

Optimisation of the Encapsulation of Grape Pomace Extract by Spray Drying Using Goat Whey Protein as a Coating Material

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Chemicals and Reagents
2.2. Grape Pomace
2.3. Grape Pomace Extract Preparation
2.4. Optimisation of Spray Drying Conditions Using the Response Surface Methodology
2.5. Microcapsule Characterisation
2.5.1. Encapsulation Efficiency
2.5.2. Moisture Content Determination
2.5.3. Encapsulation Yield
2.5.4. Determination of the Solubility Properties of the Microcapsules
2.5.5. Determination of Density and Compressibility Properties of Microcapsules
2.5.6. Determination of Colour Parameters
2.5.7. Determination of Individual Phenolic Compounds and Anthocyanins by UHPLC
2.5.8. Determination of Antioxidant Activity by DPPH, FRAP and ABTS Methods
3. Results and Discussion
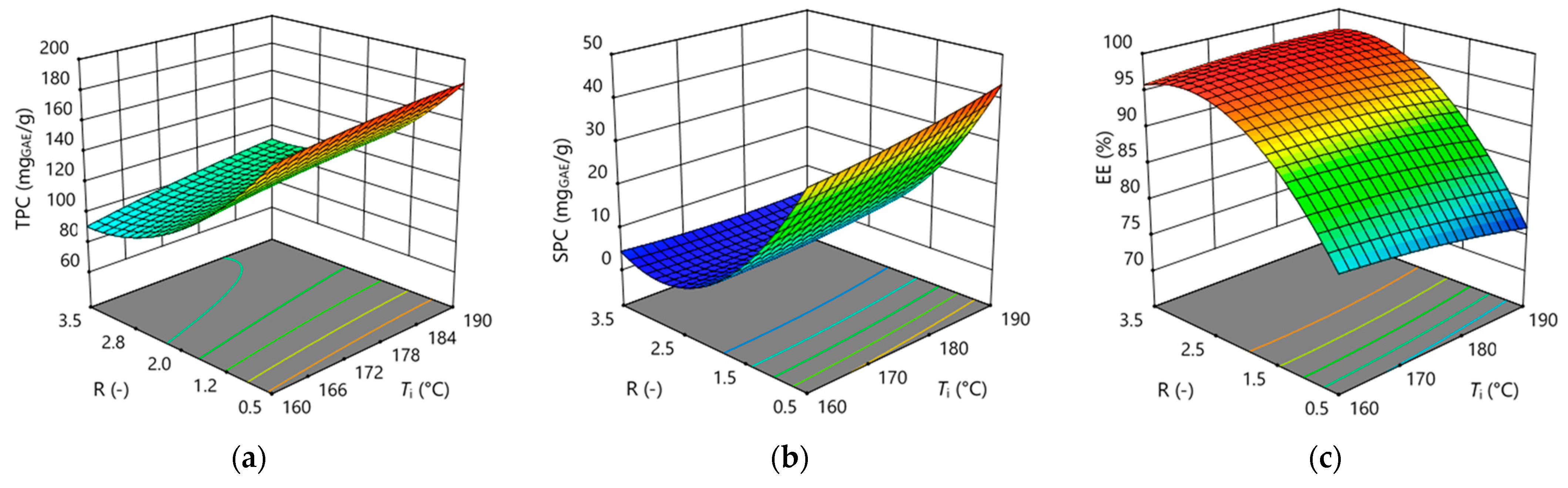
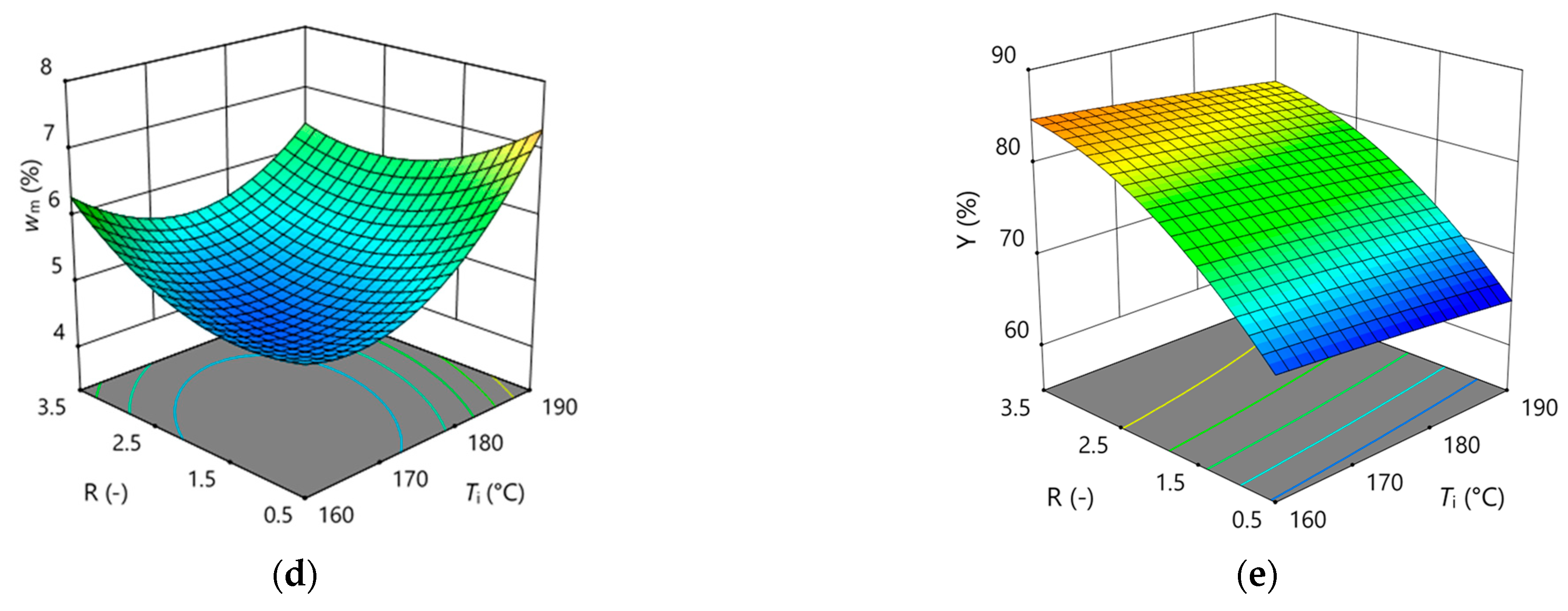
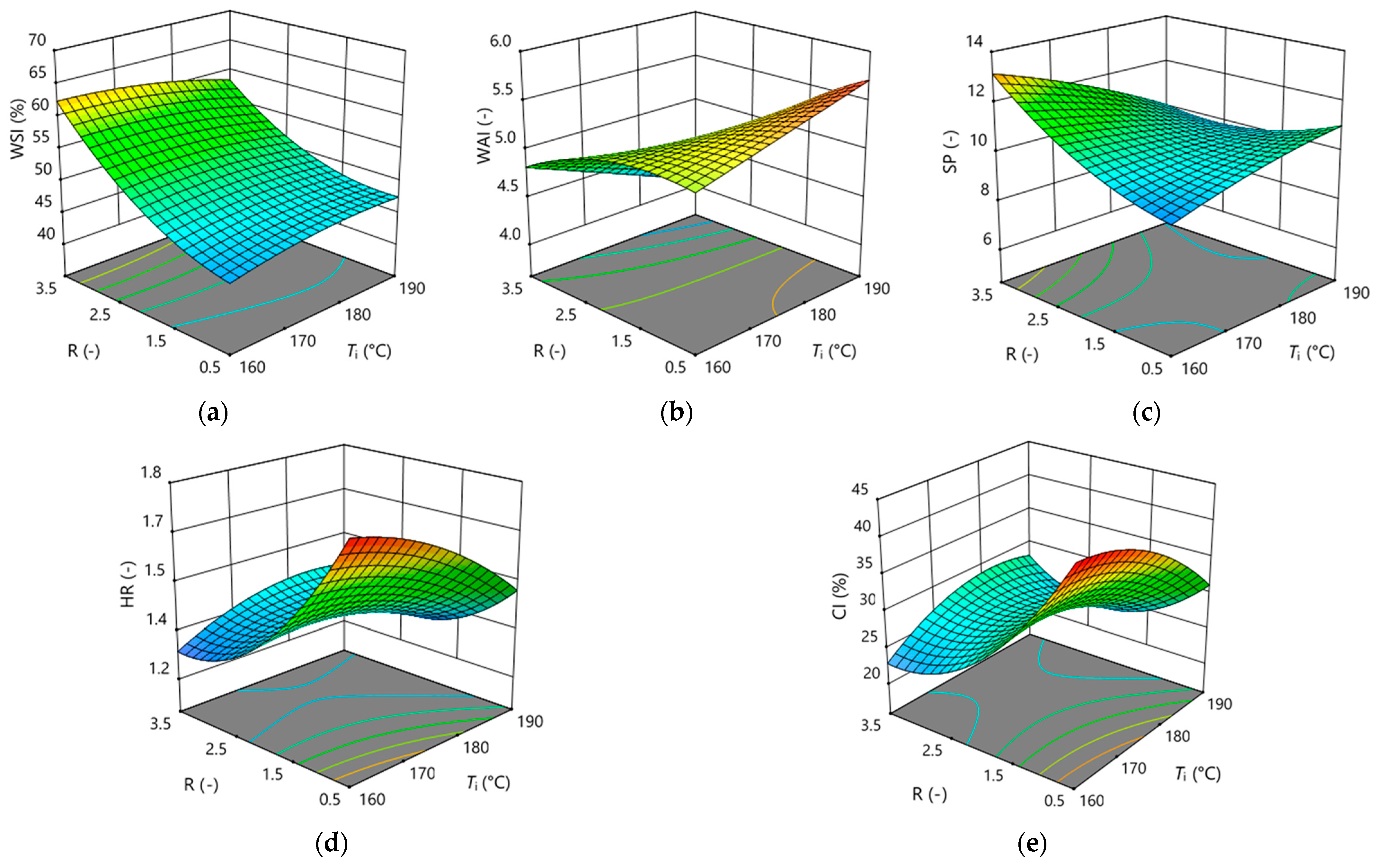
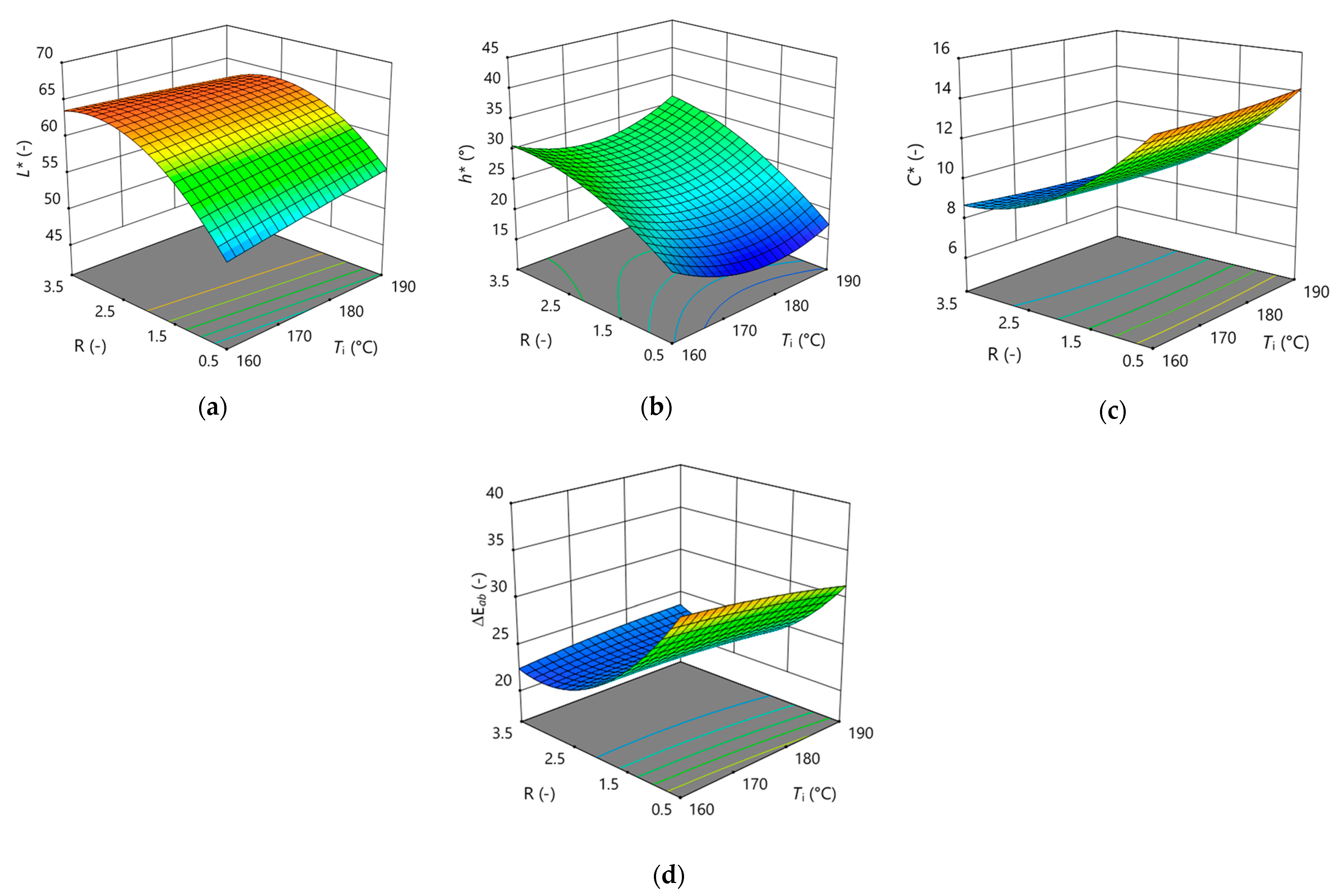
3.1. Optimisation of Encapsulation by Spray Drying
3.2. Individual Phenolic Compounds and Anthocyanins, and Antioxidant Activity
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Maicas, S.; Mateo, J.J. Sustainability of Wine Production. Sustainability 2020, 12, 559. [Google Scholar] [CrossRef]
- López-Belchí, M.D.; Caamaño, E.F.; Pascual, G.; Noriega, F.; Fierro-Morales, P.; Romero-Román, M.E.; Jara, P.; Schoebitz, M.; Serra, I.; Moreno, D.A. Spray-Dried Formulations Rich in Malvidin from Tintorera Grape Wastes: Characterization, Stability, and Storage. Processes 2021, 9, 518. [Google Scholar] [CrossRef]
- Moro, K.I.B.; Bender, A.B.B.; da Silva, L.P.; Penna, N.G. Green Extraction Methods and Microencapsulation Technologies of Phenolic Compounds from Grape Pomace: A Review. Food Bioprocess Technol. 2021, 14, 1407–1431. [Google Scholar] [CrossRef]
- Shoukat, A.; Imran, M.; Khan, M.K.; Ahmad, M.H.; Ahmad, R.S.; Ramadan, M.F.; Nadeem, M.; Yasmin, A.; Rahim, M.A.; Khan, M.I. Impact of Spray Drying Operating Conditions on Yield, Secondary Metabolites, Antioxidant Potential and Storage Quality of Grape (Vitis vinifera L.) Pomace Powder. South Afr. J. Bot. 2024, 169, 383–395. [Google Scholar] [CrossRef]
- de Souza, V.B.; Fujita, A.; Thomazini, M.; da Silva, E.R.; Lucon, J.F.; Genovese, M.I.; Favaro-Trindade, C.S. Functional Properties and Stability of Spray-Dried Pigments from Bordo Grape (Vitis labrusca) Winemaking Pomace. Food Chem. 2014, 164, 380–386. [Google Scholar] [CrossRef] [PubMed]
