
CMAS Corrosion Resistance of Plasma-Sprayed YSZ and Yb2O3-Y2O3-Co-Stabilized ZrO2 Coatings under 39–40 KW Spraying Power
Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Deposition of the TBCs
2.2. CMAS Powder Preparation
2.3. Thermal Cycling-CMAS Test
2.4. CMAS Isothermal Corrosion Test
2.5. Characterization of Thermal and Mechanical Properties
2.6. Material Phase and Structure Characterization
3. Results and Discussion
3.1. Microstructure and Phase Analysis of Sprayed Coatings
3.1.1. Cross-Section of Sprayed Coatings
3.1.2. Surface Morphology of As-Sprayed Coatings
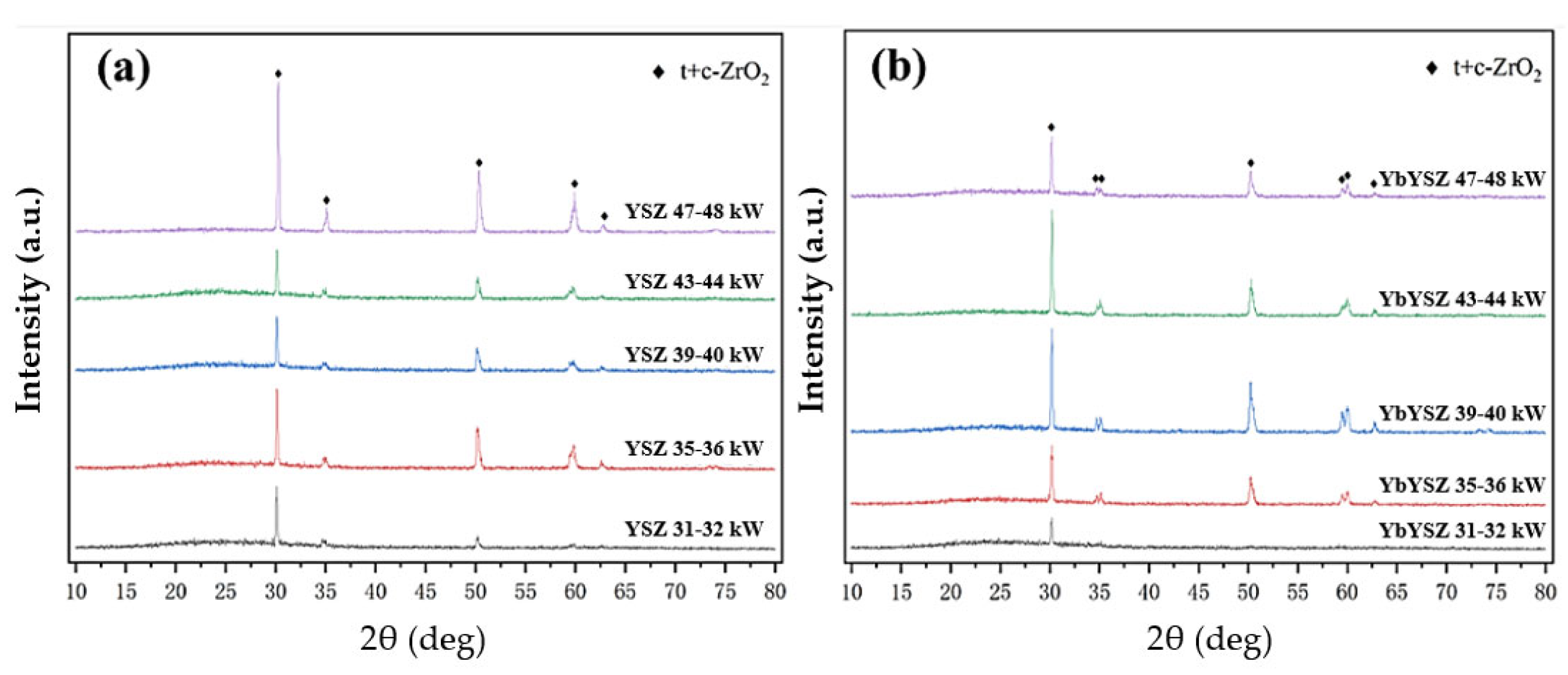
