
Study on Wear and Scour Performance of Ni6035WC/Wc-10Cr-4Cr Coating by HVAF
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
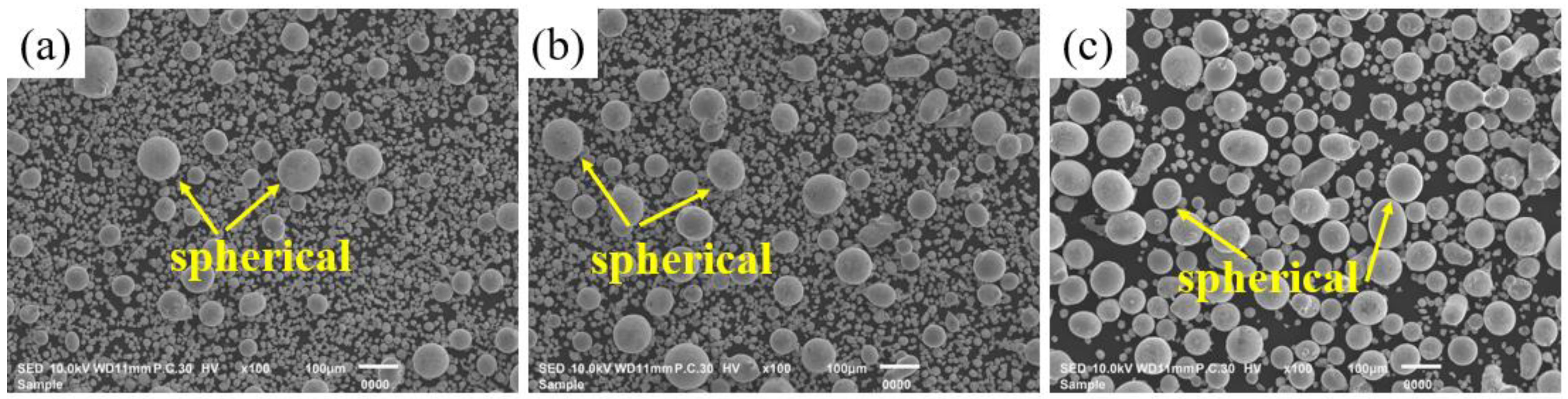
2.1. Materials
