
Effects of Y2O3 Content on the Microstructure and Tribological Properties of WC-Reinforced Ti-Based Coatings on TC4 Surfaces

 and
and
Abstract
:1. Introduction
2. Experimental Materials and Procedure
2.1. Substrate Material
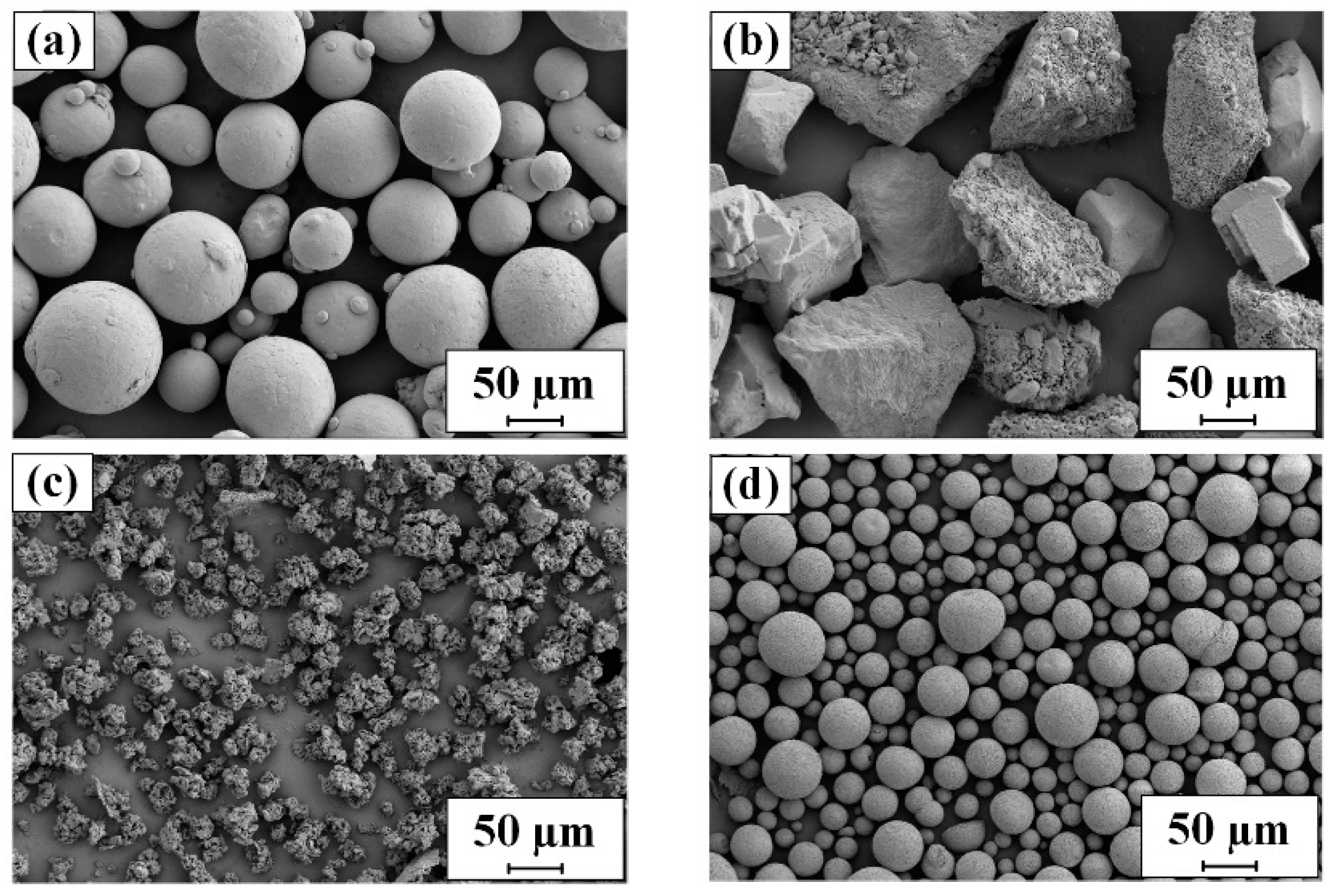
2.2. Cladding Material
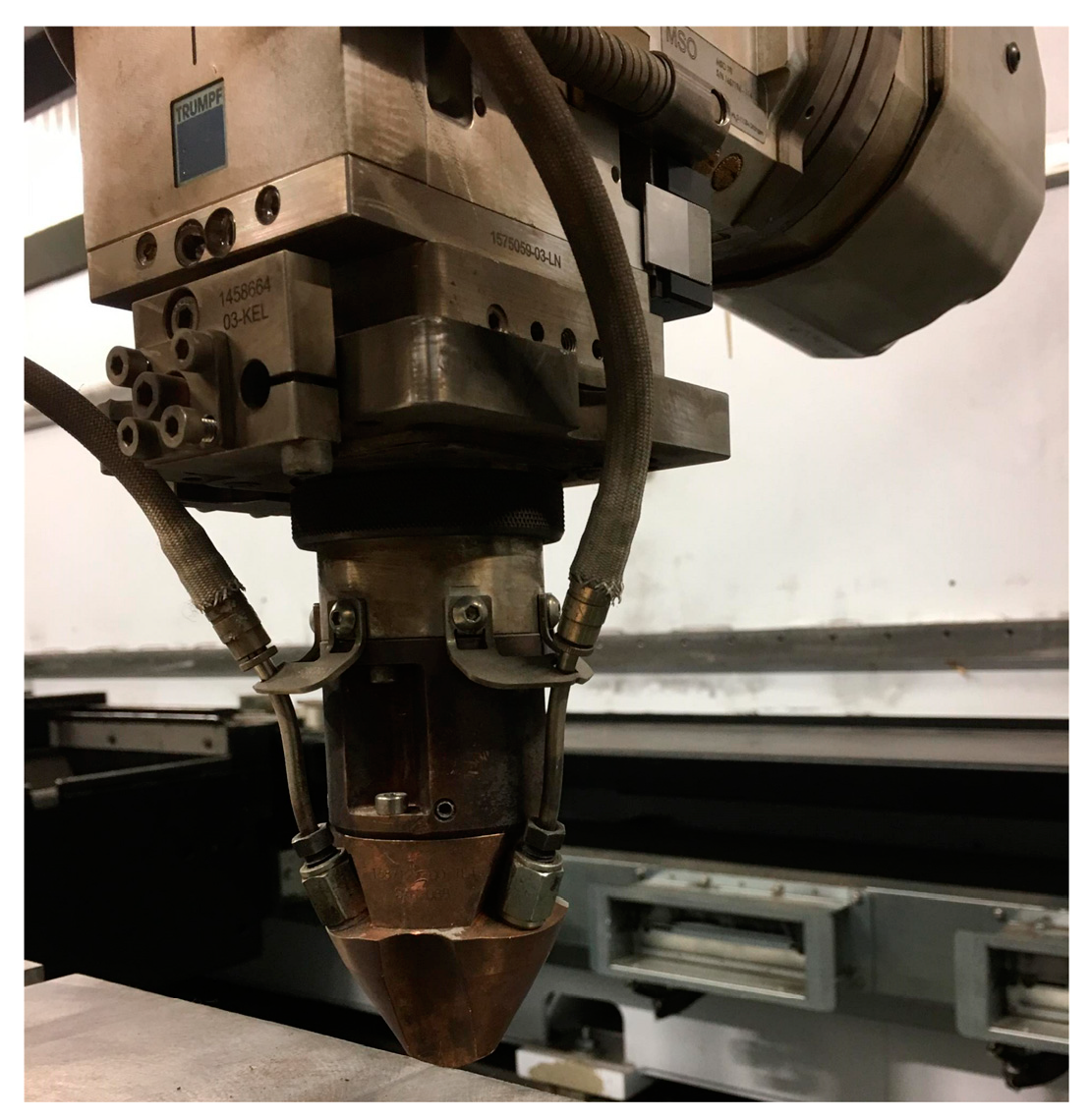
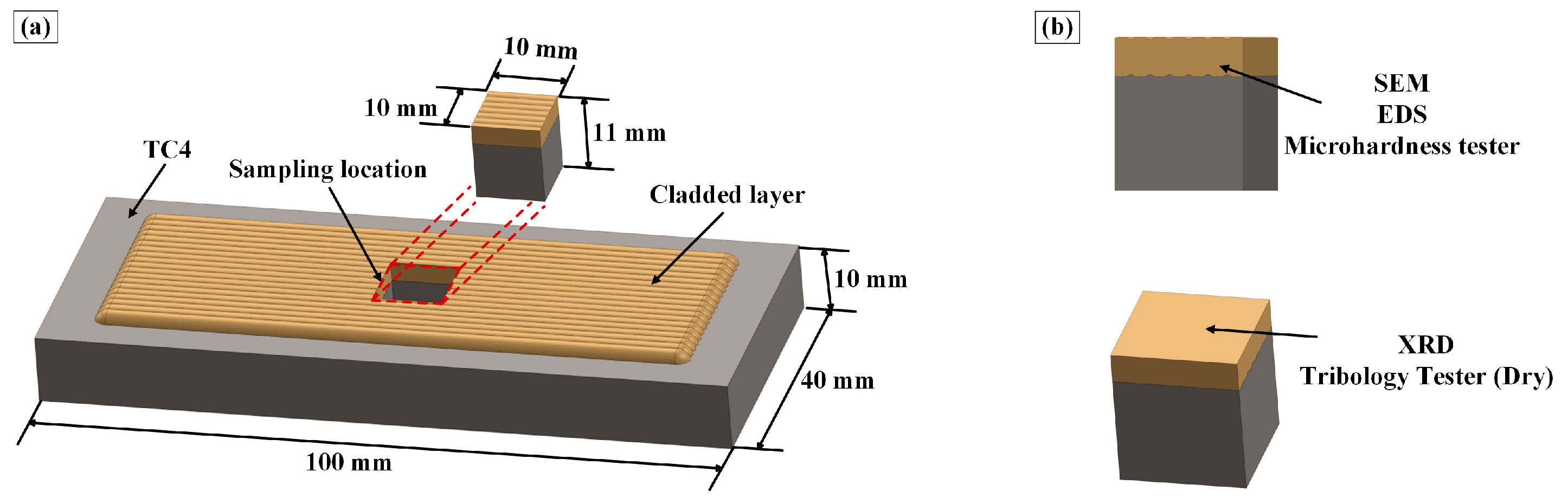