3.1.3. Phase Structure of As-Sprayed Coatings
3.2. Thermophysical and Mechanical Properties of As-Sprayed Coatings
3.2.1. Thermophysical Properties of As-Sprayed Coatings
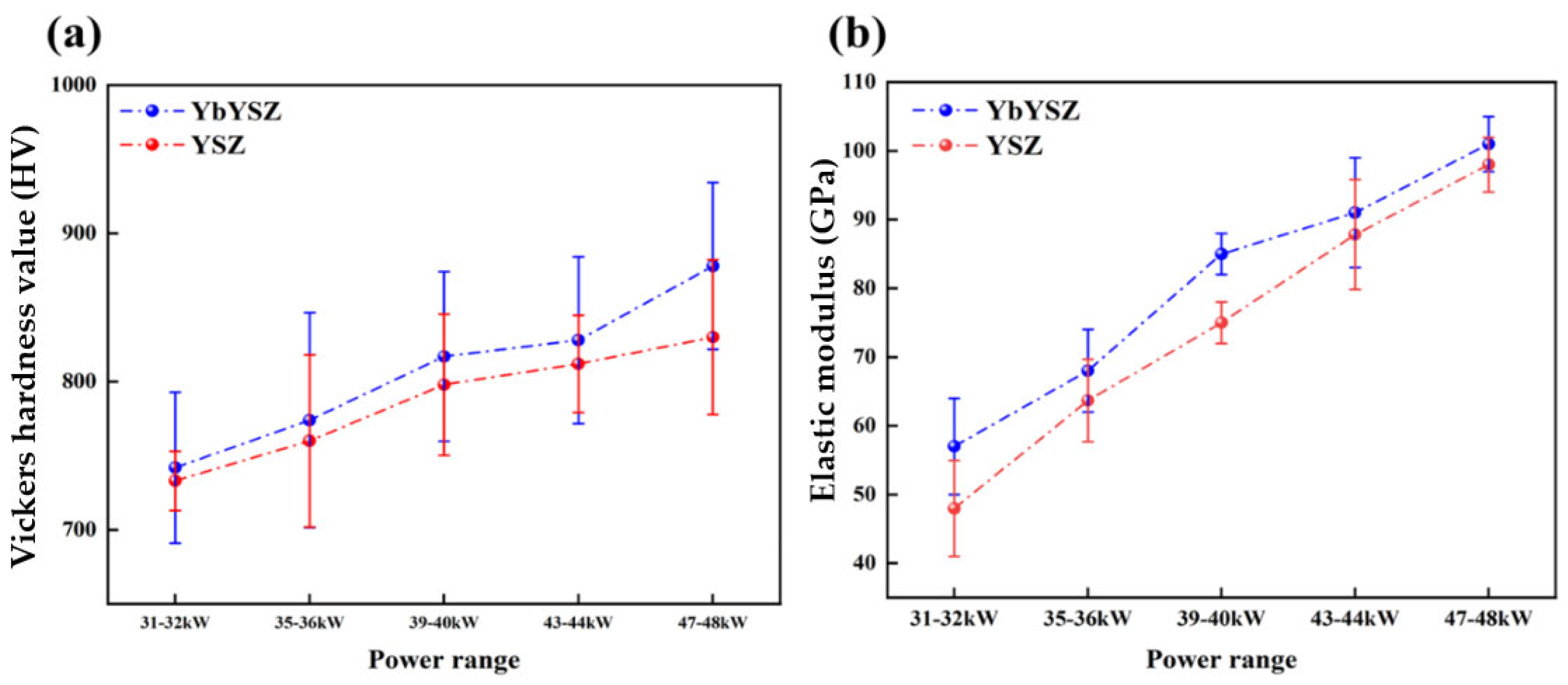
3.2.2. Mechanical Properties of As-Sprayed Coatings
3.3. Failure Mechanism of Plasma-Sprayed YbYSZ and YSZ Coatings under Thermal Cycling-CMAS Coupling Conditions
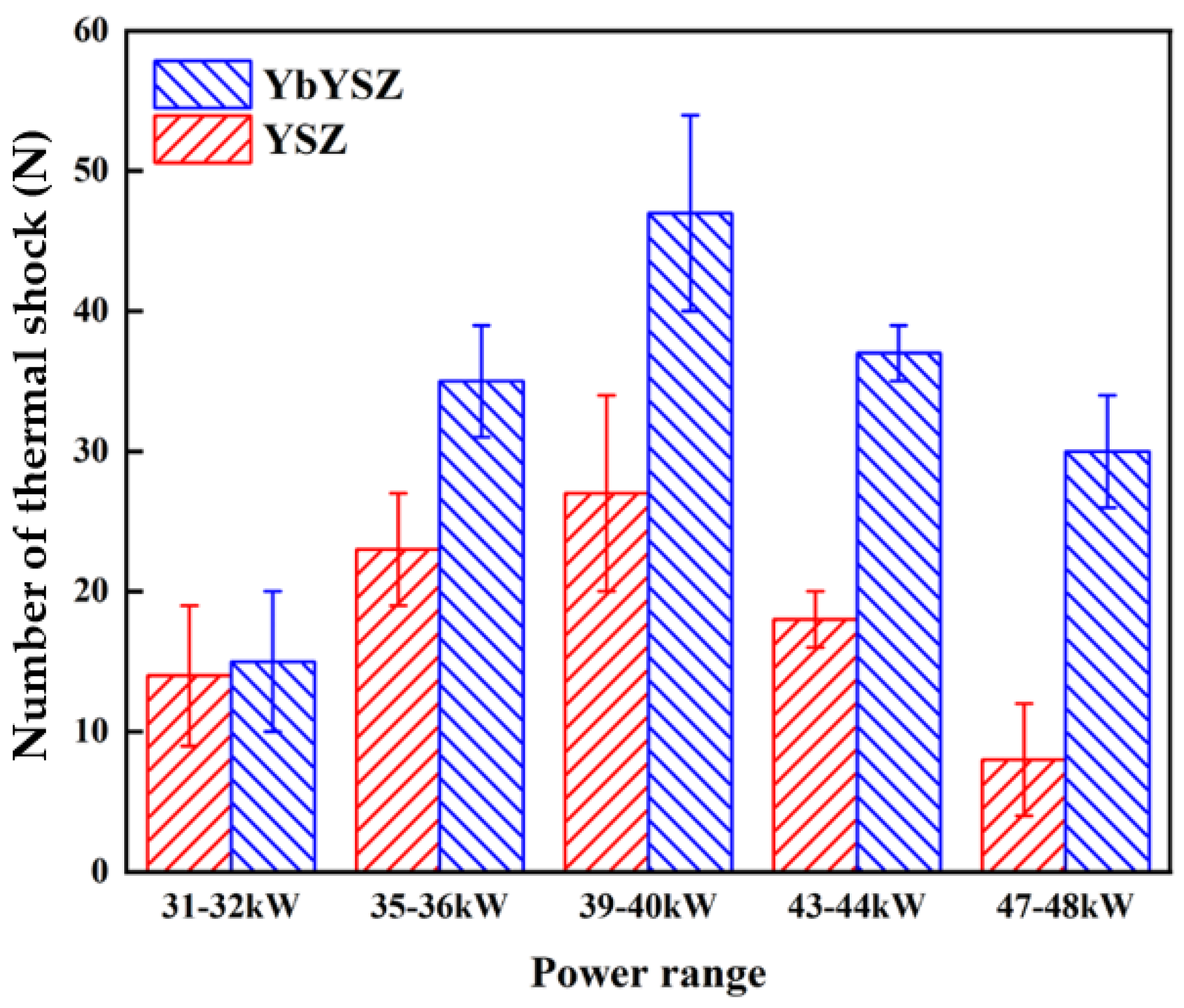
3.3.1. Coating Lifetime under Thermal Cycling-CMAS Coupling Conditions
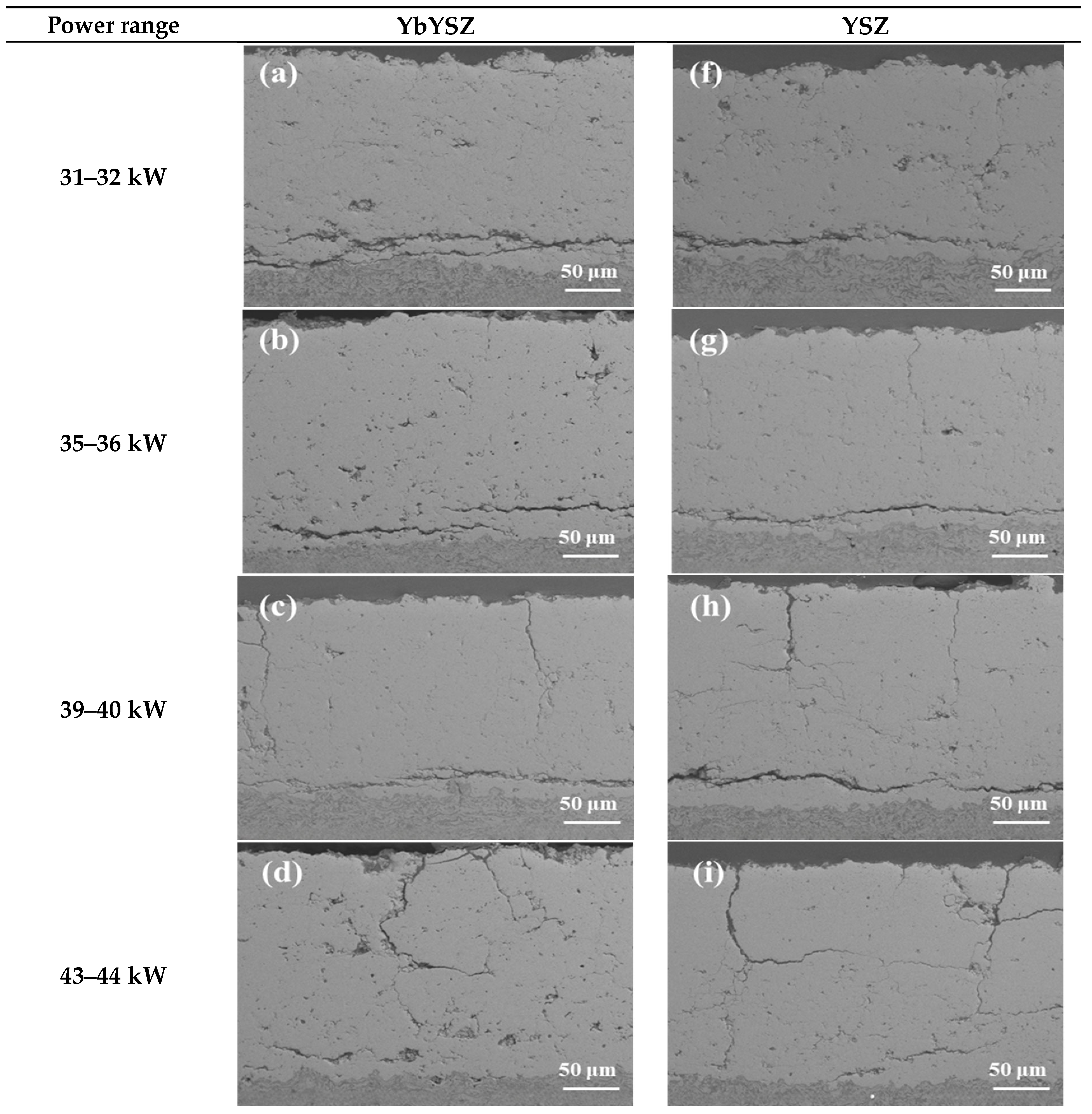
3.3.2. Cross-Sectional Morphology of Coatings under Thermal Cycling-CMAS Coupling Conditions
