
Effect of Bushing Structure on Mechanical Properties and Failure Mechanism of CFRP Laminated Titanium Nail Riveting


Abstract
1. Introduction
2. Materials and Methods
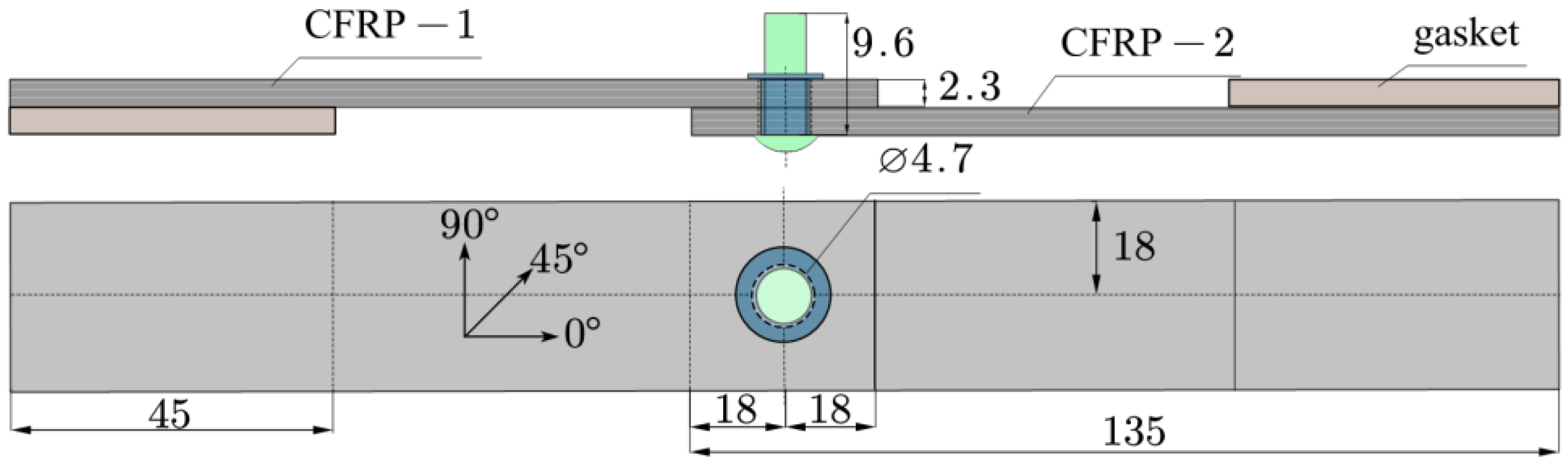
2.1. Specimen Preparation
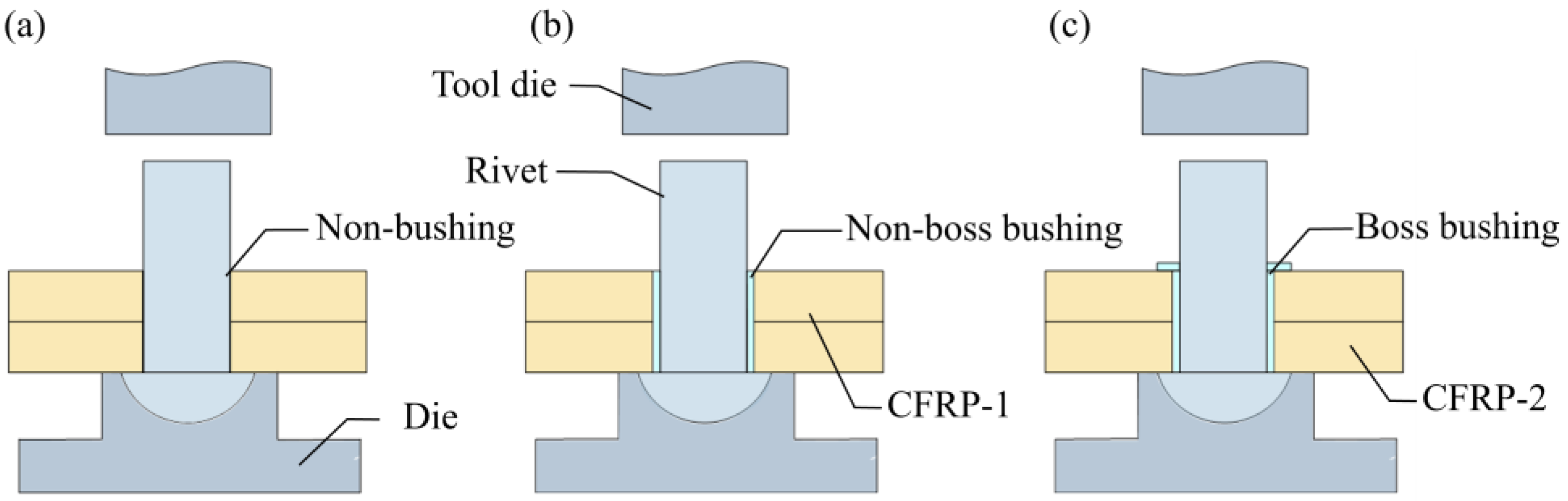
2.2. Riveting Test Scheme
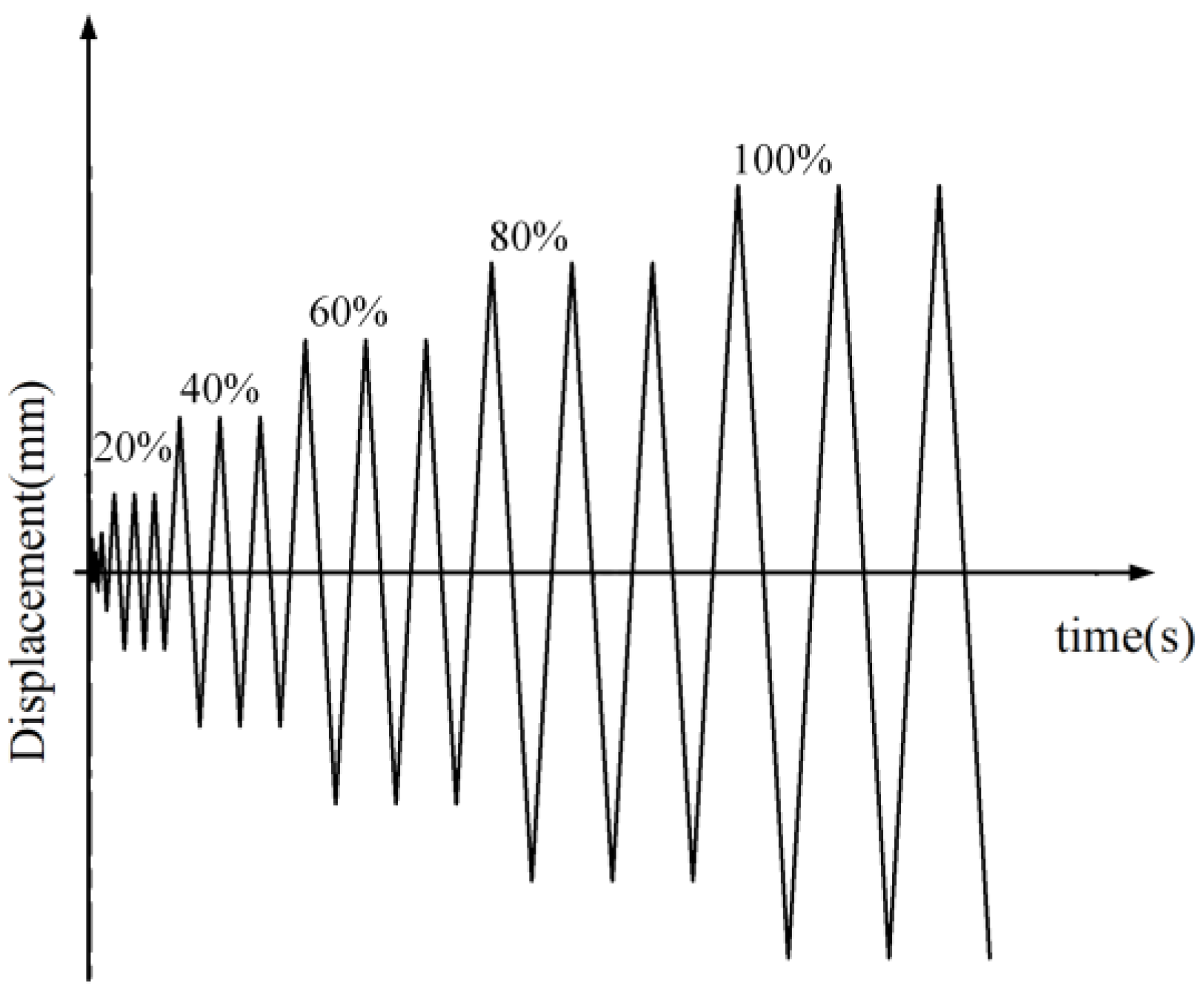
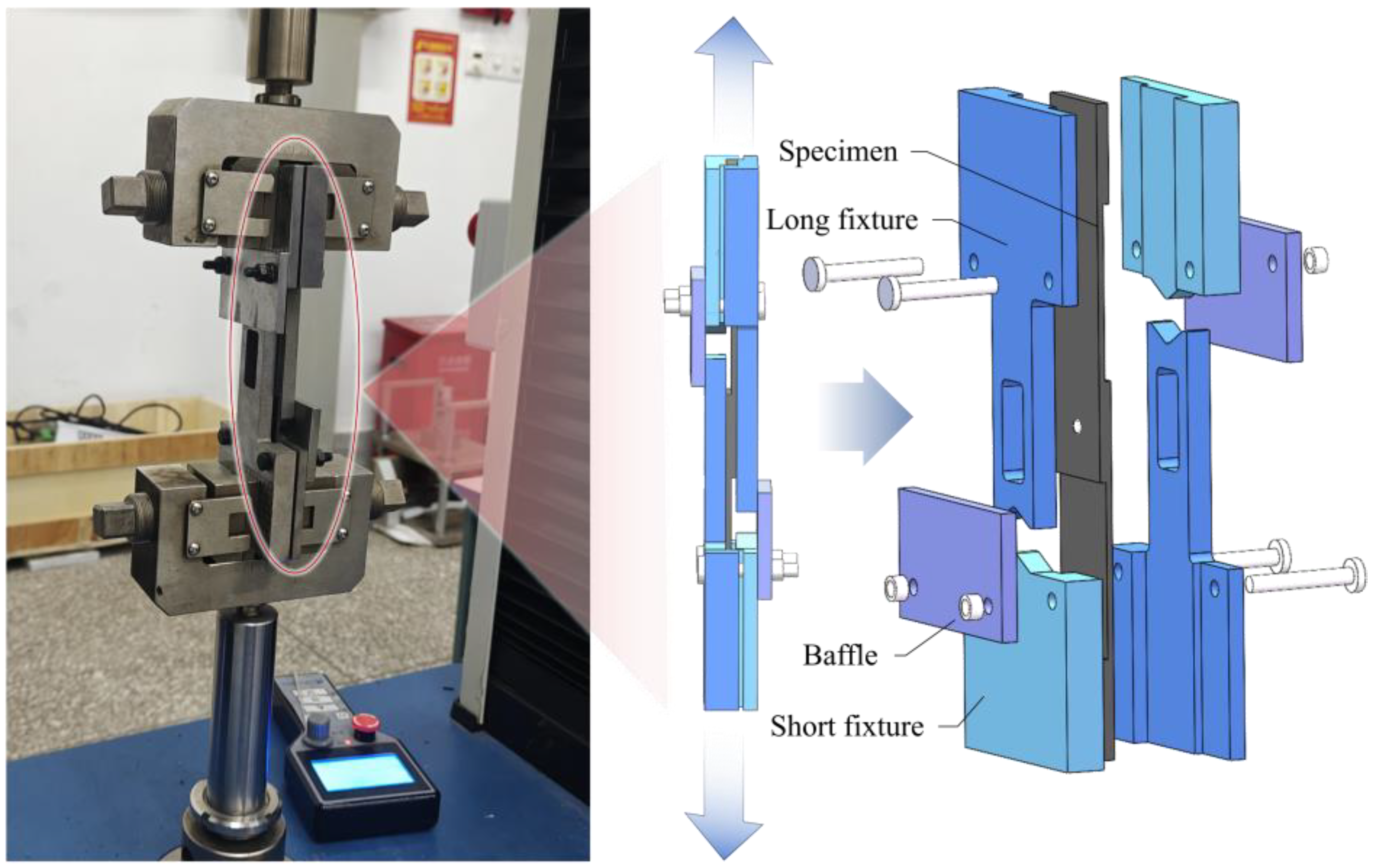
2.3. Mechanical Property Test (Static Tensile Test, Hysteretic Test)
3. Stress Analysis around CFRP Hole
3.1. Establishment of a Riveting Model for CFRP
3.2. Failure Criteria for CFRP Laminates
3.2.1. CFRP Constitutive Model
3.2.2. Failure Criteria
3.2.3. Damage Evolution Law of CFRP Failure Criteria
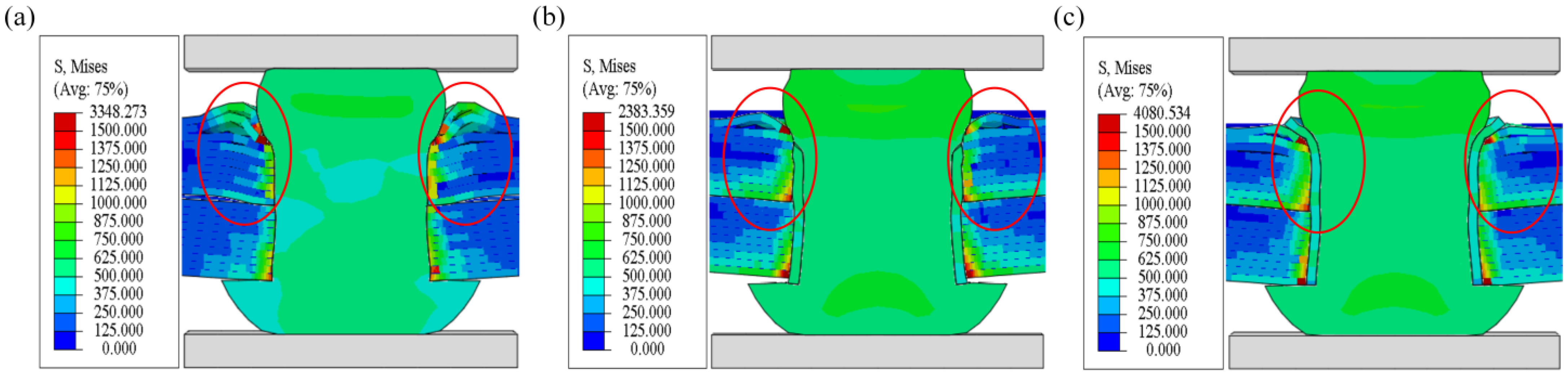
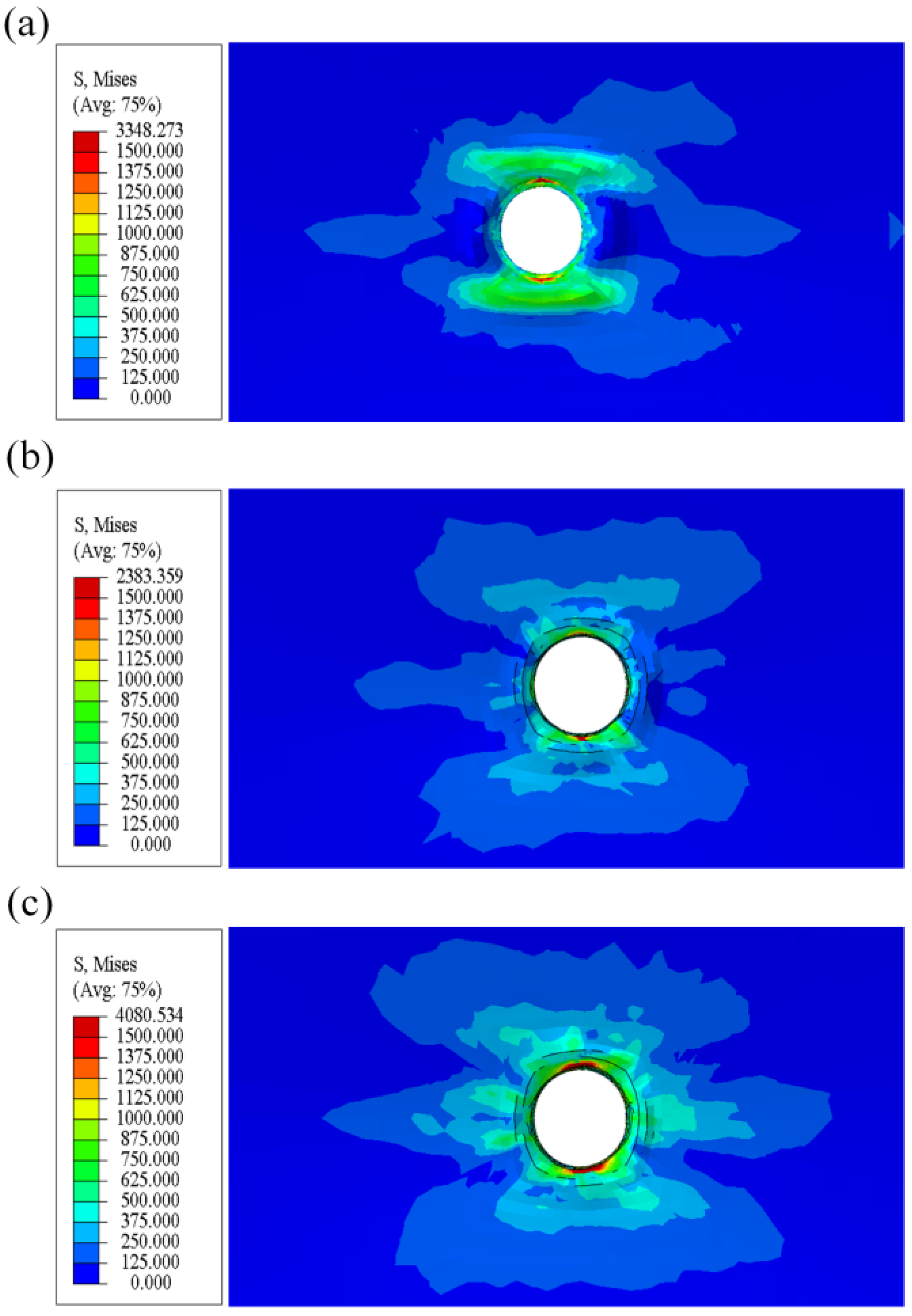
3.3. Riveting Simulation Results
4. Static Tensile Test Results and Analysis
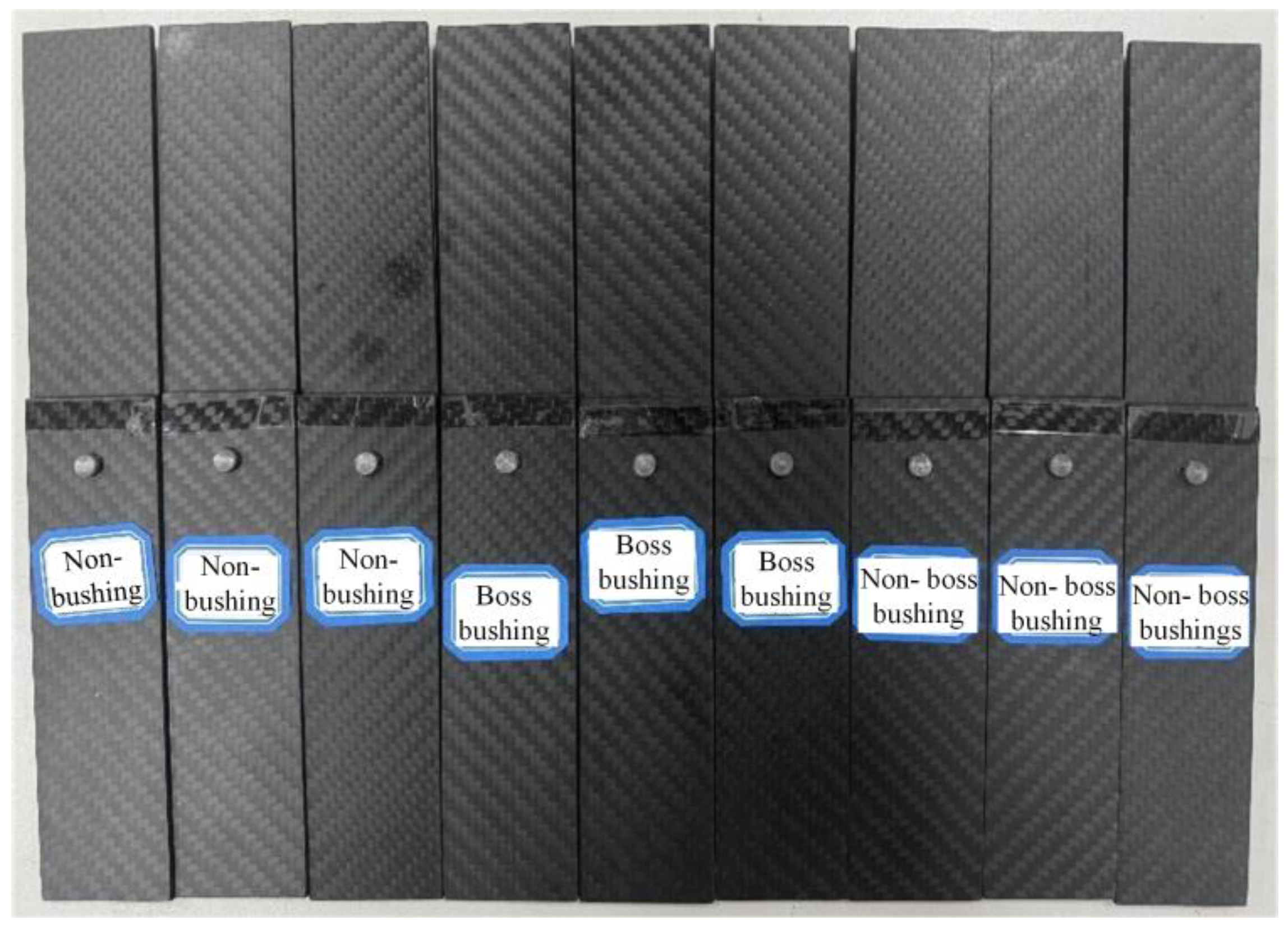
4.1. Riveting Test
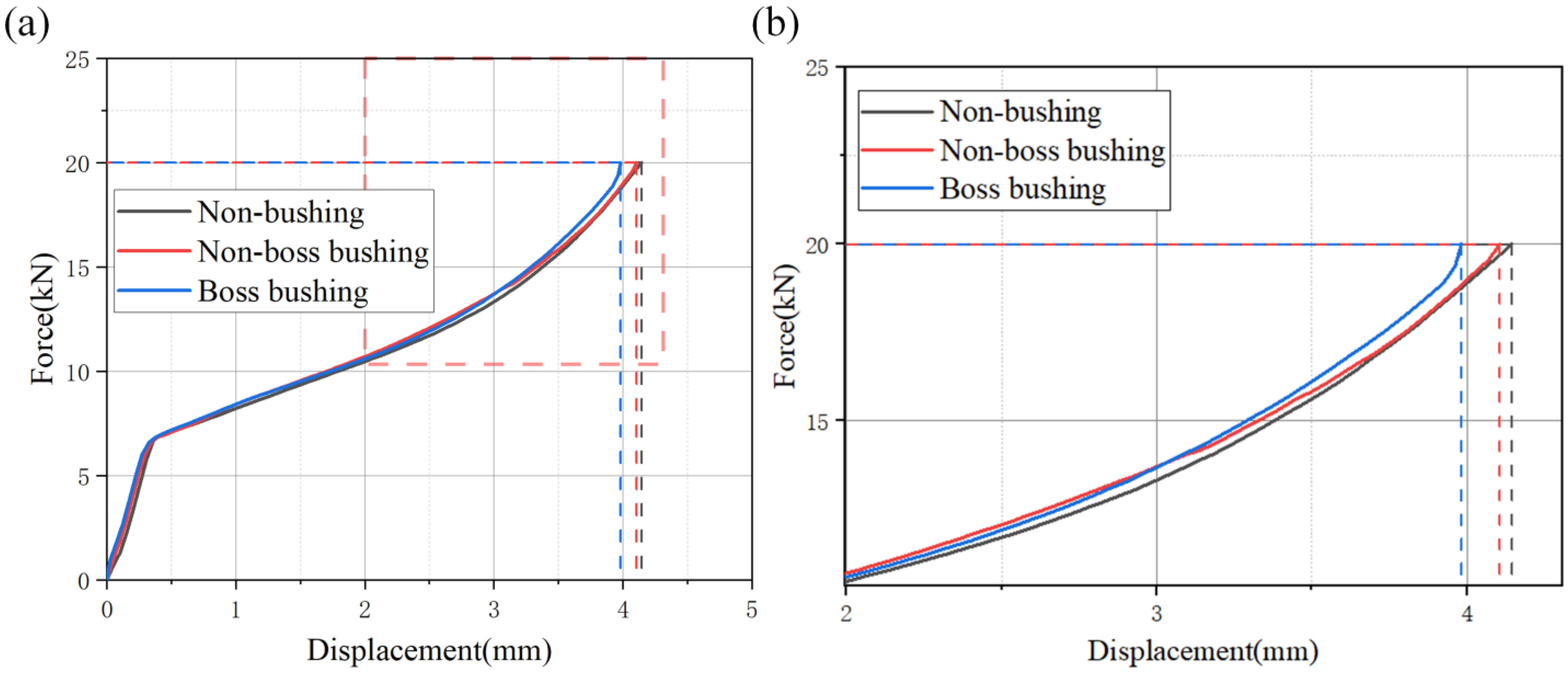
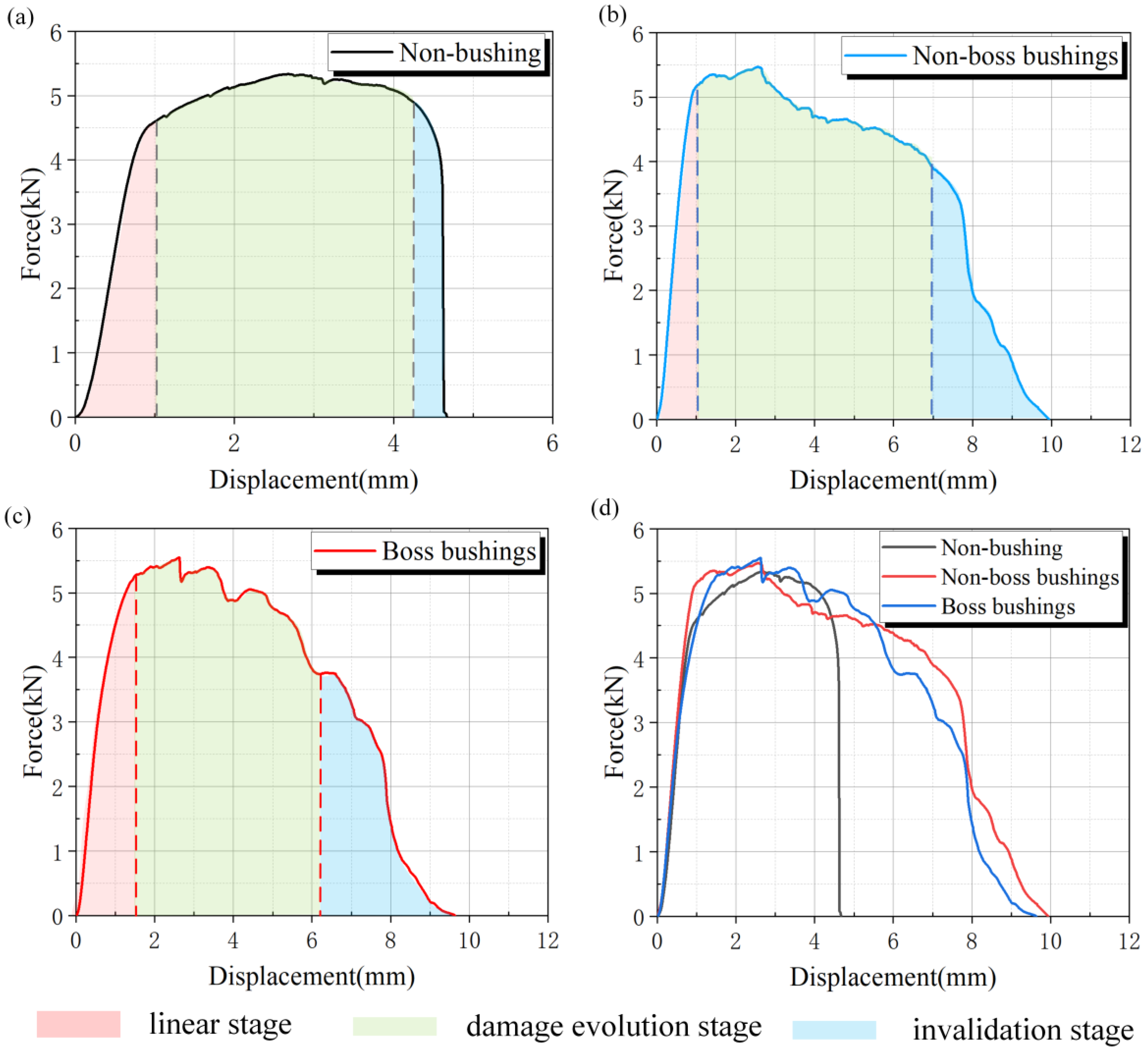
4.2. Load-Displacement Response Analysis
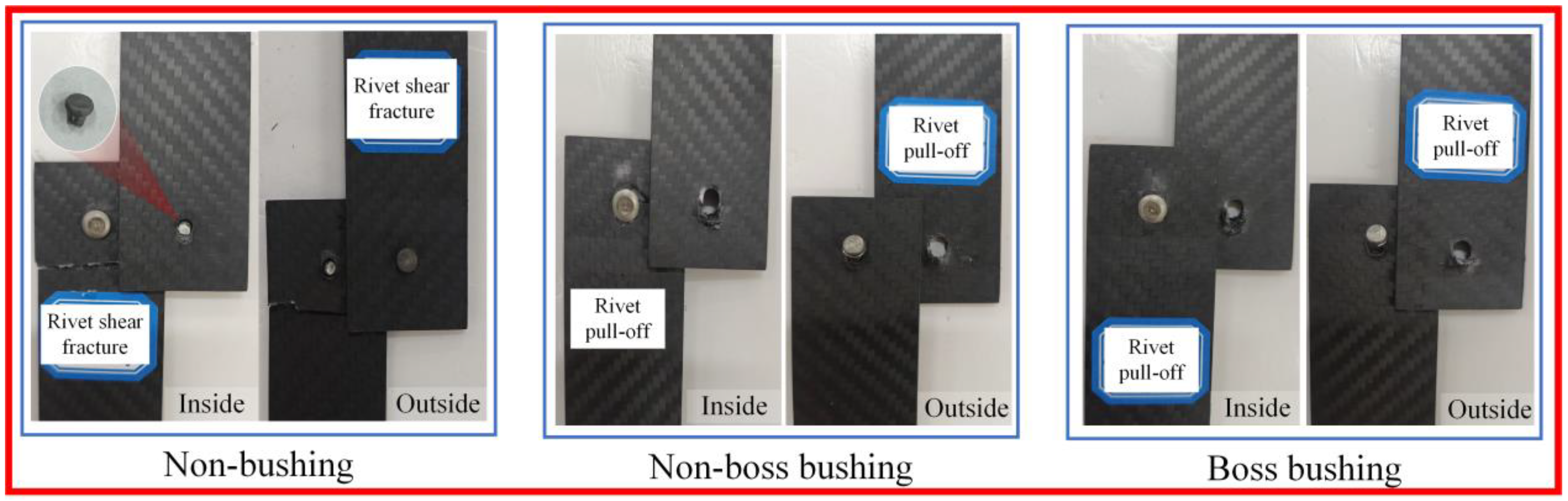
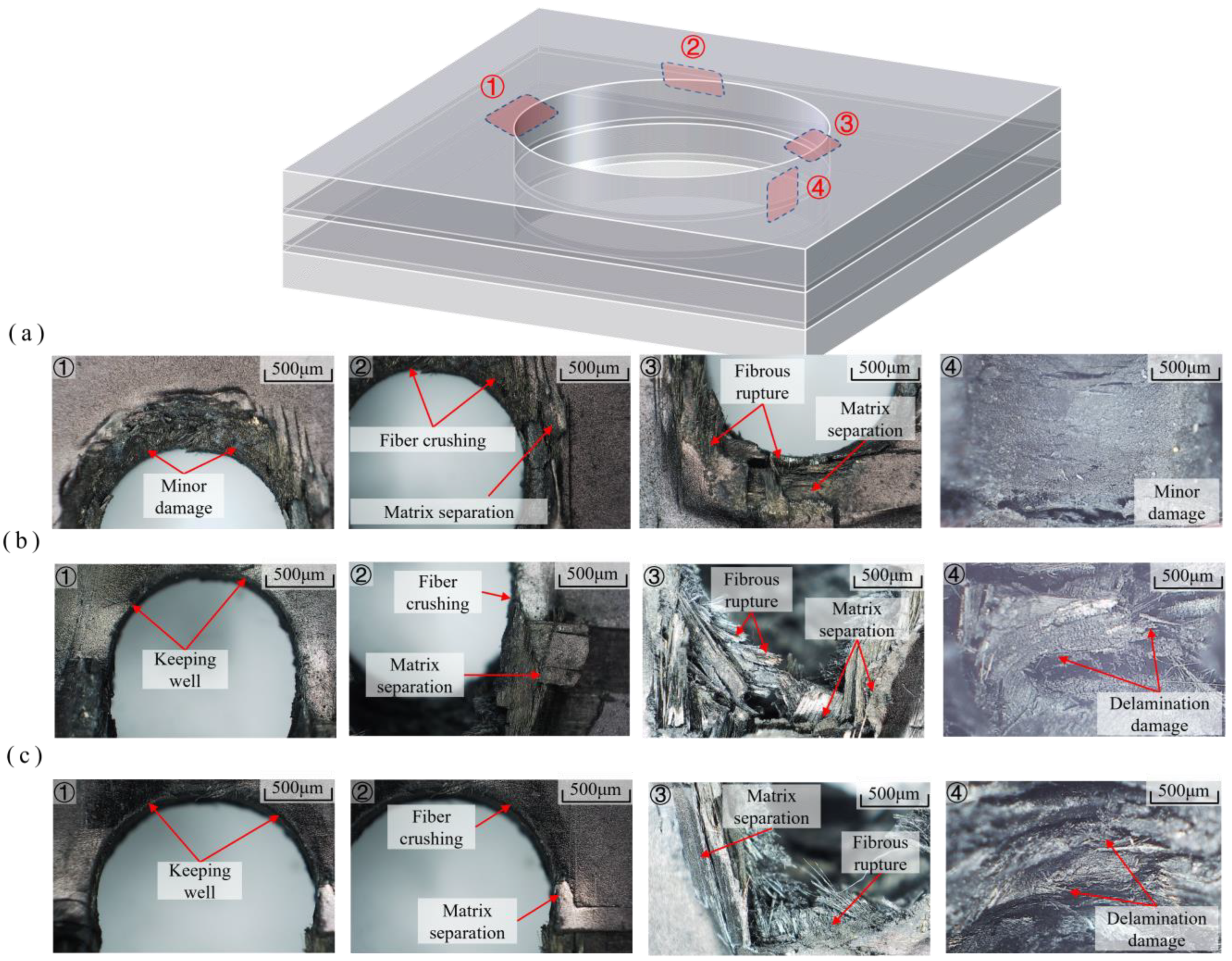
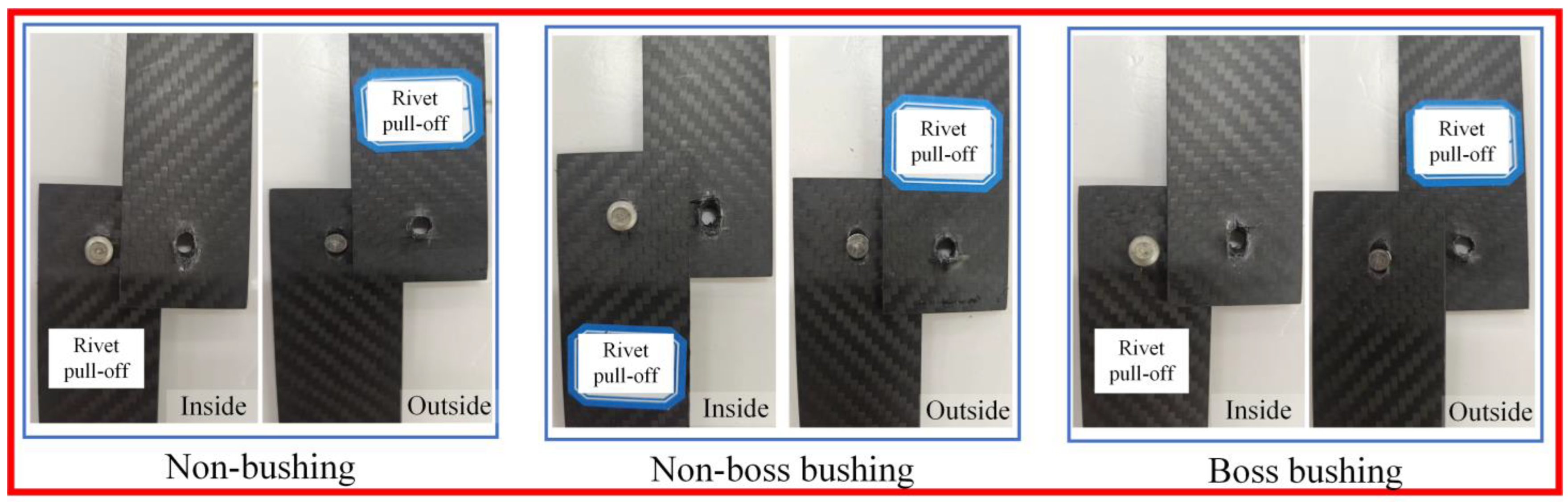
4.3. Tensile Test Failure Mode
5. Hysteretic Test Results and Analysis
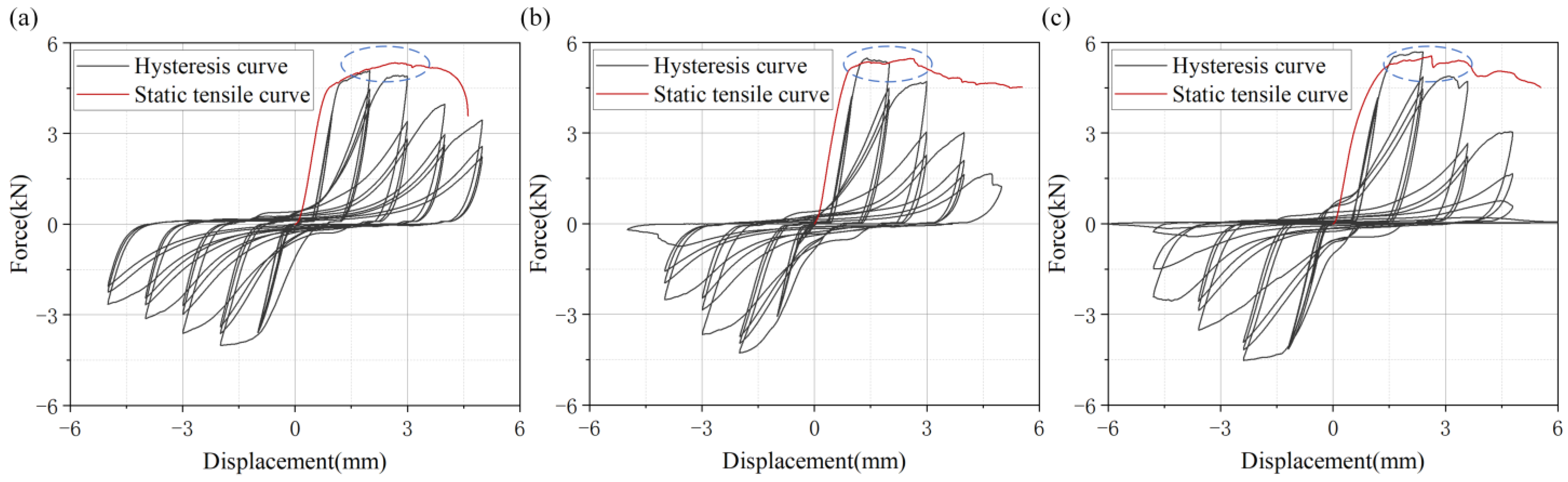
5.1. Hysteretic Response Analysis
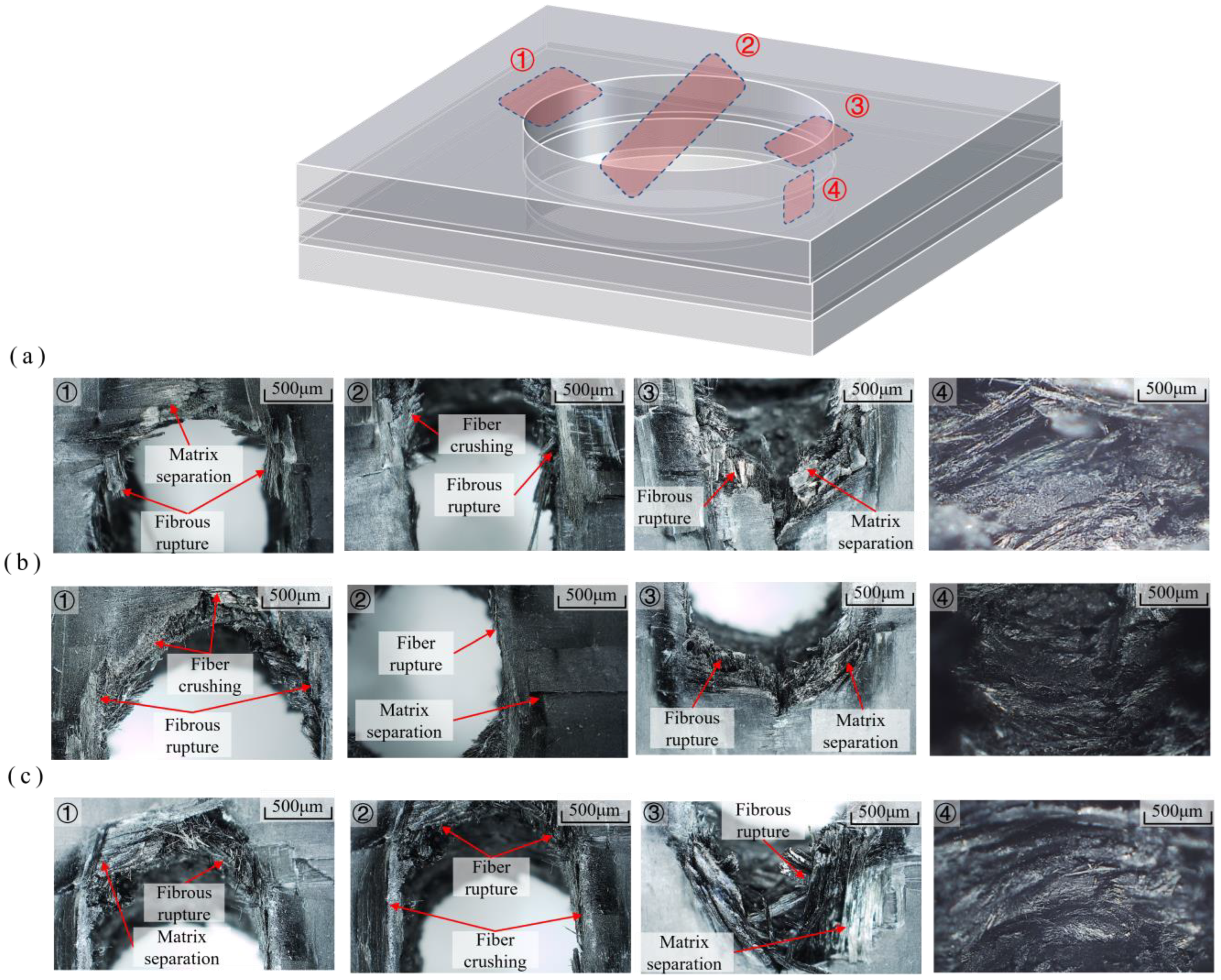
5.2. Failure Mode Analysis
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hong, J.; Xu, P. Electromagnetic Interference Shielding Anisotropy of Unidirectional CFRP Composites. Materials 2021, 14, 1907. [Google Scholar] [CrossRef]