- Chowdhary, P.; Gupta, A.; Gnansounou, E.; Pandey, A.; Chaturvedi, P. Current Trends and Possibilities for Exploitation of Grape Pomace as a Potential Source for Value Addition. Environ. Pollut. 2021, 278, 116796. [Google Scholar] [CrossRef]
- Gibbs, F.B.; Kermasha, S.; Alli, I.; Mulligan, C.N. Encapsulation in the Food Industry: A Review. Int. J. Food Sci. Nutr. 1999, 50, 213–224. [Google Scholar] [CrossRef]
- Martinović, J.; Lukinac, J.; Jukić, M.; Ambrus, R.; Planinić, M.; Šelo, G.; Klarić, A.-M.; Perković, G.; Bucić-Kojić, A. Physicochemical Characterization and Evaluation of Gastrointestinal In Vitro Behavior of Alginate-Based Microbeads with Encapsulated Grape Pomace Extracts. Pharmaceutics 2023, 15, 980. [Google Scholar] [CrossRef] [PubMed]
- Sosnik, A.; Seremeta, K.P. Advantages and Challenges of the Spray-Drying Technology for the Production of Pure Drug Particles and Drug-Loaded Polymeric Carriers. Adv. Colloid Interface Sci. 2015, 223, 40–54. [Google Scholar] [CrossRef]
- Ré, I.M. Microencapsulation by Spray Drying. Dry. Technol. 1998, 16, 1195–1236. [Google Scholar] [CrossRef]
- Pourashouri, P.; Shabanpour, B.; Razavi, S.H.; Jafari, S.M.; Shabani, A.; Aubourg, S.P. Impact of Wall Materials on Physicochemical Properties of Microencapsulated Fish Oil by Spray Drying. Food Bioprocess Technol. 2014, 7, 2354–2365. [Google Scholar] [CrossRef]
- Abd El-Kader, A.; Abu Hashish, H. Encapsulation Techniques of Food Bioproduct. Egypt. J. Chem. 2020, 63, 1881–1909. [Google Scholar] [CrossRef]
- Gaćina, N. Alternative Green Wall Materials: A New Trend in Spray Drying Encapsulation of Polyphenols. Croat. J. Food Sci. Technol. 2024, 16, 56–63. [Google Scholar] [CrossRef]
- Coimbra, P.P.S.; Cardoso, F.D.S.N.; Gonçalves, É.C.B.D.A. Spray-Drying Wall Materials: Relationship with Bioactive Compounds. Crit. Rev. Food Sci. Nutr. 2021, 61, 2809–2826. [Google Scholar] [CrossRef]
- Smithers, G.W. Whey and Whey Proteins—From ‘Gutter-to-Gold’. Int. Dairy J. 2008, 18, 695–704. [Google Scholar] [CrossRef]
- Božanić, R.; Barukčić Jurina, I.; Lisak Jakopović, K.; Tratnik, L. Possibilities of Whey Utilisation. Austin J. Nutr. Food Sci. 2014, 2, 1036–1043. [Google Scholar]