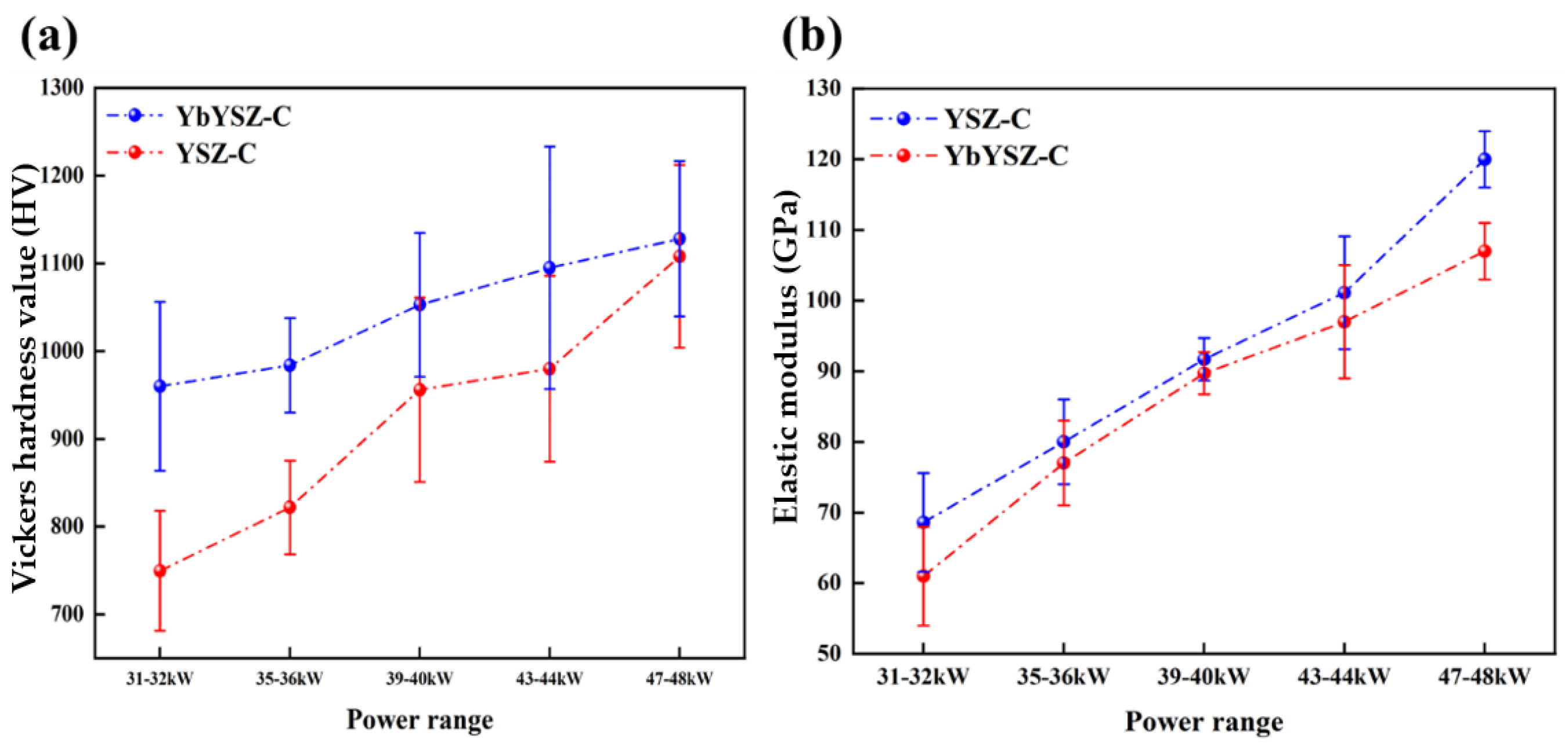
3.3.3. Mechanical Properties of Coatings under Thermal Cycling-CMAS Coupling Conditions
3.3.4. Phase Structure of Coatings under Thermal Cycling-CMAS Coupling Conditions
3.4. CMAS Isothermal Corrosion Behavior
3.4.1. CMAS Infiltration Behavior
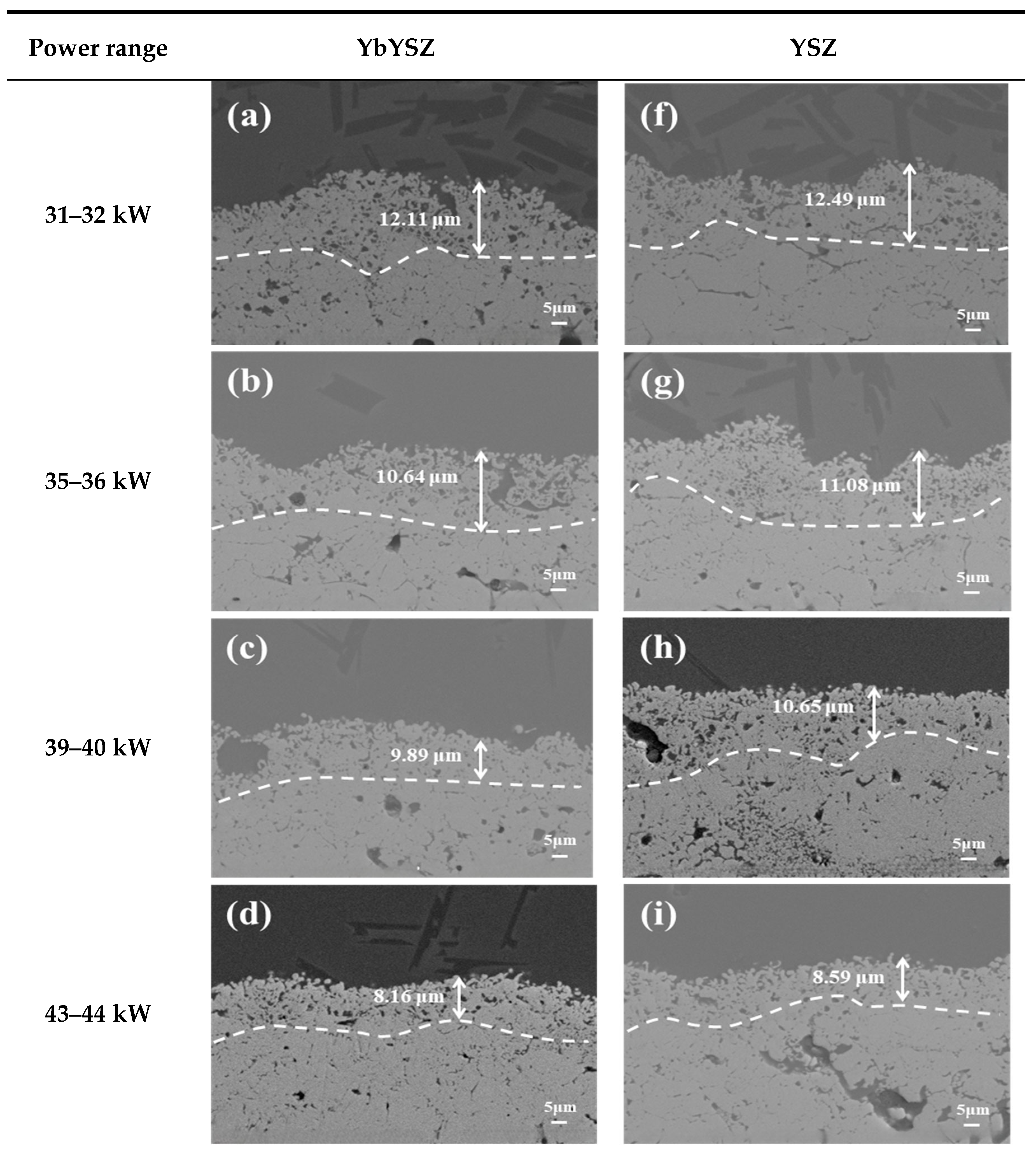
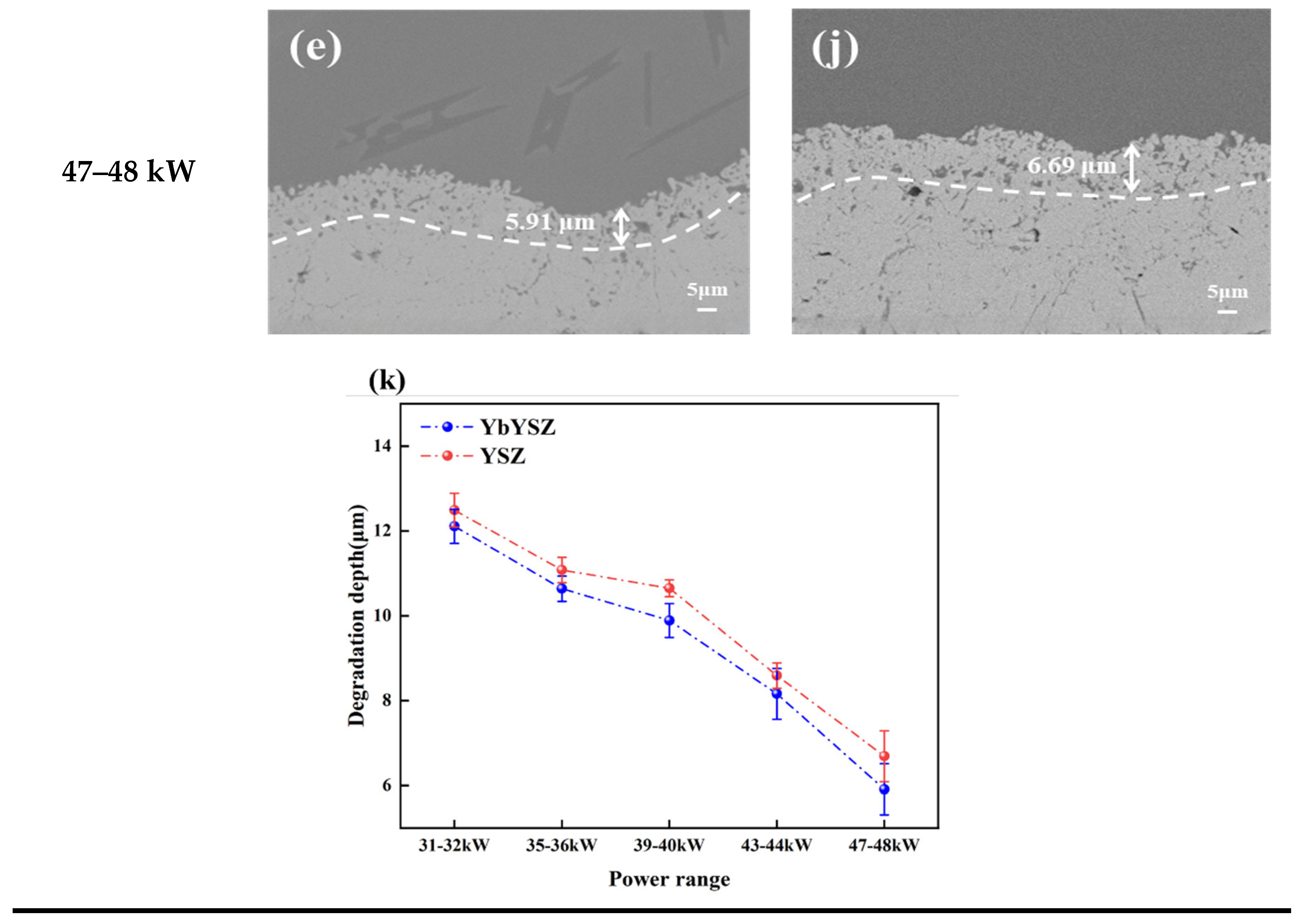
3.4.2. CMAS Degradation Behavior
- (1)
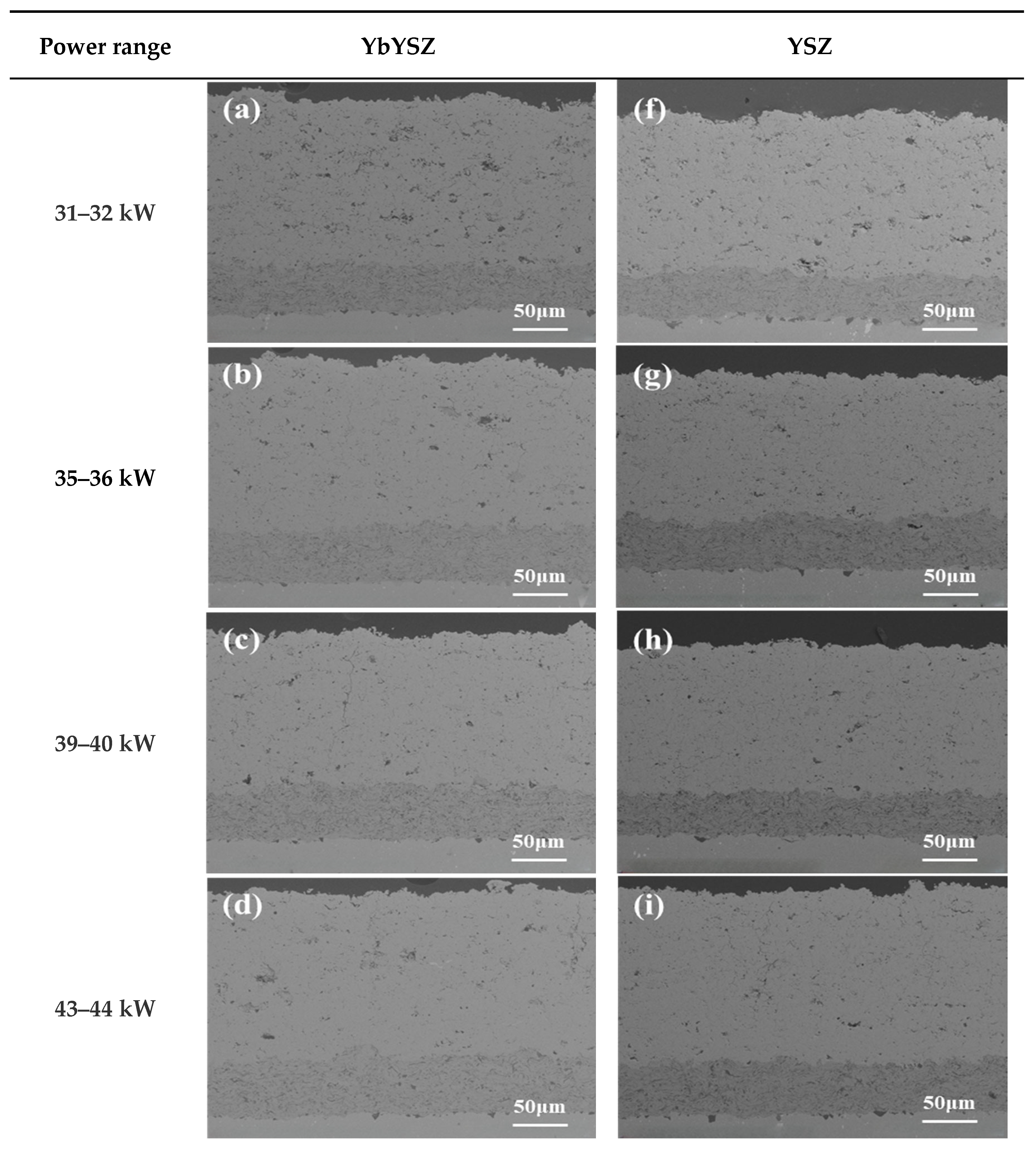
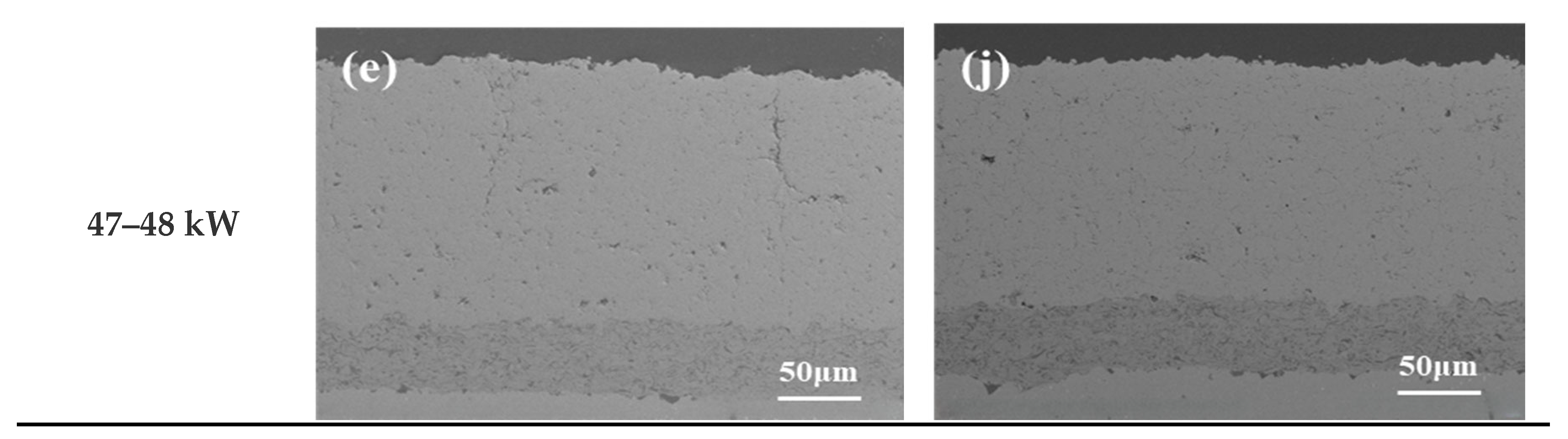
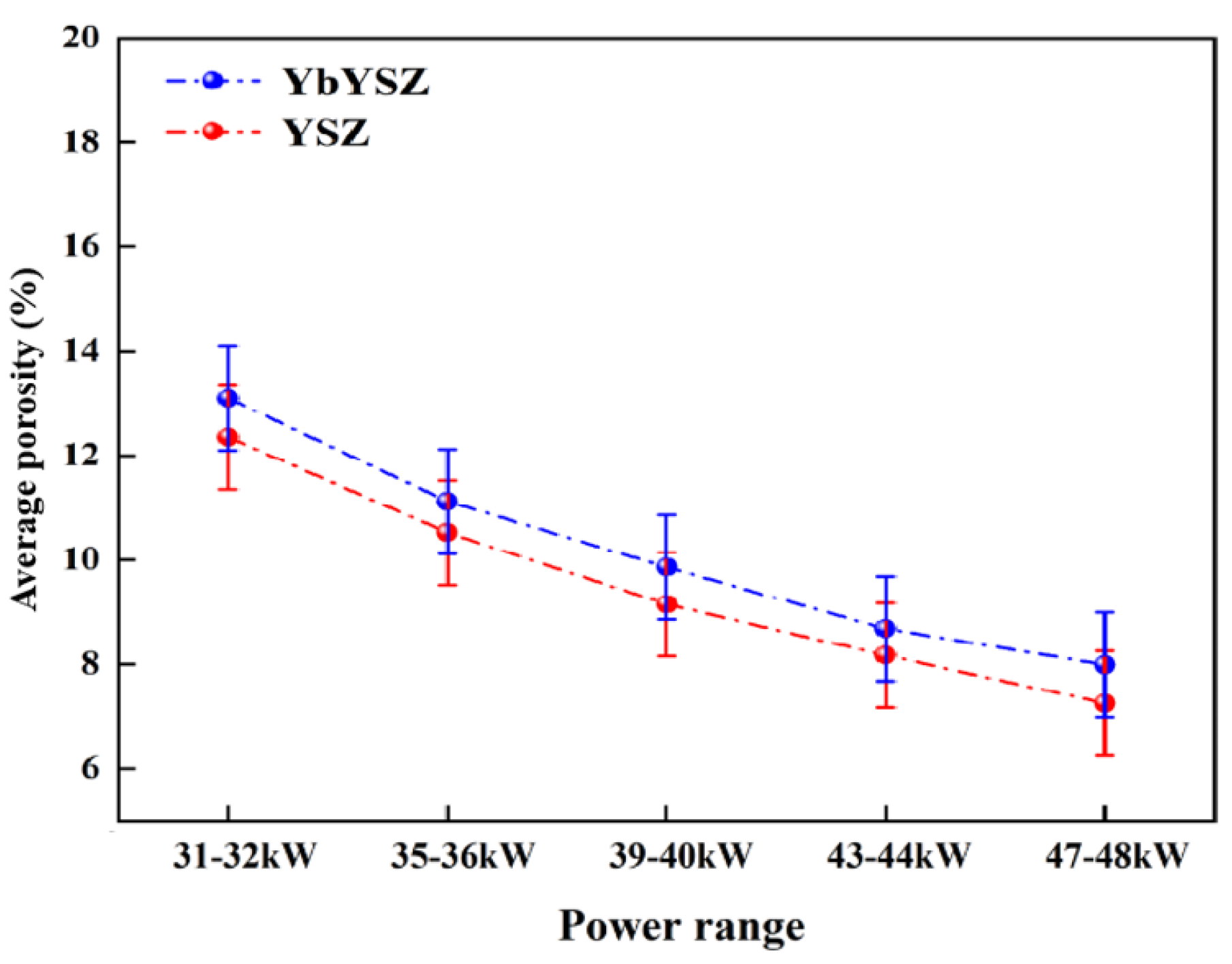
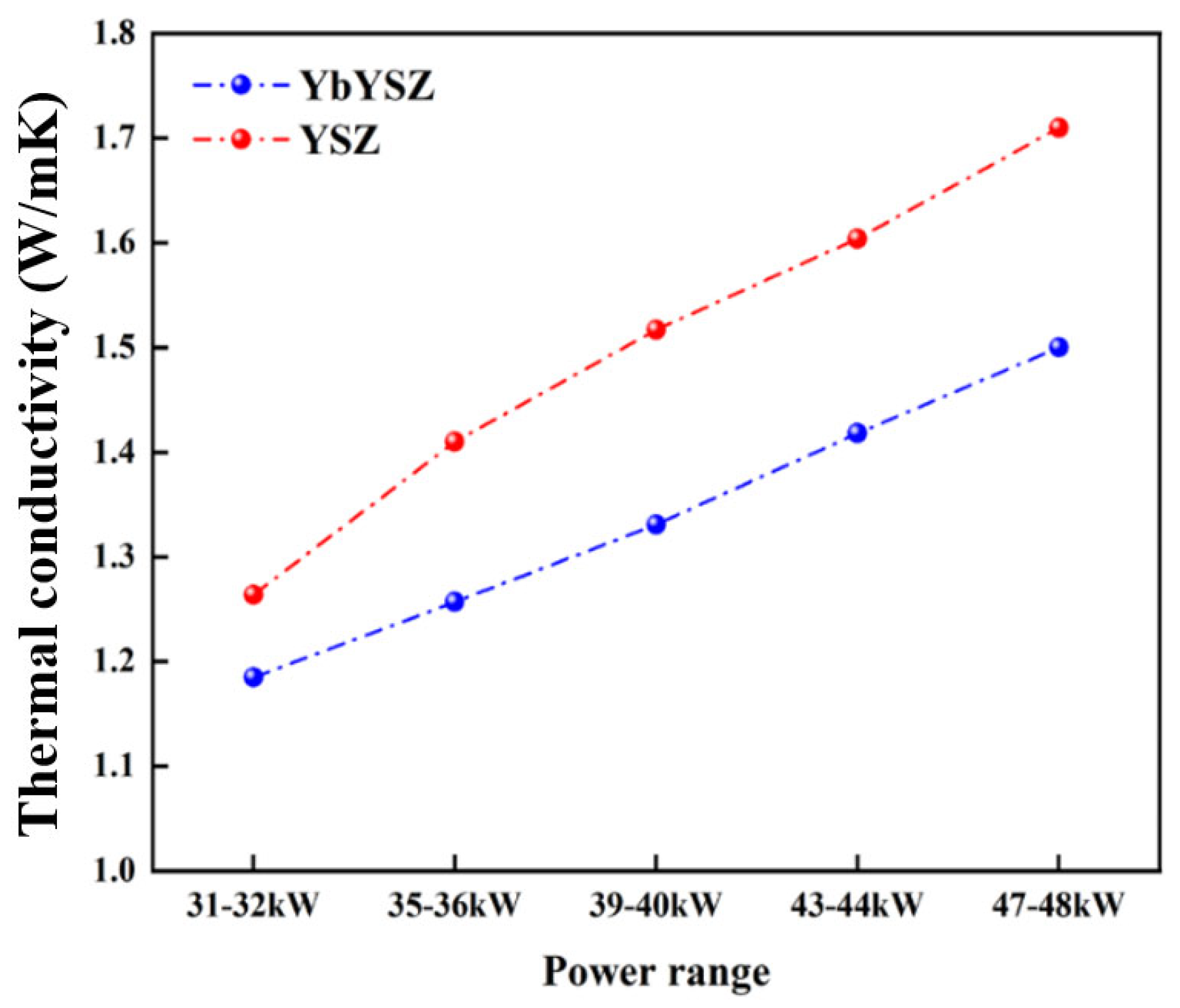
- Within the scope of this study, the YbYSZ coating shows a higher porosity than the YSZ coating. As the spraying power increased from 31~32 kW to 47~48 kW, the porosity of the YbYSZ coating decreased from 13% to 8% but the more prone the coating is to larger vertical cracks. Meanwhile, increased spraying power helps reduce the surface roughness of the coatings. As the spray power increased, the thermal conductivity of both coatings increased. At the same spraying power, the thermal conductivity of the YbYSZ coating was lower than that of the YSZ coating. In addition, the thermal conductivity of the YbYSZ coating was 0.1~0.25 W/mK lower than that of the YSZ coating.
- (2)
- In thermal cycling-CMAS coupling conditions, the YbYSZ and YSZ coatings exhibited the longest life span within the power range of 39–40 kW. At lower power levels, the predominant failure mode was the formation of through-type horizontal cracks at the BC/TC layer interface. When the spray power exceeded 40–41 KW, the incidence of vertical cracks increased concomitantly, and these cracks connected and expanded with interlayer cracks, ultimately resulting in coating failure. The hardness and elastic modulus of both coatings demonstrated an upward trend following the coupling conditions.
