
Fatigue Behaviour and Life Prediction of YSZ Thermal Barrier Coatings at Elevated Temperature under Cyclic Loads


Abstract
1. Introduction
2. Specimen Preparation and Experimental Procedure
2.1. Specimen Preparation
2.2. Test Equipment
3. Fatigue Experimental Procedure and Results
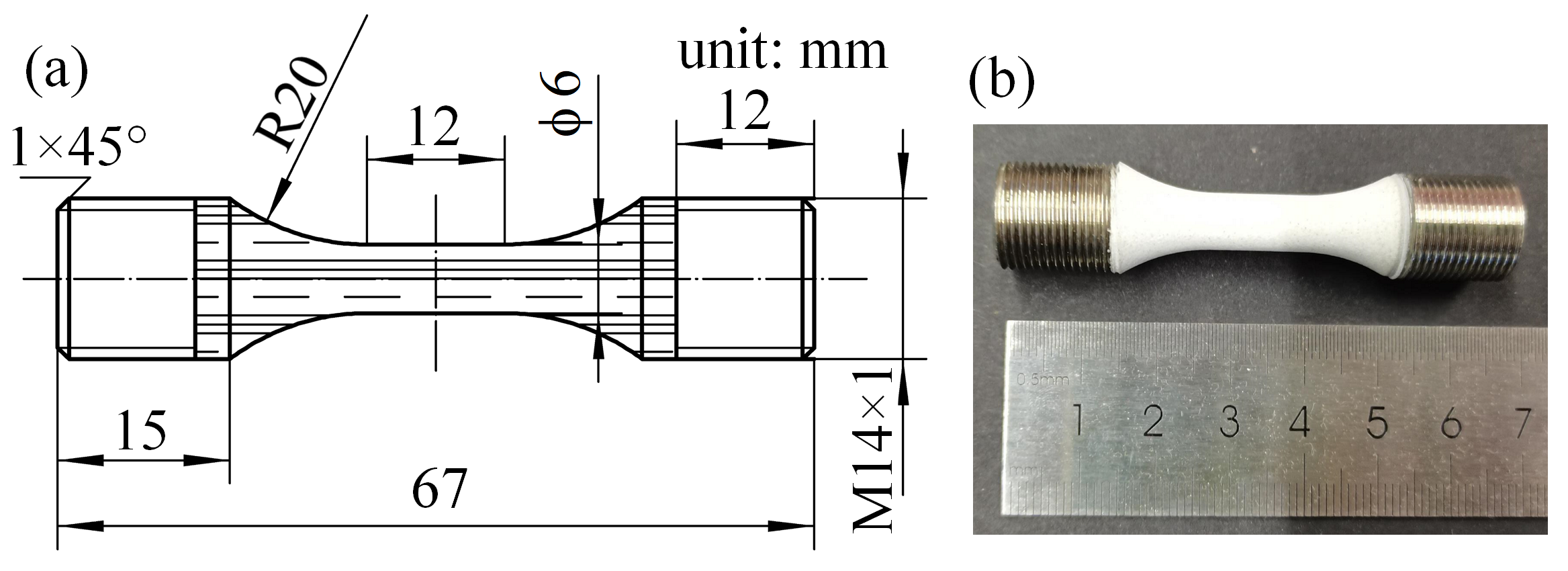
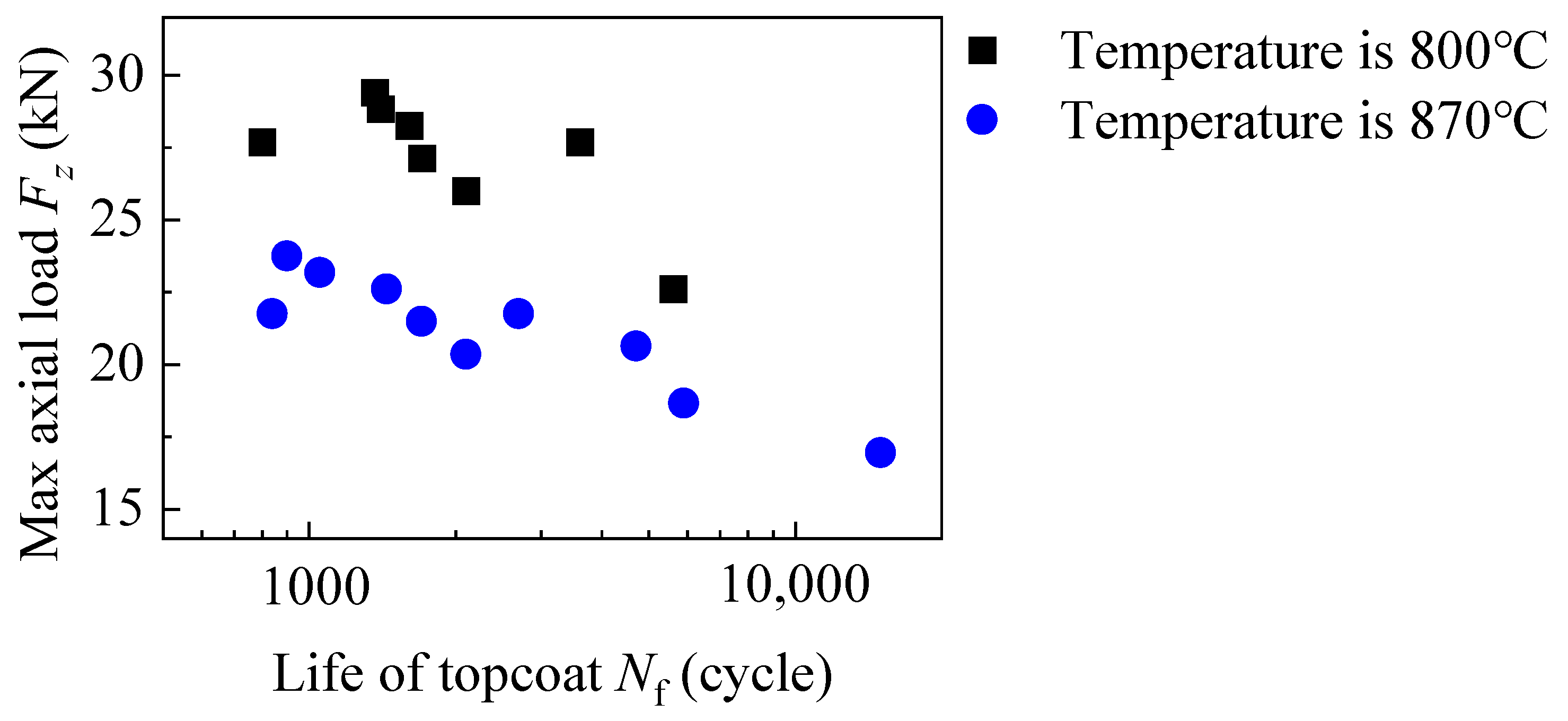
3.1. Uniaxial Fatigue Test of Rods
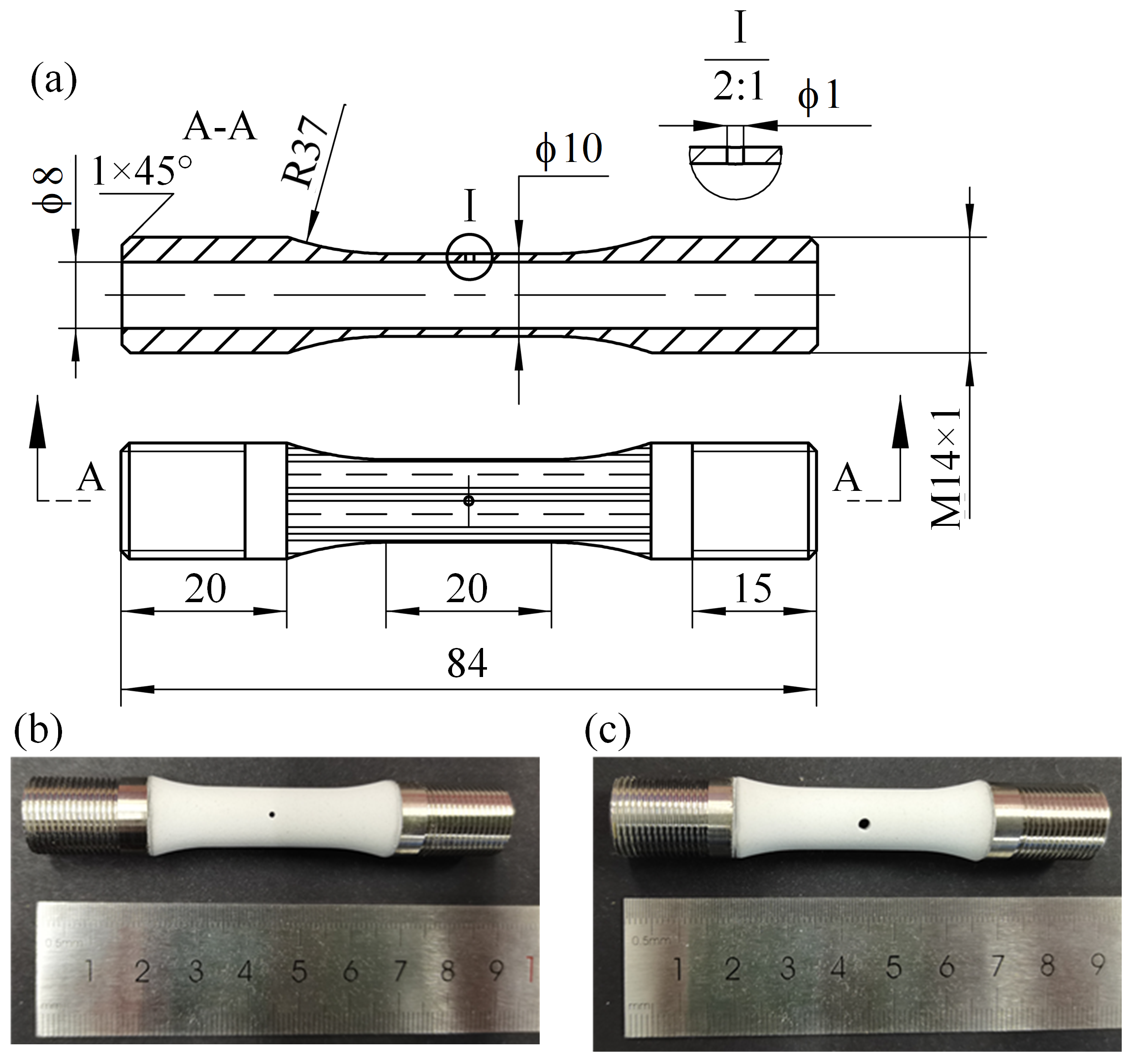