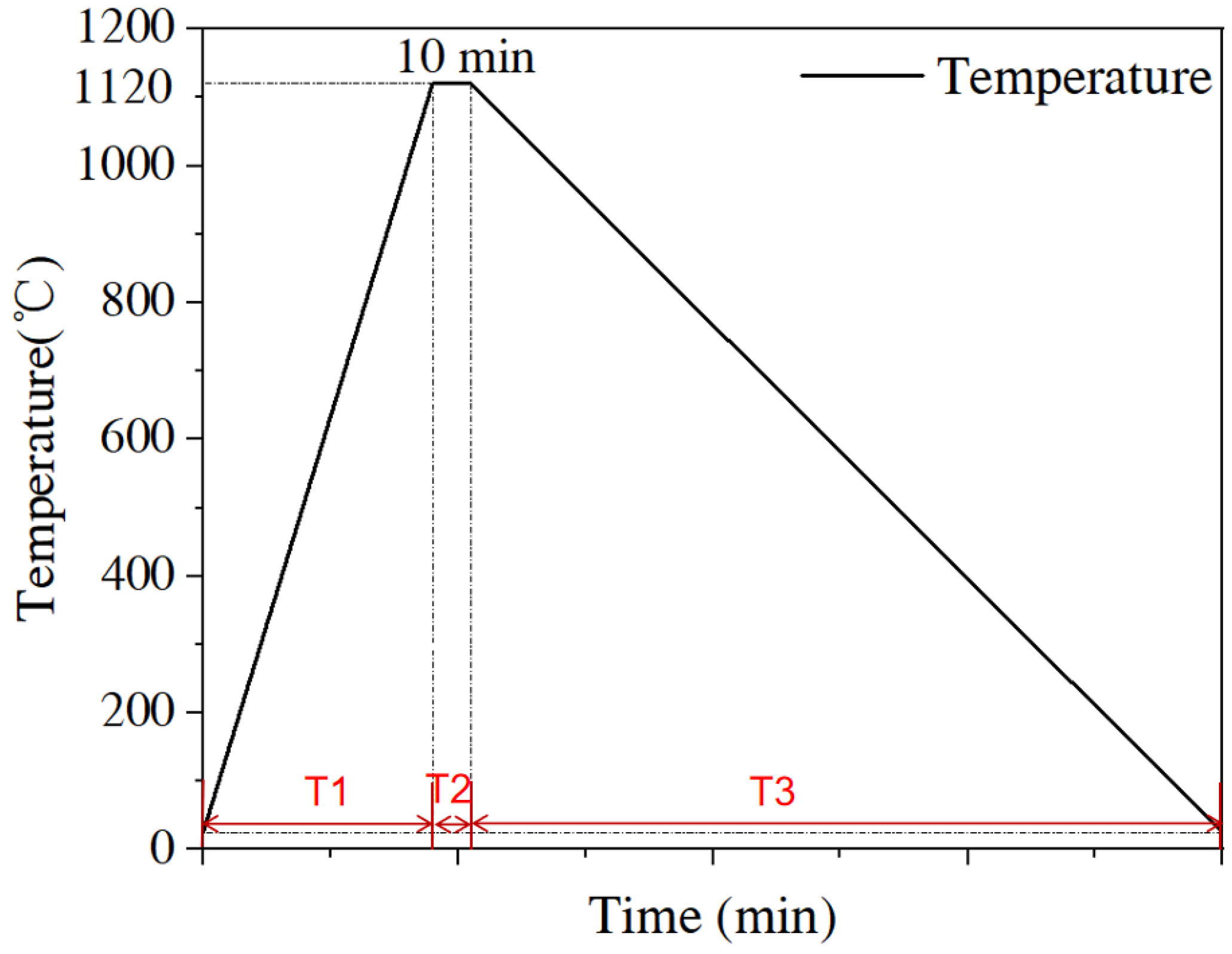
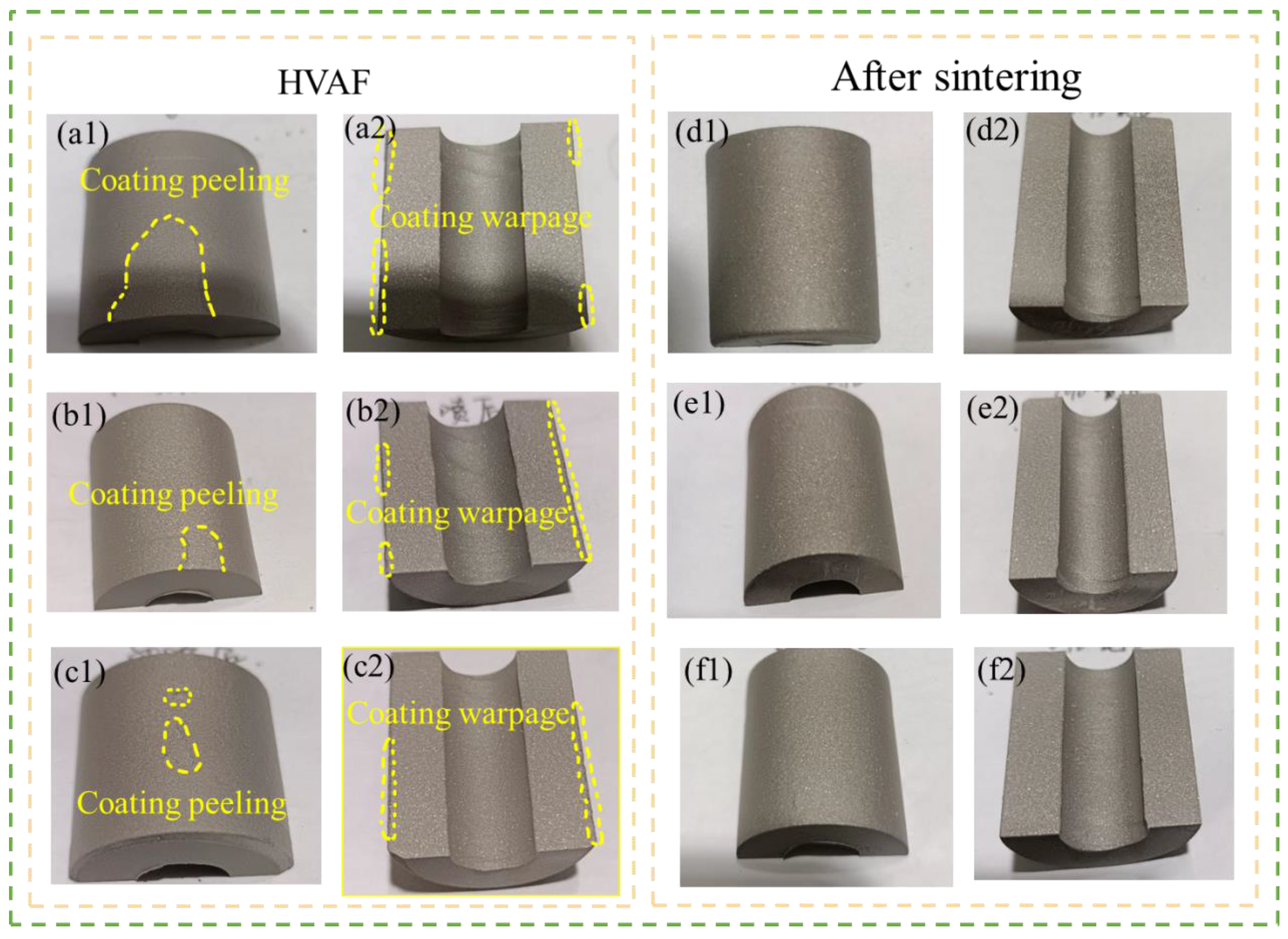