- (3)
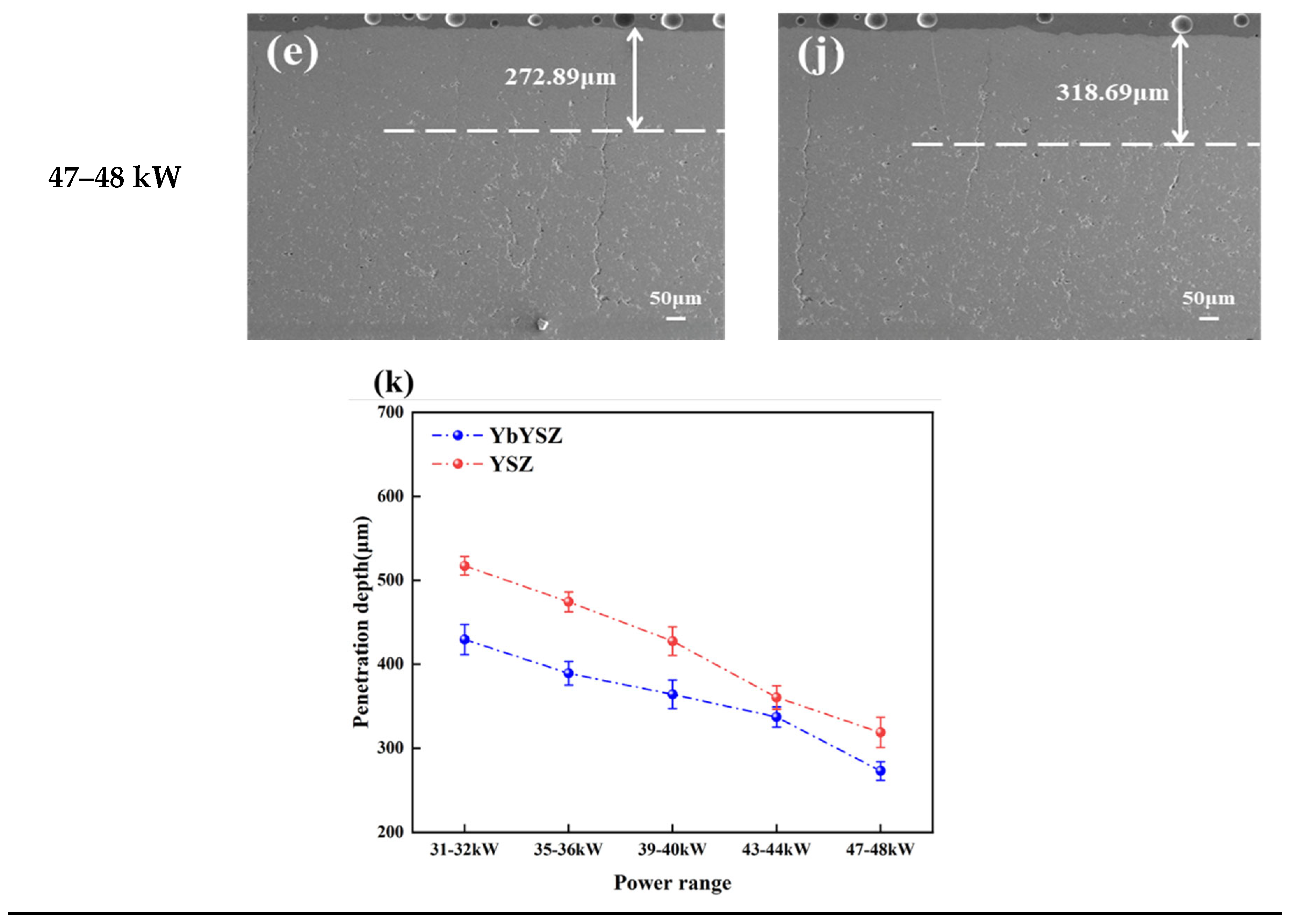
- In the CMAS isothermal corrosion experiment, the infiltration and degradation depths of the CMAS in the coatings exhibited a decrease with an increase in the spraying power, which was attributed to a reduction in inherent defects. The penetration depths of the CMAS in the YbYSZ coatings were 429.46 μm, 389.22 μm, 361.12 μm, 337.09 μm, and 272.89 μm, respectively, which were 16.9%, 17.9%, 14.81%, 6.3%, and 14.4% lower than those in the YSZ coatings at the same power, demonstrating better inhibition of CMAS infiltration. The penetration and degradation depths of the CMAS in the YbYSZ coatings were observed to be lower than those in the conventional YSZ coatings, indicating that the former exhibited enhanced corrosion resistance to CMAS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ozgurluk, Y.; Doleker, K.M.; Ahlatci, H.; Ozkan, D.; Karaoglanli, A.C. The Microstructural Investigation of Vermiculite-Infiltrated Electron Beam Physical Vapor Deposition Thermal Barrier Coatings. Open Chem. 2018, 16, 1106–1110. [Google Scholar] [CrossRef]
- Wellman, R.; Whitman, G.; Nicholls, J.R. CMAS corrosion of EB PVD TBCs: Identifying the minimum level to initiate damage. Int. J. Refract. Met. Hard Mater. 2010, 28, 124–132. [Google Scholar] [CrossRef]
- Lavasani, H.Q.; Valefi, Z.; Ehsani, N.; Masoule, S.T. Studying the effect of spraying parameters on the sintering of YSZ TBC using APS method. Surf. Coat. Technol. 2019, 360, 238–246. [Google Scholar] [CrossRef]
- Xie, Z.; Liu, Q.; Lee, K.-I.; Zhu, W.; Wu, L.T.; Wu, R.T. The Effect of Bond Coat Roughness on the CMAS Hot Corrosion Resistance of EB-PVD Thermal Barrier Coatings. Coatings 2022, 12, 596. [Google Scholar] [CrossRef]
- Ozgurluk, Y.; Doleker, K.M.; Ozkan, D.; Ahlatci, H.; Karaoglanli, A.C. Cyclic Hot Corrosion Failure Behaviors of EB-PVD TBC Systems in the Presence of Sulfate and Vanadate Molten Salts. Coatings 2019, 9, 166. [Google Scholar] [CrossRef]
- Padture, N.P. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef] [PubMed]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal Barrier Coatings for Gas-Turbine Engine Applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Deng, Z.; Li, H.; Mao, J.; Deng, C.; Deng, C.; Niu, S.; Chen, W.; Song, J.; Fan, J.; et al. Al2O3-modified PS-PVD 7YSZ thermal barrier coatings for advanced gas-turbine engines. NPJ Mater. Degrad. 2020, 4, 31. [Google Scholar] [CrossRef]
- Schilbe, J.E. Substrate alloy element diffusion in thermal barrier coatings. Surf. Coat. Technol. 2000, 133, 35–39. [Google Scholar] [CrossRef]
- Krause, A.R.; Garces, H.F.; Dwivedi, G.; Ortiz, A.L.; Sampath, S.; Padture, N.P. Calcia-magnesia-alumino-silicate (CMAS)-induced degradation and failure of air plasma sprayed yttria-stabilized zirconia thermal barrier coatings. Acta Mater. 2016, 105, 355–366. [Google Scholar] [CrossRef]
- Wu, J.; Guo, H.-b.; Zhou, L.; Wang, L.; Gong, S.-k. Microstructure and Thermal Properties of Plasma Sprayed Thermal Barrier Coatings from Nanostructured YSZ. J. Therm. Spray Technol. 2010, 19, 1186–1194. [Google Scholar] [CrossRef]
- Tian, H.; Wei, L.; He, L. Phase Composition and Stability, Sintering and Thermal Conductivity of Gd2O3 and Yb2O3Co-Doped YSZ. Coatings 2023, 13, 53. [Google Scholar] [CrossRef]
- Shi, L.; Xin, L.; Wang, X.; Wang, X.; Wei, H.; Zhu, S.; Wang, F. Influences of MCrAlY coatings on oxidation resistance of single crystal superalloy DD98M and their inter-diffusion behaviors. J. Alloys Compd. 2015, 649, 515–530. [Google Scholar] [CrossRef]
- Zou, L.; Gao, M.; Xu, N.; Zhang, J.; Chang, X. CMAS Corrosion Behavior of Nanostructured YSZ and Gd-Yb-Y-Stabilized Zirconia Coatings. Coatings 2023, 13, 1623. [Google Scholar] [CrossRef]
- Liu, H.; Cai, J.; Zhu, J. CMAS (CaO-MgO-Al2O3-SiO2) resistance of Y2O3-stabilized ZrO2 thermal barrier coatings with Pt layers. Ceram. Int. 2018, 44, 452–458. [Google Scholar] [CrossRef]
- Sun, Y.; Wu, H.; Chen, X.; Deng, C.; Wu, D.; Cao, X.; Li, W. Degradation of the plasma sprayed GdMgAl11O19 thermal barrier coating resistant to calcium-magnesium-aluminum-silicate attack at 1350 °C. Corros. Sci. 2020, 169, 108593. [Google Scholar] [CrossRef]
- Bansal, N.P.; Choi, S.R. Properties of CMAS glass from desert sand. Ceram. Int. 2015, 41, 3901–3909. [Google Scholar] [CrossRef]
- Busso, E.P.; Wright, L.; Evans, H.E.; McCartney, L.N.; Saunders, S.R.J.; Osgerby, S.; Nunn, J. A physics-based life prediction methodology for thermal barrier coating systems. Acta Mater. 2007, 55, 1491–1503. [Google Scholar] [CrossRef]
- Chen, X. Calcium-magnesium-alumina-silicate (CMAS) delamination mechanisms in EB-PVD thermal barrier coatings. Surf. Coat. Technol. 2006, 200, 3418–3427. [Google Scholar] [CrossRef]
- Rabiei, A.; Evans, A.G. Failure mechanisms associated with the thermally grown oxide in plasma-sprayed thermal barrier coatings. Acta Mater. 2000, 48, 3963–3976. [Google Scholar] [CrossRef]
- Mack, D.E.; Wobst, T.; Jarligo, M.O.D.; Sebold, D.; Valssen, R. Lifetime and failure modes of plasma sprayed thermal barrier coatings in thermal gradient rig tests with simultaneous CMAS injection. Surf. Coat. Technol. 2017, 324, 36–47. [Google Scholar] [CrossRef]
- Schlichting, K.W.; Padture, N.P.; Jordan, E.H.; Gell, M. Failure modes in plasma-sprayed thermal barrier coatings. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2003, 342, 120–130. [Google Scholar] [CrossRef]
- Huang, J.B.; Wang, W.Z.; Li, Y.J.; Fang, H.J.; Ye, D.D.; Zhang, X.C.; Tu, S.T. A novel strategy to control the microstructure of plasma-sprayed YSZ thermal barrier coatings. Surf. Coat. Technol 2020, 402, 126304. [Google Scholar] [CrossRef]
- Fang, H.; Wang, W.; Huang, J.; Li, Y.; Ye, D. Corrosion behavior and thermos-physical properties of a promising Yb2O3 and Y2O3 co-stabilized ZrO2 ceramic for thermal barrier coatings subject to calcium-magnesium-aluminum-silicate (CMAS) deposition: Experiments and first-principles calculation. Corros. Sci. 2021, 182, 109230. [Google Scholar] [CrossRef]
