
Wear Behavior of TiN/TiAlSiN Nanocomposite Multilayer Coatings from Ambient Temperature to Medium Temperature
Abstract
:1. Introduction
2. Experimental Details
2.1. Coating Synthesis
2.2. Characterization
2.3. Wear Test
3. Results and Discussion
3.1. Microstructure
3.2. Phase Analysis
3.3. Hardness Analysis
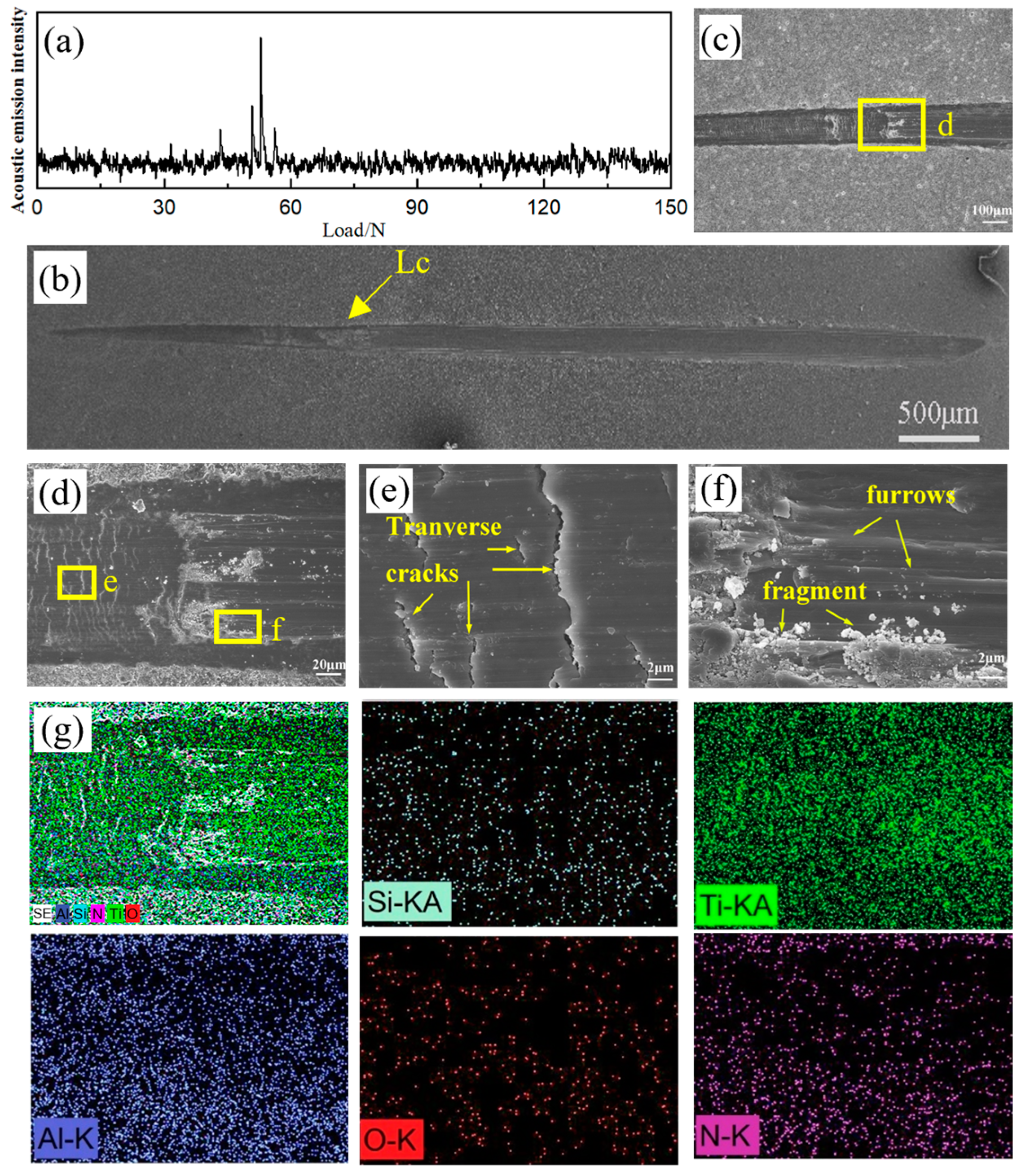
3.4. Adhesion Analysis
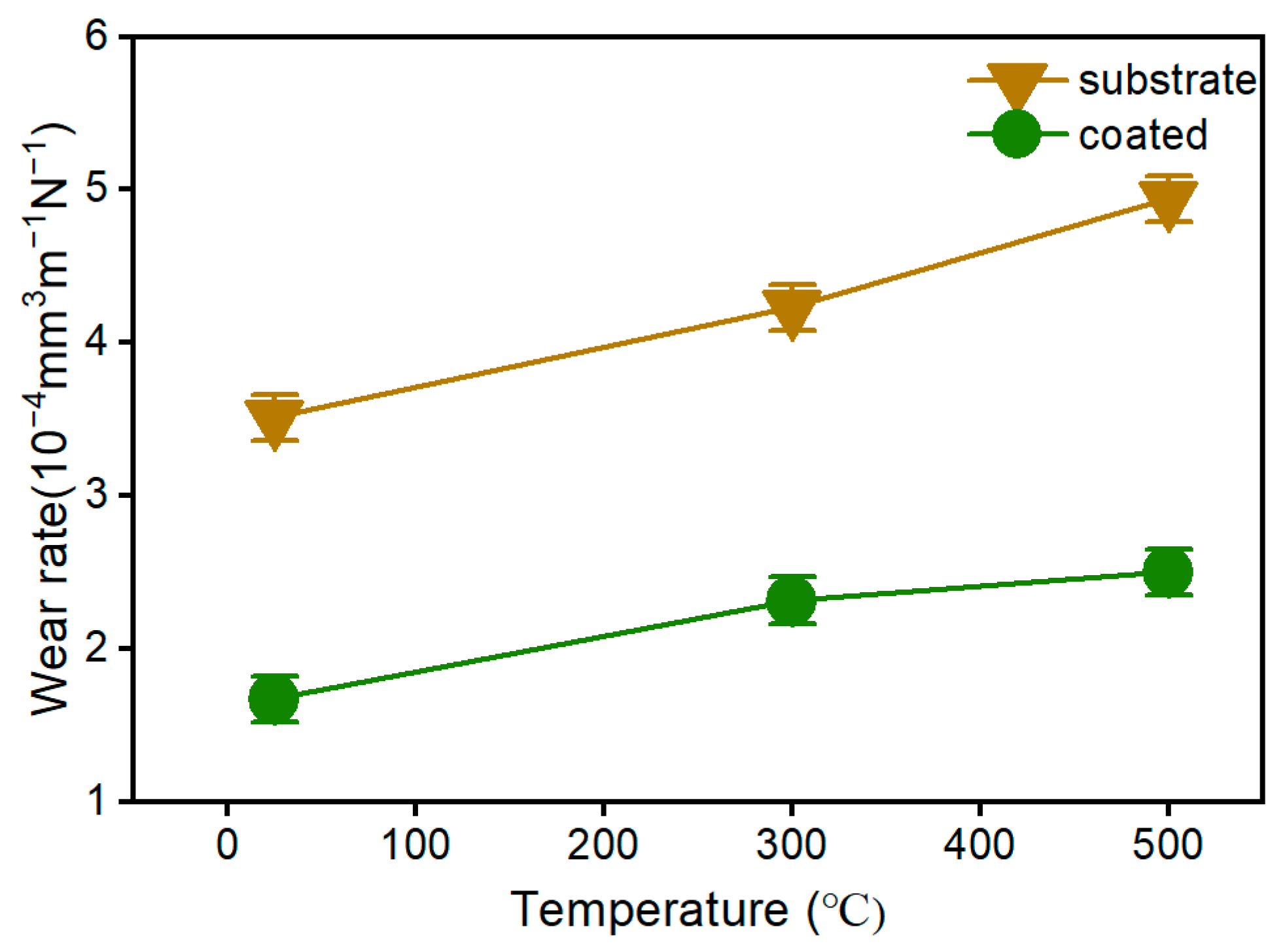
3.5. Wear Analysis
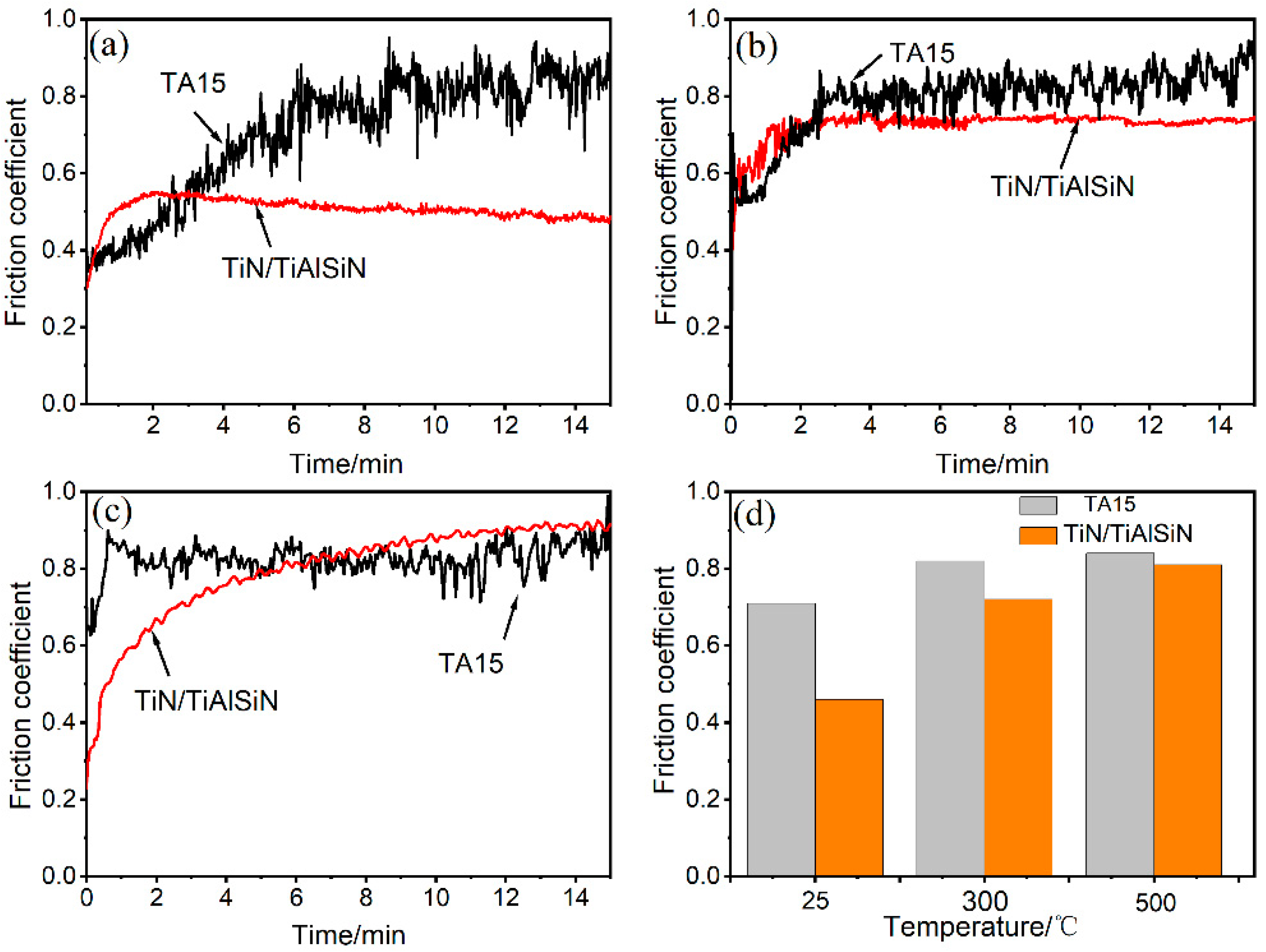
3.5.1. Friction Coefficient
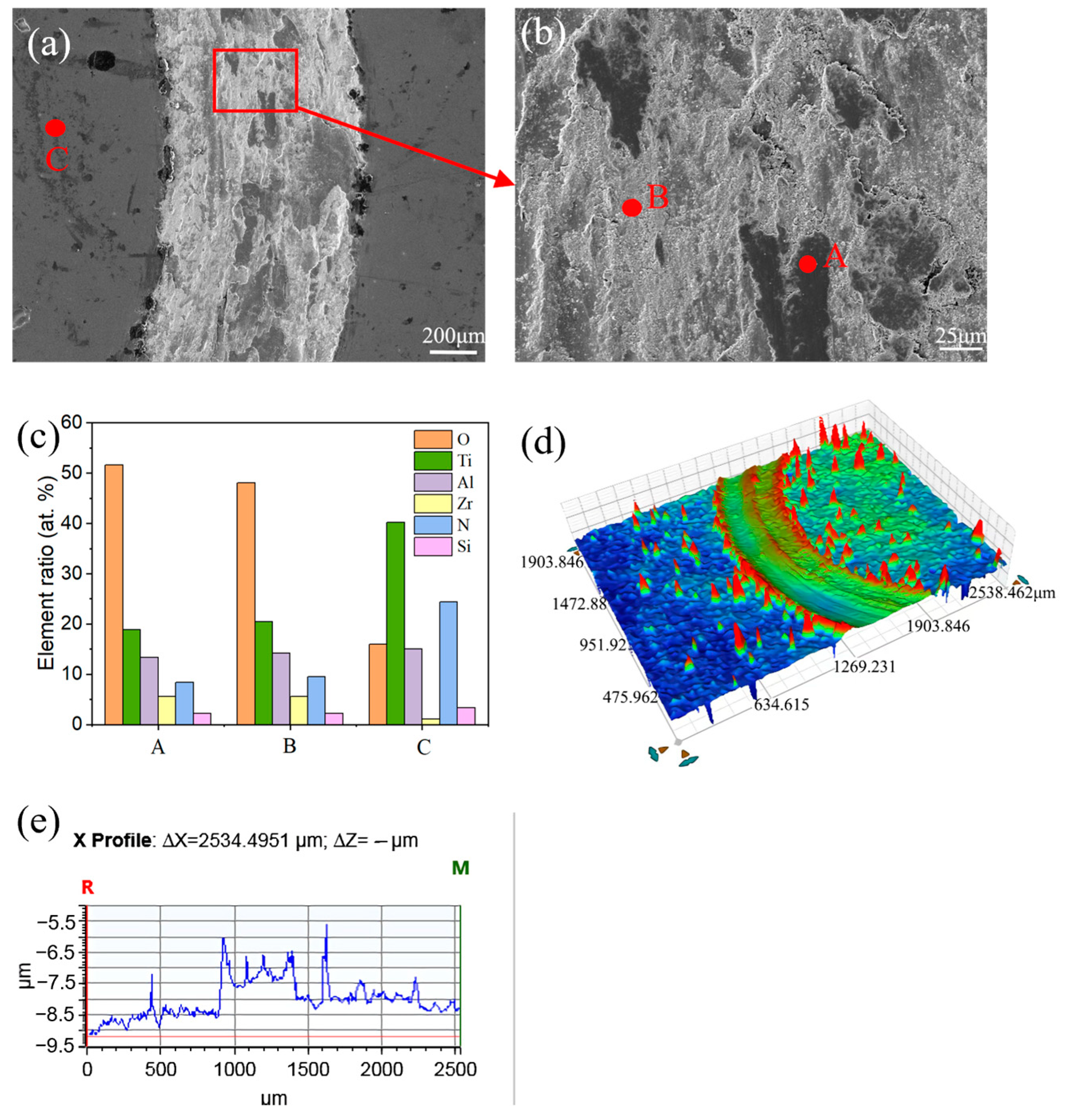
3.5.2. Wear Track Morphologies
3.6. Oxidation Analysis
3.6.1. XPS after Oxidation
3.6.2. Wear Behavior at Room Temperature Subsequent to Oxidation
3.6.3. Scratch after Oxidation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, G.; Ma, F.; Liu, P.; Qi, S.; Li, W.; Zhang, K.; Chen, X. Review of micro-arc oxidation of titanium alloys: Mechanism, properties and applications. J. Alloys Compd. 2023, 948, 169773. [Google Scholar] [CrossRef]
- Singh, G. Hot deformation behavior of a novel alpha + beta titanium alloy TIMETAL®407. J. Alloys Compd. 2023, 935, 167970. [Google Scholar] [CrossRef]
- Uwanyuze, R.S.; Kanyo, J.E.; Myrick, S.F.; Schafföner, S. A review on alpha case formation and modeling of mass transfer during investment casting of titanium alloys. J. Alloys Compd. 2021, 865, 158558. [Google Scholar] [CrossRef]
- Lu, J.; Zhuo, L. Additive manufacturing of titanium alloys via selective laser melting: Fabrication, microstructure, post-processing, performance and prospect. Int. J. Refract. Met. Hard Mater. 2023, 111, 106110. [Google Scholar] [CrossRef]
- Han, X.; Ma, J.; Tian, A.; Wang, Y.; Li, Y.; Dong, B.; Tong, X.; Ma, X. Surface modification techniques of titanium and titanium alloys for biomedical orthopaedics applications: A review. Colloids Surf. 2023, 227, 113339. [Google Scholar] [CrossRef]
