Abstract
AISI 4340 is a medium-carbon low-alloy steel that has gained distinctive attention due to its advanced properties including high strength, high toughness, and heat resistance. This has led to its commercial usage in a wide variety of industries such as construction, automotive, and aerospace. AISI 4340 is usually machined in a hardened state through a hard-turning process, which results in high heat generation, accelerated tool wear, low productivity, and poor surface quality. The application of high-speed machining helps improve the material removal rate and surface finish quality, yet the elevated temperature at the cutting zone still poses problems to the tool’s lifespan. Apart from using advanced cutting tool materials, which is costly, researchers have also explored various cooling methods to tackle the heat problem. This paper presents a review of a sustainable cooling method known as minimum quantity lubrication (MQL) for its application in the high-speed turning of AISI 4340 steel. This study is centered on high-speed turning and the application of MQL systems in machining AISI 4340 steel. It has been observed that the hard part turning of materials with a hardness exceeding 45 HRC offers advantages such as improved accuracy and tighter tolerances compared to traditional grinding methods. However, this process leads to increased temperatures, and MQL proves to be a viable alternative to dry conditions. Challenges in optimizing MQL performance include fluid penetration and lubrication effectiveness.
1. Introduction
Turning is one of the fundamental and most common machining processes in the field of manufacturing. This process requires the use of a turning machine or lathe, in which a single point cutting tool is mounted and used to remove material from a cylindrical workpiece attached to a chuck [1]. The cutting tool feeds into the spinning workpiece at a predetermined speed and cuts away material in the form of chips to produce the specified dimensions and shapes [2]. In the industry, the Computer Numerical Control (CNC) lathe machine is generally used for precision machining to produce metal components like shafts, rods, pulleys, screws, pins, gears, and other cylindrical components in high volume.
Cutting performance during the turning process is substantially influenced by the cutting parameters, namely, cutting speed, feed, and depth of cut [3]. Cutting speed (V) is the rate at which the uncut work surface passes the cutting edge of the tool, given by a unit of m/min. Feed (f) is the distance moved by the tool in an axial direction at each revolution of the work, given by a unit of mm/rev. Depth of cut (d) is the thickness of metal removed from the work, measured in radial, and given by a unit of mm. The product of these three is the metal removal rate, a parameter often used in measuring the efficiency of a cutting operation. According to [4], the selection of suitable cutting parameters is essential to achieving high-quality turning parts at a reasonable cost. A cutting speed that is too high will generate excessive heat at the cutting zone and shorten the tool’s lifespan, while high feeds and depth of cut can influence the surface roughness. A deeper understanding of the relationship between cutting parameters and machining responses (i.e., tool wear, temperature, chip formation, and cutting force) is therefore imperative to improving the cutting performance.
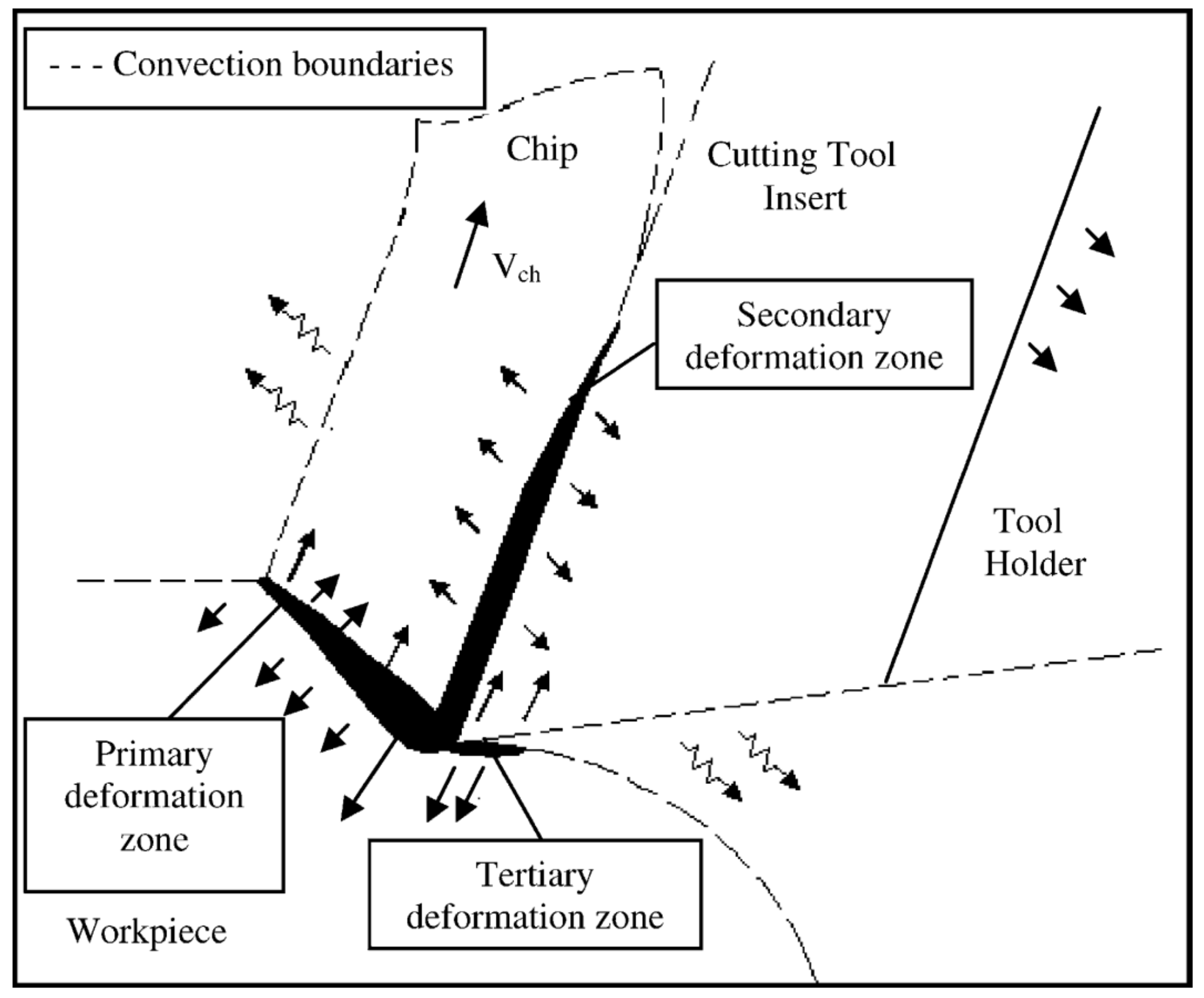
In the turning process, heat generation is highly linked to the deformation and shearing of the work material upon contact with the tool. The tool performs the cutting action by overcoming the shear strength of the material, which generates large amounts of friction and heat resulting in a highly localized thermomechanical-coupled deformation in the shear zone [5]. There are three main deformation zones where heat is generated and dissipated [6,7,8]. Figure 1 shows those regions, namely, primary, secondary, and tertiary deformation zones.