- Fang, H.; Wang, W.; Yang, Z.; Yang, T.; Wang, Y.; Huang, J.; Ye, D. Phase stability, thermal shock behavior and CMAS corrosion resistance of Yb2O3-Y2O3 co-stabilized zirconia thermal barrier coatings prepared by atmospheric plasma spraying. Surf. Coat. Technol. 2021, 427, 127864. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, W.; Wang, W.; Zhang, W.; Yang, T.; Li, K.; Tang, Z.; Liu, C.; Zhang, C. Improvement on corrosion resistance of molten calcium-magnesium-alumina-silicate (CMAS) by Yb2O3-Y2O3 co-stabilized ZrO2 ceramic pellets. Corros. Sci. 2024, 227, 111754. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, W.; Wang, W.; Zhang, W.; Yang, T.; Li, K.; Li, H.; Tang, Z.; Liu, C.; Zhang, C. Deposition characteristics, sintering and CMAS corrosion resistance, and mechanical properties of thermal barrier coatings by atmospheric plasma spraying. Surf. Coat. Technol. 2024, 482, 130623. [Google Scholar] [CrossRef]
- Liu, W.; Liu, Y.; Wang, W.; Yang, T.; Zhang, W.; Liu, C.; Zhang, C.; Tu, S. Damage Grading Evaluation of Thermal Barrier Coatings under CMAS Corrosion. Coatings 2023, 13, 1495. [Google Scholar] [CrossRef]
- Yu, Z.X.; Huang, J.B.; Wang, W.Z.; Yu, J.Y.; Wu, L.M. Deposition and properties of a multilayered thermal barrier coating. Surf. Coat. Technol. 2016, 288, 126–134. [Google Scholar] [CrossRef]
- Li, W.; Zhao, H.; Zhong, X.; Wang, L.; Tao, S. Air Plasma-Sprayed Yttria and Yttria-Stabilized Zirconia Thermal Barrier Coatings Subjected to Calcium-Magnesium-Alumino-Silicate (CMAS). J. Therm. Spray Technol. 2014, 23, 975–983. [Google Scholar] [CrossRef]
- Harder, B.J.; Ramirez-Rico, J.; Almer, J.D.; Lee, K.N.; Faber, K.T. Chemical and Mechanical Consequences of Environmental Barrier Coating Exposure to Calcium-Magnesium-Aluminosilicate. J. Am. Ceram. Soc. 2011, 94, S178–S185. [Google Scholar] [CrossRef]
- Bolcavage, A.; Feuerstein, A.; Foster, J.; Moore, P. Thermal shock testing of thermal barrier coating/bondcoat systems. J. Mater. Eng. Perform. 2004, 13, 389–397. [Google Scholar] [CrossRef]
- Traeger, F.; Vassen, R.; Rauwald, K.H.; Stöver, D. Thermal cycling setup for testing thermal barrier coatings. Adv. Eng. Mater. 2003, 5, 429–432. [Google Scholar] [CrossRef]
- Wu, J.; Wei, X.Z.; Padture, N.P.; Klemens, P.G.; Gell, M.; García, E.; Miranzo, P.; Osendi, M.I. Low-thermal-conductivity rare-earth zirconates for potential thermal-barrier-coating applications. J. Am. Ceram. Soc. 2002, 85, 3031–3035. [Google Scholar] [CrossRef]
- Huang, J.B.; Wang, W.Z.; Li, Y.J.; Fang, H.J.; Ye, D.D.; Zhang, X.C.; Tu, S.T. Novel-structured plasma-sprayed thermal barrier coatings with low thermal conductivity, high sintering resistance and high durability. Ceram. Int. 2021, 47, 5156–5167. [Google Scholar] [CrossRef]
- Marcomini, R.F.; Souza, D.M.P.F.d. Caracterização microestrutural de materiais cerâmicos utilizando o programa de processamento digital de imagens Image J. Cerâmica 2011, 57, 100–105. [Google Scholar] [CrossRef]
- Li, D.; Feng, J.; Zhao, H.; Liu, C.; Zhang, L.; Shao, F.; Zhao, Y.; Tao, S. Microstructure formed by suspension plasma spraying: From YSZ splat to coating. Ceram. Int. 2017, 43, 7488–7496. [Google Scholar] [CrossRef]
- Chen, R.; Wu, X.; Dudzinski, D. Influence of Thermal Cycle Frequency on the TGO Growth and Cracking Behaviors of an APS-TBC. J. Therm. Spray Technol. 2012, 21, 1294–1299. [Google Scholar] [CrossRef]
- Liu, T.; Luo, X.-T.; Chen, X.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Morphology and Size Evolution of Interlamellar Two-Dimensional Pores in Plasma-Sprayed La2Zr2O7 Coatings During Thermal Exposure at 1300 °C. J. Therm. Spray Technol. 2015, 24, 739–748. [Google Scholar] [CrossRef]
- Wang, Y.; Han, Y.; Lin, C.; Zheng, W.; Jiang, C.; Wei, A.; Liu, Y.; Zeng, Y.; Shi, Y. Effect of spraying power on the morphology of YSZ splat and micro-structure of thermal barrier coating. Ceram. Int. 2021, 47, 18956–18963. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, W.; Wang, W.; Liu, W.; Yang, T.; Li, K.; Tang, Z.; Liu, C.; Zhang, C. Evolution of microstructure, thermophysical and mechanical properties and wetting behavior of plasma-sprayed Yb2O3 and Y2O3 co-stabilized ZrO2 coatings during high-temperature exposure and CMAS corrosion. Surf. Coat. Technol. 2024, 477, 130278. [Google Scholar] [CrossRef]
- Kang, Y.X.; Bai, Y.; Du, G.Q.; Yu, F.L.; Bao, C.G.; Wang, Y.T.; Ding, F. High temperature wettability between CMAS and YSZ coating with tailored surface microstructures. Mater. Lett. 2018, 229, 40–43. [Google Scholar] [CrossRef]
- Yin, B.; Sun, M.; Zhu, W.; Yang, L.; Zhou, Y. Wetting and spreading behaviour of molten CMAS towards thermal barrier coatings and its influencing factors. Results Phys. 2021, 26, 104365. [Google Scholar] [CrossRef]
- Guo, L.; Li, G.; Gan, Z. Effects of surface roughness on CMAS corrosion behavior for thermal barrier coating applications. J. Adv. Ceram. 2021, 10, 472–481. [Google Scholar] [CrossRef]
- Li, Y.; Li, C.-J.; Zhang, Q.; Yang, G.-J.; Li, C.-X. Influence of TGO Composition on the Thermal Shock Lifetime of Thermal Barrier Coatings with Cold-sprayed MCrAlY Bond Coat. J. Therm. Spray Technol. 2010, 19, 168–177. [Google Scholar] [CrossRef]
- Yang, S.-J.; Song, W.-J.; Dingwell, D.B.; He, J.; Guo, H.-B. Surface roughness affects metastable non-wetting behavior of silicate melts on thermal barrier coatings. Rare Met. 2022, 41, 469–481. [Google Scholar] [CrossRef]
- Loganathan, A.; Gandhi, A.S. Effect of phase transformations on the fracture toughness of t′ yttria stabilized zirconia. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2012, 556, 927–935. [Google Scholar] [CrossRef]
- Sun, Y.; Luo, J.; Zhu, J. Ferroelastic toughening of single crystalline yttria-stabilized t′ zirconia: A phase field study. Eng. Fract. Mech. 2020, 233, 107077. [Google Scholar] [CrossRef]
- Clarke, D.R. Materials selection guidelines for low thermal conductivity thermal barrier coatings. Surf. Coat. Technol. 2003, 163, 67–74. [Google Scholar] [CrossRef]
- Liu, H.; Li, S.; Li, Q.; Li, Y.; Zhou, W. Microstructure, phase stability and thermal conductivity of plasma sprayed Yb2O3, Y2O3 co-stabilized ZrO2 coatings. Solid State Sci. 2011, 13, 513–519. [Google Scholar] [CrossRef]