- Al-Mukhtar, A.; Könke, C. Crack simulation in human teeth. Mater. Des. Process. Commun. 2021, 3, e200. [Google Scholar] [CrossRef]
- Wang, K.; Liu, G.; Tao, W.; Zhao, J.; Huang, K. Study on the mixed dynamic recrystallization mechanism during the globularization process of laser-welded TA15 Ti-alloy joint under hot tensile deformation. Mater. Charact. 2017, 126, 57–63. [Google Scholar] [CrossRef]
- Chen, Y.; Li, S.; Li, Y.; Wang, Y.; Li, Z.; Lin, Z. Constitutive modeling of TA15 alloy sheet coupling phase transformation in non-isothermal hot stamping process. J. Mater. Res. Technol. 2021, 12, 629–642. [Google Scholar] [CrossRef]
- Xu, X.; Liu, Q.; Wang, J.; Ren, X.; Hou, H. The heat treatment improving the mechanical and fatigue property of TA15 alloy joint by friction stir welding. Mater. Charact. 2021, 180, 111399. [Google Scholar] [CrossRef]
- Wang, C.; Guo, Q.; Shao, M.; Zhang, H.; Wang, F.; Song, B.; Ji, Y.; Li, H. Microstructure and corrosion behavior of linear friction welded TA15 and TC17 dissimilar joint. Mater. Charact. 2022, 187, 111871. [Google Scholar] [CrossRef]
- Ananth, M.P.; Ramesh, R. Sliding wear characteristics of solid lubricant coating on titanium alloy surface modified by laser texturing and ternary hard coatings. Trans. Nonferrous Met. Soc. China Engl. Ed. 2017, 27, 839–847. [Google Scholar] [CrossRef]
- Dong, H.; Bell, T. Enhanced wear resistance of titanium surfaces by a new thermal oxidation treatment. Wear 2000, 238, 131–137. [Google Scholar] [CrossRef]
- Lee, C.; Sanders, A.; Tikekar, N.; Chandran, K.S.R. Tribology of titanium boride-coated titanium balls against alumina ceramic: Wear, friction, and micromechanisms. Wear 2008, 265, 375–386. [Google Scholar] [CrossRef]