2.2. Coating Fabrication
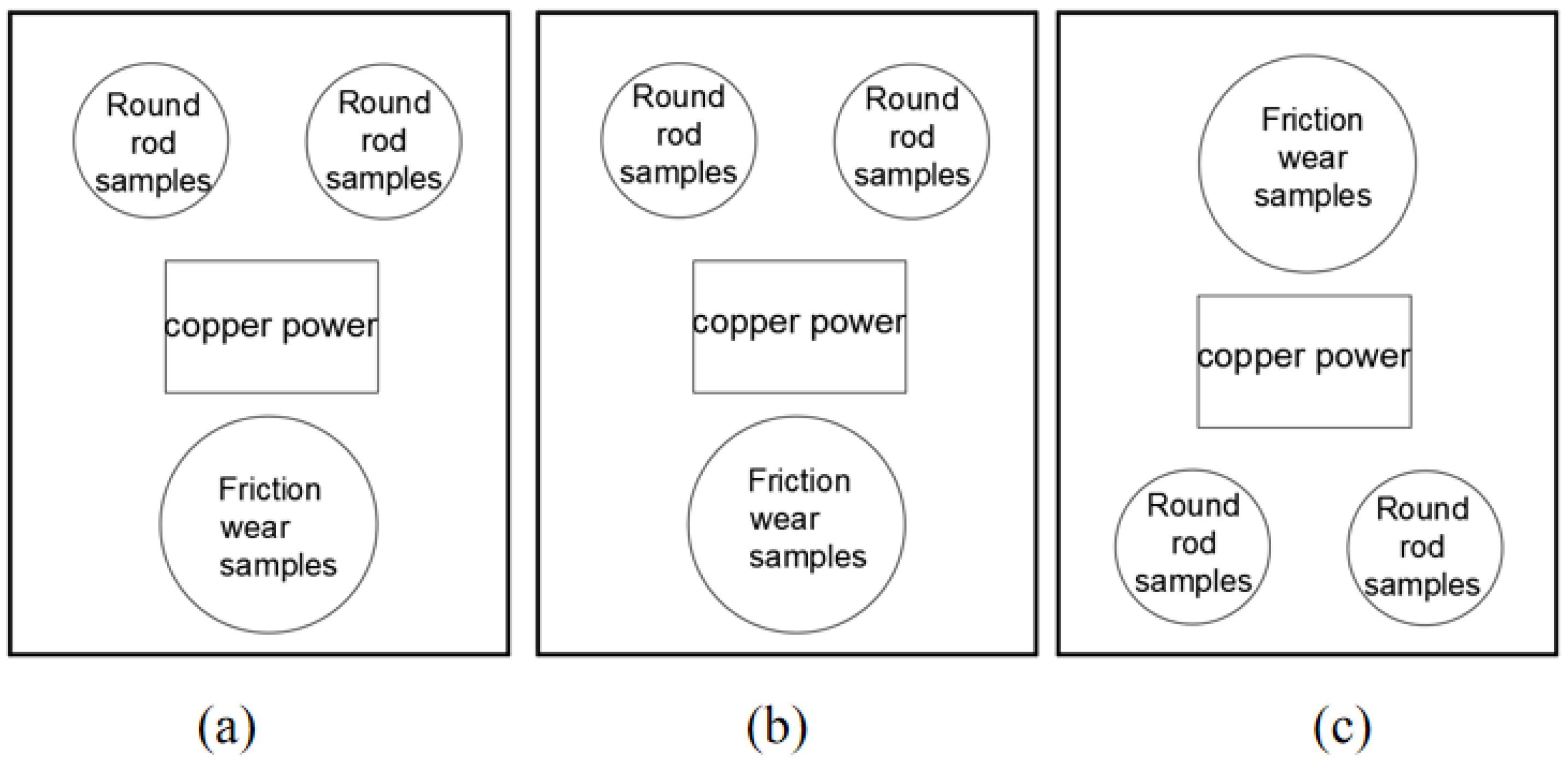
2.3. Material Characterization