2.3. Experimental Procedure
3. Microstructure Analysis of Coatings
3.1. XRD Analysis of Coatings
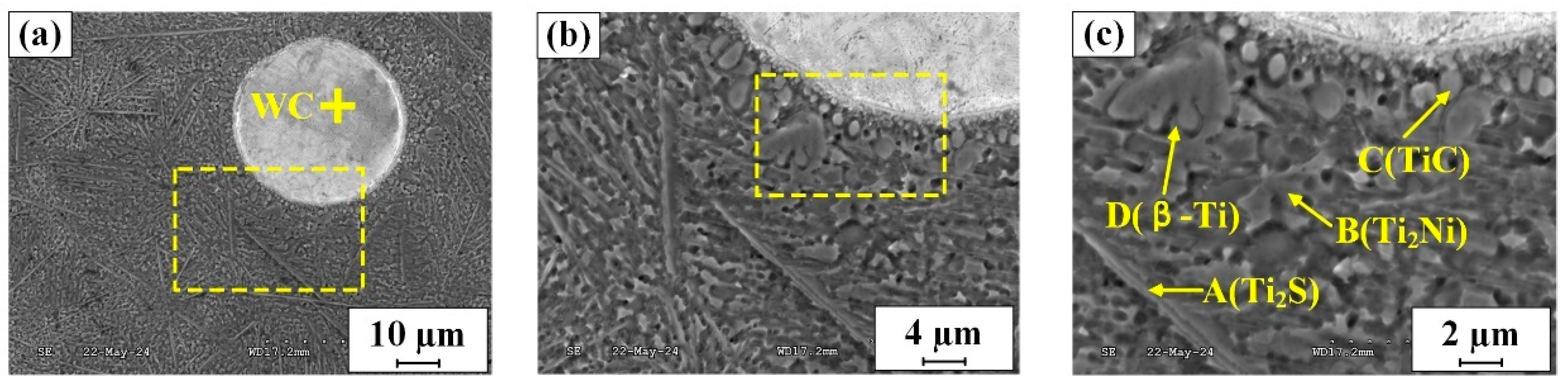
3.2. SEM and EDS Analysis of Coatings
3.3. TEM Analysis of Coatings
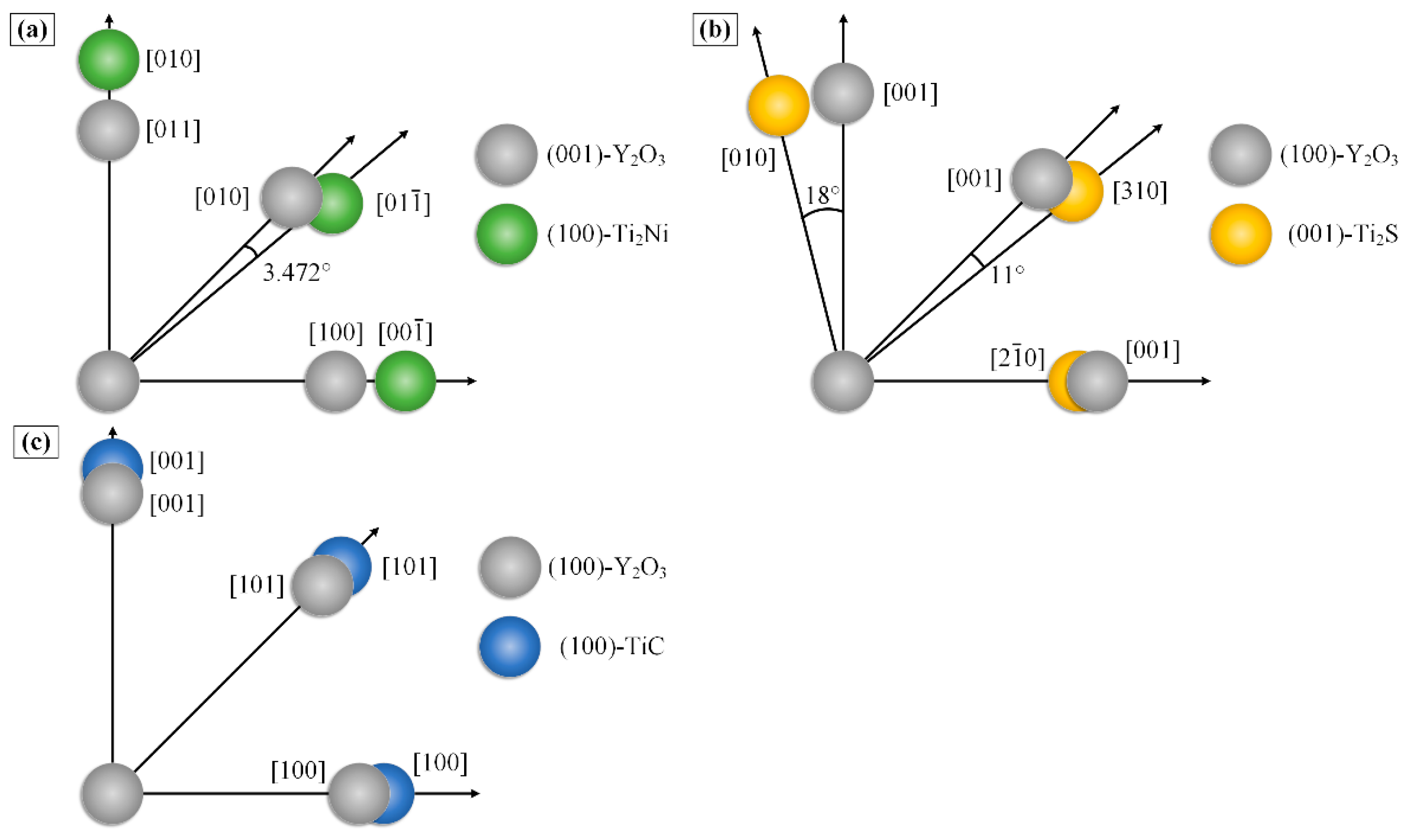
3.4. Heterogeneous Nucleation Rule Analysis of Y2O3 and Reinforcements
3.5. Dependent Growth Relationship Analysis between Reinforcements