- Wu, L.; Holloway, B.C.; Prasad Beesabathina, D.; Kalil, C.; Manos, D.M. Analysis of diamond-like carbon and TirMoS coatings on 2 Ti6Al4V substrates for applicability to turbine engine applications. Surf. Coat. Technol. 2000, 130, 207–217. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Mitterer, C.; Hultman, L.; Clemens, H. Microstructural design of hard coatings. Prog. Mater. Sci. 2006, 51, 1032–1114. [Google Scholar] [CrossRef]
- Veprek, S.; Veprek-Heijman, M.J.G. Industrial applications of superhard nanocomposite coatings. Surf. Coat. Technol. 2008, 202, 5063–5073. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Lewis, D.B.; Luo, Q.; Münz, W.D.; Mayrhofer, P.H.; Mitterer, C.; Zhou, Z.; Rainforth, W.M. TiAlN based nanoscale multilayer coatings designed to adapt their tribological properties at elevated temperatures. Thin Solid Films 2005, 485, 160–168. [Google Scholar] [CrossRef]
- Alling, B.; Ruban, A.V.; Karimi, A.; Peil, O.E.; Simak, S.I.; Hultman, L.; Abrikosov, I.A. Mixing and decomposition thermodynamics of c- Ti1-x Alx N from first-principles calculations. Phys. Rev. B-Condens. Matter Mater. Phys. 2007, 75, 045123. [Google Scholar] [CrossRef]
- Chen, Q.; Sundman, B. Thermodynamic Assessment of the Ti-AI-N System. J. Phase Equilibria 1998, 19, 146–160. [Google Scholar] [CrossRef]
- Saha, B.; Lawrence, S.K.; Schroeder, J.L.; Birch, J.; Bahr, D.F.; Sands, T.D. Enhanced hardness in epitaxial TiAlScN alloy thin films and rocksalt TiN/(Al,Sc)N superlattices. Appl. Phys. Lett. 2014, 105, 151904. [Google Scholar] [CrossRef]
- Gui, B.; Zhou, H.; Zheng, J.; Liu, X.; Feng, X.; Zhang, Y.; Yang, L. Microstructure and properties of TiAlCrN ceramic coatings deposited by hybrid HiPIMS/DC magnetron co-sputtering. Ceram. Int. 2021, 47, 8175–8183. [Google Scholar] [CrossRef]