- Xu, Y.; Guo, X.; Lin, C.; Jiang, C.; Zheng, W.; Chang, C.; Zeng, Y. Thermal Properties and Microstructures Analysis of YSZ and YSZ-Al2O3Thermal Barrier Coatings. J. Therm. Spray Technol. 2020, 29, 574–581. [Google Scholar] [CrossRef]
- Talochkin, A.B.; Teys, S.A.; Suprun, S.P. Resonance Raman scattering by optical phonons in unstrained germanium quantum dots. Phys. Rev. B 2005, 72, 115416. [Google Scholar] [CrossRef]
- Klemens, P.G. Effect of point defects on the decay of the longitudinal optical mode. Phys. B Condens. Matter 2002, 316, 413–416. [Google Scholar] [CrossRef]
- Wang, J.; Sun, J.; Jing, Q.; Liu, B.; Zhang, H.; Yu, Y.; Yuan, J.; Dong, S.; Zhou, X.; Cao, X. Phase stability and thermo-physical properties of ZrO2-CeO2-TiO2ceramics for thermal barrier coatings. J. Eur. Ceram. Soc. 2018, 38, 2841–2850. [Google Scholar] [CrossRef]
- Qu, Z.; Sparks, T.D.; Pan, W.; Clarke, D.R. Thermal conductivity of the gadolinium calcium silicate apatites: Effect of different point defect types. Acta Mater. 2011, 59, 3841–3850. [Google Scholar] [CrossRef]
- Chen, D.; Wang, Q.; Liu, Y.; Ning, X. Investigation of ternary rare earth oxide-doped YSZ and its high temperature stability. J. Alloys Compd. 2019, 806, 580–586. [Google Scholar] [CrossRef]
- Lin, J.D.; Duh, J.G. Fracture toughness and hardness of ceria- and yttria-doped tetragonal zirconia ceramics. Mater. Chem. Phys. 2003, 78, 253–261. [Google Scholar] [CrossRef]
- Karthikeyan, S.; Balasubramanian, V.; Rajendran, R. Developing empirical relationships to estimate porosity and microhardness of plasma-sprayed YSZ coatings. Ceram. Int. 2014, 40, 3171–3183. [Google Scholar] [CrossRef]
- Borik, M.A.; Kulebyakin, A.V.; Myzina, V.A.; Lomonova, E.E.; Milovich, F.O.; Ryabochkina, P.A.; Sidorova, N.V.; Shulga, N.Y.; Tabachkova, N.Y. Mechanical characteristics, structure, and phase stability of tetragonal crystals of ZrO2-Y2O3 solid solutions doped with cerium and neodymium oxides. J. Phys. Chem. Solids 2021, 150, 109808. [Google Scholar] [CrossRef]
- Kan, Y.; Zhang, G.; Wang, P.; Van der Biest, O.; Vleugels, J. Yb2O3 and Y2O3 co-doped zirconia ceramics. J. Eur. Ceram. Soc. 2006, 26, 3607–3612. [Google Scholar] [CrossRef]
- Fang, H.; Wang, W.; Zhang, C.; Wang, Y.; Yang, T.; Yang, Z.; Liu, Y.; Ye, D. Comparative study on failure behavior of promising CMAS-resistant plasma-sprayed thermal barrier coatings in burner rig test with/without CMAS deposition. Ceram. Int. 2023, 49, 12390–12407. [Google Scholar] [CrossRef]
- Mercer, C.; Faulhaber, S.; Evans, A.G.; Darolia, R. A delamination mechanism for thermal barrier coatings subject to calcium-magnesium-alumino-silicate (CMAS) infiltration. Acta Mater. 2005, 53, 1029–1039. [Google Scholar] [CrossRef]
- Zhu, W.; Chen, H.Y.; Yang, L.; Zhou, Y.C.; Xu, G.N. Phase field model for diffusion-reaction stress field in the thermal barrier coatings corroded by the molten CMAS. Eng. Fail. Anal. 2020, 111, 104486. [Google Scholar] [CrossRef]
- Dai, H.; Xie, A.; Gao, L.; Zhang, J.; Zhang, X.; Lin, J. Effect of CMAS penetration behavior on stress evolution in TBCs under three-dimensional temperature gradients. Ceram. Int. 2024, 50, 660–671. [Google Scholar] [CrossRef]
- Ren, X.; Zhao, M.; Feng, J.; Pan, W. Phase transformation behavior in air plasma sprayed yttria stabilized zirconia coating. J. Alloys Compd. 2018, 750, 189–196. [Google Scholar] [CrossRef]
- Feng, Y.; Dong, T.-s.; Fu, B.-g.; Li, G.-l.; Liu, Q.; Wang, R. Thermal shock resistance of double-layer thermal barrier coatings. J. Mater. Res. 2020, 35, 2808–2816. [Google Scholar] [CrossRef]
- Roncallo, G.; Barbareschi, E.; Cacciamani, G.; Vacchieri, E. Effect of cooling rate on phase transformation in 6–8 wt% YSZ APS TBCs. Surf. Coat. Technol. 2021, 412, 127071. [Google Scholar] [CrossRef]
- Xia, J.; Yang, L.; Wu, R.T.; Zhou, Y.C.; Zhang, L.; Huo, K.L.; Gan, M. Degradation mechanisms of air plasma sprayed free-standing yttria-stabilized zirconia thermal barrier coatings exposed to volcanic ash. Appl. Surf. Sci. 2019, 481, 860–871. [Google Scholar] [CrossRef]
- Morelli, S.; Bursich, S.; Testa, V.; Bolelli, G.; Micciche, A.; Lusvarghi, L. CMAS corrosion and thermal cycling fatigue resistance of alternative thermal barrier coating materials and architectures: A comparative evaluation. Surf. Coat. Technol. 2022, 439, 128433. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spray Parameter | Bond Coat | YbYSZ | YSZ |
|---|---|---|---|
| Power (kW) | 36 | 31–48 | 31–48 |
| Ar (L/min) | 50 | 40 | 40 |
| H2 (L/min) | 9 | 9 | 9 |
| Spray distance (mm) | 120 | 100 | 100 |
| Gun speed (mm/s) | 900 | 500 | 500 |
| Thickness (μm) | 80–100 | 300–350 | 300–350 |
| Sample | Chemical Composition | Source | Grain Size |
|---|---|---|---|
| NiCrAlY | Amdry 962, Sulzer Metco Inc., New York, NY, USA | 15–45 μm | |
| YbYSZ | 4.0 mol.%-Yb2O3-0.5 mol.%Y2O3-ZrO2 | Suzhou Meierbang Material Co., Ltd., Suzhou, China | 15–45 μm |
| YSZ | 8 wt% Y2O3 + 92 wt% ZrO2 | Commercial 8YSZ powders | 15–45 μm |
| SiO2 | CaO | MgO | Al2O3 | Na2O | K2O | Fe2O3 | ZrO2 | |
|---|---|---|---|---|---|---|---|---|
| Original powder composition (mol.%) | 54.28 | 34.33 | 4.61 | 3.92 | 0.90 | 0.93 | 1.37 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Liu, W.; Liu, Y.; Wang, W.; Yang, T.; Li, K.; Wang, J.; Zhang, X.; Yang, S.; Liu, P.; et al. CMAS Corrosion Resistance of Plasma-Sprayed YSZ and Yb2O3-Y2O3-Co-Stabilized ZrO2 Coatings under 39–40 KW Spraying Power. Coatings 2024, 14, 928. https://doi.org/10.3390/coatings14080928
Zhang W, Liu W, Liu Y, Wang W, Yang T, Li K, Wang J, Zhang X, Yang S, Liu P, et al. CMAS Corrosion Resistance of Plasma-Sprayed YSZ and Yb2O3-Y2O3-Co-Stabilized ZrO2 Coatings under 39–40 KW Spraying Power. Coatings. 2024; 14(8):928. https://doi.org/10.3390/coatings14080928
Chicago/Turabian StyleZhang, Wenkang, Wei Liu, Yangguang Liu, Weize Wang, Ting Yang, Kaibin Li, Junhao Wang, Xiaoqin Zhang, Shilong Yang, Pengpeng Liu, and et al. 2024. "CMAS Corrosion Resistance of Plasma-Sprayed YSZ and Yb2O3-Y2O3-Co-Stabilized ZrO2 Coatings under 39–40 KW Spraying Power" Coatings 14, no. 8: 928. https://doi.org/10.3390/coatings14080928