4. Mechanical Properties Analysis of Coatings
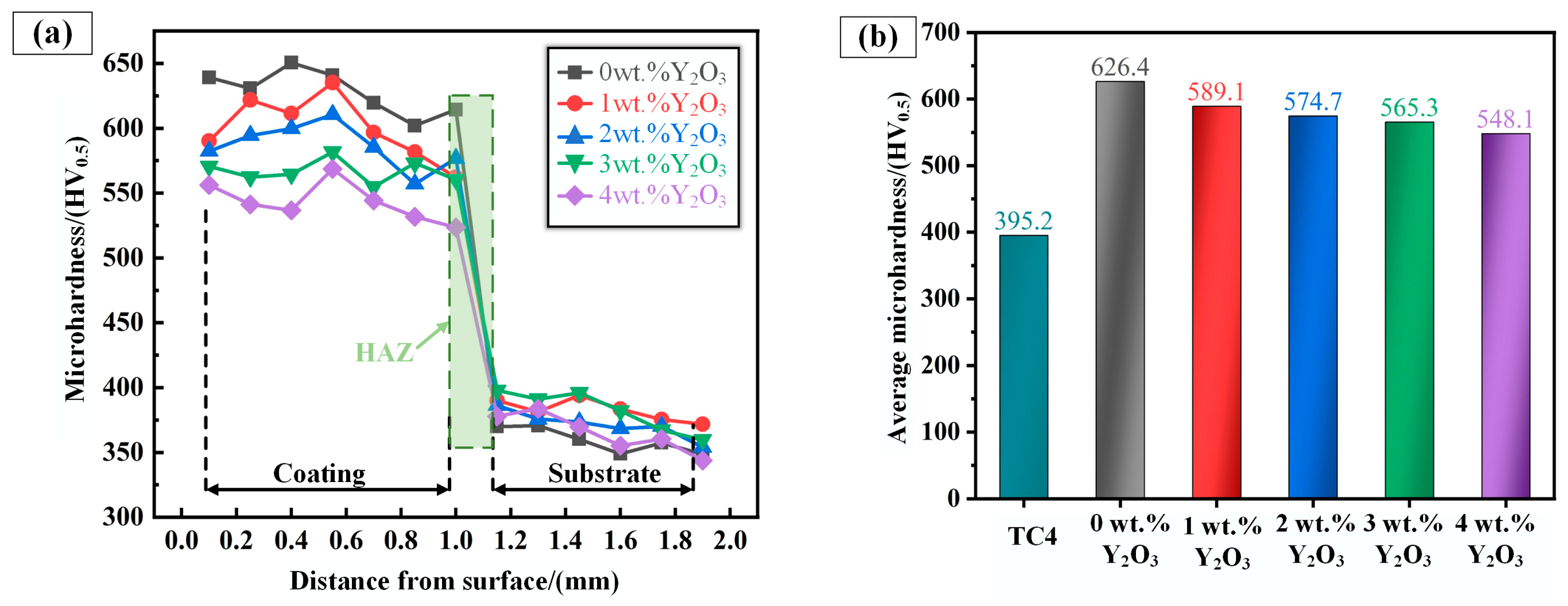
4.1. Microhardness Analysis of Coatings
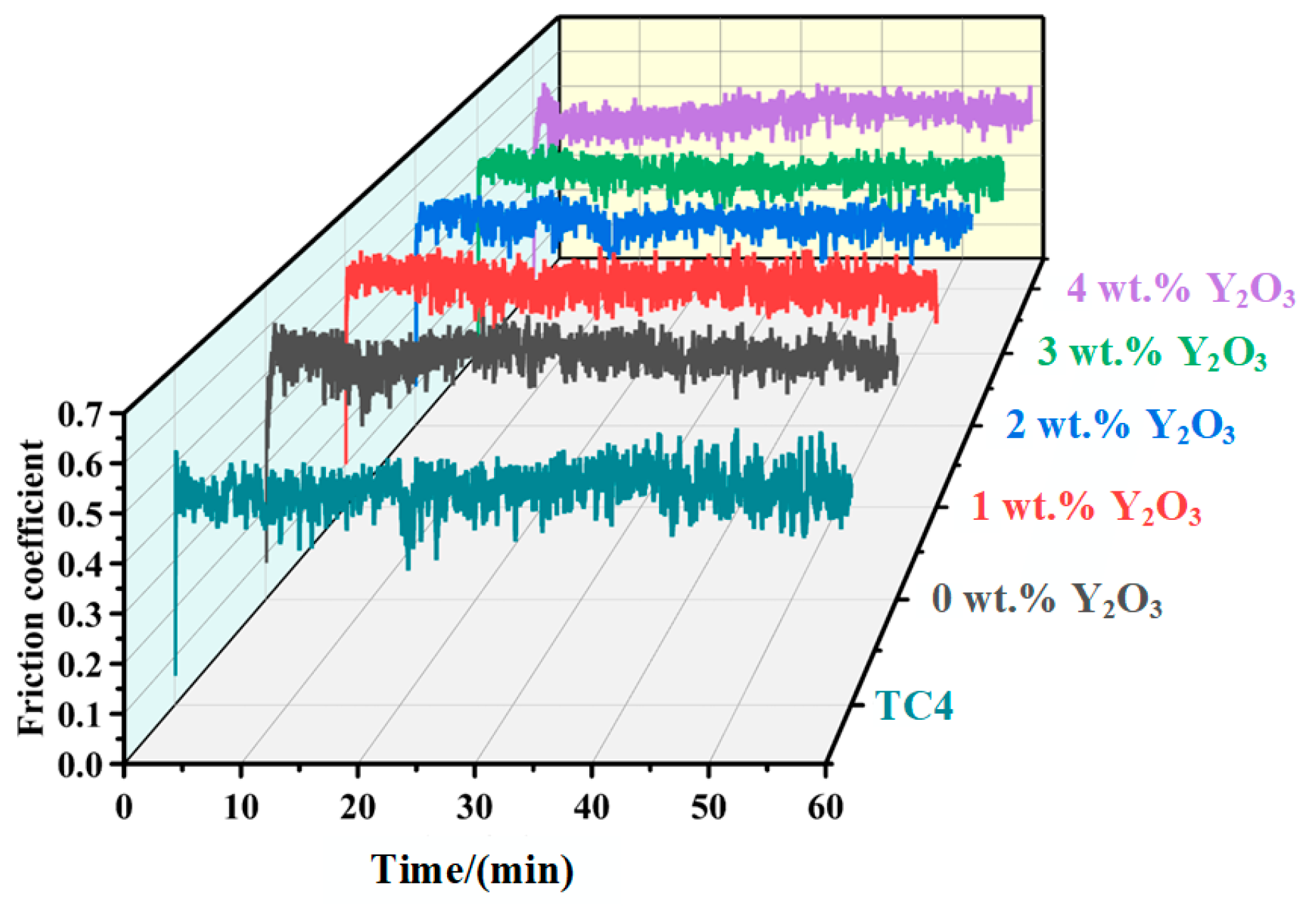
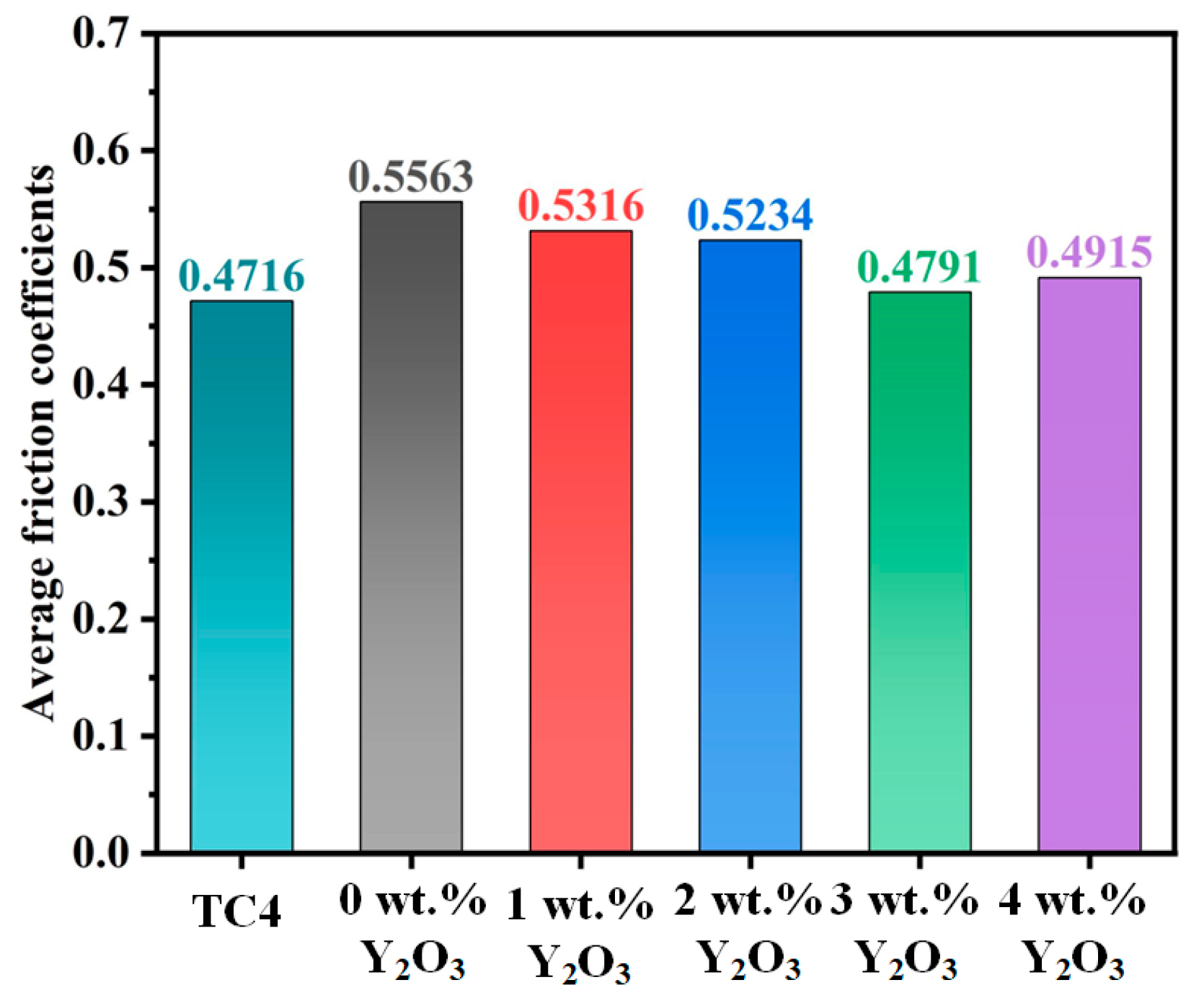
4.2. Friction-Reducing Properties Analysis of Coatings
4.3. Wear-Resistant Properties Analysis of Coatings
4.4. Worn Mechanism Analysis of Coatings
5. Application and Conclusions
- These laser-cladded layers all contained Ti2S, Ti2Ni, TiC, β-Ti matrix, and residual unmelted WC powder. With the increase in Y2O3 content, the diffraction peaks of the other phases in the coating gradually decrease except the matrix. The 3 wt.% Y2O3 coating had the best distribution uniformity of microstructure.
- The calculation results of the two-dimensional lattice mismatch theory indicated that TiC, Ti2S, and Ti2Ni could be refined by Y2O3 through heterogeneous nucleation and the TiC-Ti2S-Ti2Ni composite structural phases formed coherent structures. All the refined reinforcements formed a network structure on the grain boundary of the coatings because Y2O3 was pinned on the grain boundary.