- Zhu, L.; Song, C.; Ni, W.; Liu, Y. Effect of 10% Si addition on cathodic arc evaporated TiAlSiN coatings. Trans. Nonferrous Met. Soc. China Engl. Ed. 2016, 26, 1638–1646. [Google Scholar] [CrossRef]
- Ju, H.; Yu, L.; He, S.; Asempah, I.; Xu, J.; Hou, Y. The enhancement of fracture toughness and tribological properties of the titanium nitride films by doping yttrium. Surf. Coat. Technol. 2017, 321, 57–63. [Google Scholar] [CrossRef]
- Zhu, L.; Hu, M.; Ni, W.; Liu, Y. High temperature oxidation behavior of Ti 0.5Al 0.5N coating and Ti 0.5Al 0.4Si 0.1N coating. Vacuum 2012, 86, 1795–1799. [Google Scholar] [CrossRef]
- Veprek, S.; Männling, H.D.; Jilek, M.; Holubar, P. Avoiding the high-temperature decomposition and softening of (Al1-xTix)N coatings by the formation of stable superhard nc-(Al1-xTix)N/a-Si3 N4 nanocomposite. Mater. Sci. Eng. A 2004, 366, 202–205. [Google Scholar] [CrossRef]
- Gao, F.; Li, G.; Xia, Y. Influence of hysteresis effect on properties of reactively sputtered TiAlSiN films. Appl. Surf. Sci. 2018, 431, 160–164. [Google Scholar] [CrossRef]
- Cao, F.; Munroe, P.; Zhou, Z.; Xie, Z. Influence of substrate bias on microstructural evolution and mechanical properties of TiAlSiN thin films deposited by pulsed-DC magnetron sputtering. Thin Solid Films 2017, 639, 137–144. [Google Scholar] [CrossRef]
- Li, G.; Sun, J.; Xu, Y.; Xu, Y.; Gu, J.; Wang, L.; Huang, K.; Liu, K.; Li, L. Microstructure, mechanical properties, and cutting performance of TiAlSiN multilayer coatings prepared by HiPIMS. Surf. Coat. Technol. 2018, 353, 274–281. [Google Scholar] [CrossRef]