- Zou, Z.; Duley, J.A.; Cowley, D.M.; Reed, S.; Arachchige, B.J.; Bhandari, B.; Shaw, P.N.; Bansal, N. Physicochemical Properties and Whey Proteomes of Camel Milk Powders Produced by Different Concentration and Dehydration Processes. Foods 2022, 11, 727. [Google Scholar] [CrossRef]
- Medeiros, G.K.V.V.; Queiroga, R.C.R.E.; Costa, W.K.A.; Gadelha, C.A.A.; e Lacerda, R.R.; Lacerda, J.T.J.G.; Pinto, L.S.; Braganhol, E.; Teixeira, F.C.; Barbosa, P.P.D.S.; et al. Proteomic of Goat Milk Whey and Its Bacteriostatic and Antitumour Potential. Int. J. Biol. Macromol. 2018, 113, 116–123. [Google Scholar] [CrossRef]
- Kerasioti, E.; Stagos, D.; Georgatzi, V.; Bregou, E.; Priftis, A.; Kafantaris, I.; Kouretas, D. Antioxidant Effects of Sheep Whey Protein on Endothelial Cells. Oxidative Med. Cell. Longev. 2016, 2016, e6585737. [Google Scholar] [CrossRef]
- Garau, V.; Manis, C.; Scano, P.; Caboni, P. Compositional Characteristics of Mediterranean Buffalo Milk and Whey. Dairy 2021, 2, 469–488. [Google Scholar] [CrossRef]
- Di Renzo, G.C.; Altieri, G.; Genovese, F. Donkey Milk Powder Production and Properties Compared to Other Milk Powders. Dairy Sci. Technol. 2013, 93, 551–564. [Google Scholar] [CrossRef]
- Li, L.; Liu, X.; Guo, H. The Nutritional Ingredients and Antioxidant Activity of Donkey Milk and Donkey Milk Powder. Food Sci. Biotechnol. 2018, 27, 393–400. [Google Scholar] [CrossRef] [PubMed]
- Ricaurte, L.; Prieto, R.; Perea-Flores, M.J.; Quintanilla-Carvajal, M.X. Influence of Milk Whey on High-Oleic Palm Oil Nanoemulsions: Powder Production, Physical and Release Properties. Food Biophys. 2017, 12, 439–450. [Google Scholar] [CrossRef]
- Warncke, M.; Keienburg, S.; Kulozik, U. Cold-Renneted Milk Powders for Cheese Production: Impact of Casein/Whey Protein Ratio and Heat on the Gelling Behavior of Reconstituted Rennet Gels and on the Survival Rate of Integrated Lactic Acid Bacteria. Foods 2021, 10, 1606. [Google Scholar] [CrossRef]
- Macwan, S.; Dabhi, B.; Parmar, S.; Aparnathi, K. Whey and Its Utilization. Int. J. Curr. Microbiol. Appl. Sci. 2016, 5, 134–155. [Google Scholar] [CrossRef]
- Buchanan, D.; Martindale, W.; Romeih, E.; Hebishy, E. Recent Advances in Whey Processing and Valorisation: Technological and Environmental Perspectives. Int. J. Dairy Technol. 2023, 76, 291–312. [Google Scholar] [CrossRef]
- Prazeres, A.R.; Carvalho, F.; Rivas, J. Cheese Whey Management: A Review. J. Environ. Manag. 2012, 110, 48–68. [Google Scholar] [CrossRef] [PubMed]
