. Coatings 2024, 14, 1061. https://doi.org/10.3390/coatings14081061
Sun G, Xu L, Wang Q. Impact of Carbon Fiber Content and Length on the Rheological Properties and Coating Performance for Lost Foam Casting. Coatings. 2024; 14(8):1061. https://doi.org/10.3390/coatings14081061
Chicago/Turabian StyleSun, Guojin, Linqian Xu, and Qi Wang. 2024. "Impact of Carbon Fiber Content and Length on the Rheological Properties and Coating Performance for Lost Foam Casting" Coatings 14, no. 8: 1061. https://doi.org/10.3390/coatings14081061
APA StyleSun, G., Xu, L., & Wang, Q. (2024). Impact of Carbon Fiber Content and Length on the Rheological Properties and Coating Performance for Lost Foam Casting. Coatings, 14(8), 1061. https://doi.org/10.3390/coatings14081061