- Carvalho, S.; Ribeiro, E.; Rebouta, L.; Tavares, C.; Mendonça, J.P.; Caetano Monteiro, A.; Carvalho, N.J.M.; De Hosson, J.T.M.; Cavaleiro, A. Microstructure, mechanical properties and cutting performance of superhard (Ti,Si,Al)N nanocomposite films grown by d.c. reactive magnetron sputtering. Surf. Coat. Technol. 2004, 177–178, 459–468. [Google Scholar] [CrossRef]
- Lü, W.; Li, G.; Zhou, Y.; Liu, S.; Wang, K.; Wang, Q. Effect of high hardness and adhesion of gradient TiAlSiN coating on cutting performance of titanium alloy. J. Alloys Compd. 2020, 820, 153137. [Google Scholar] [CrossRef]
- De Mello, J.D.B.; Binder, R.; Demas, N.G.; Polycarpou, A.A. Effect of the actual environment present in hermetic compressors on the tribological behaviour of a Si-rich multifunctional DLC coating. Wear 2009, 267, 907–915. [Google Scholar] [CrossRef]
- Salvaro, D.B.; Silvério, M.; Binder, C.; Giacomelli, R.O.; Klein, A.N.; De Mello, J.D.B. Genesis and stability of tribolayers in solid lubrication: Case of pair DLC-stainless steel. J. Mater. Res. Technol. 2016, 5, 136–143. [Google Scholar] [CrossRef]
- Straffelini, G.; Molinari, A. Dry sliding wear of Ti-6Al-4V alloy as influenced by the counterface and sliding conditions. Wear 1999, 236, 328–338. [Google Scholar] [CrossRef]
- Dutt Sharma, M.; Sehgal, R. Dry Sliding Friction and Wear Behaviour of Titanium Alloy (Ti-6Al-4V). Tribol. Online 2012, 7, 87–95. [Google Scholar] [CrossRef]
- Molinari, A.; Straffelini, G.; Tesi, B.; Bacci, T. Dry sliding wear mechanisms of the Ti6Al4V alloy. Wear 1997, 208, 105–112. [Google Scholar] [CrossRef]
- Cui, X.H.; Mao, Y.S.; Wei, M.X.; Wang, S.Q. Wear Characteristics of Ti-6Al-4V Alloy at 20–400 °C. Tribol. Trans. 2012, 55, 185–190. [Google Scholar] [CrossRef]