- Yadav, J.S.S.; Yan, S.; Pilli, S.; Kumar, L.; Tyagi, R.D.; Surampalli, R.Y. Cheese Whey: A Potential Resource to Transform into Bioprotein, Functional/Nutritional Proteins and Bioactive Peptides. Biotechnol. Adv. 2015, 33, 756–774. [Google Scholar] [CrossRef] [PubMed]
- Jauregi, P.; Guo, Y.; Adeloye, J.B. Whey Proteins-Polyphenols Interactions Can Be Exploited to Reduce Astringency or Increase Solubility and Stability of Bioactives in Foods. Food Res. Int. 2021, 141, 110019. [Google Scholar] [CrossRef]
- Ming, Y.; Chen, L.; Khan, A.; Wang, H.; Wang, C. Effects of Tea Polyphenols on Physicochemical and Antioxidative Properties of Whey Protein Coating. Food Sci. Biotechnol. 2020, 29, 1655–1663. [Google Scholar] [CrossRef]
- Kasapoğlu, K.N.; Gültekin-Özgüven, M.; Kruger, J.; Frank, J.; Bayramoğlu, P.; Barla-Demirkoz, A.; Özçelik, B. Effect of Spray Drying on Physicochemical Stability and Antioxidant Capacity of Rosa Pimpinellifolia Fruit Extract-Loaded Liposomes Conjugated with Chitosan or Whey Protein during In Vitro Digestion. Food Bioprocess Technol. 2024. [Google Scholar] [CrossRef]
- Robert, P.; Gorena, T.; Romero, N.; Sepulveda, E.; Chavez, J.; Saenz, C. Encapsulation of Polyphenols and Anthocyanins from Pomegranate (Punica granatum) by Spray Drying. Int. J. Food Sci. Technol. 2010, 45, 1386–1394. [Google Scholar] [CrossRef]
- Calva-Estrada, S.J.; Lugo-Cervantes, E.; Jiménez-Fernández, M. Microencapsulation of Cocoa Liquor Nanoemulsion with Whey Protein Using Spray Drying to Protection of Volatile Compounds and Antioxidant Capacity. J. Microencapsul. 2019, 36, 447–458. [Google Scholar] [CrossRef]
- Damerau, A.; Ogrodowska, D.; Banaszczyk, P.; Dajnowiec, F.; Tańska, M.; Linderborg, K.M. Baltic Herring (Clupea harengus membras) Oil Encapsulation by Spray Drying Using a Rice and Whey Protein Blend as a Coating Material. J. Food Eng. 2022, 314, 110769. [Google Scholar] [CrossRef]
- Baba, W.N.; McClements, D.J.; Maqsood, S. Whey Protein–Polyphenol Conjugates and Complexes: Production, Characterization, and Applications. Food Chem. 2021, 365, 130455. [Google Scholar] [CrossRef]
- Quan, T.H.; Benjakul, S.; Sae-leaw, T.; Balange, A.K.; Maqsood, S. Protein–Polyphenol Conjugates: Antioxidant Property, Functionalities and Their Applications. Trends Food Sci. Technol. 2019, 91, 507–517. [Google Scholar] [CrossRef]
- FAOSTAT. Available online: https://www.fao.org/faostat/en/#data/QCL (accessed on 26 June 2024).