3.2. Uniaxial Fatigue Test of Tubes
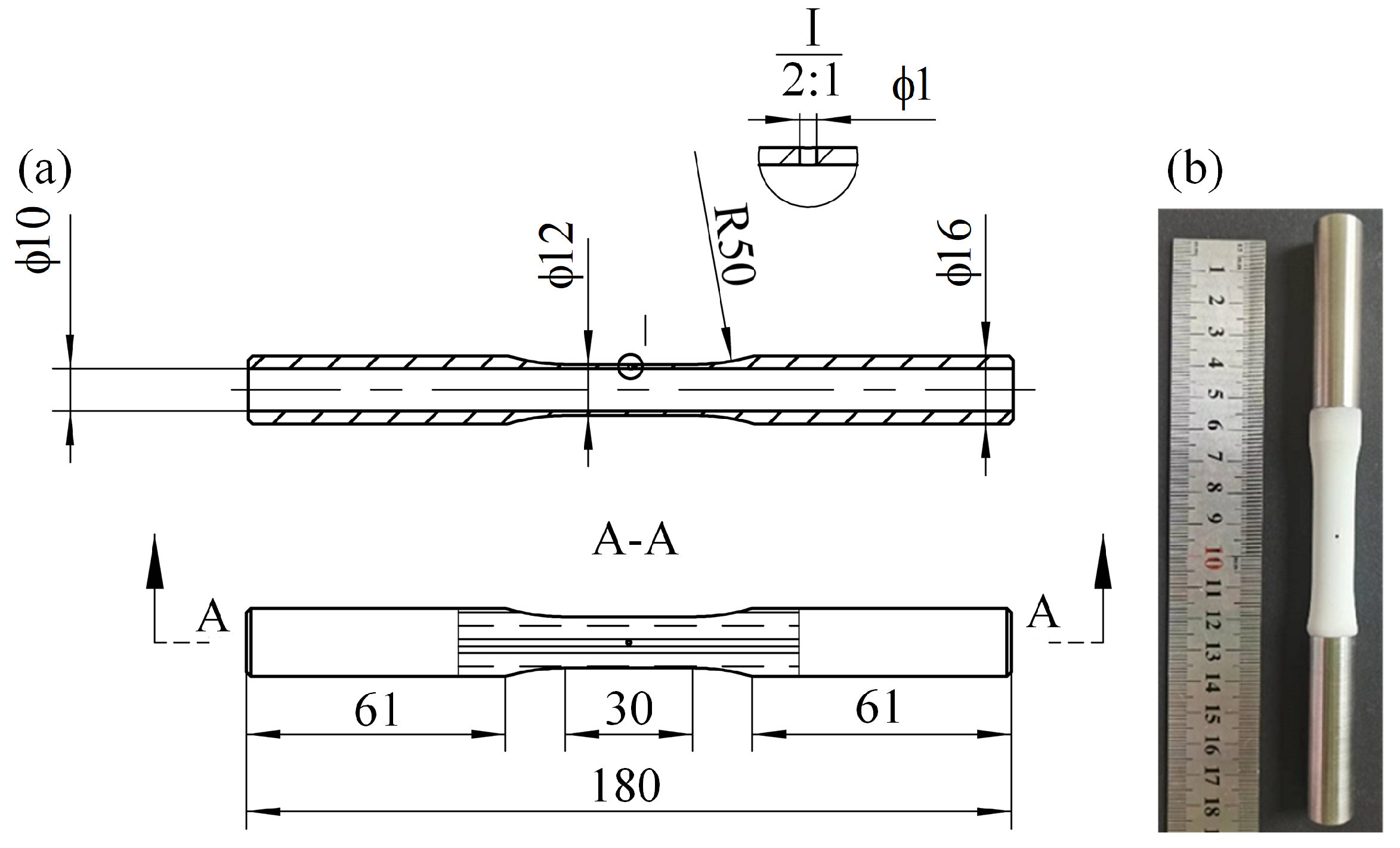
3.3. Multiaxial Fatigue Test of Tubes
4. Finite Element Analysis
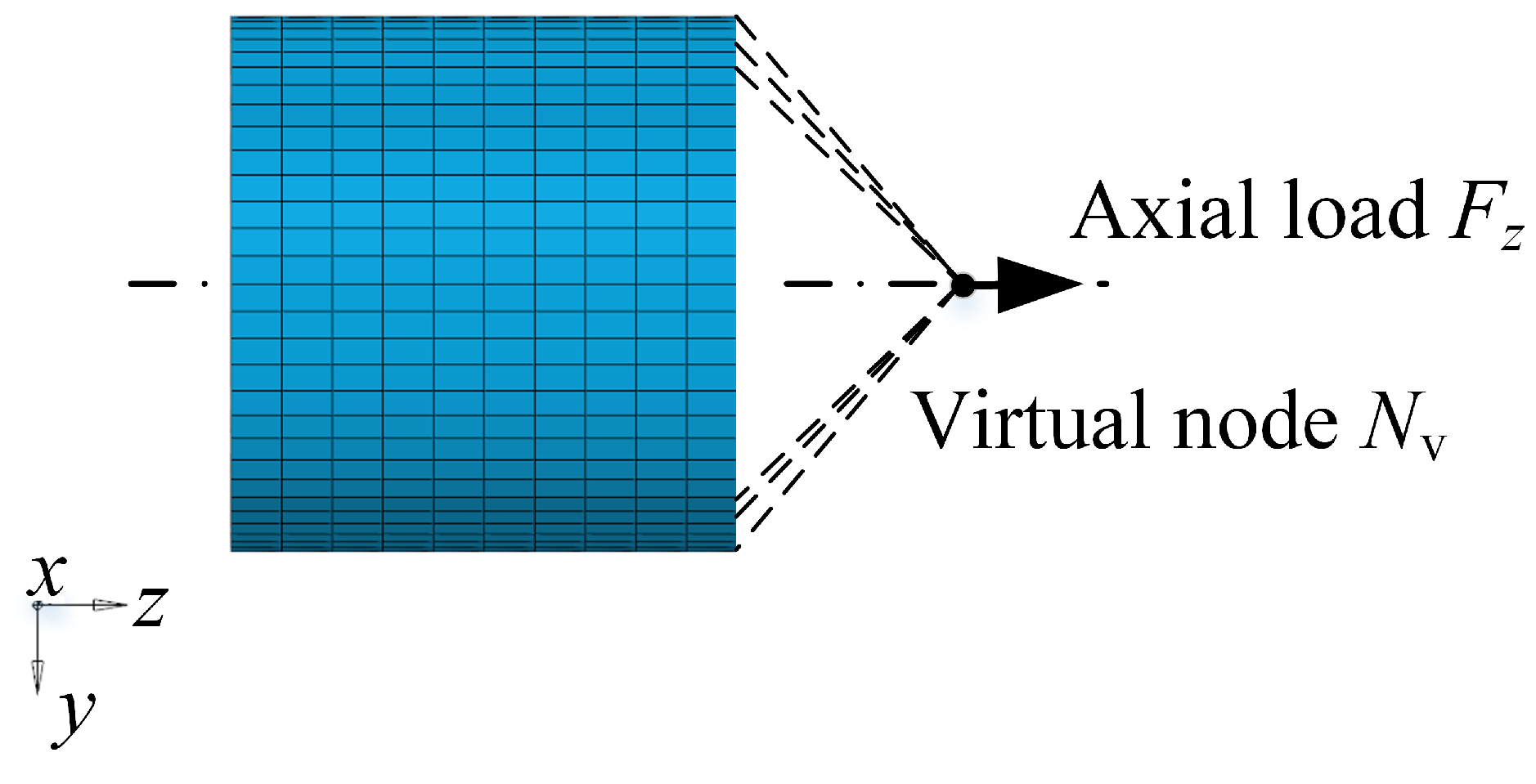
4.1. Computation Method
4.2. Analysis of Computational Results
5. Proposal of Fatigue Life Model
6. Conclusions
- (1)
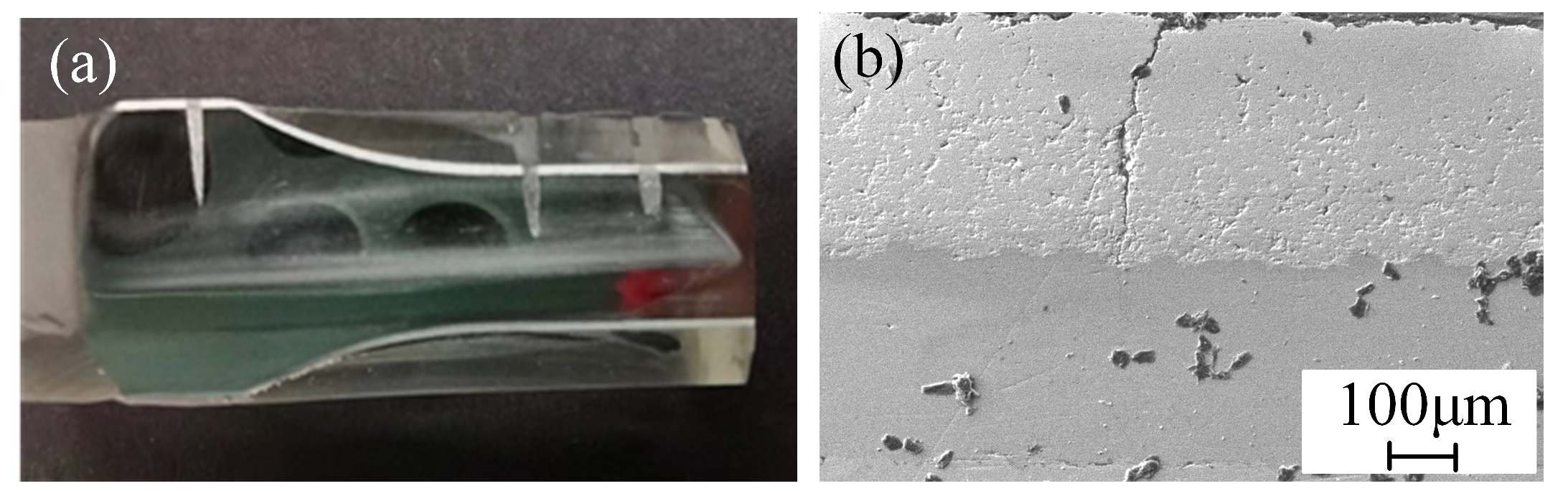
- The study revealed that under cyclic stress, the ceramic topcoat on the high-temperature alloy might experience fatigue cracking before the substrate fractures. Specimens that did not fracture were embedded in epoxy resin and sectioned axially. The SEM images of the sectioned specimen revealed that cracks in the ceramic topcoat extended from the topcoat to the interface between the bondcoat and topcoat, but did not penetrate the bondcoat. Additionally, there were no interfacial cracks found in the bondcoat and substrate.