- Melinda, A.P.; Higuchi, S.; Yoresta, F.S.; Yamazaki, Y.; Nhut, P.V.; Nuryanti, P.; Matsumoto, Y. Bending performance of laminated veneer lumber timber beams strengthened in the compression side with near-surface mounted CFRP plates. Case Stud. Constr. Mater. 2024, 21, e03418. [Google Scholar] [CrossRef]
- Duan, Z.; Liu, G.; Fan, X.; Chen, T. Study on cutting force performance and cutting mechanism of Carbon Fiber Reinforced Polymer (CFRP) composites. J. Adv. Mech. Des. Syst. Manuf. 2021, 15, 21–00193. [Google Scholar] [CrossRef]
- Xiang, X.; Xiao, C.; Lu, G.; Xie, Y.M.; Yang, H.; Zhang, J.; Ha, N. San Novel interaction effects enhance specific energy absorption in foam-filled CFRP tapered tubes. Compos. Struct. 2024, 343, 118288. [Google Scholar] [CrossRef]
- Xiao, X.; Shanyong, X.; Bin, F. The strength recovery effect of scarf bonding on the CFRP laminates with impact damage. Heliyon 2023, 9, e19143. [Google Scholar] [CrossRef]
- Liu, C.; Li, Y.; Cheng, Y.; Zhao, A.; Du, K.; Shi, Y.; Li, X.; Cheng, H. Investigation of stress distribution and damage behavior caused by forced installation of a composite bolted joint with a hole-location error. Chin. J. Aeronaut. 2024, 37, 201–217. [Google Scholar] [CrossRef]
- Jin, K.; Wang, H.; Tao, J.; Tian, J. Effect of the interference fit on the stress distribution and failure mode of a flat-head riveted GLARE joint. Compos. Struct. 2020, 235, 111788. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhang, C.; Tie, Y.; Wang, X.; Li, M. Tensile properties analysis of CFRP-titanium plate multi-bolt hybrid joints. Chin. J. Aeronaut. 2022, 35, 464–474. [Google Scholar] [CrossRef]