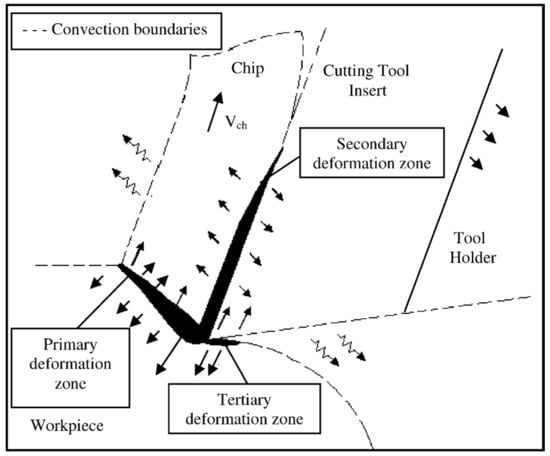
Figure 1.
Schematic diagram of deformation zones linked to heat generation in machining [5].
Firstly, in the primary zone, heat is generated due to the shearing of the work material resulting in deformation. In the secondary zone, heat is generated due to the work conducted in deforming the chip and overcoming the sliding friction at the tool–chip interface on the tool rake face. Finally, in the tertiary zone, heat is generated due to the friction contact between the newly finished surface and the tool flank face [5,9]. Without proper temperature control, high heat in these zones may lead to damage to the surface integrity of the workpiece by inducing residual stresses and micro cracks, as well as distortion which causes dimensional accuracy [10]. In addition, this heat generation also promotes a higher tool wear rate, which decreases the tool life. However, the generation of localized high-temperature zones also results in material softening, reducing the hardness of the workpiece and allowing for greater deformation, which facilitates machining [11]. This is highly beneficial, considering the growing industrial need for machined components with enhanced material properties, such as high hardness, strength, and wear resistance.
The machining of AISI 4340 steel can be difficult due to low thermal conductivity that generates a lot of heat during machining. This causes an undesirable induction of residual stress into the machined surface that could directly affect the fatigue life and distortion of the component [12]. In addition, their high-strength properties also quickly damage the cutting tools and generate high levels of stress as a result of the elevated temperature produced [13]. Low ductility of alloy steel also contributed to a more brittle fracture, which is associated with more micro cracks and poor surface quality compared to a ductile shear deformation mechanism [13]. Since AISI 4340 is categorized as a hard-to-machine material with vast industry demand, many researchers are taking keen interest in studying the effects of different machining parameters and conditions on its machinability performance in terms of cutting temperature, tool wear, and surface quality.
In this study, a review of the high-speed machining of AISI 4340 in various cooling conditions, particularly MQL, was conducted for the past 10 years. Future studies on the high-speed cutting of hardened AISI 4340 under minimum quantity lubrication (MQL) conditions will draw upon the insights gained from previous research. Specifically, this includes leveraging knowledge regarding the optimal range of machining parameters such as cutting speeds, feed rates, and depths of cut, as well as understanding the effectiveness of lubrication and cooling methods employed by earlier researchers. These insights will serve as a foundational guide to further enhance the efficiency and effectiveness of MQL in machining AISI 4340 steels, aiming to achieve improved machining performance and surface integrity.
2. High-Speed Turning of AISI 4340 Steel
Over the years, low-alloy hardened steels have been extensively employed in manufacturing due to their exceptional properties. The growing utilization of these materials necessitates advanced machining techniques, continually posing fresh challenges in the machining domain. Specifically, the machining of low-alloy hardened steels (>45 HRC) is termed as hard machining, particularly in the context of single-point turning for bearings [14]. AISI 4340 is a good example of a material known for its high toughness and the ability to further strengthen when it is heat-treated [15]. The typical yield strength ranges from 470 MPa (annealed) to 1725 MPa (quenched and tempered) and can be hardened up to 45 to 60 HRC, depending on the cross section [16,17]. Due to its advanced properties and alloying elements, AISI 4340 steel is widely used for heavy-duty components that require longevity, such as gears, shafts, spindles, and couplings. Table 1 shows the chemical composition of AISI 4340 alloy steel, which consists of nickel, molybdenum, and chromium with a medium-carbon content.

Table 1.
Chemical compositions of AISI 4340 steel [18].
For materials with a high hardness greater than 45 HRC, the machining process is also identified as hard part turning. The popularity of hard part turning is mainly due to its ability to generate better accuracy and tolerances in a single process with a short cycle time compared to the traditional grinding method [11,19]. For hard part turning, the hardened material is often machined using a high cutting speed, also known as high-speed machining (HSM) or high-speed turning [20]. HSM refers to a metal cutting technique where the cutting speed is much higher (typically 5 to 10 times) than that of conventional machining. It is mainly characterized by increased strain, strain rate, and high-temperature generation in the primary and secondary deformation zones [21]. The localized overheating at these zones leads to thermal softening and reduction in flow stress, and it facilitates the machining of hard materials [17]. HSM benefits in hard part turning include improved surface quality due to the elimination of burrs and BUE at high cutting speeds, reduced cutting force due to thermal softening, and excellent temperature distribution by producing segmented chips [22,23].
As cutting speed and depth of cut increase, so do cutting heat and temperature. According to [24], the cutting temperature can reach up to 1200 °C in high-speed turning. However, at ultra-high speeds, cutting heat might diminish, suggesting that increasing strain rates could reduce the temperature. The high-speed cutting process entails three stages of heat flow [24]. Initially, during the contact stage, heat flux sharply ascends. Subsequently, in the establishment stage of stable cutting, heat flux fluctuates. Finally, in the stable cutting stage, heat flux stabilizes. Concurrently, as chips accumulate, temperatures in the cutting zone decline in the latter part of the curve. Thus, in ultra-high-speed cutting, cutting heat may decrease with heightened cutting speed and strain rate. The relationship between cutting speed and cutting temperature found that the temperature initially increased with cutting velocity until a peak was reached, in which further increases in cutting speed caused a decrease in cutting temperature for dissimilar materials [23].
The specific cutting range for HSM varies due to factors such as workpiece material and cutting conditions. According to a review conducted by [25], the range of cutting speeds used for turning hard steel above 45 HRC is usually within 0 to 400 m/min, with 180 m/min considered most suitable. The feed rate ranges from 0.04 to 0.4 mm/rev, but 0.05–0.15 mm/rev is usually used because of its favorable performance. For cutting depth, 0.2 mm is widely used, as higher values lead to decreased tool life and increased surface roughness. High speed in HSM is also associated with high temperature and stress concentration, causing various wear mechanisms and failure modes [9]. This requires the use of more advanced cutting tools such as ceramic, CBN, and zirconia (ZTA) that have high adaptability to high-speed machining, particularly in dry cutting conditions. The expensive cost of cutting tools and the effectiveness of machining techniques are two critical problems with HSM and hard part turning in general [11].
Table 2 shows an overview of previous machining studies carried out for the turning operation of AISI 4340 steel over the past 10 years, with a variety in material hardness, cutting parameters, cooling conditions (dry and MQL), and cutting tools.
Table 2.
Previous studies on turning operation for AISI 4340 steel.