- (2)
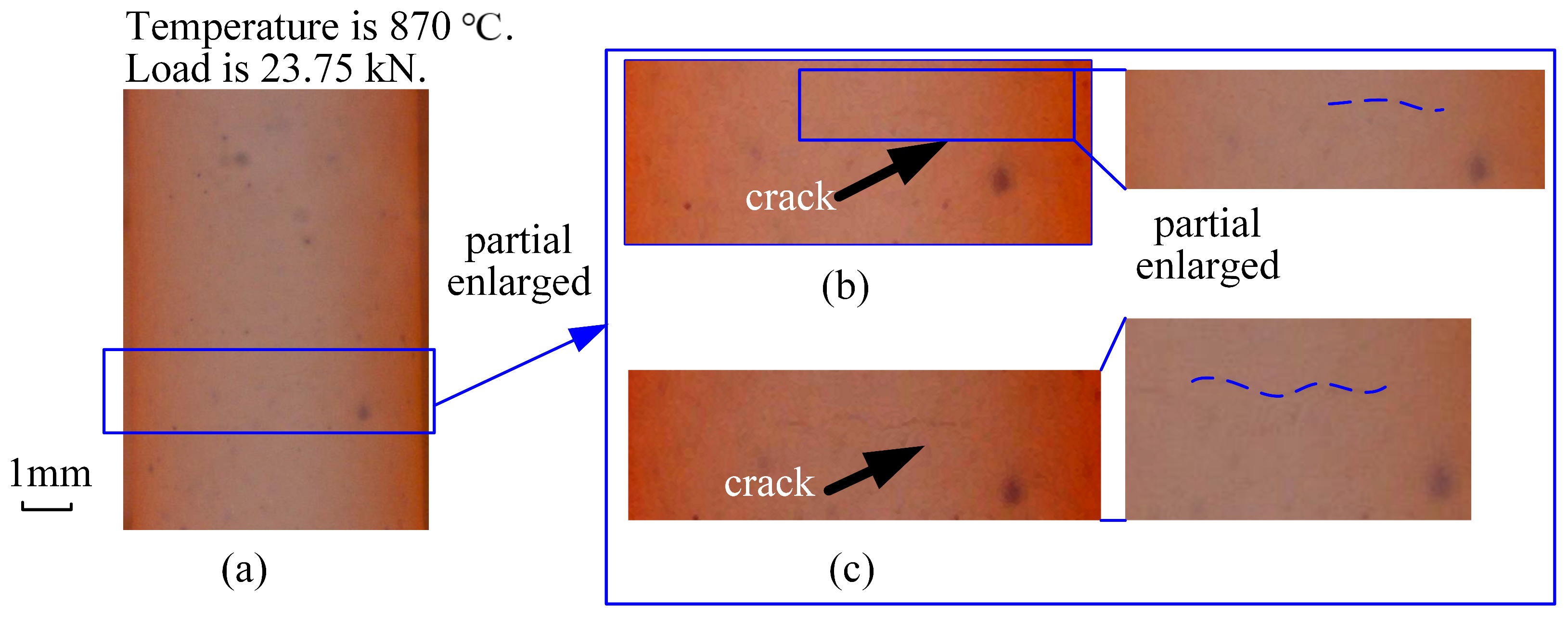
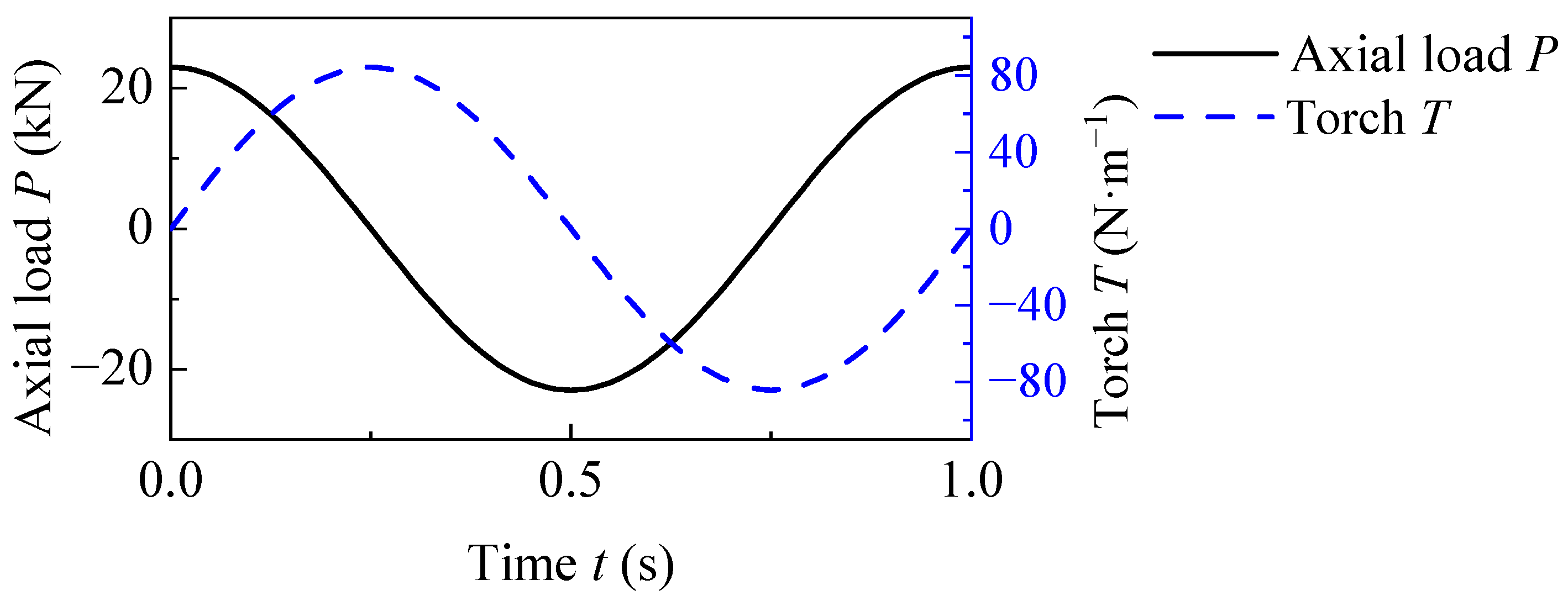
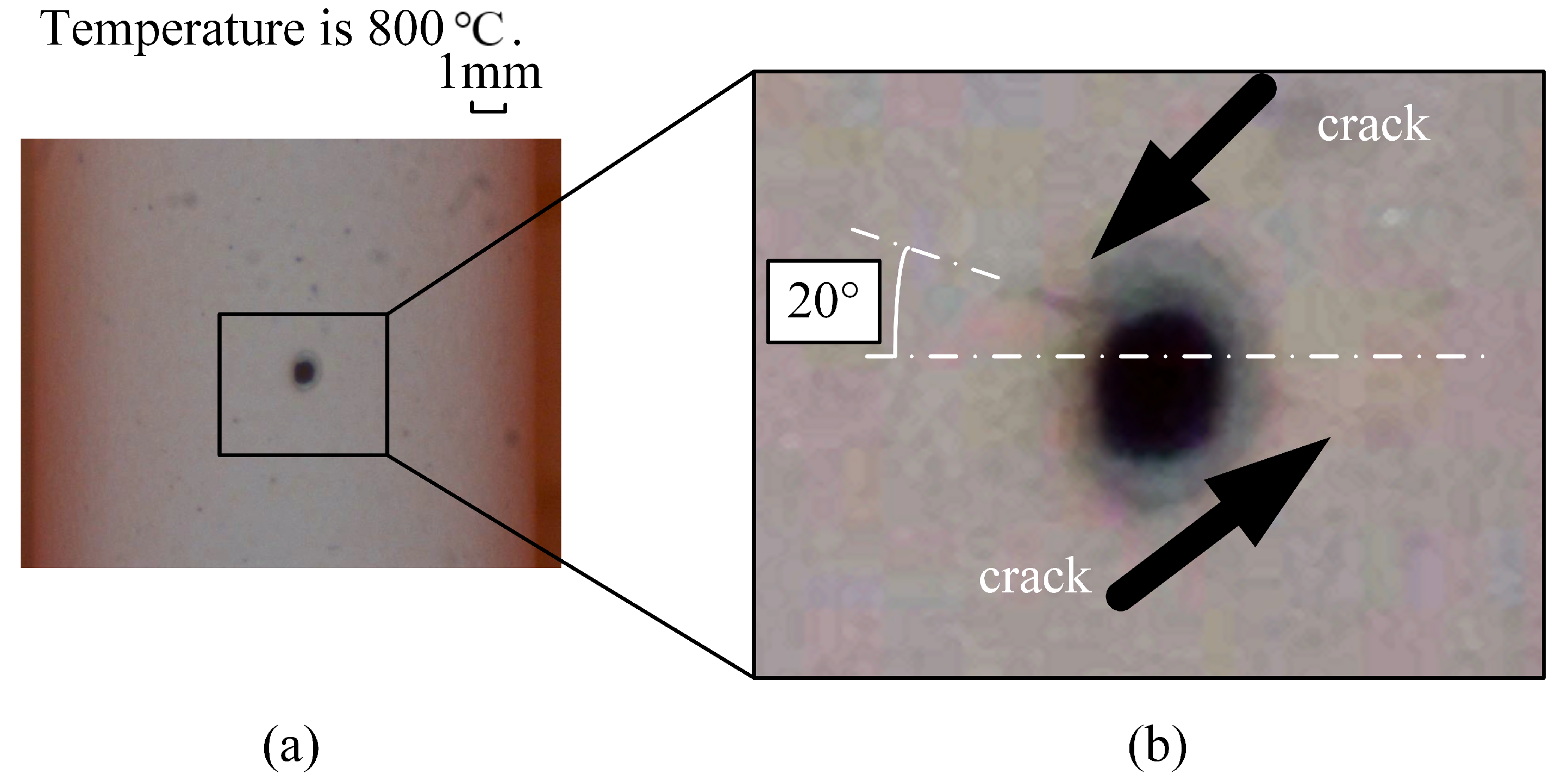
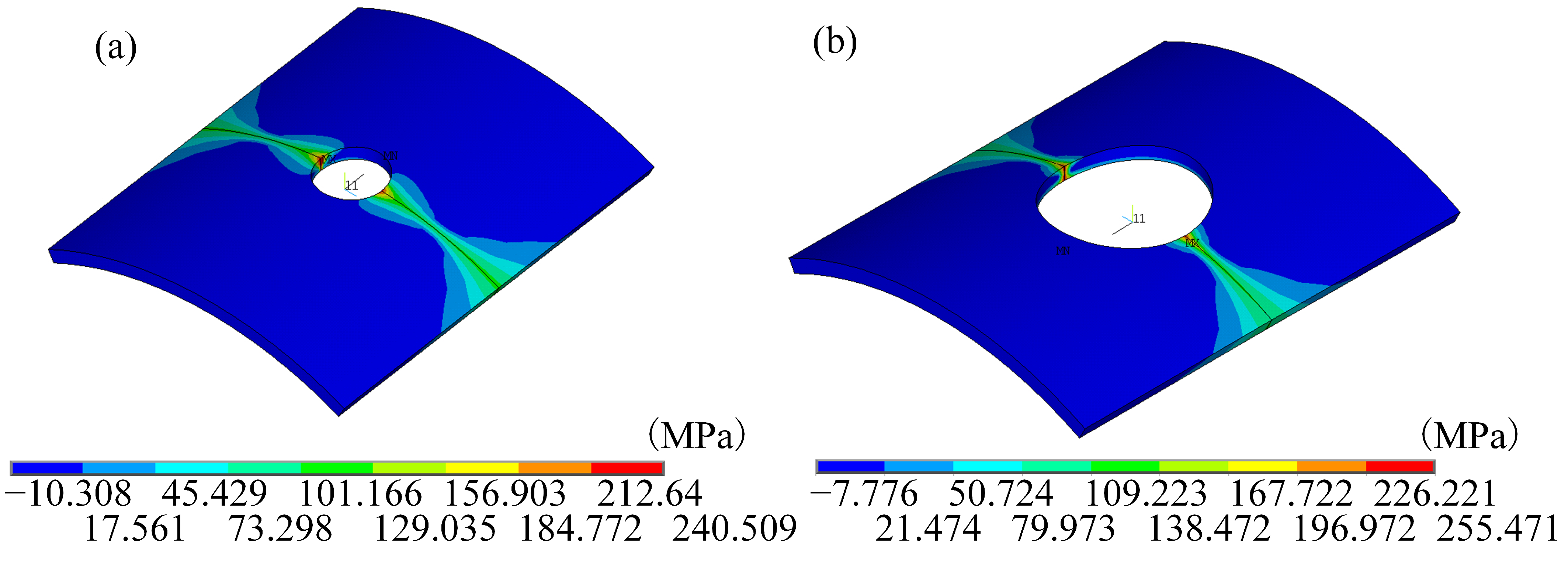
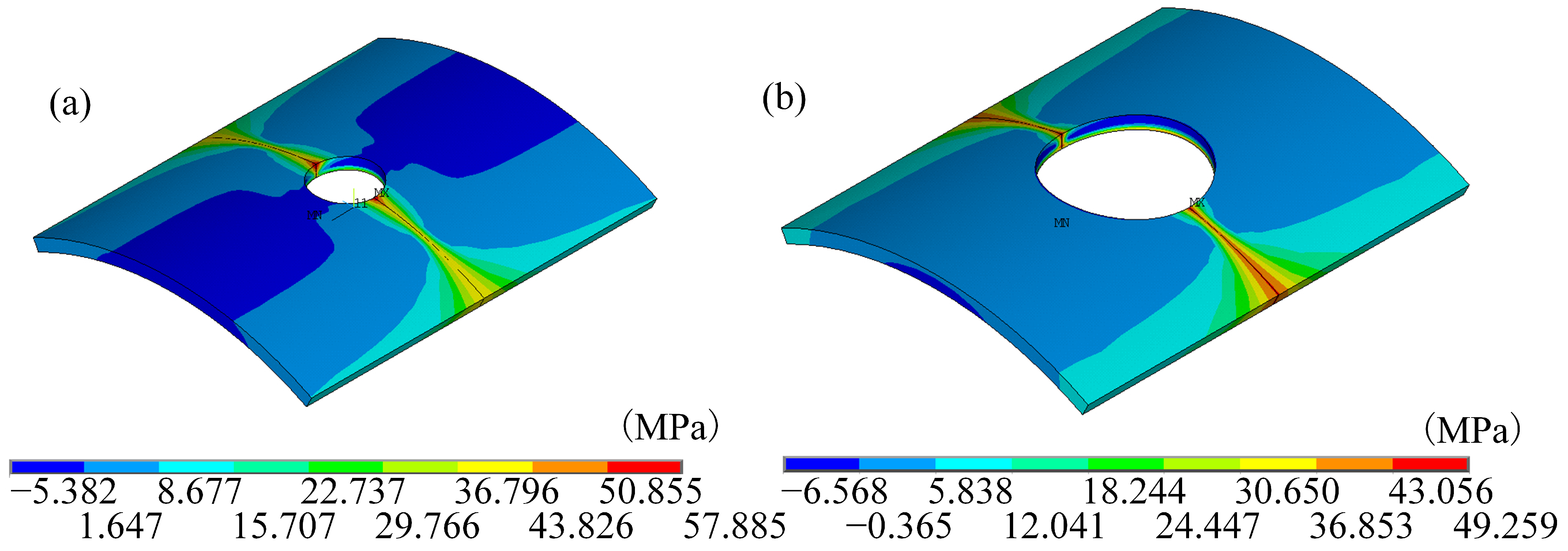
- During axial tensile fatigue tests, cracks in the topcoat initially appeared perpendicular to the direction of the load. When subjected to tensile-torsion loads with a 90° phase difference, the cracks on the edges of the radial hole in the tube were oriented at −70° and 110° relative to the edges of the hole. Calculations revealed that the location of the maximum principal stress corresponded to the location of the initial crack, and the direction of the principal stress aligned with the direction of the crack opening.