- Yoo, S.-W.; Shin, J.; Choo, J.F. Evaluation of bond strength of helically ribbed CFRP bar connections as mechanical anchorage schemes. Case Stud. Constr. Mater. 2024, 20, e02826. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, H.; Chen, Y.; Chai, D.; Hua, L. Interfacial enhancement of CFRP/titanium alloy bonding joint by constructing a 3D interconnected CNTs network. J. Mater. Res. Technol. 2023, 26, 4078–4092. [Google Scholar] [CrossRef]
- Hu, M.; Yue, N.; Groves, R.M. Damage Classification of a Bolted Connection using Guided Waves and Explainable Artificial Intelligence. Procedia Struct. Integr. 2024, 52, 224–233. [Google Scholar] [CrossRef]
- Iordachescu, M.; Valiente, A.; de Abreu, M.; Santos, P.; Scutelnicu, E. Environmentally assisted fatigue failure of a structural bolted-joint connection. Eng. Fail. Anal. 2022, 137, 106322. [Google Scholar] [CrossRef]
- Dong, S.; Liao, W.; Zheng, K.; Xue, F.; Sun, L. Hole surface strengthening mechanism and riveting fatigue life of CFRP/aluminum stacks in robotic rotary ultrasonic drilling. Chin. J. Aeronaut. 2023, 36, 471–484. [Google Scholar] [CrossRef]
- Lim, Y.C.; Jun, J.; Leonard, D.N.; Li, Y.; Chen, J.; Brady, M.P.; Feng, Z. Study of galvanic corrosion and mechanical joint properties of AZ31B and carbon-fiber–reinforced polymer joined by friction self-piercing riveting. J. Magnes. Alloys 2022, 10, 400–410. [Google Scholar] [CrossRef]