Previous research indicates that there is still considerable importance in further exploring the machinability of AISI 4340 steel in turning processes. In terms of cutting parameters, there are insignificant differences in terms of the feed rate and the depth of cut used. However, the cutting speed varies largely in a range of 30 m/min to 1000 m/min. Higher cutting speed is observed to be used for the high hardness of 50 HRC and above, reflecting the application of HSM in the studies of hardened steel [21,34,35,38]. In terms of cutting tools, coated carbides are commonly used at low cutting speeds, and more advanced but expensive tools such as ceramics and PCBN are used at higher cutting speeds. Most researchers also choose dry conditions for their experiments, with only a few researchers exploring the likelihood of cooling conditions, namely minimum quantity lubrication (MQL). It is also noted that from all the studies, only a few researchers combined their experimental works with simulations, which has the potential to better visualize the cutting scenario, reduce the experimental numbers, and optimize the cutting condition [9,40,41,42]. Another key difference in cutting mechanics between HSM and conventional machining is the formation of a serrated chip, also termed a segmented or saw-toothed chip. This occurrence significantly affects aspects such as cutting force, temperature, tool wear, and machined surface quality [44]. Hence, it is crucial to investigate and predict serrated chip formation, comprehend its impact on cutting force vibration, and establish its correlation with workpiece material and machining conditions.
3. Application of MQL in High-Speed Turning
Hardened steel is usually machined in dry conditions to ensure that more heat is generated at the cutting zone. The high temperature enhances thermal softening, reduces the shearing strength of the workpiece, and facilitates the machining process [45]. Though excessive heat, particularly at the interfaces between the tool flank and the workpiece, needs to be controlled, as it will affect the tooling life due to wear and protect the workpiece surface from experiencing unnecessary residual stress that could lead to material failure [46]. Cutting fluids play a crucial role in minimizing friction by creating a lubrication film, which leads to lower heat generation and decreased wear.
With an increase in cutting speed, the wear caused by built-up edge (BUE) decreases, and cutting forces are reduced, but this comes at the expense of increased heat generation. In such scenarios, the utilization of cutting fluids becomes imperative to lower the temperature of the tool, workpiece, and chip. This, in turn, imparts thermal stability to the cutting zone, facilitating greater dimensional control. The release of heat from the tool is subject to factors such as tool form, thermal conductivity, cutting speed, and the cooling system employed. For instance, at a cutting speed of 150 m/min, approximately 75%–80% of the heat is conducted by the chips, 10%–15% is transferred to the tool, and the remaining 5%–10% is carried away by the workpiece [47]. The application of conventional cutting fluid through the flooded cooling method at high cutting speeds fails to penetrate the chip–tool interface and thus cannot remove the heat effectively [48]. To face these challenges, researchers turn to non-conventional cooling techniques that can effectively penetrate the interfaces, eliminating the cost of excessive lubricant as well as being environmentally friendly.
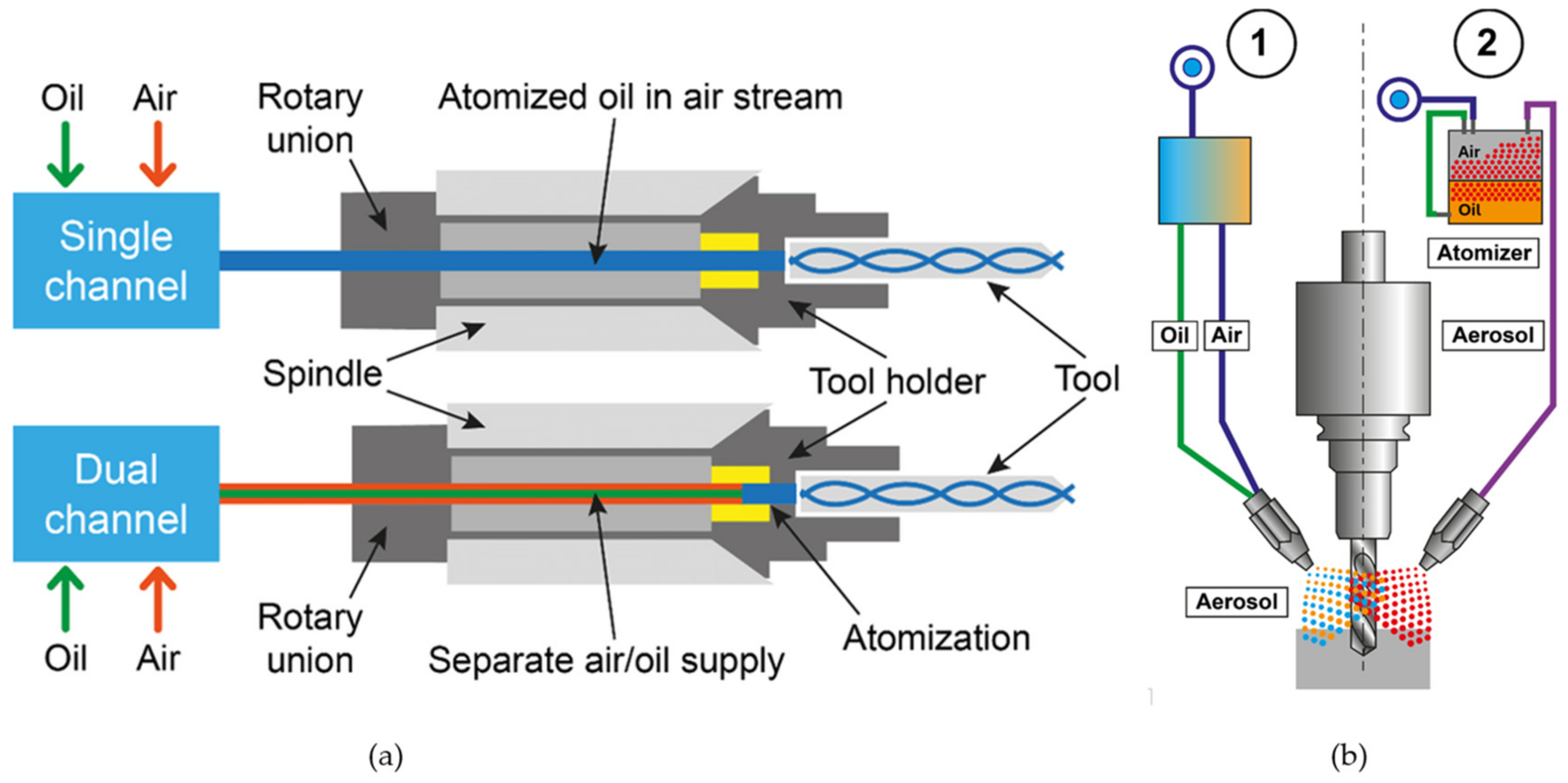
MQL is one of the emerging cooling techniques that has been established as a substitute for conventional lubrication systems due to its increasing application in machining. MQL systems consist of atomizing a very small amount of lubricant in a compressed airflow as a form of mist directed towards the cutting zone [48]. According to the review conducted by [49], generally for effective lubrication, a fluid flow rate in the range of 10–120 mL/h with pressurized air of 4–6.5 bar is considered. A higher flow rate of 50–500 mL/h has also been reported. The mist can be sprayed by means of internal or external supply systems. The internal application functions by supplying cutting fluid through the spindle (also known as through tool application) and is best applied for machining processes like drilling and tapping [50]. Meanwhile, the external application involves supplying a mixture of oil and compressed air from a chamber through an external nozzle, which is typically used for machining processes like turning and milling. Two possible methods for the external application are as follows: (1) using an ejector nozzle, where compressed air and oil are supplied separately to the ejector and mix just after the nozzle; and (2) using a conventional nozzle, where the aerosol is prepared in an external atomizer and then transported to the nozzle. Figure 2 shows a schematic representation of internal and external MQL systems.