- Park, Y.W. Hypo-Allergenic and Therapeutic Significance of Goat Milk. Small Rumin. Res. 1994, 14, 151–159. [Google Scholar] [CrossRef]
- Park, Y.W.; Juárez, M.; Ramos, M.; Haenlein, G.F.W. Physico-Chemical Characteristics of Goat and Sheep Milk. Small Rumin. Res. 2007, 68, 88–113. [Google Scholar] [CrossRef]
- Alférez, M.J.M.; Barrionuevo, M.; Aliaga, I.L.; Sanz-Sampelayo, M.R.; Lisbona, F.; Robles, J.C.; Campos, M.S. Digestive Utilization of Goat and Cow Milk Fat in Malabsorption Syndrome. J. Dairy Res. 2001, 68, 451–461. [Google Scholar] [CrossRef]
- Campos, M.I.F.; Barbosa, P.P.D.S.; Camargo, L.J.; Pinto, L.D.S.; Mataribu, B.; Serrão, C.; Marques-Santos, L.F.; Lopes, J.H.; de Oliveira, J.M.C.; Gadelha, C.A.D.A.; et al. Characterization of Goat Whey Proteins and Their Bioactivity and Toxicity Assay. Food Biosci. 2022, 46, 101591. [Google Scholar] [CrossRef]
- Šelo, G.; Planinić, M.; Tišma, M.; Martinović, J.; Perković, G.; Bucić-Kojić, A. Bioconversion of Grape Pomace with Rhizopus Oryzae under Solid-State Conditions: Changes in the Chemical Composition and Profile of Phenolic Compounds. Microorganisms 2023, 11, 956. [Google Scholar] [CrossRef] [PubMed]
- Martinović, J.; Lukinac, J.; Jukić, M.; Ambrus, R.; Planinić, M.; Šelo, G.; Klarić, A.-M.; Perković, G.; Bucić-Kojić, A. In Vitro Bioaccessibility Assessment of Phenolic Compounds from Encapsulated Grape Pomace Extract by Ionic Gelation. Molecules 2023, 28, 5285. [Google Scholar] [CrossRef] [PubMed]
- Vu, H.T.; Scarlett, C.J.; Vuong, Q.V. Encapsulation of Phenolic-Rich Extract from Banana (Musa cavendish) Peel. J. Food Sci. Technol. 2020, 57, 2089–2098. [Google Scholar] [CrossRef]
- Tolun, A.; Altintas, Z.; Artik, N. Microencapsulation of Grape Polyphenols Using Maltodextrin and Gum Arabic as Two Alternative Coating Materials: Development and Characterization. J. Biotechnol. 2016, 239, 23–33. [Google Scholar] [CrossRef]
- Kelly, G.M.; O’Mahony, J.A.; Kelly, A.L.; O’Callaghan, D.J. Effect of Hydrolyzed Whey Protein on Surface Morphology, Water Sorption, and Glass Transition Temperature of a Model Infant Formula. J. Dairy Sci. 2016, 99, 6961–6972. [Google Scholar] [CrossRef] [PubMed]
- Catalkaya, G.; Guldiken, B.; Capanoglu, E. Encapsulation of Anthocyanin-Rich Extract from Black Chokeberry (Aronia melanocarpa) Pomace by Spray Drying Using Different Coating Materials. Food Funct. 2022, 13, 11579–11591. [Google Scholar] [CrossRef]
- Lee, C.-W.; Oh, H.-J.; Han, S.-H.; Lim, S. Effects of Hot Air and Freeze Drying Methods on Physicochemical Properties of Citrus “Hallabong” Powders. Food Sci. Biotechnol. 2012, 21, 1633–1639. [Google Scholar] [CrossRef]
- Boyano-Orozco, L.; Gallardo-Velázquez, T.; Meza-Márquez, O.G.; Osorio-Revilla, G. Microencapsulation of Rambutan Peel Extract by Spray Drying. Foods 2020, 9, 899. [Google Scholar] [CrossRef]
- Kalušević, A.M.; Lević, S.M.; Čalija, B.R.; Milić, J.R.; Pavlović, V.B.; Bugarski, B.M.; Nedović, V.A. Effects of Different Carrier Materials on Physicochemical Properties of Microencapsulated Grape Skin Extract. J Food Sci. Technol. 2017, 54, 3411–3420. [Google Scholar] [CrossRef]
- Šelo, G.; Planinić, M.; Tišma, M.; Klarić, A.-M.; Bucić-Kojić, A. Effects of Fungal Solid-State Fermentation on the Profile of Phenolic Compounds and on the Nutritional Properties of Grape Pomace. Microorganisms 2024, 12, 1310. [Google Scholar] [CrossRef]
- Koc, B.; Yilmazer, M.S.; Balkır, P.; Ertekin, F.K. Spray Drying of Yogurt: Optimization of Process Conditions for Improving Viability and Other Quality Attributes. Dry. Technol. 2010, 28, 495–507. [Google Scholar] [CrossRef]