- He, N.; Li, H.; Ji, L.; Liu, X.; Zhou, H.; Chen, J. High temperature tribological properties of TiAlSiN coatings produced by hybrid PVD technology. Tribol. Int. 2016, 98, 133–143. [Google Scholar] [CrossRef]
- Chen, K.M.; Zhang, Q.Y.; Li, X.X.; Wang, L.; Cui, X.H.; Wang, S.Q. Comparative Study of Wear Behaviors of a Selected Titanium Alloy and AISI H13 Steel as a Function of Temperature and Load. Tribol. Trans. 2014, 57, 838–845. [Google Scholar] [CrossRef]
- Tse, Y.Y.; Babonneau, D.; Michel, A.; Abadias, G. Nanometer-scale multilayer coatings combining a soft metallic phase and a hard nitride phase: Study of the interface structure and morphology. Surf. Coat. Technol. 2004, 180–181, 470–477. [Google Scholar] [CrossRef]
- Clemens, B.M.; Kung, H.; Barnett, S.A. Structure and strength of multilayers. MRS Bull. 1999, 24, 20–26. [Google Scholar] [CrossRef]
- Anderson, P.M.; Li, C. Hall-Petch relations for multilayered materials. Namshurmrcd Mataiak 1995, 5, 349–362. [Google Scholar] [CrossRef]
- Koehler, J.S. Attempt to Design a Strong Solid. Phys. Rev. B 1970, 2, 547–551. [Google Scholar] [CrossRef]
- Geyang, L.; Zenghu, H.; Jiawan, T.; Junhua, X.; Mingyuan, G. Alternating stress field and superhardness effect in TiN/NbN superlattice films. J. Vac. Sci. Technol. A Vac. Surf. Film. 2002, 20, 674–677. [Google Scholar] [CrossRef]
- Ma, H.; Miao, Q.; Zhang, G.; Liang, W.; Wang, Y.; Sun, Z.; Lin, H. The influence of multilayer structure on mechanical behavior of TiN/TiAlSiN multilayer coating. Ceram. Int. 2021, 47, 12583–12591. [Google Scholar] [CrossRef]
- Kato, K. 3—Friction and wear of passive metals and coatings. Tribocorrosion Passive Metals Coatings 2011, 82. [Google Scholar] [CrossRef]
- Bhushan, B. Principles and applications of tribology. Ind. Lubr. Tribol. 1999, 51, 313. [Google Scholar] [CrossRef]