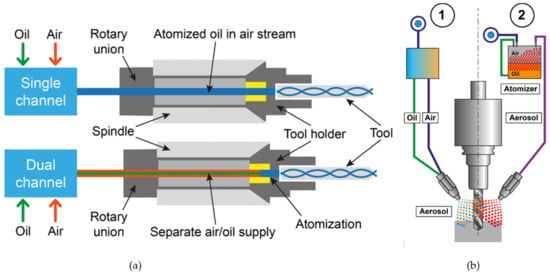
Figure 2.
Schematic representation of MQL systems. (a) Internal application using single channel and dual channel and (b) external application using (1) ejector nozzle and (2) conventional nozzle [51].
The concept of MQL is also known as near-dry machining (NDM). The typical quantity of fluid supplied by MQL is much lower compared to conventional flood coolant, which uses 30,000 to 60,000 mL/h [52]. According to [53], the advantage of MQL over other cooling technologies is due to the micron-sized mist particles that quickly penetrate the hot crucial zones as a result of the tiny droplet size. The highly pressurized mist spray also helps in chip disposal away from the cutting zone. In addition, the use of a very low amount of air and oil mixture ensures the long-term sustainability of the machining process with less complexity in terms of maintenance. In terms of temperature control, MQL is found to remove heat in three ways: by cutting fluid vaporization, by spraying pressurized air onto the cutting region, and by using the cutting fluid droplet as a lubricant to reduce friction at tool–chip interfaces [54]. Therefore, MQL is a potentially suitable replacement for dry machining in the high-speed turning of hardened steel.
Cutting fluids are divided into two main categories: straight oils (neat oils) and water-soluble oils. Straight oils, comprising mineral, vegetable, or animal oils, provide excellent lubrication and corrosion resistance but have limited cooling capacity and may produce harmful mist. Their effectiveness is higher at low-speed cutting operations but diminishes at high speeds due to chip movement and oil vaporization at elevated temperatures. On the other hand, water-soluble oils are more effective at higher cutting speeds, addressing challenges related to heat generation. Supplied as concentrates, these oils are diluted in water to enhance specific heat and thermal conductivity, facilitating heat removal, and reducing temperature. However, water content may lead to corrosion, bacteria growth, and evaporation losses. Water-soluble oils, which include emulsions, semi-synthetic fluids, and synthetic fluids, offer distinct characteristics based on oil content. Emulsions with over 40% oil content provide lubricity and corrosion protection, especially at high speeds. Semi-synthetic fluids, with less than 40% oil, offer a balanced performance, while synthetic fluids, being oil-free, provide superior cooling effects, are not affected by water hardness, and offer transparency for improved visibility during machining [47].
In a recent study involving the MQL-assisted turning of AISI 52100, the method proved effective in preventing excessive temperature rise due to its good penetrating properties on the cutting region. Better flank wear characteristics are observed in the MQL environment, particularly at higher cutting speeds. High-strength AISI 52100 bearing steel machining leads to adhesive, abrasive, and diffusive tool wear, influenced by a high-temperature region and plastic deformation. Tool wear significantly impacts cutting force and power consumption, with a close relationship between wear, temperature, and force. The lowest cutting force is noted under MQL conditions at specific cutting parameters. Dry conditions result in increased temperature, affecting the tool, chip shape, and chip removal rate, leading to poor surface roughness on the workpiece. Surface roughness is crucial in turning AISI 52100 for product functionality. MQL-assisted machining provides ideal conditions, with lower tool-tip temperatures compared to those of dry machining. Chip shape evaluation is essential, as snarled chips in dry cutting hinder heat removal, causing temperature rise and poor machining. In contrast, MQL use at low cutting parameters yields lower surface roughness and longer chips due to lubrication facilitating chip sliding from the cutting zone [14].
Machining with the MQL system, however, does have certain limitations, despite its advantages. A review of MQL by [50] listed out four main challenges of MQL machining, which are incompetent cooling capability, limitations in machining hard-to-cut material, ineffective chip disposals, and limitations in the optimization of machining parameters. MQL machining performance is very much dependent on the ability of the fluid to penetrate deep into the cutting zone and provide lubrication [55]. It is also very sensitive to the MQL parameters, which include the nozzle angle and distance, air pressure, and flow rate [8]. An optimal MQL arrangement will produce a smaller droplet of mist with good penetrability into the tool–chip interfaces [56]. MQL’s lubrication capability is also hindered by its poor cooling performance, especially for hardened materials [53]. At high cutting speeds, the MQL protective layer loses its effectiveness in lubricating the tool–chip interface. Additionally, the chip’s plastic deformation at high cutting speeds hinders the oil mist from reaching the cutting zones. When lubrication becomes less efficient at elevated cutting speeds, the temperature at the tool edge increases. In specific cutting scenarios where the oxide layer is absent, MQL proves less effective in comparison to dry or wet machining [57].
To undertake these challenges, advancement in the MQL system is required. MQL machining with nanofluid has been widely studied in recent years [50]. Nanofluid is a heat transfer fluid that can provide efficient heat transfer in comparison to conventional cutting. Previous studies comparing MQL with nanofluid show a reduction in tool wear of up to 22% compared to dry cutting [37]. However, qualitative estimation studies show that machining with nanofluid is really costly compared to dry and conventional MQL systems and is not economically viable for large production [47]. Another advancement in MQL is associated with restructuring the system, including new nozzle designs, custom MQL systems with pulse jets, and hybrid MQL in combination with other cooling techniques [50,53]. However, higher initial costs, complex control of the system, and maintenance problems may hinder its progress.
The parameters influencing spray formation play a crucial role in determining the ability of spray-formed droplets to reach and effectively cover the targeted area. Investigating potential modifications to these parameters can offer a solution to enhance the efficiency of cooling and lubrication in the cutting zone during machining. This is particularly vital for hard materials, where the machining process necessitates effective cooling and lubrication methods to minimize tool wear or enhance the quality of the machined surface. Previous research indicates that any adjustments to air or oil flow rates, which contribute to aerosol formation in the MQL technique during cutting, can either increase or decrease the penetration of droplets into the cutting zone, thereby significantly impacting machining outcomes [58]. Examining spray features in MQL, such as droplet size and jet velocity, is essential for a thorough understanding of the influence of MQL parameters. This study holds importance given the scarcity of the scientific literature that delves into the effects of MQL parameters on flow characteristics across diverse oils and pressures [59]. Cutting performance can also be enhanced by improving and optimizing the machining parameters (cutting speed, feed, and depth of cut) in combination with MQL parameters (nozzle distance, approach angle, air pressure, and flow rate), instead of focusing on either one parameter.
In lieu of AISI 4340 steel, there have been multiple studies conducted utilizing the MQL system. Table 3 shows an overview of previous MQL system studies for AISI 4340 steel in turning operations. The MQL parameter ranges from 5 to 300 mL/h, with air pressure up to 6 bar. The fluid type used consists of mineral oil, soluble fluids, and vegetable oil. In recent years, nanofluids consisting of nanoparticles have also been introduced in MQL studies. Overall, these studies observed that MQL offers superior cutting performance compared to wet and dry cutting. MQL, due to its fluid penetrability at the tool–chip interface, allows for reductions in friction, cutting forces, and cutting temperature that result in longer tool life [27,31,37,48]. MQL also resulted in smoother and better surface quality with a helical-shaped chip indicating reduced friction and temperature along with efficient chip extraction [46,60].