- Roccia, P.; Martínez, M.L.; Llabot, J.M.; Ribotta, P.D. Influence of Spray-Drying Operating Conditions on Sunflower Oil Powder Qualities. Powder Technol. 2014, 254, 307–313. [Google Scholar] [CrossRef]
- Ziaee, A.; Albadarin, A.B.; Padrela, L.; Femmer, T.; O’Reilly, E.; Walker, G. Spray Drying of Pharmaceuticals and Biopharmaceuticals: Critical Parameters and Experimental Process Optimization Approaches. Eur. J. Pharm. Sci. 2019, 127, 300–318. [Google Scholar] [CrossRef]
- Pino, J.A.; Aragüez-Fortes, Y.; Bringas-Lantigua, M. Optimization of Spray-Drying Process for Concentrated Orange Juice. Acta Aliment. 2018, 47, 417–424. [Google Scholar] [CrossRef]
- Moreno, T.; de Paz, E.; Navarro, I.; Rodríguez-Rojo, S.; Matías, A.; Duarte, C.; Sanz-Buenhombre, M.; Cocero, M.J. Spray Drying Formulation of Polyphenols-Rich Grape Marc Extract: Evaluation of Operating Conditions and Different Natural Carriers. Food Bioprocess Technol. 2016, 9, 2046–2058. [Google Scholar] [CrossRef]
- Moreno, T.; Cocero, M.J.; Rodríguez-Rojo, S. Storage Stability and Simulated Gastrointestinal Release of Spray Dried Grape Marc Phenolics. Food Bioprod. Process. 2018, 112, 96–107. [Google Scholar] [CrossRef]
- Rafiq, S.; Nayik, G.A.; Kaul, R.; Kumar, H.; Rodriguez, A.R. Utilization of Maltodextrin and Whey Protein Concentrate for Micro-Encapsulation of Kinnow Peel Extract in Breadsticks. Curr. Nutr. Food Sci. 2023, 19, 188–196. [Google Scholar] [CrossRef]
- Siacor, F.D.C.; Lim, K.J.A.; Cabajar, A.A.; Lobarbio, C.F.Y.; Lacks, D.J.; Taboada, E.B. Physicochemical Properties of Spray-Dried Mango Phenolic Compounds Extracts. J. Agric. Food Res. 2020, 2, 100048. [Google Scholar] [CrossRef]
- Giacosa, S.; Ferrero, L.; Paissoni, M.A.; Río Segade, S.; Gerbi, V.; Rolle, L. Grape Skin Anthocyanin Extraction from Red Varieties during Simulated Maceration: Influence of Grape Seeds and Pigments Adsorption on Their Surface. Food Chem. 2023, 424, 136463. [Google Scholar] [CrossRef]
- Jackman, R.L.; Yada, R.Y.; Tung, M.A.; Speers, R.A. Anthocyanins as Food Colorants—A Review. J. Food Biochem. 1987, 11, 201–247. [Google Scholar] [CrossRef]
- Sinopoli, A.; Calogero, G.; Bartolotta, A. Computational Aspects of Anthocyanidins and Anthocyanins: A Review. Food Chem. 2019, 297, 124898. [Google Scholar] [CrossRef] [PubMed]
- Fracassetti, D.; Del Bo’, C.; Simonetti, P.; Gardana, C.; Klimis-Zacas, D.; Ciappellano, S. Effect of Time and Storage Temperature on Anthocyanin Decay and Antioxidant Activity in Wild Blueberry (Vaccinium angustifolium) Powder. J. Agric. Food Chem. 2013, 61, 2999–3005. [Google Scholar] [CrossRef]
- Teleszko, M.; Nowicka, P.; Wojdyło, A. Effect of Cultivar and Storage Temperature on Identification and Stability of Polyphenols in Strawberry Cloudy Juices. J. Food Compos. Anal. 2016, 54, 10–19. [Google Scholar] [CrossRef]
- Perković, G.; Martinović, J.; Šelo, G.; Bucić-Kojić, A.; Planinić, M.; Ambrus, R. Characterization of Grape Pomace Extract Microcapsules: The Influence of Carbohydrate Co-Coating on the Stabilization of Goat Whey Protein as a Primary Coating. Foods 2024, 13, 1346. [Google Scholar] [CrossRef] [PubMed]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Independent Variable | Variable Levels | |||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Inlet air temperature (Ti, °C) | X1 | 160 | 175 | 190 |
| Proportion of GW (R, -) | X2 | 0.5 | 2 | 3.5 |
| Feed flow (Q, mL/min) | X3 | 6 | 8 | 10 |
| Run | Ti (°C) | R (–) | Q (mL/min) | BD (g/cm3) | TD (g/cm3) | L* (–) | a* (–) | b* (–) |