- The coating microhardness decreases and the dilution rate increases with the addition of Y2O3. The friction coefficients of all the coatings were higher than that of the TC4, indicating that the coatings did not possess self-lubricating properties. All the coatings exhibited higher wear resistance than the TC4, with abrasive particle wear mechanisms observed. The coating had the optimal tribological property under the condition of proper Y2O3 addition (3 wt.%).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Wang, Y.; Yang, X.J.; Peng, P.; Xie, J.C.; Park, H.K.B.; Joo, Y.H.; Jeong, I.W.; Sung, T.H.; Xu, L.L. Research on microstructure and properties of Ti-based coating prepared by laser cladding on titanium alloy: Simulation and experiment. J. Mater. Res. Technol. 2020, 20, 3667–3682. [Google Scholar] [CrossRef]
- Yuan, S.; Lin, N.; Zou, J.J.; Lin, X.Z.; Liu, Z.Q.; Yu, Y.; Wang, Z.X.; Zeng, Q.F.; Chen, W.G.; Tian, L.H.; et al. In-situ fabrication of gradient titanium oxide ceramic coating on laser surface textured Ti6Al4V alloy with improved mechanical property and wear performance. J. Vacuum. 2020, 167, 109327. [Google Scholar] [CrossRef]
- Ren, Z.Y.; Hu, Y.L.; Tong, Y.G.; Cai, Z.H.; Liu, J.; Wang, H.D.; Liao, J.Z.; Xu, S.; Li, L.K. Wear-resistant NbMoTaWTi high entropy alloy coating prepared by laser cladding on TC4 titanium alloy. Tribol. Int. 2023, 182, 108366. [Google Scholar] [CrossRef]
- Debta, M.K.; Masanta, M. Effect of stand-off-distance on the performance of TIG cladded TiC-Co coating deposited on Ti-6Al-4V alloy. Surf. Coat. Technol. 2022, 434, 128210. [Google Scholar] [CrossRef]
- Gao, Z.N.; Wang, L.L.; Wang, Y.N.; Feiyue, L.; Zhan, X.H. Crack defects and formation mechanism of FeCoCrNi high entropy alloy coating on TC4 titanium alloy prepared by laser cladding. J. Alloys Compd. 2022, 903, 163905. [Google Scholar] [CrossRef]
- Cai, Q.; Wu, B.; Xu, S.Y.; Wang, L.Y.; Guo, Y.P. Effect of TiC content on microstructure and properties of TiC/Ni60 coatings on Ti6Al4V alloy deposited by laser cladding. Opt. Laser Technol. 2024, 168, 109854. [Google Scholar] [CrossRef]
- Li, B.; Zhou, H.Y.; Xiang, Y.X.; Zhu, W.J. Evaluation of preparation quality and wear state of TC4-based self-lubricating composite based on Lamb wave. Mater. Today Commun. 2022, 31, 103722. [Google Scholar] [CrossRef]
- Gu, B.P.; Chu, J.H.; Wang, Y.S.; Xu, G.H.; Gao, L.Q.; Yang, Y.C.; Hu, Y.L.; Zhang, H.X. Effects of ultrasonic impact treatment on the corrosion resistance of laser-cladded CrMnFeCoNi high-entropy alloy coatings. Surf. Coat. Technol. 2024, 489, 131102. [Google Scholar] [CrossRef]
- Zhang, H.X.; Dai, J.J.; Ma, Z.W.; Wang, X.Y.; Zhang, N.L. Effect of Y2O3 on microstructures and wear resistance of TiC reinforced Ti-Al-Si coating by laser cladding on TC4 alloy. Surf. Rev. Lett. 2019, 26, 1950077. [Google Scholar] [CrossRef]
- Amaya, C.; Aperador, W.; Caicedo, J.C.; Espinoza-Beltrán, F.J.; Muñoz-Saldaña, J.; Zambrano, G.; Prieto, P. Corrosion study of Alumina/Yttria-Stabilized Zirconia (Al2O3/YSZ) nanostructured Thermal Barrier Coatings (TBC) exposed to high temperature treatment. Corros. Sci. 2009, 51, 2994–2999. [Google Scholar] [CrossRef]
- Murmu, A.M.; Parida, S.K.; Das, A.K.; Kumar, S. Evaluation of laser cladding of Ti6Al4V-ZrO2-CeO2 composite coating on Ti6Al4V alloy substrate. Surf. Coat. Technol. 2023, 473, 129988. [Google Scholar] [CrossRef]
- Wei, C.; Wei, Y.S.; Wang, Z.J.; Chen, J.G. Improving Resistance to Crack and Corrosion of Laser-Cladded TiC/Co-based Composite Coatings by Doping Minor CeO2. Int. J. Electrochem. Sci. 2022, 17, 220622. [Google Scholar] [CrossRef]
- Zhang, T.G.; Zhuang, H.F.; Zhang, Q.; Yao, B.; Yang, F. Influence of Y2O3 on the microstructure and tribological properties of Ti-based wear-resistant laser-clad layers on TC4 alloy. Ceram. Int. 2020, 46, 13711–13723. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Yang, F.; Zhang, H.W.; Zhang, T.G.; Wang, H.; Xu, Y.T.; Ma, Q. Influence of CeO2 addition on forming quality and microstructure of TiCx-reinforced CrTi4-based laser cladding composite coating. Mater. Charact. 2021, 171, 110732. [Google Scholar] [CrossRef]
- Zhao, J.; Li, R.Y.; Feng, A.X.; Feng, H.B. Effect of rare earth La2O3 particles on structure and properties of laser cladding WC-Ni60 composite coatings. Surf. Coat. Technol. 2024, 479, 130569. [Google Scholar] [CrossRef]
- Shao, L.F.; Ge, Y.; Kong, D.J. Effect of CeO2 addition on microstructure and tribological characteristics of laser cladded Cu10Al–MoS2 coating under oil lubrication. Proc. Inst. Mech. Eng. 2021, 235, 2441–2453. [Google Scholar]