Table 3.
Previous studies on MQL system application for AISI 4340 steel in turning operation.
Despite numerous studies focusing on MQL application in the turning of hard materials, there remains a lack of consensus regarding the cooling and lubricating properties of MQL systems. While MQL has proven effective in machining to enhance tool wear and longevity, its effectiveness can vary significantly depending on factors such as the material being machined, the type of machining operation, and various MQL parameters, including flow rate, compressed air pressure, lubricant type, and delivery method [51]. Moreover, there is a scarcity of research specifically addressing the application of MQL for AISI 4340 in high-speed turning operations. There exists considerable potential for the further exploration and improvement of MQL systems to optimize cutting speeds and tool life for this particular material.
4. Research Gap Analysis and Future Recommendation
Extensive research has been conducted on machining AISI 4340 steels; however, further exploration in high-speed turning is critically needed. Detailed investigations into cutting parameters and tool selection, which significantly influence machining outcomes, are essential. These areas require deeper exploration to optimize processes and enhance machining efficiency and quality for AISI 4340 steel, thereby facilitating advancements in high-speed turning.
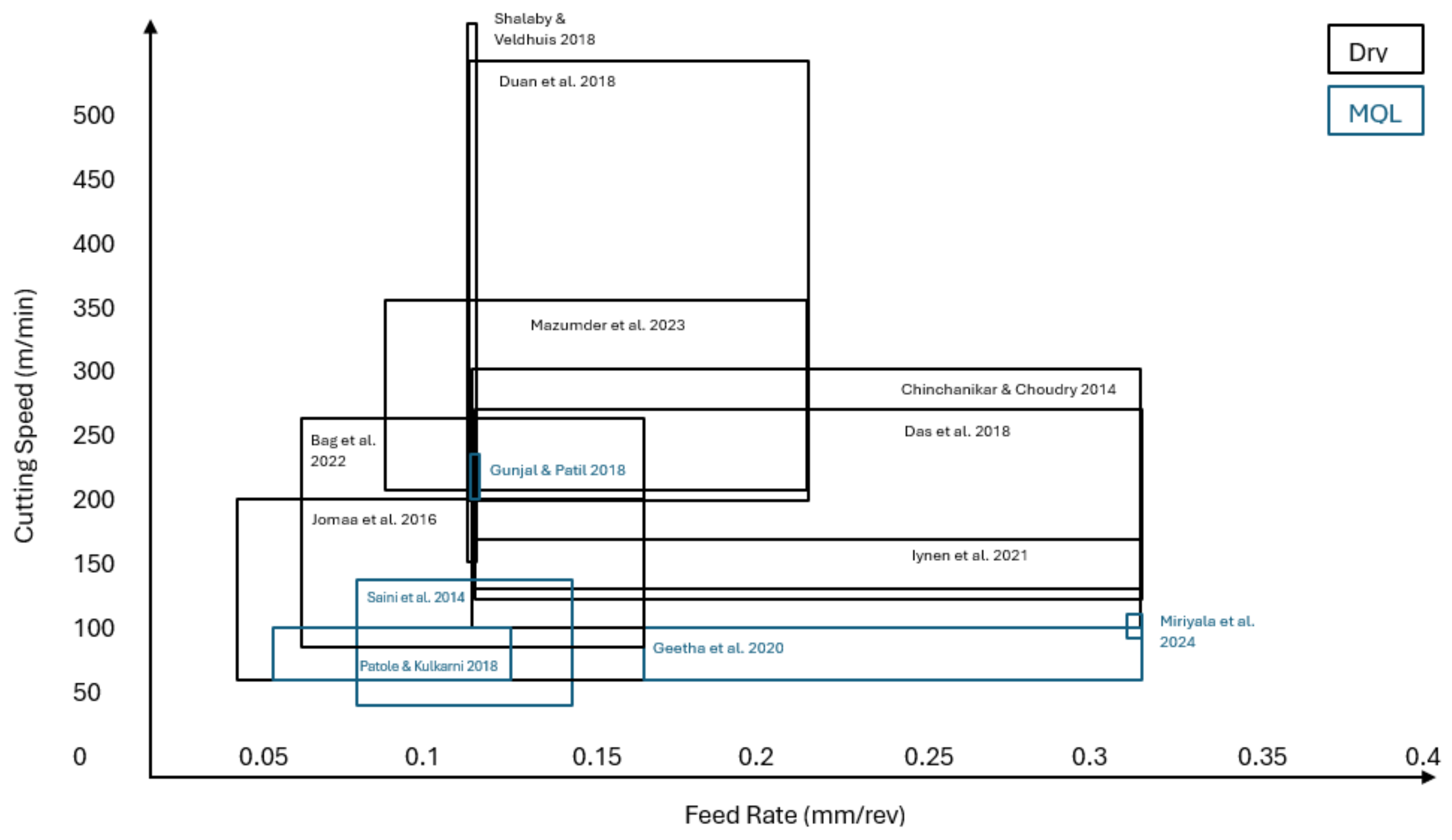
Improvements in MQL system design and parameters are crucial for addressing these challenges, particularly in machining hard materials. While MQL has proven effective in enhancing tool wear resistance and longevity, its performance can vary due to factors such as material properties, machining operations, and specific MQL parameters. Moreover, there is a notable research gap regarding the application of MQL specifically for AISI 4340 steel in high-speed turning operations. Figure 3 presents a graphical representation of the data from previous studies on AISI 4340 steel under dry and MQL conditions, as taken from Table 2 and Table 3. Cutting speed and feed rate are chosen as the basis for comparison since both are the most varied parameters in previous studies.
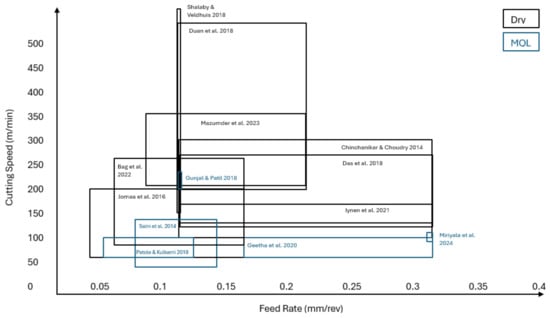
Figure 3.
Previous studies on the turning process of AISI 4340 steel under dry and MQL conditions [9,21,28,29,31,32,34,35,36,37,38,41,62].
Based on Figure 3, it is shown that researchers mostly focus on cutting parameters in the range of 50–350 m/min and 0.05–0.3 mm/rev for the cutting speed and feed rate, respectively. A very high cutting speed of up to more than 500 m/min is observable; however, it includes using highly advanced tool materials such as alumina ceramic and PCBN, which are known to be costly [21,34]. In particular for MQL, researchers are restricted to the lower region of cutting speed only, with a maximum speed of up to 250 m/min, as conducted by [35]. This is due to the penetrability effect of the MQL droplet. According to [53], at high cutting speeds, the MQL protective layer loses its effectiveness in lubricating the tool–chip interface. Additionally, the chip’s plastic deformation at high cutting speeds hinders the oil mist from reaching the cutting zones. When lubrication becomes less efficient at elevated cutting speeds, the temperature at the tool edge increases.