|---|---|---|---|---|---|---|---|---|
| 1 | 170 | 20 | 2.0 | 0.06 ± 0.00 | 0.08 ± 0.00 | 62.75 ± 1.06 | 6.12 ± 0.05 | 4.49 ± 0.09 |
| 2 | 180 | 20 | 3.5 | 0.07 ± 0.00 | 0.08 ± 0.00 | 61.56 ± 2.16 | 8.62 ± 0.15 | 4.84 ± 0.08 |
| 3 | 170 | 25 | 0.5 | 0.07 ± 0.00 | 0.10 ± 0.00 | 63.63 ± 1.19 | 8.92 ± 0.13 | 3.61 ± 1.08 |
| 4 | 180 | 15 | 2.0 | 0.08 ± 0.00 | 0.10 ± 0.00 | 65.28 ± 0.97 | 7.73 ± 0.17 | 4.34 ± 0.03 |
| 5 | 170 | 20 | 2.0 | 0.13 ± 0.00 | 0.20 ± 0.00 | 58.04 ± 2.21 | 13.54 ± 0.48 | 4.95 ± 0.11 |
| 6 | 160 | 15 | 2.0 | 0.06 ± 0.00 | 0.09 ± 0.00 | 59.30 ± 1.49 | 8.16 ± 0.17 | 7.44 ± 0.26 |
| 7 | 180 | 20 | 0.5 | 0.15 ± 0.00 | 0.25 ± 0.00 | 53.61 ± 2.03 | 11.28 ± 0.27 | 4.69 ± 0.09 |
| 8 | 170 | 20 | 2.0 | 0.13 ± 0.00 | 0.22 ± 0.00 | 49.36 ± 0.92 | 14.32 ± 0.62 | 4.73 ± 0.06 |
| 9 | 180 | 25 | 2.0 | 0.08 ± 0.00 | 0.11 ± 0.00 | 62.35 ± 2.07 | 8.08 ± 0.09 | 4.59 ± 0.16 |
| 10 | 170 | 15 | 3.5 | 0.08 ± 0.00 | 0.11 ± 0.00 | 62.60 ± 1.65 | 7.11 ± 0.21 | 4.19 ± 0.11 |
| 11 | 160 | 20 | 0.5 | 0.08 ± 0.00 | 0.10 ± 0.00 | 61.31 ± 2.51 | 7.48 ± 0.08 | 4.04 ± 0.16 |
| 12 | 170 | 25 | 3.5 | 0.07 ± 0.00 | 0.10 ± 0.00 | 62.72 ± 1.15 | 9.19 ± 0.55 | 4.14 ± 0.10 |
| 13 | 170 | 15 | 0.5 | 0.08 ± 0.00 | 0.11 ± 0.00 | 59.74 ± 3.18 | 9.39 ± 0.54 | 4.38 ± 0.22 |
| 14 | 160 | 25 | 2.0 | 0.07 ± 0.00 | 0.10 ± 0.00 | 62.79 ± 1.64 | 8.96 ± 0.20 | 4.29 ± 0.10 |
| 15 | 160 | 20 | 3.5 | 0.11 ± 0.00 | 0.20 ± 0.00 | 51.35 ± 0.70 | 13.96 ± 0.11 | 4.03 ± 0.08 |
| Response | Estimated Coefficients of Coded Factors ¥ | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Intercept | A | B | C | AB | AC | BC | A2 | B2 | C2 | |
| TPC | 120.37 | 8.1025 | −38.7138 ** | −13.2038 | 1.9525 | 12.3775 | 8.99 | −1.68 | 21.3375 | −5.4325 |
| SPC | 6.49 | 1.87 | −17.5113 ** | −2.59125 ** | −2.265 | 0.33 | 3.3425 ** | 0.83125 | 14.2738 ** | −0.13625 |
| EE | 94.61 | −0.7538 | 9.075 ** | 0.62125 | 1.3475 | 0.625 | −0.8125 | −0.52 | −6.7125 ** | −0.695 |
| wm | 4.9267 | 0.5588 ** | 0.0575 | 0.40625 ** | −0.4925 | −2.49 × 10−17 | −0.1925 | 0.8442 ** | 0.5367 | 0.17917 |
| Y | 78.273 | −1.3813 | 8.505 ** | 1.91375 ** | 0.005 | −1.91375 | 0.225 | −0.132917 | −3.20542 ** | 1.67208 |
| WSI | 51.23 | −0.41375 | 7.01 ** | −0.35625 | −1.5925 | −2.32 | −2.2825 | −0.93 | 3.1225 | 4.71 |
| WAI | 5.1333 | −0.0575 | −0.5025 ** | −0.07 | −0.315 ** | 0.42 ** | −0.045 | −0.00167 | −0.1767 ** | −0.10167 |
| SP | 10.537 | −0.3825 | 0.66875 | −0.33875 | −1.1425 | 0.3425 | −0.87 | −0.19083 | 0.601667 | 0.831667 |
| HR | 1.4 | −0.0488 ** | −0.1413 ** | 0.0175 | 0.105 ** | 0.0075 | 0.0225 | −0.0525 ** | 0.1375 ** | −0.005 |
| CI | 28.57 | −1.9363 ** | −6.1063 ** | 1.09 | 4.515 ** | 0.6275 | 1.0775 | −2.975 ** | 6 ** | −0.2625 |
| L* | 63.0467 | 0.60625 | 4.58125 ** | −0.4125 | −1.3125 | 1.04 | −1 | −0.09708 | −4.58708 ** | −1.47958 |
| h* | 23.91 | −0.675 | 5.95875 ** | 1.74875 | 0.99 | −4.33 | −0.8425 | 3.78625 | −2.48125 | 3.81875 |
| C* | 9.89 | −0.0875 | −2.825 ** | −0.155 | −0.2 | −0.425 | 0.455 | 0.1025 | 1.2675 | 0.0525 |
| ΔEab | 23.847 | −0.4175 | −4.91 ** | 0.0175 | 0.975 | −0.36 | 1.115 | −0.2833 | 4.35167 ** | 0.70167 |
| Dependent Variable | Predicted Value | Experimentally Determined Value | Deviation (%) |
|---|---|---|---|
| EE (%) | 96.95 | 95.47 | 1.53 |
| wm (%db) | 4.89 | 4.98 | 1.81 |
| Y (%) | 80.22 | 85.17 | 6.17 |
| WSI (%) | 57.94 | 57.47 | 0.81 |
| WAI (–) | 4.98 | 4.37 | 12.25 |
| SP (–) | 11.93 | 10.28 | 13.83 |
| HR (–) | 1.35 | 1.36 | 0.74 |
| CI (%) | 26 | 26 | 0 |
| ΔEab (–) | 24.48 | 23.73 | 3.06 |