- Xiao, Q.; Sun, W.L.; Yang, K.X.; Xing, X.F.; Chen, Z.H.; Zhou, H.N.; Lu, J. Wear mechanisms and micro-evaluation on WC particles investigation of WC-Fe composite coatings fabricated by laser cladding. Surf. Coat. Technol. 2021, 420, 127341. [Google Scholar]
- Torres, H.; Vuchkov, T.; Rodríguez Ripoll, M.; Prakash, B. Tribological behaviour of MoS2-based self-lubricating laser cladding for use in high temperature applications. Tribol. Int. 2018, 126, 153–165. [Google Scholar] [CrossRef]
- Zhang, T.G.; Zhen, H.; Liu, T.X.; Hou, X.Y.; Zhang, Z.Q. Microstructure and tribological properties of lubricating-reinforcing laser cladding composite coating with the Ti2SC-Ti2Ni mosaic structure phase. Coatings 2022, 12, 876. [Google Scholar] [CrossRef]
- Gao, Z.N.; Bu, H.C.; Feng, Y.; Lyu, F.Y.; Zhan, X.H. Strengthening mechanism of Y2O3 nanoparticles on microstructure and mechanical properties of the laser additive manufacturing joint for large thickness TC4 titanium alloy. J. Manuf. Process. 2021, 71, 37–55. [Google Scholar] [CrossRef]
- Xu, Y.X.; Fu, S.; Lu, H.F.; Li, W.Y. Process optimization, microstructure characterization, and tribological performance of Y2O3 modified Ti6Al4V-WC gradient coating produced by laser cladding. Surf. Coat. Technol. 2024, 478, 130496. [Google Scholar] [CrossRef]
- Li, H.; Wang, Z.Y. Corrosion behavior and incorporation mechanism of Y2O3-TiO2 composite coatings fabricated on TC4 titanium alloy by plasma electrolytic oxidation. Chem. Phys. Lett. 2024, 481, 141170. [Google Scholar] [CrossRef]
- Wang, L.X.; Yang, L.J.; Huang, Y.M.; Yuan, Y.X.; Jia, C.P. Effects of Y2O3 addition on the microstructure and wear-resistant performance of TiN/TiB-reinforced Ti-based laser-clad coatings on Ti-6Al-4V alloys. Mater. Today Commun. 2021, 29, 102752. [Google Scholar] [CrossRef]
- Du, M.; Wang, L.L.; Gao, Z.N.; Yang, X.Y.; Liu, T.; Zhan, X.H. Microstructure and element distribution characteristics of Y2O3 modulated WC reinforced coating on Invar alloys by laser cladding. Opt. Laser Technol. 2022, 153, 108205. [Google Scholar] [CrossRef]
- Li, M.X.; He, Y.Z.; Yuan, X.M. Effect of nano-Y2O3 on microstructure of laser cladding cobalt-based alloy coatings. Appl. Surf. Sci. 2006, 252, 2882–2887. [Google Scholar] [CrossRef]
- Yang, Z.Z.; Hao, H.; Gao, Q.; Cao, Y.B.; Han, R.H.; Qi, H.B. Strengthening mechanism and high-temperature properties of H13 + WC/Y2O3 laser-cladding coatings. Surf. Coat. Technol. 2021, 405, 126544. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, W.; Yu, K.D.; Guo, N.; Xiao, G.C.; Wang, Z.M.; Zhang, H. Effect of Y2O3 on microstructure and properties of CoCrFeNiTiNb high entropy alloy coating on Ti–6Al–4V surface by laser cladding. J. Rare Earths 2024, 42, 586–599. [Google Scholar] [CrossRef]
- Wang, Y.; Li, P.J.; Ma, N.; Zhang, B.Y.; Wei, Y.K.; Zhang, L.L.; Wang, J.Y.; Liu, S.F. Effect of Y2O3 on the microstructure and tribology property of WMoTaNb refractory high entropy alloy coating prepared by laser cladding. Int. J. Refract. Met. Hard Mater. 2023, 115, 106273. [Google Scholar] [CrossRef]
- Wang, L.T.; Chen, S.Y.; Sun, X.R.; Chen, J.L.; Liang, J.; Wang, M. Effects of Y2O3 on the microstructure evolution and electromagnetic interference shielding mechanism of soft magnetic FeCoSiMoNiBCu alloys by laser cladding. Addit. Manuf. 2022, 55, 102811. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Yang, Q.; Yu, Z.M.; Wang, H.; Zhang, T.G. Influence of Y2O3 addition on the microstructure of TiC reinforced Ti-based composite coating prepared by laser cladding. Mater. Charact. 2022, 189, 111962. [Google Scholar] [CrossRef]
- Bramfitt, B.L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron. Metall. Mater. Trans. 1970, 1, 1987–1995. [Google Scholar]
- Liu, D.K.; Lu, Z.; Liu, W.; Shi, C.C.; Xiao, H.; Jiang, S.S. Precipitation of homogeneous nanoscale HfRe2 in NiAl by strain-induced precipitation. Mater. Charact. 2022, 193, 112280. [Google Scholar] [CrossRef]
- Liu, K.W.; Yan, H.; Zhang, P.L.; Zhao, J.; Yu, Z.S.; Lu, Q.H. Wear behaviors of TiN/WS2 + hBN/NiCrBSi self-lubricating composite coatings on TC4 alloy by laser cladding. Coatings 2020, 10, 747. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Yu, Z.M.; Yang, Q.; Wang, Y.X.; Yao, L.M.; Zhang, T.G.; Liu, H.L.; Fan, W. Synergistic effect of NiCr-Cr3C2 + Y2O3 to enhanced performance of Ti-based composite fabricated by laser cladding. Mater. Charact. 2024, 215, 114138. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Fe | O | N | C | Ti |
|---|---|---|---|---|---|---|---|
| Content | 5.95 | 4.11 | 0.23 | 0.16 | 0.07 | 0.14 | Bal. |
| Sequence Number Material | TC4 | WC | Ni-MoS2 | Y2O3 |