It is worth noting that there is a gap in the existing research concerning certain cutting parameters that merits further investigation. Specifically, as illustrated in Figure 3, there is a lack of studies addressing cutting speeds in the range of 300–400 m/min with lower feed rates of 0.05 to 0.1 mm/rev; under both dry and MQL conditions. Exploring the machinability of AISI 4340 steel within this high-speed range and comparing the effects of dry versus lubricated cutting could provide valuable insights. Additionally, optimizing cutting parameters and MQL lubrication presents an opportunity to enhance the longevity of standard cutting tools, such as carbide, which are more cost-effective and sustainable for machining hard materials like AISI 4340.
While extensive research has been conducted on machining AISI 4340 steels, there remains a critical need for further exploration in high-speed turning. This includes detailed investigations into cutting parameters and tool selection, both of which exert significant influence on machining outcomes. These areas warrant deeper investigation to optimize processes and enhance machining efficiency and quality for AISI 4340 steel, ensuring that advancements in high-speed turning can be effectively realized.
Improvements in MQL system design and parameters are essential for overcoming these challenges, especially when machining hard materials. While MQL has demonstrated its effectiveness in enhancing tool wear resistance and longevity, its performance can be variable due to factors such as material properties, machining operations, and specific MQL parameters. Moreover, there is a notable gap in research dedicated to exploring the application of MQL specifically for AISI 4340 steel in high-speed turning operations. This presents a significant opportunity for further investigation and refinement of MQL systems to optimize cutting speeds and extend tool life for this particular material.
5. Conclusions
The application of a sustainable cooling method, namely minimum quantity lubrication (MQL), in the high-speed turning of AISI 4340 steel is examined. Three research databases are utilized to compile relevant publications spanning a maximum of the past 10 years. Analysis of the previous work conducted for research trends in high-speed turning and the implementation of MQL systems reveals the following:
- Hard part turning, typically applied to materials with a hardness exceeding 45 HRC, provides several benefits, including improved accuracy and tighter tolerances compared to traditional grinding methods. High-speed machining (HSM) in hard part turning involves cutting speeds several times faster than those of conventional machining. This accelerated speed increases localized overheating, which can lead to thermal softening of the workpieces and shorten tool life.
- High-speed machining introduces challenges such as elevated temperatures, stress concentration, and accelerated wear on cutting tools, which underscore the need for advanced tool materials. Careful selection of cutting parameters is essential to achieving high-quality parts while effectively managing heat generation. This approach helps prevent damage to the workpiece surface integrity and minimizes tool wear, ensuring consistent and reliable machining performance.
- Minimum quantity lubrication (MQL) is an emerging cooling technique in machining where a small amount of lubricant is atomized in compressed airflow to create a mist directed at the cutting zone. Its advantage lies in the micron-sized mist particles that quickly penetrate hot zones due to their small droplet size. This aids in efficient chip disposal and offers long-term sustainability with minimal maintenance. MQL effectively removes heat through fluid vaporization, pressurized air spray, and fluid droplets as lubricants, making it a promising alternative to dry machining for high-speed turning of hardened steel.
- Despite its advantages, minimum quantity lubrication (MQL) encounters challenges such as insufficient cooling capacity, constraints in machining hard materials, and issues with chip disposal efficiency. The effectiveness of MQL is heavily dependent on fluid penetration and lubrication effectiveness, which are influenced by factors such as nozzle angle and air pressure. Innovations like MQL using nanofluids demonstrate potential for reducing tool wear; however, cost considerations currently restrict widespread adoption.
Author Contributions
H.A.R.: methodology, investigation, data curation, writing—original draft. N.J.: methodology, funding acquisition, writing—review and editing. J.A.G.: methodology, investigation, data curation, writing—review and editing, supervision. M.R.M.R.: supervision, writing—review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
The authors extend their appreciation to Prince Sattam bin Abdulaziz University for funding this research work through the project number (PSAU/2024/01/29747).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All the data/references are provided in the manuscript.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Ademuyiwa, F.; Afolalu, S.A.; Yusuf, O.O.; Emetere, M.E. Influence of Cutting Fluid and Parameters on Machining and Cooling Techniques in Recent Technology. In Advanced Manufacturing in Biological, Petroleum, and Nanotechnology Processing; Ayeni, A.O., Oladokun, O., Orodu, O.D., Eds.; Springer: Cham, Switzerland, 2022; pp. 55–73. [Google Scholar] [CrossRef]
- Pritima, D.; Veerappan, G.; Azaath, L.M.; Ravichandran, M. Investigation and Finite Element Simulation on the MRR and Tool Wear of Aluminium Silicon Alloy during Turning Process. Surf. Topogr. Metrol. Prop. 2022, 10, 025027. [Google Scholar] [CrossRef]
- Trent, E.; Wright, P. Metal Cutting, 4th ed.; Butterworth–Heinemann: Oxford, UK, 2000; ISBN 075067069X. [Google Scholar]
- Ghani, J.A.; Natasha, A.R.; Che Hassan, C.H.; Syarif, J. TRIZ Approach for Machining Process Innovation in Cryogenic Environment. Int. J. Mater. Prod. Technol. 2016, 53, 286–297. [Google Scholar] [CrossRef]
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat Generation and Temperature Prediction in Metal Cutting: A Review and Implications for High Speed Machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- Kazeem, R.A.; Fadare, D.A.; Ikumapayi, O.M.; Adediran, A.A.; Aliyu, S.J.; Akinlabi, S.A.; Jen, T.C.; Akinlabi, E.T. Advances in the Application of Vegetable-Oil-Based Cutting Fluids to Sustainable Machining Operations—A Review. Lubricants 2022, 10, 69. [Google Scholar] [CrossRef]