- Yang, M.; Xuan, H.; Qin, T.; Wang, Y.; Zhou, Y.; Zhang, W. Numerical and experimental study of the residual strength of CFRP laminate single-lap joint after transverse impact. Int. J. Adhes. Adhes. 2024, 130, 103593. [Google Scholar] [CrossRef]
- Jiang, H.; Gao, S.; Li, G.; Cui, J. Structural design of half hollow rivet for electromagnetic self-piercing riveting process of dissimilar materials. Mater. Des. 2019, 183, 108141. [Google Scholar] [CrossRef]
- Alves, L.M.; Afonso, R.M.; Martins, P. Double-sided self-pierce riveting of polymer sheets. J. Adv. Join. Process. 2021, 3, 100051. [Google Scholar] [CrossRef]
- Zhang, M.; Cao, Z.; Guo, Y.; Cao, Y.; Zheng, G.; Huo, L. Stress, damage, and fatigue performance analysis of CFRP/Al double-sided countersunk riveted joints with variable rivet-hole clearance. Int. J. Fatigue 2024, 186, 108385. [Google Scholar] [CrossRef]
- Qiu, X.Y.; Li, P.N.; Tang, L.Y.; Li, C.P.; Niu, Q.L.; Li, S.J.; Tang, S.W.; Ko, T.J. Determination of the optimal feed rate for step drill bit drilling CFRP pipe based on exit damage analysis. J. Manuf. Process. 2022, 83, 246–256. [Google Scholar] [CrossRef]
- Rao, Z.; Ou, L.; Wang, Y.; Wang, P.-C. A self-piercing-through riveting method for joining of discontinuous carbon fiber reinforced nylon 6 composite. Compos. Struct. 2020, 237, 111841. [Google Scholar] [CrossRef]
- Okayasu, M.; Naito, R. Mechanical properties of the riveted connecting forming of CFRP plates. Int. J. Mater. Form. 2018, 11, 225–232. [Google Scholar] [CrossRef]