- (3)
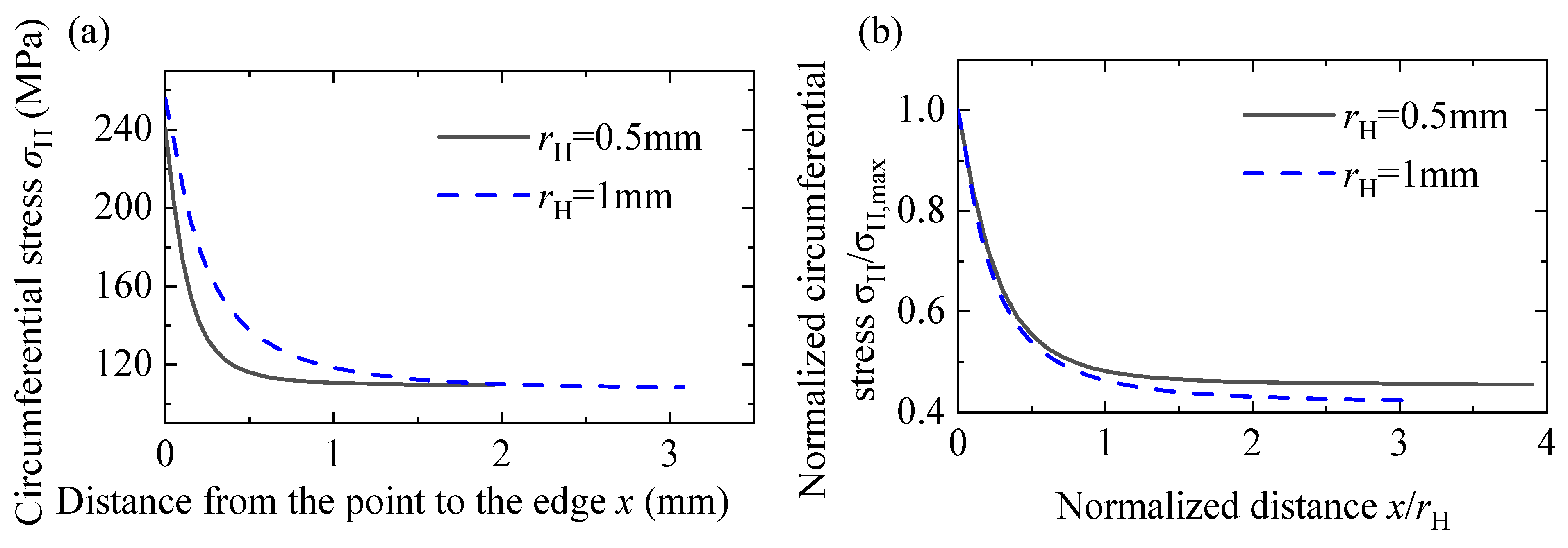
- A fatigue life model was proposed, utilizing the maximum principal stress as the damage parameter, taking into account the stress gradient and the impact of multiaxial loads on fatigue life. This model was used to predict the cracking life of ceramic topcoat thin-walled tubes with radial holes under loads parallel to the coating interface. Excluding two data points where cracking occurred immediately upon loading, the life prediction results fell within a four-fold scatter band, with 77% of the prediction results falling within a two-fold scatter band.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| APS | Atmospheric Plasma Spraying |
| BC | Bondcoat |
| EB-PVD | Electron Beam Physical Vapor Deposition |
| FEM | Finite Element Method |
| HVOF | High-Velocity Oxygen-Fuel |
| SEM | Scanning Electron Microscope |
| TBCs | Thermal Barrier Coatings |
| TC | Topcoat |
| YSZ | Yttria Stabilized Zirconia |
References
- Ebrahimzade, V.; Haasler, D.; Malzbender, J. Failure mechanism and lifetime of various laser-drilled APS-TBC systems under LCF conditions. Eng. Fail. Anal. 2021, 127, 105526. [Google Scholar] [CrossRef]
- Mensch, A.; Thole, K.A.; Craven, B.A. Conjugate heat transfer measurements and predictions of a blade endwall with a thermal barrier coating. J. Turbomach. 2014, 136, 121003. [Google Scholar] [CrossRef]
- Hardwicke, C.U.; Lau, Y.C. Advances in thermal spray coatings for gas turbines and energy generation: A review. J. Therm. Spray Technol. 2013, 22, 564–576. [Google Scholar] [CrossRef]
- Aleksanoglu, H.; Scholz, A.; Oechsner, M.; Berger, C.; Rudolphi, M.; Schuetze, M.; Stamm, W. Determining a critical strain for APS thermal barrier coatings under service relevant loading conditions. Int. J. Fatigue 2013, 53, 40–48. [Google Scholar] [CrossRef]
- Mehboob, G.; Liu, M.J.; Xu, T.; Hussain, S.; Mehboob, G.; Tahir, A. A review on failure mechanism of thermal barrier coatings and strategies to extend their lifetime. Ceram. Int. 2020, 46, 8497–8521. [Google Scholar] [CrossRef]
- Liu, Y.; Persson, C.; Wigren, J. Experimental and numerical life prediction of thermally cycled thermal barrier coatings. J. Therm. Spray Technol. 2004, 13, 415–424. [Google Scholar] [CrossRef]
- Gildersleeve, V.E.J.; Nakamura, T.; Sampath, S. Durability of plasma sprayed Thermal Barrier Coatings with controlled properties part II: Effects of geometrical curvature. Surf. Coat. Technol. 2021, 424, 127671. [Google Scholar] [CrossRef]
- Jiang, J.S.; Ma, X.F.; Wang, B. Stress analysis of the thermal barrier coating system near a cooling hole considering the free-edge effect. Ceram. Int. 2020, 46, 331–342. [Google Scholar] [CrossRef]
- Jiang, J.S.; Wu, D.; Wang, W.Z.; Zhao, X.F.; Ma, X.F.; Wang, B.; Shi, H.J. Fracture behavior of TBCs with cooling hole structure under cyclic thermal loadings. Ceram. Int. 2020, 46, 3644–3654. [Google Scholar] [CrossRef]
- Tao, Q.N.; Wang, Y.R.; Yang, S.; Liu, Y.H. Simulations of effects of geometric and material parameters on the interfacial stress of the thermal barrier coatings with free edges. Coatings 2023, 13, 1378. [Google Scholar] [CrossRef]
- Naumenko, D.; Shemet, V.; Singheiser, L.; Quadakkers, W.J. Failure mechanisms of thermal barrier coatings on MCrAlY-type bondcoats associated with the formation of the thermally grown oxide. J. Mater. Sci. 2009, 44, 1687–1703. [Google Scholar] [CrossRef]
- Schmidt, U.T.; Vöhringer, O.; Löhe, D. The creep damage behavior of the plasma-sprayed thermal barrier coating system NiCr22Co12Mo9-NiCoCrAlY-ZrO2/7Y2O3. J. Eng. Gas Turbines Power-Trans. ASME 1998, 121, 678–682. [Google Scholar] [CrossRef]