- Pelleg, J.; Zevin, L.Z.; Lungo, S.; Croitoru, N. Reactive-sputter-deposited TiN films on glass substrates. Thin Solid Films 1991, 197, 117–128. [Google Scholar] [CrossRef]
- Harris, G.B.X. Quantitative measurement of preferred orientation in rolled uranium bars. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1952, 43, 113–123. [Google Scholar] [CrossRef]
- Ma, X.; Matthews, A. Investigation of abradable seal coating performance using scratch testing. Surf. Coat. Technol. 2007, 202, 1214–1220. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Dong, H.; Bell, T. The load bearing capacity of hydrogen-free Cr-DLC coatings on deep-case oxygen hardened Ti6Al4V. Surf. Coat. Technol. 2006, 200, 5237–5244. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, L.Y.L.; Chwa, E.; Tham, O. Scratch resistance of brittle thin films on compliant substrates. Mater. Sci. Eng. A 2008, 493, 292–298. [Google Scholar] [CrossRef]
- Hogmark, S.; Jacobson, S.; Larsson, M. Design and evaluation of tribological coatings. Wear 2000, 246, 20–33. [Google Scholar] [CrossRef]
- Kong, X.; Wang, B.; Wang, M.; Zheng, Y.; Ma, S.; Yang, L. Microscratch characteristic and deformation mechanism of SiC particle-reinforced composites at elevated temperatures. Adv. Compos. Lett. 2020, 29. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Zr | Mo | Fe | Si | C | Ti |
|---|---|---|---|---|---|---|---|---|
| Wt.% | 6.23 | 2.03 | 1.75 | 1.05 | 0.06 | 0.05 | 0.02 | Bal. |
| Type | Voltage/V | Duty Ratio | Current/A | Ar Flow/Sccm | N2 Flow/Sccm | Time/min | Temp/°C |
|---|---|---|---|---|---|---|---|
| Ti buffer layer | 225 | 72.7% | 70 | 83 | 0 | 3 | 200 |
| TiN layer | 225 | 72.7% | 70 | 50 | 70 | 3/layer | 200 |
| TiAlSiN layer | 225 | 72.7% | 75 | 50 | 70 | 3/layer | 200 |