- Liu, Y.; Zhuang, W.; Luo, Y.; Xie, D.; Mu, W. Joining mechanism and damage of self-piercing riveted joints in carbon fibre reinforced polymer composites and aluminium alloy. Thin-Walled Struct. 2023, 182, 110233. [Google Scholar] [CrossRef]
- Tarpani, A.; Barreto, T.A.; Tarpani, J.R. Fatigue failure analysis of riveted fibre-metal laminate lap joints. Eng. Fract. Mech. 2020, 239, 107275. [Google Scholar] [CrossRef]
- Borba, N.Z.; Körbelin, J.; Fiedler, B.; dos Santos, J.F.; Amancio-Filho, S.T. Low-velocity impact response of friction riveted joints for aircraft application. Mater. Des. 2020, 186, 108369. [Google Scholar] [CrossRef]
- Cao, Z.; Zuo, Y. Electromagnetic riveting technique and its applications. Chin. J. Aeronaut. 2020, 33, 5–15. [Google Scholar] [CrossRef]
- Wang, X.; Qi, Z.; Chen, W.; Xiao, Y. Study on the effects of transverse ultrasonic vibration on deformation mechanism and mechanical properties of riveted lap joints. Ultrasonics 2021, 116, 106452. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, C.; Yang, Y.; Zhang, Y.; Bi, Y. Effect of riveting displacement on the mechanical behavior of CFRP bolted joints with elliptical-head non-lug self-locking rivet nut. Int. J. Adv. Manuf. Technol. 2023, 125, 2161–2182. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, J.; Jin, W.; Liao, R. Damage evolution modeling of CFRP/Al single-lap screw type blind riveted joints during realistic installation process. Compos. Struct. 2024, 337, 118023. [Google Scholar] [CrossRef]