- Choi, S.R.; Zhu, D.M.; Miller, R.A. Deformation and tensile cyclic fatigue of plasma-sprayed ZrO2-8wt% Y2O3 thermal barrier coatings. In Proceedings of the 25th Annual Conference on Composites, Advanced Ceramics, Materials and Structures, Cocoa Beach, FL, USA, 21–27 January 2001; Ceramic Engineering and Science Proceedings. pp. 427–434. [Google Scholar]
- Basquin, O.H. The exponential law of endurance tests. Am. Soc. Test. Mater. Proc. 1910, 10, 625–630. [Google Scholar]
- Kurek, A. Using fatigue characteristics to analyse test results for 16Mo3 steel under tension-compression and oscillatory bending conditions. Materials 2020, 13, 1197. [Google Scholar] [CrossRef] [PubMed]
- Garud, Y.S. A new approach to the evaluation of fatigue under multiaxial loadings. J. Eng. Mater. Technol. 1981, 103, 118–125. [Google Scholar] [CrossRef]
- Carpinteri, A.; Montagnoli, F.; Invernizzi, S. Scaling and fractality in fatigue resistance: Specimen-size effects on Wohler’s curve and fatigue limit. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 1869–1879. [Google Scholar] [CrossRef]
- Li, C.M.; Hu, Z.; Sun, C.Q.; Song, Q.Y.; Zhang, W.H. Probabilistic control volume method for evaluating the effects of notch size and loading type on fatigue life. Acta Mech. Solida Sin. 2020, 33, 141–149. [Google Scholar] [CrossRef]
- Li, S.J.; An, Y.L.; Zhou, H.D.; Chen, J.M. Plasma sprayed YSZ coatings deposited at different deposition temperatures, part 1: Splats, microstructures, mechanical properties and residual stress. Surf. Coat. Technol. 2018, 350, 712–721. [Google Scholar] [CrossRef]
- Tao, Q.N.; Wang, Y.R.; Wei, D.S.; Yang, S. Thermal oxidation description methodology of thermal barrier coatings on gas turbine blades considering service characteristics. Chin. J. Aeronaut. 2024, 37, 410–424. [Google Scholar] [CrossRef]
- Hassanifard, S.; Behdinan, K. Effects of voids and raster orientations on fatigue life of notched additively manufactured PLA components. Int. J. Adv. Manuf. Technol. 2022, 120, 6241–6250. [Google Scholar] [CrossRef]
- Fatemi, A.; Zeng, Z.; Plaseied, A. Fatigue behavior and life predictions of notched specimens made of QT and forged microalloyed steels. Int. J. Fatigue 2004, 26, 663–672. [Google Scholar] [CrossRef]
- Wang, J.L.; Wei, D.S.; Wang, Y.R.; Zhong, B. High-temperature LCF life estimation based on stress gradient effect of notched GH4169 alloy specimens. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1640–1651. [Google Scholar] [CrossRef]
- Leitner, M.; Vormwald, M.; Remes, H. Statistical size effect on multiaxial fatigue strength of notched steel components. Int. J. Fatigue 2017, 104, 322–333. [Google Scholar] [CrossRef]
- Kamal, M.; Rahman, M.M. Advances in fatigue life modeling: A review. Renew. Sustain. Energy Rev. 2018, 82, 940–949. [Google Scholar] [CrossRef]
- Bialas, M. Finite element analysis of stress distribution in thermal barrier coatings. Surf. Coat. Technol. 2008, 202, 6002–6010. [Google Scholar] [CrossRef]
- Mohammadi, M.; Poursaeidi, E.; Torkashvand, K. Finite element analysis of the effect of thermal cycles and ageing on the interface delamination of plasma sprayed thermal barrier coatings. Surf. Coat. Technol. 2019, 375, 243–255. [Google Scholar] [CrossRef]
- Ali, M.Y.; Nusier, S.Q.; Newaz, G.M. Creep effects on early damage initiation in a TBC system. J. Mater. Sci. 2004, 39, 3383–3390. [Google Scholar] [CrossRef]
- Academic Committee of Superalloys in Chinese Society for Metals China Superalloys Handbook; Standards Press of China: Beijing, China, 2012.