| Peak Position | Planes (hkl) | TC (before Oxidation) | TC (after Oxidation) |
|---|---|---|---|
| 38.07 | (111) | 2.67 | 0.43 |
| 43.7 | (200) | 0.53 | 1.84 |
| 63.7 | (220) | 0.43 | 1.03 |
| 76.83 | (311) | 0.37 | 0.7 |
| Position | 1/HV0.1 | 2/HV0.1 | 3/HV0.1 | 4/HV0.1 | 5/HV0.1 | Average/HV0.1 |
|---|---|---|---|---|---|---|
| TA15 | 386 ± 0.9 | 342 ± 0.6 | 326 ± 0.5 | 356 ± 0.5 | 341 ± 0.4 | 350.2 ± 0.5 |
| TiN/TiAlSiN | 1533 ± 1.8 | 1717 ± 2.4 | 1485 ± 2.7 | 1426 ± 1.5 | 1541 ± 2.8 | 1540 ± 2.2 |
| Tem/°C | Sample | Depth/μm | Width/mm | Wear Volume V/mm3 | Wear Rate K/10−4mm3m−1N−1 |
|---|---|---|---|---|---|
| 20 | TA15 | 20.36 | 0.86 | 0.1467 | 3.5107 |
| TiN/TiAlSiN | 11.29 | 0.74 | 0.0700 | 1.6747 | |
| 300 | TA15 | 22.68 | 0.93 | 0.1767 | 4.2292 |
| TiN/TiAlSiN | 12.57 | 0.92 | 0.0968 | 2.3180 | |
| 500 | TA15 | 23.92 | 1.03 | 0.2064 | 4.9398 |
| TiN/TiAlSiN | 14.03 | 0.89 | 0.1046 | 2.5030 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, H.; Miao, Q.; Liang, W.; Sun, S.; Qi, Y.; Jia, F.; Chang, X. Wear Behavior of TiN/TiAlSiN Nanocomposite Multilayer Coatings from Ambient Temperature to Medium Temperature. Coatings 2024, 14, 1139. https://doi.org/10.3390/coatings14091139
Ma H, Miao Q, Liang W, Sun S, Qi Y, Jia F, Chang X. Wear Behavior of TiN/TiAlSiN Nanocomposite Multilayer Coatings from Ambient Temperature to Medium Temperature. Coatings. 2024; 14(9):1139. https://doi.org/10.3390/coatings14091139
Chicago/Turabian StyleMa, Hairui, Qiang Miao, Wenping Liang, Shijie Sun, Yan Qi, Feilong Jia, and Xiangle Chang. 2024. "Wear Behavior of TiN/TiAlSiN Nanocomposite Multilayer Coatings from Ambient Temperature to Medium Temperature" Coatings 14, no. 9: 1139. https://doi.org/10.3390/coatings14091139