- Zhang, M.; Cao, Z.; Cao, Y.; Zheng, G.; Guo, C.; Wang, Y. Investigation on interference and damage behaviours of electromagnetic riveted double-sided countersunk 30CrMnSiA/CFRP joints. Compos. Struct. 2024, 329, 117824. [Google Scholar] [CrossRef]
- Qi, Z.; Zhang, Z.; Xiao, Y.; Wang, X. Analysis of Plastic Improvement and Interference Behavior in Current-Assisted Riveting of CFRP Laminates. Materials 2022, 15, 1673. [Google Scholar] [CrossRef]
- Shao, C.; Lin, J.; Guan, Y.; Quan, D.; Chen, L.; Zhang, C.; Zhao, G. Low-frequency vibration assisted self-pierce riveting (LV-SPR) of carbon fiber reinforced composite and aluminum alloy. Int. J. Mach. Tools Manuf. 2024, 197, 104147. [Google Scholar] [CrossRef]
- Yang, Z.; Jiang, R.; Zuo, Y. Riveting damage behavior and mechanical performance assessments of CFRP/CFRP single-lap gasket-riveted joints. Eng. Fail. Anal. 2023, 149, 107253. [Google Scholar] [CrossRef]
- Qu, L.; Li, P.; Lv, G.; Li, J.; Luo, X. Rivet Structural Design and Process Optimization for the Double-Sided Countersunk Riveting of Composite Wedge Structures. Aerospace 2024, 11, 165. [Google Scholar] [CrossRef]
- QJ 782A-2005; Quality Standard for Aquatic Products. Standardization Administration of China: Beijing, China, 2005.
- ASTM D1761-12; Standard Test Method for Mechanical Fasteners in Wood. ASTM International: West Conshohocken, PA, USA, 2012.
- ISO/TC165; ISO 16670 Timber Structures-Joints Made with Mechanical Fasteners-Quasi-Static Reversed-Cyclic Test Method. The International Organization for Standardization: Geneva, Switzerland, 2003.