|---|---|---|---|---|
| 1 | 60 | 5 | 35 | 0 |
| 2 | 59 | 5 | 35 | 1 |
| 3 | 58 | 5 | 35 | 2 |
| 4 | 57 | 5 | 35 | 3 |
| 5 | 56 | 5 | 35 | 4 |
| Element | Al | V | N | Fe | O | C | Ti |
|---|---|---|---|---|---|---|---|
| Content | 5.94 | 4.36 | 0.13 | 0.08 | 0.077 | 0.22 | Bal. |
| Laser Cladding Process Parameters | Numerical Value |
|---|---|
| Laser power/(W) | 900 |
| Laser scanning speed/(mm/min) | 400 |
| Spot diameter/(mm) | 3.0 |
| Powder feed rate/(g/min) | 3 |
| Powder gas flow rate (He)/(L/min) | 7.0 |
| Protective gas flow rate (Ar)/(L/min) | 11 |
| Laser focal length/(mm) | 16 |
| Multi-track overlap rate/(%) | 50 |
| No. | Experiment Purpose | Device Name | Device Model and Parameters |
|---|---|---|---|
| 1 | Preliminary judgment of phases | XRD | X’Pert-Pro MPD (Nalytical, Almelo, The Netherlands) Scanning range: 20°–80° Scanning speed: 6°/min |
| 2 | Microstructure analysis Wear topography analysis | SEM | Hitachi S-3000N (Hitachi, Tokyo, Japan) |
| 3 | Elemental analysis of phases | EDS | Oxford INCAPentaFET-x3 (Oxford Instruments, Oxford, UK) |
| 4 | Conformed phases | TEM | FEI-Tecnai G2 F30 (Field Electron and Ion Company, Hillsboro, OR, USA) |
| 5 | Microhardness analysis | Microhardness tester | KB 30SR-FA (KB Pruftechnik, Munich, Germany) Applied load: 5 N Test time: 12 s |
| 6 | Evaluation of tribological properties | Tribology Tester (Dry) | RTEC MFT-5000 (Rtec-instruments, San Jose, CA, USA) Normal load: 5 N Test time: 60 min |
| Phase | Ti | Ni | C | Al | V | S | Mo | Y | O |
|---|---|---|---|---|---|---|---|---|---|
| A (Ti2S) | 54.18 | 6.38 | 9.84 | 1.97 | 3.24 | 24.39 | – | – | – |
| B (Ti2Ni) | 59.72 | 27.04 | 2.09 | 8.57 | 2.58 | – | – | – | – |
| C (TiC) | 42.61 | 10.64 | 36.06 | 7.04 | 3.65 | – | – | – | – |
| D (β-Ti) | 62.21 | 6.97 | 13.45 | 9.16 | 3.89 | 0.37 | 3.95 | – | – |
| E (Y2O3) | 22.66 | 0.65 | 4.54 | – | – | 7.71 | – | 39.41 | 25.03 |
| Variable | Definition |
|---|---|
| (hkl)s | Nucleated basal low exponential crystal plane |
| (hkl)n | Nucleation phase low exponential crystal plane |
| Low exponential orientation of (hkl)s | |
| Low exponential orientation of (hkl)n | |
| orientation | |
| orientation | |
| θ |
| Crystal | Space Group | Crystal System | Lattice Constant/Å | ||
|---|---|---|---|---|---|
| a | b | c | |||
| Ti2S | Pnnm | Orthorhombic | 11.350 | 14.060 | 3.320 |
| Ti2Ni | Fd-3ms | Cubic | 11.278 | 11.278 | 11.278 |
| TiC | Fm-3m | Cubic | 4.328 | 4.328 | 4.328 |
| Y2O3 | La-3 | Cubic | 10.607 | 10.607 | 10.607 |
| Corresponding Planes | (001)Y2O3//(100)Ti2Ni | (100)Y2O3//(010)Ti2S | (001)Y2O3//(100)TiC | ||||||
|---|---|---|---|---|---|---|---|---|---|
| [100] | [010] | [011] | [100] | [101] | [001] | [100] | [101] | [001] | |
| [] | [] | [010] | [] | [310] | [010] | [100] | [101] | [001] | |
| θ (°) | 0 | 3.472 | 0 | 0 | 11.000 | 18.000 | 0 | 0 | 0 |
| (Å) | 10.607 | 8.000 | 10.607 | 5.303 | 7.500 | 5.303 | 10.606 | 10.606 | 10.606 |
| (Å) | 11.319 | 8.004 | 11.319 | 5.291 | 6.925 | 5.277 | 10.820 | 10.820 | 10.820 |
| δ (%) | 4.273 | 3.671 | 1.974 | ||||||
| Corresponding Planes | (001)TiC//(100)Ti2S | (001)TiC//(110)Ti2Ni | (001)TiS//(100)Ti2Ni | ||||||
|---|---|---|---|---|---|---|---|---|---|
| [] | [] | [] | [] | [] | [] | [] | [] | [] | |
| [] | [] | [] | [] | [] | [] | [] | [] | [] | |
| θ (°) | 0 | 1.114 | 11.000 | 0 | 0 | 1.762 | 0 | 11.000 | 18.000 |
| (Å) | 4.328 | 10.82 | 6.925 | 4.328 | 8.656 | 9.180 | 5.291 | 6.925 | 5.277 |
| (Å) | 4.260 | 10.034 | 11.929 | 4.279 | 8.004 | 8.763 | 4.834 | 6.837 | 4.834 |
| δ (%) | 3.991 | 4.665 | 4.597 | ||||||
| Variable | Unit | Definition |
|---|---|---|
| W | mm3·N−1·m−1 | Wear rate |
| V | mm3 | Ware volume |
| F | N | Normal load |
| S | m | Total sliding distance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Zhang, Q.; Zhang, T.; Zhen, H.; Zhang, Z.; Zhang, Z.; Cao, H. Effects of Y2O3 Content on the Microstructure and Tribological Properties of WC-Reinforced Ti-Based Coatings on TC4 Surfaces. Coatings 2024, 14, 1110. https://doi.org/10.3390/coatings14091110
Wang C, Zhang Q, Zhang T, Zhen H, Zhang Z, Zhang Z, Cao H. Effects of Y2O3 Content on the Microstructure and Tribological Properties of WC-Reinforced Ti-Based Coatings on TC4 Surfaces. Coatings. 2024; 14(9):1110. https://doi.org/10.3390/coatings14091110
Chicago/Turabian StyleWang, Changhao, Qiyu Zhang, Tiangang Zhang, Hao Zhen, Zhiqiang Zhang, Zhihao Zhang, and Huijun Cao. 2024. "Effects of Y2O3 Content on the Microstructure and Tribological Properties of WC-Reinforced Ti-Based Coatings on TC4 Surfaces" Coatings 14, no. 9: 1110. https://doi.org/10.3390/coatings14091110