and Performance Testing
3. Results and Discussion
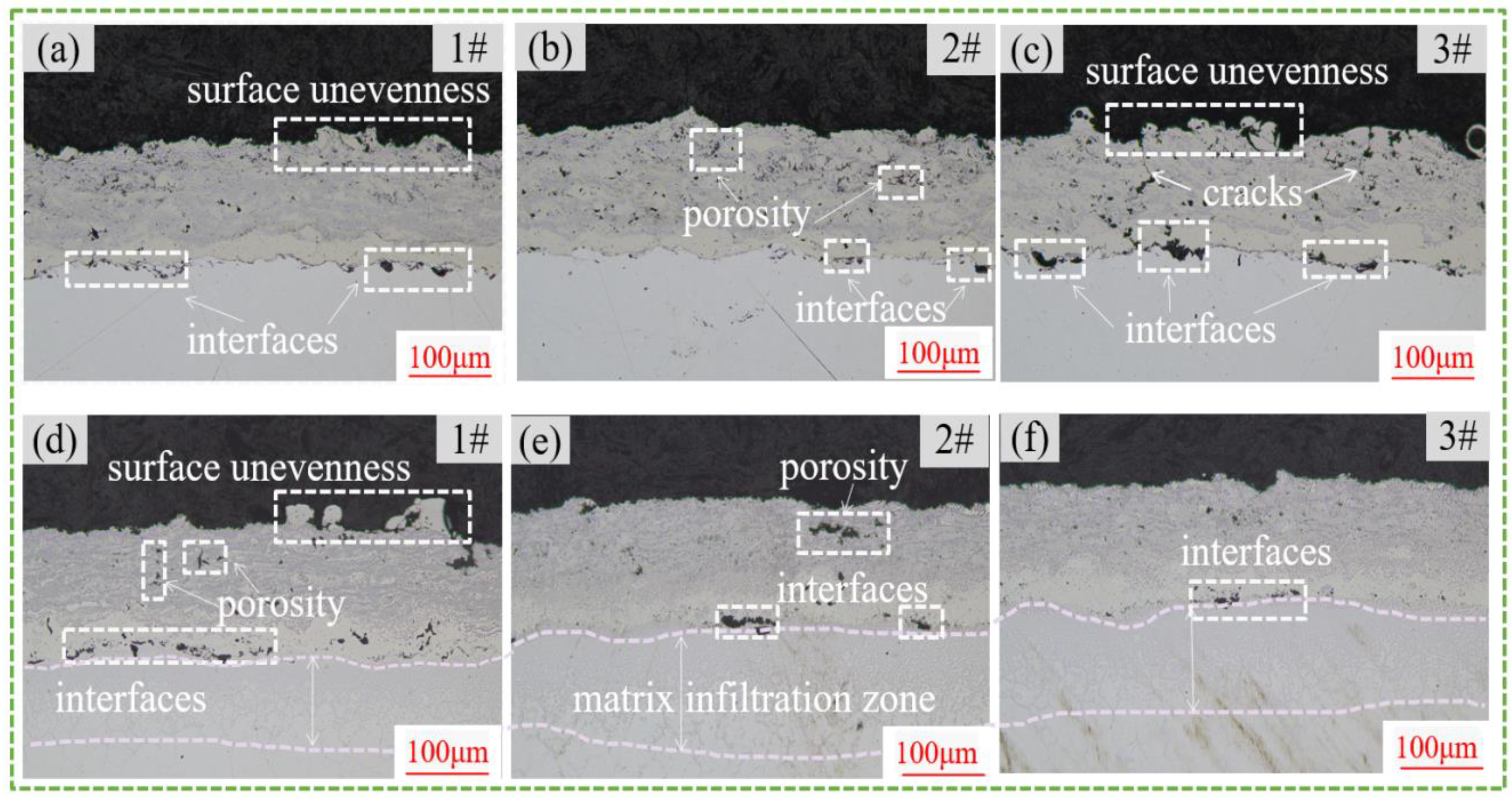