- Wang, X. Multi-Scale Analyses of Damage Evolution in Woven Composite Materials; Nanjing University of Aeronautics and Astronautics: Nanjing, China, 2007. [Google Scholar]
- GB/T 3620.1-2016; Metal Fasteners—Mechanical Properties of Fasteners—Part 1: Metric Coarse Thread Bolts, Screws and Nuts. Standards Administration of China: Beijing, China, 2016.
- Su, H.; Deng, K.; Yang, D.; Zhan, X.; Xie, Z.; Qin, J.; Ma, L. Performance and failure analysis of perforated CFRP/aluminum alloy bonding and self-piercing riveting hybrid joints. Eng. Fail. Anal. 2024, 156, 107803. [Google Scholar] [CrossRef]
- Li, W.; Guo, S.; Giannopoulos, I.K.; He, S.; Liu, Y. Strength enhancement of bonded composite laminate joints reinforced by composite Pins. Compos. Struct. 2020, 236, 111–116. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E11/GPa | E22/GPa | E33/GPa | G12/GPa | G13/GPa | G23/GPa | v12 | v13 | v23 |
|---|---|---|---|---|---|---|---|---|
| 164 | 12 | 12 | 5.2 | 5.2 | 5.2 | 0.35 | 0.35 | 0.45 |
| XT/MPa | XC/MPa | YT/MPa | YC/MPa | ZT/MPa | ZC/MPa | S12/MPa | S13/MPa | S23/MPa |
| 2724 | 1690 | 102 | 254 | 102 | 254 | 254 | 290 | 290 |
| Material | Modulus/GPa | Poisson’s | Density/(kg∙m−3) | Tensile Strength/MPa | Yield Strength/MPa |
|---|---|---|---|---|---|
| rivet | 62 | 0.34 | 5.70 | 570 | 425 |
| liner | 62 | 0.34 | 5.70 | 570 | 425 |
| GIC/(mJ∙mm−2) | GIIC/(mJ∙mm−2) | GIIIC/(mJ∙mm−2) | tn/MPa | ts/tt/MPa | Kn/Ks/Kt/MPa |
|---|---|---|---|---|---|
| 0.35 | 1.45 | 1.45 | 60 | 80 | 1 × 105 |