- Natasha, A.R.; Ghani, J.A.; Che Haron, C.H.; Syarif, J.; Musfirah, A.H. Temperature at the Tool-Chip Interface in Cryogenic and Dry Turning of AISI 4340 Using Carbide Tool. Int. J. Simul. Model. 2016, 15, 201–212. [Google Scholar] [CrossRef]
- Pervaiz, S.; Kannan, S.; Kishawy, H.A. An Extensive Review of the Water Consumption and Cutting Fluid Based Sustainability Concerns in the Metal Cutting Sector. J. Clean. Prod. 2018, 197, 134–153. [Google Scholar] [CrossRef]
- Mazumder, S.; Ghosh, K.; Singh, B.K.; Chakraborty, S.S.; Mandal, N. Experimental and Finite Element Analyses for High-Speed Machining of AISI 4340 Steel with ZTA Insert. J. Inst. Eng. Ser. C 2023, 104, 261–270. [Google Scholar] [CrossRef]
- Parimala, N.; Mahendra, G.; Vamsi Krishna, P. Modelling and Simulation of Nanofluids to Study Cooling and Lubrication Effect. Mater. Today Proc. 2019, 22, 2941–2949. [Google Scholar] [CrossRef]
- Gowthaman, B.; Boopathy, S.R.; Kanagaraju, T. Effect of LN2and CO2 Coolants in Hard Turning of AISI 4340 Steel Using Tungsten Carbide Tool. Surf. Topogr. Metrol. Prop. 2022, 10, 015032. [Google Scholar] [CrossRef]
- Agrawal, S.; Joshi, S.S. Analytical Modelling of Residual Stresses in Orthogonal Machining of AISI4340 Steel. J. Manuf. Process. 2013, 15, 167–179. [Google Scholar] [CrossRef]
- Abbas, A.T.; El Rayes, M.M.; Luqman, M.; Naeim, N.; Hegab, H.; Elkaseer, A. On the Assessment of Surface Quality and Productivity Aspects in Precision Hard Turning of AISI 4340 Steel Alloy: Relative Performance of Wiper vs. Conventional Inserts. Materials 2020, 13, 2036. [Google Scholar] [CrossRef] [PubMed]
- Jouini, N.; Revel, P.; Thoquenne, G. Influence of surface integrity on fatigue life of bearing rings finished by precision hard turning and grinding. J. Manuf. Process. 2020, 57, 444–451. [Google Scholar] [CrossRef]
- Roy, S.; Kumar, R.; Das, R.K.; Sahoo, A.K. A Comprehensive Review on Machinability Aspects in Hard Turning of AISI 4340 Steel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 390, 012009. [Google Scholar] [CrossRef]
- Kumar, S.A.; Yoganath, V.G.; Krishna, P. Machinability of Hardened Alloy Steel Using Cryogenic Machining. Mater. Today Proc. 2018, 5, 8159–8167. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Iqbal, A. A Sustainability Comparison between Conventional and High-Speed Machining. J. Clean. Prod. 2015, 108, 192–206. [Google Scholar] [CrossRef]
- Muhamad, S.S.; Ghani, J.A.; Haron, C.H.C.; Yazid, H. Cryogenic Milling and Formation of Nanostructured Machined Surface of AISI 4340. Nanotechnol. Rev. 2020, 9, 1104–1117. [Google Scholar] [CrossRef]
- Jiang, L.; Wang, D. Finite-Element-Analysis of the Effect of Different Wiper Tool Edge Geometries during the Hard Turning of AISI 4340 Steel. Simul. Model. Pract. Theory 2019, 94, 250–263. [Google Scholar] [CrossRef]
- Qian, L.; Hossan, M.R. Effect on Cutting Force in Turning Hardened Tool Steels with Cubic Boron Nitride Inserts. J. Mater. Process. Technol. 2007, 191, 274–278. [Google Scholar] [CrossRef]
- Shalaby, M.; Veldhuis, S. New Observations on High-Speed Machining of Hardened Aisi 4340 Steel Using Alumina-Based Ceramic Tools. J. Manuf. Mater. Process. 2018, 2, 27. [Google Scholar] [CrossRef]
- Sulaiman, S.; Roshan, A.; Ariffin, M.K.A. Finite Element Modelling of the Effect of Tool Rake Angle on Tool Temperature and Cutting Force during High Speed Machining of AISI 4340 Steel. IOP Conf. Ser. Mater. Sci. Eng. 2013, 50, 012040. [Google Scholar] [CrossRef]
- Jain, A.; Bajpai, V. Introduction to High-Speed Machining (HSM). In High-Speed Machining; Academic Press: Cambridge, MA, USA, 2020; pp. 1–25. [Google Scholar] [CrossRef]
- Sun, X.; Yao, P.; Qu, S.; Yu, S.; Zhang, X.; Wang, W.; Huang, C.; Chu, D. Material Properties and Machining Characteristics under High Strain Rate in Ultra-Precision and Ultra-High-Speed Machining Process: A Review; Springer: London, UK, 2022; Volume 120, ISBN 0123456789. [Google Scholar]
- Liew, P.J.; Shaaroni, A.; Sidik, N.A.C.; Yan, J. An Overview of Current Status of Cutting Fluids and Cooling Techniques of Turning Hard Steel. Int. J. Heat Mass Transf. 2017, 114, 380–394. [Google Scholar] [CrossRef]
- Das, S.R.; Kumar, A.; Dhupal, D.; Mohapatra, S.K. Optimization of Surface Roughness in Hard Turning of AISI 4340 Steel Using Coated Carbide Inserts. Int. J. Inf. Comput. Technol. 2013, 3, 871–880. [Google Scholar]
- Naigade, D.M.; Patil, D.H.; Sadaiah, M. Some Investigations in Hard Turning of AISI 4340 Alloy Steel in Different Cutting Environments by CBN Insert. Int. J. Mach. Mach. Mater. 2013, 14, 165–173. [Google Scholar] [CrossRef]
- Das, S.R.; Nayak, R.P.; Dhupal, D.; Kumar, A. Surface Roughness, Machining Force and Flank Wear in Turning of Hardened AISI 4340 Steel with Coated Carbide Insert: Cutting Parameters Effects. Int. J. Automot. Eng. 2014, 4, 758–768. [Google Scholar]
- Chinchanikar, S.; Choudhury, S.K. Evaluation of Chip-Tool Interface Temperature: Effect of Tool Coating and Cutting Parameters during Turning Hardened AISI 4340 Steel. Procedia Mater. Sci. 2014, 6, 996–1005. [Google Scholar] [CrossRef]
- Pal, A.; Choudhury, S.K.; Chinchanikar, S. Machinability Assessment through Experimental Investigation during Hard and Soft Turning of Hardened Steel. Procedia Mater. Sci. 2014, 6, 80–91. [Google Scholar] [CrossRef]
- Saini, A.; Dhiman, S.; Sharma, R.; Setia, S. Experimental Estimation and Optimization of Process Parameters under Minimum Quantity Lubrication and Dry Turning of AISI-4340 with Different Carbide Inserts. J. Mech. Sci. Technol. 2014, 28, 2307–2318. [Google Scholar] [CrossRef]
- Jomaa, W.; Songmene, V.; Bocher, P. An Investigation of Machining-Induced Residual Stresses and Microstructure of Induction-Hardened AISI 4340 Steel. Mater. Manuf. Process. 2016, 31, 838–844. [Google Scholar] [CrossRef]
- Ranjan Das, S.; Panda, A.; Dhupal, D. Hard Turning of AISI 4340 Steel Using Coated Carbide Insert: Surface Roughness, Tool Wear, Chip Morphology and Cost Estimation. Mater. Today Proc. 2018, 5, 6560–6569. [Google Scholar] [CrossRef]