| Compound | GPE a (μg/gdb.gp) | MC b (μg/gdb.mc) | MC1y b (μg/gdb.mc) | MC1y/MC (%) |
|---|---|---|---|---|
| Phenolic compound | ||||
| Gallic acid | 741.98 ± 1.10 | 732.71 ± 0.41 | 939.35 ± 10.08 | 128.20 |
| 3,4-Dihidroxybenzoic acid | 73.78 ± 1.10 | 60.22 ± 0.21 | 148.65 ± 2.80 | 246.93 |
| p-Hidroxybenzoic acid | 23.49 ± 0.40 | 18.39 ± 1.23 | 0.90 ± 0.00 | 4.89 |
| Procyanidin B1 | 234.14 ± 2.36 | 1121.04 ± 48.47 | 275.75 ± 2.01 | 24.60 |
| Catechin | 5750.57 ± 46.57 | 4675.02 ± 99.35 | 735.62 ± 10.02 | 15.74 |
| Vanillic acid | 42.22 ± 0.43 | 41.55 ± 0.54 | 86.22 ± 1.51 | 207.75 |
| Caffeic acid | 42.46 ± 0.64 | 23.97 ± 0.28 | n.d. | - |
| Chlorogenic acid | 85.52 ± 0.80 | 81.32 ± 1.73 | 24.53 ± 2.95 | 30.17 |
| Syringic acid | 199.68 ± 14.85 | 122.55 ± 1.83 | 8.33 ± 1.62 | 6.80 |
| Procyanindin B2 | 687.42 ± 44.27 | 1034.65 ± 105.81 | 916.02 ± 4.59 | 88.54 |
| Epicatechin | 3678.50 ± 7.10 | 3284.86 ± 10.78 | 1386.56 ± 29.16 | 42.21 |
| p-Coumaric acid | 7.25 ± 0.58 | 11.55 ± 0.08 | 2.16 ± 0.00 | 18.81 |
| Galocatechin gallate | 1579.11 ± 51.35 | 1229.93 ± 25.65 | 738.89 ± 23.17 | 60.08 |
| Ferulic acid | 4.94 ± 0.18 | 3.47 ± 0.06 | 3.63 ± 0.18 | 103.74 |
| Epicatechin gallate | 311.15 ± 9.49 | 168.75 ± 3.24 | 29.48 ± 0.12 | 17.46 |
| o-Coumaric acid | 26.63 ± 3.92 | 13.49 ± 0.17 | n.d. | - |
| Ellagic acid | 131.48 ± 5.60 | 84.07 ± 0.86 | 2.36 ± 0.12 | 2.81 |
| Rutin | 267.61 ± 1.38 | 159.54 ± 2.11 | 29.76 ± 2.36 | 18.66 |
| Resveratrol | 45.85 ± 3.12 | 19.93 ± 0.03 | 2.97 ± 0.31 | 14.91 |
| Kaempferol | 38.60 ± 1.50 | 21.13 ± 0.55 | 19.28 ± 0.57 | 91.39 |
| Quercetin | 571.57 ± 4.62 | 317.88 ± 2.76 | 337.42 ± 3.26 | 106.14 |
| Anthocyanins | ||||
| Myrtillin chloride | 138.41 ± 0.03 | 115.71 ± 3.21 | 0.80 ± 0.03 | 1.04 |
| Kuromanin chloride | 11.65 ± 0.31 | 7.86 ± 0.60 | 0.75 ± 0.06 | 9.26 |
| Callistephin chloride | 170.17 ± 6.43 | 140.75 ± 16.88 | 4.82 ± 0.28 | 1.65 |
| Peonidin 3-O-glucoside chloride | 4.26 ± 0.64 | 2.78 ± 0.31 | 0.47 ± 0.01 | 3.57 |
| Oenin chloride | 899.94 ± 16.26 | 727.24 ± 46.84 | 94.34 ± 3.66 | 7.82 |
| Petunidin chloride | 6.04 ± 0.09 | 6.31 ± 2.49 | 5.94 ± 0.28 | 11.21 |
| Antioxidant Test | GPE a (mgTE/gdb.GP) | MC b (mgTE/gdb.MC) |
|---|---|---|
| DPPH | 62.40 ± 1.53 | 40.91 ± 0.40 |
| ABTS | 431.89 ± 22.44 | 258.78 ± 22.36 |
| FRAP | 102.37 ± 2.03 | 164.43 ± 3.30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perković, G.; Planinić, M.; Šelo, G.; Martinović, J.; Nedić, R.; Puš, M.; Bucić-Kojić, A. Optimisation of the Encapsulation of Grape Pomace Extract by Spray Drying Using Goat Whey Protein as a Coating Material. Coatings 2024, 14, 1101. https://doi.org/10.3390/coatings14091101
Perković G, Planinić M, Šelo G, Martinović J, Nedić R, Puš M, Bucić-Kojić A. Optimisation of the Encapsulation of Grape Pomace Extract by Spray Drying Using Goat Whey Protein as a Coating Material. Coatings. 2024; 14(9):1101. https://doi.org/10.3390/coatings14091101
Chicago/Turabian StylePerković, Gabriela, Mirela Planinić, Gordana Šelo, Josipa Martinović, Radenko Nedić, Matej Puš, and Ana Bucić-Kojić. 2024. "Optimisation of the Encapsulation of Grape Pomace Extract by Spray Drying Using Goat Whey Protein as a Coating Material" Coatings 14, no. 9: 1101. https://doi.org/10.3390/coatings14091101
APA StylePerković, G., Planinić, M., Šelo, G., Martinović, J., Nedić, R., Puš, M., & Bucić-Kojić, A. (2024). Optimisation of the Encapsulation of Grape Pomace Extract by Spray Drying Using Goat Whey Protein as a Coating Material. Coatings, 14(9), 1101. https://doi.org/10.3390/coatings14091101