- Wei, S.; Fu-chi, W.; Qun-bo, F.; Zhuang, M. Lifetime prediction of plasma-sprayed thermal barrier coating systems. Surf. Coat. Technol. 2013, 217, 39–45. [Google Scholar] [CrossRef]
- Durbin, J.; Watson, G.S. Testing for serial correlation in least squares regression. I. Biometrika 1950, 37, 409–428. [Google Scholar] [CrossRef]
- Durbin, J.; Watson, G.S. Testing for serial correlation in least squares regression. II. Biometrika 1951, 38, 159–178. [Google Scholar] [CrossRef]
- Zhong, B.; Wang, Y.R.; Wei, D.S.; Wang, J.L. A new life prediction model for multiaxial fatigue under proportional and non-proportional loading paths based on the pi-plane projection. Int. J. Fatigue 2017, 102, 241–251. [Google Scholar] [CrossRef]
- Zhong, B.; Wang, Y.R.; Wei, D.S.; Zhang, K.S.; Wang, J.L. Multiaxial fatigue life prediction for powder metallurgy superalloy FGH96 based on stress gradient effect. Int. J. Fatigue 2018, 109, 26–36. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Co | Ni | W | Mo | Al | Ti | Ta | B |
| Content (%) | 0.07∼0.12 | 13.5∼14.3 | 9.0∼10.0 | rest | 3.5∼4.1 | 1.3∼1.7 | 2.8∼3.4 | 4.6∼5.2 | 2.5∼3.1 | 0.007∼0.02 |
| Element | Si | P | S | Pb | Bi | As | Sn | Sb | ||
| Content (%, ≤) | 0.2 | 0.005 | 0.01 | 0.0005 | 0.0001 | 0.005 | 0.002 | 0.001 |
| Number | Temperature (°C) | Max Load (kN) | Life of Topcoat (Cycle) |
|---|---|---|---|
| FAB-800-1040-1 | 800 | 29.41 | 1360 |
| FAB-800-1020-1 | 28.84 | 1400 | |
| FAB-800-1000-1 | 28.27 | 1600 | |
| FAB-800-980-1 | 27.71 | 3600 | |
| FAB-800-980-2 | 800 | ||
| FAB-800-960-1 | 27.14 | 1700 | |
| FAB-800-920-1 | 26.01 | 2100 | |
| FAB-800-800-1 | 22.62 | 5600 | |
| FAB-870-840-1 | 870 | 23.75 | 900 |
| FAB-870-840-2 | 1 | ||
| FAB-870-820-1 | 23.18 | 1050 | |
| FAB-870-800-1 | 22.62 | 1440 | |
| FAB-870-770-1 | 21.77 | 840 | |
| FAB-870-770-2 | 2700 | ||
| FAB-870-760-1 | 21.49 | 1700 | |
| FAB-870-730-1 | 20.64 | 4700 | |
| FAB-870-720-1 | 20.36 | 2100 | |
| FAB-870-660-1 | 18.66 | 5900 | |
| FAB-870-600-1 | 16.97 | 15,000 |
| Number | Temperature (°C) | Max Load (kN) | Diameters of Radial Hole (mm) | Life of Topcoat (Cycle) |
|---|---|---|---|---|
| FAT-800-810-H1-1 | 800 | 22.90 | 1 | 100 |
| FAT-800-810-H2-1 | 2 | 1 | ||
| FAT-800-630-H1-1 | 17.81 | 1 | 300 | |
| FAT-800-630-H2-1 | 2 | 60 | ||
| FAT-870-600-H1-1 | 870 | 17.36 | 1 | 270 |
| FAT-870-600-H2-1 | 2 | 90 | ||
| FAT-870-450-H1-1 | 12.72 | 1 | 1380 | |
| FAT-870-450-H2-1 | 2 | 1300 |
| Property | Temperature (°C) | Elastic Modulus (GPa) | Poisson’s Ratio | Thermal Expansion Coefficient (10−6K−1) | Density (kg·m−3) | Specific Heat Capacity (J·kg−1·K−1) | |
|---|---|---|---|---|---|---|---|
| Material | |||||||
| YSZ (TC) [26,27] | 20 | 17.5 | 0.2 | blank | 5200 | 437 | |
| 220 | 16.3 | ||||||
| 420 | 15.2 | ||||||
| 620 | 14.0 | ||||||
| 820 | 12.9 | ||||||
| 1020 | 11.7 | ||||||
| Al2O3 (TGO) [28] | 22 | 386.0 | 0.257 | 6.0 | 3978 | 857 | |
| 566 | 347.6 | 8.0 | |||||
| 1149 | 312.1 | 8.9 | |||||
| MCrAlY (BC) [28] | 22 | 137.9 | 0.27 | 15.16 | 7320 | 501 | |
| 566 | 124.0 | 15.37 | |||||
| 1149 | 93.8 | 17.48 | |||||
| DZ411 (sub) [29] | 25 | 129.9 | 0.3 | 11.9 | 8344 | 469 | |
| 100 | 128.0 | 11.9 | 474 | ||||
| 200 | 126.0 | 12.4 | 482 | ||||
| 300 | 123.0 | 12.6 | 491 | ||||
| 400 | 118.0 | 12.9 | 501 | ||||
| 500 | 114.0 | 13.2 | 511 | ||||
| 600 | 110.0 | 13.6 | 522 | ||||
| 700 | 106.0 | 14.0 | 534 | ||||
| 800 | 101.0 | 14.5 | 547 | ||||
| 900 | 95.0 | 15.0 | 561 | ||||
| 1000 | 86.0 | 15.6 | 575 | ||||
| Temperature (°C) | 50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 |
| Themal Expansion Coefficient () | 12.16 | 11.81 | 11.41 | 12.08 | 11.88 | 11.53 | 11.66 | 11.68 | 11.66 | 11.66 | 11.66 |
| Temperature (°C) | 600 | 650 | 700 | 750 | 800 | 850 | 900 | 950 | 1000 | 1050 | 1100 |
| Themal Expansion Coefficient () | 11.43 | 11.51 | 11.46 | 11.41 | 11.41 | 11.33 | 11.28 | 11.21 | 11.18 | 10.96 | 10.66 |
| Parameter | A1 | A2 | A3 | A4 |
| Value | 4.7926 | −1.1892 | 0.5 | 70.8073 |
| Temperature (°C) | Hole Diameter (mm) | Max Load (kN) | Max Stress (MPa) | Stress Ratio | Predicted Life (Cycle) | Test Life (Cycle) |
|---|---|---|---|---|---|---|
| 800 | 1 | 22.90 | 288.44 | 0.201 | 153 | 100 |
| 800 | 1 | 17.81 | 233.37 | 0.237 | 317 | 300 |
| 870 | 1 | 17.36 | 240.51 | 0.277 | 297 | 270 |
| 870 | 1 | 12.72 | 190.16 | 0.338 | 2018 | 1380 |
| 800 | 2 | 22.90 | 310.61 | 0.169 | 126 | 1 |
| 800 | 2 | 17.81 | 249.90 | 0.198 | 238 | 60 |
| 870 | 2 | 17.36 | 255.47 | 0.232 | 230 | 90 |
| 870 | 2 | 12.72 | 199.63 | 0.283 | 1015 | 1300 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tao, Q.; Wang, Y.; Zheng, Y. Fatigue Behaviour and Life Prediction of YSZ Thermal Barrier Coatings at Elevated Temperature under Cyclic Loads. Coatings 2024, 14, 960. https://doi.org/10.3390/coatings14080960
Tao Q, Wang Y, Zheng Y. Fatigue Behaviour and Life Prediction of YSZ Thermal Barrier Coatings at Elevated Temperature under Cyclic Loads. Coatings. 2024; 14(8):960. https://doi.org/10.3390/coatings14080960
Chicago/Turabian StyleTao, Qiannan, Yanrong Wang, and Yu Zheng. 2024. "Fatigue Behaviour and Life Prediction of YSZ Thermal Barrier Coatings at Elevated Temperature under Cyclic Loads" Coatings 14, no. 8: 960. https://doi.org/10.3390/coatings14080960
APA StyleTao, Q., Wang, Y., & Zheng, Y. (2024). Fatigue Behaviour and Life Prediction of YSZ Thermal Barrier Coatings at Elevated Temperature under Cyclic Loads. Coatings, 14(8), 960. https://doi.org/10.3390/coatings14080960