- Duan, C.; Zhang, F.; Sun, W.; Xu, X.; Wang, M. White Layer Formation Mechanism in Dry Turning Hardened Steel. J. Adv. Mech. Des. Syst. Manuf. 2018, 12, JAMDSM0044. [Google Scholar] [CrossRef]
- Gunjal, S.U.; Patil, N.G. Experimental Investigations into Turning of Hardened AISI 4340 Steel Using Vegetable Based Cutting Fluids under Minimum Quantity Lubrication. Procedia Manuf. 2018, 20, 18–23. [Google Scholar] [CrossRef]
- Patole, P.B.; Kulkarni, V.V. Prediction of Surface Roughness and Cutting Force under MQL Turning of AISI 4340 with Nano Fluid by Using Response Surface Methodology. Manuf. Rev. 2018, 5, 12. [Google Scholar] [CrossRef]
- Tanmai Sai Geetha, C.H.; Dash, A.K.; Kavya, B.; Amrita, M. Analysis of Hybrid Nanofluids in Machining AISI 4340 Using Minimum Quantity Lubrication. Mater. Today Proc. 2020, 43, 579–586. [Google Scholar] [CrossRef]
- Bag, R.; Panda, A.; Sahoo, A.K.; Kumar, R. Sustainable High-Speed Hard Machining of AISI 4340 Steel Under Dry. Arab. J. Sci. Eng. 2022, 48, 3073–3096. [Google Scholar] [CrossRef]
- Wagri, N.K.; Jain, N.K.; Petare, A.; Das, S.R.; Tharwan, M.Y.; Alansari, A.; Alqahtani, B.; Fattouh, M.; Elsheikh, A. Investigation on the Performance of Coated Carbide Tool during Dry Turning of AISI 4340 Alloy Steel. Materials 2023, 16, 668. [Google Scholar] [CrossRef] [PubMed]
- Krishnakumar, P.; Prakash Marimuthu, K.; Rameshkumar, K.; Ramachandran, K.I. Finite Element Simulation of Effect of Residual Stresses during Orthogonal Machining Using ALE Approach. Int. J. Mach. Mach. Mater. 2013, 14, 213–229. [Google Scholar] [CrossRef]
- Iynen, O.; Ekşi, A.K.; Özdemir, M.; Akylldlz, H.K. Experimental and Numerical Investigation of Cutting Forces during Turning of Cylindrical AISI 4340 Steel Specimens. Mater. Test. 2021, 63, 402–410. [Google Scholar] [CrossRef]
- Wu, S.; Wang, D.; Zhang, J.; Nadykto, A.B. Study on the Formation Mechanism of Cutting Dead Metal Zone for Turning AISI4340 with Different Chamfering Tools. Micromachines 2022, 13, 1156. [Google Scholar] [CrossRef] [PubMed]
- Dhananchezian, M. A Comparative Study of Dry Turning Performance of 4340 Alloy Steel with As-Received and Cryogenically Treated Coated Cermet Cutting Tools. Int. J. Automot. Mech. Eng. 2024, 21, 11302–11315. [Google Scholar] [CrossRef]
- Duan, C.; Cai, Y.; Li, Y.; Wang, M. A Method for Fe Simulation of Serrated Chip Formation during High Speed Machining Hardened Steel. In Proceedings of the 2008 IEEE International Conference on Industrial Engineering and Engineering Management IEEM 2008, Singapore, 8–11 December 2008; pp. 1408–1412. [Google Scholar] [CrossRef]
- Bag, R.; Panda, A.; Sahoo, A.K.; Kumar, R. A Comprehensive Review on AISI 4340 Hardened Steel: Emphasis on Industry Implemented Machining Settings, Implications, and Statistical Analysis. Int. J. Integr. Eng. 2020, 12, 61–82. [Google Scholar] [CrossRef]
- Das, R.K.; Sahoo, A.K.; Mishra, P.C.; Kumar, R.; Panda, A. Comparative Machinability Performance of Heat Treated 4340 Steel under Dry and Minimum Quantity Lubrication Surroundings. Procedia Manuf. 2018, 20, 377–385. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Sohrabpoor, H.; Khanghah, S.P.; Teimouri, R. Investigation of Lubricant Condition and Machining Parameters While Turning of AISI 4340. Int. J. Adv. Manuf. Technol. 2014, 76, 2099–2116. [Google Scholar] [CrossRef]
- Singh, R. Minimum Quantity Lubrication Turning of Hard to Cut Materials—A Review. Mater. Today Proc. 2020, 37, 3601–3605. [Google Scholar] [CrossRef]
- Hamran, N.N.N.; Ghani, J.A.; Ramli, R.; Haron, C.H.C. A Review on Recent Development of Minimum Quantity Lubrication for Sustainable Machining. J. Clean. Prod. 2020, 268, 122165. [Google Scholar] [CrossRef]
- Boswell, B.; Islam, M.N.; Davies, I.J.; Ginting, Y.R.; Ong, A.K. A Review Identifying the Effectiveness of Minimum Quantity Lubrication (MQL) during Conventional Machining. Int. J. Adv. Manuf. Technol. 2017, 92, 321–340. [Google Scholar] [CrossRef]
- Urmi, W.T.; Rahman, M.M.; Safiei, W.; Kadirgama, K.; Maleque, M.A. Effects of Minimum Quantity Lubrication Technique in Different Machining Processes—A Comprehensive Review. J. Adv. Res. Fluid Mech. Therm. Sci. 2022, 90, 135–159. [Google Scholar] [CrossRef]
- Sultana, N.; Dhar, N.R. A Critical Review on the Progress of MQL in Machining Hardened Steels. Adv. Mater. Process. Technol. 2022, 8, 3834–3858. [Google Scholar] [CrossRef]
- Walker, T. A Guide to Machining with Minimum Quantity Lubrication; UNIST, Inc.: Grand Rapids, MI, USA, 2013. [Google Scholar]
- Zulkifli, Z.; Halim, N.H.A.; Solihin, Z.H.; Saedon, J.; Ahmad, A.A.; Abdullah, A.H.; Raof, N.A.; Hadi, M.A. The Analysis of Grid Independence Study in Continuous Disperse of MQL Delivery System. J. Mech. Eng. Sci. 2023, 17, 9586–9596. [Google Scholar] [CrossRef]
- Yan, L.; Luo, K.; Jiang, T.; Xie, H.; Li, Y.; Xiang, Z.; Jiang, F. Parameter Optimization of the MQL Nozzle by the Computational Fluid Dynamics. Int. J. Adv. Manuf. Technol. 2023, 131, 4797–4810. [Google Scholar] [CrossRef]
- Ahmad, A.A.; Ghani, J.A.; Haron, C.H.C. Green Lubrication Technique for Sustainable Machining of AISI 4340 Alloy Steel. J. Tribol. 2021, 28, 1–19. [Google Scholar]
- Maruda, R.W.; Szczotkarz, N.; Wojciechowski, S.; Gawlik, J.; Królczyk, G.M. Metrological Relations between the Spray Atomization Parameters of a Cutting Fluid and Formation of a Surface Topography and Cutting Force. Measurement 2023, 219, 113255. [Google Scholar] [CrossRef]
- Jadhav, P.A.; Deivanathan, R. Numerical and Experimental Investigation of the Droplet Size for MQL Aerosol under Different Operating Parameters with Flow Visualization. Eng. Res. Express 2023, 5, 035069. [Google Scholar] [CrossRef]
- Gunjal, S.U.; Sanap, S.B.; Patil, N.G. Role of Cutting Fluids under Minimum Quantity Lubrication: An Experimental Investigation of Chip Thickness. Mater. Today Proc. 2019, 28, 1101–1105. [Google Scholar] [CrossRef]
- Patole, P.B.; Kulkarni, V.V. Optimization of Process Parameters Based on Surface Roughness and Cutting Force in MQL Turning of AISI 4340 Using Nano Fluid. Mater. Today Proc. 2018, 5, 104–112. [Google Scholar] [CrossRef]
- Miriyala, V.B.R.; Patil, B.T.; Shaikh, V.A.; Sudhakar, D.S.S.; Deshmukh, S. Investigations of Surface Roughness and Temperatures in Vegetable Oil-Based n-MQL Turning of AISI 4340 Steel. J. Eng. Proj. Prod. Manag. 2024, 14, 0003. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).