| Specimen ID | Pmax/kN | ∆u/mm | Py/kN | ∆y/mm |
|---|---|---|---|---|
| Non-bushing | 5.334 | 4.548 | 4.784 | 1.263 |
| Non-boss bushing | 5.467 | 6.014 | 5.189 | 1.040 |
| Boss bushing | 5.549 | 5.618 | 5.033 | 1.275 |
| Specimen ID | Pmax,+/kN | Pmax,−/kN | ∆u,+/mm | ∆u,−/mm | Pmax/kN | ∆u/mm |
|---|---|---|---|---|---|---|
| Non-bushing | 5.078 | 4.016 | 2.951 | 2.926 | 5.334 | 4.548 |
| Non-boss bushing | 5.357 | 4.485 | 2.971 | 2.985 | 5.467 | 6.014 |
| Boss bushing | 5.689 | 4.525 | 3.349 | 3.588 | 5.549 | 5.618 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Zhu, Y.; Wang, B.; Xiang, M.; Song, C. Effect of Bushing Structure on Mechanical Properties and Failure Mechanism of CFRP Laminated Titanium Nail Riveting. Coatings 2024, 14, 1076. https://doi.org/10.3390/coatings14081076
Wang D, Zhu Y, Wang B, Xiang M, Song C. Effect of Bushing Structure on Mechanical Properties and Failure Mechanism of CFRP Laminated Titanium Nail Riveting. Coatings. 2024; 14(8):1076. https://doi.org/10.3390/coatings14081076
Chicago/Turabian StyleWang, Deyi, Yichun Zhu, Bo Wang, Mingli Xiang, and Chengzhi Song. 2024. "Effect of Bushing Structure on Mechanical Properties and Failure Mechanism of CFRP Laminated Titanium Nail Riveting" Coatings 14, no. 8: 1076. https://doi.org/10.3390/coatings14081076
APA StyleWang, D., Zhu, Y., Wang, B., Xiang, M., & Song, C. (2024). Effect of Bushing Structure on Mechanical Properties and Failure Mechanism of CFRP Laminated Titanium Nail Riveting. Coatings, 14(8), 1076. https://doi.org/10.3390/coatings14081076