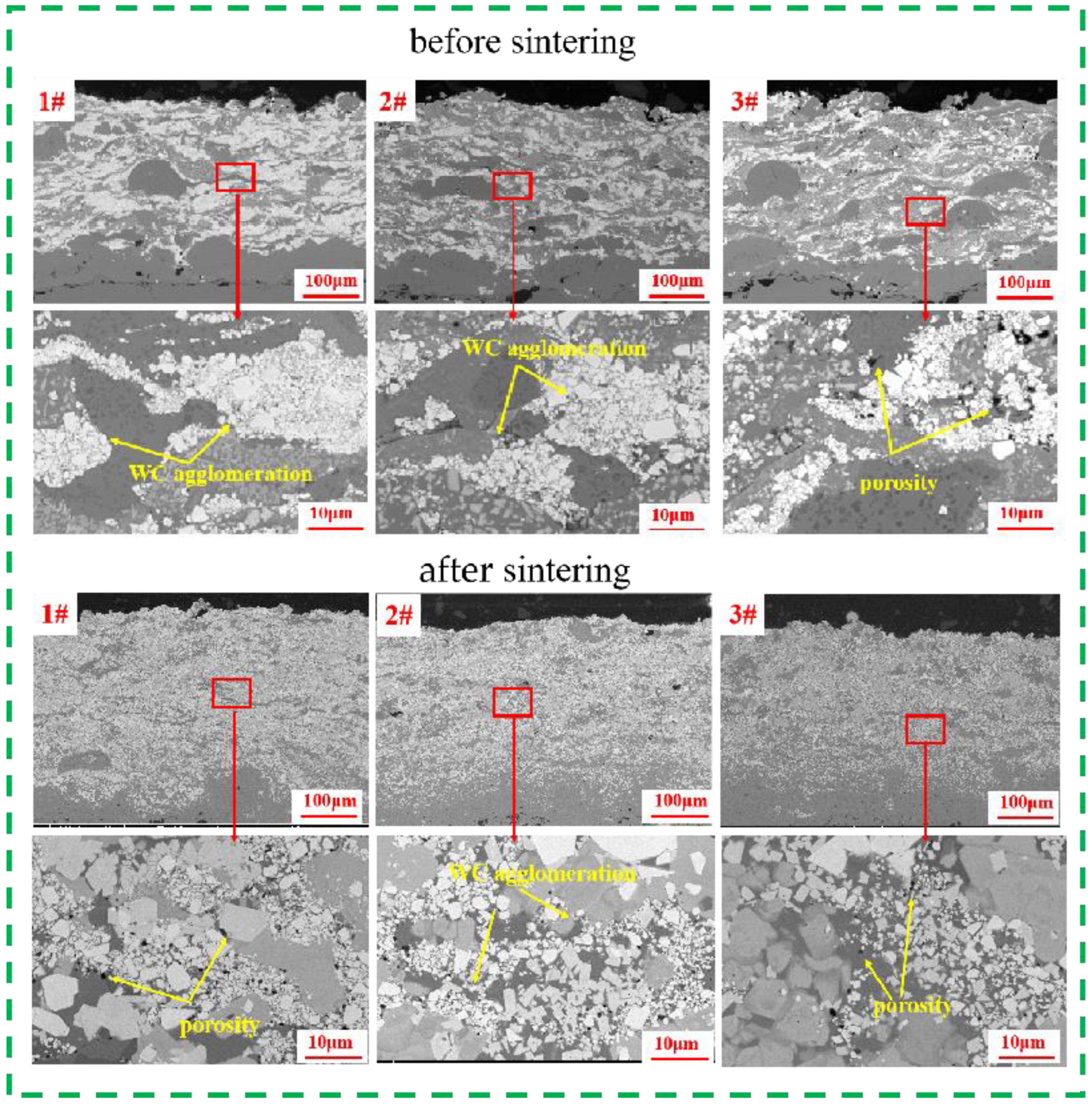
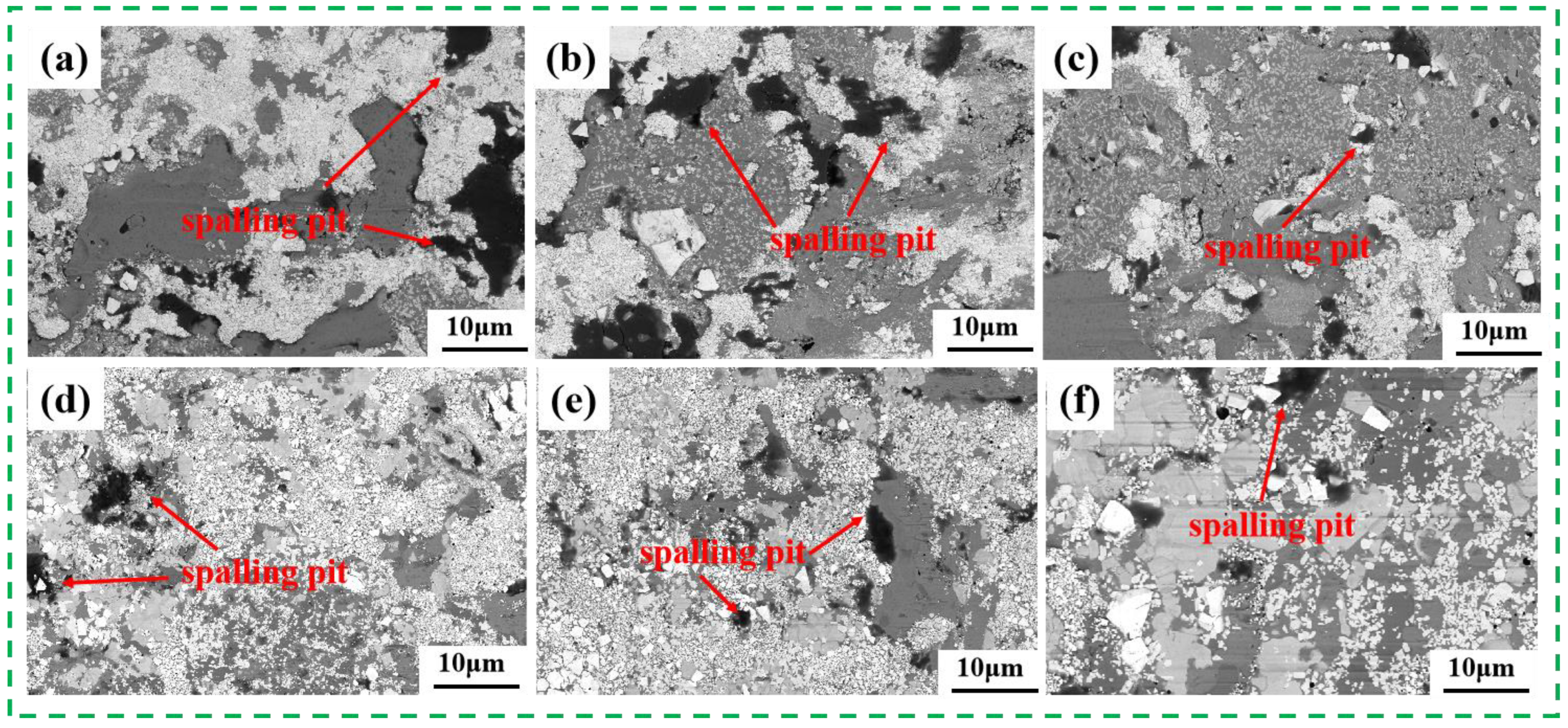
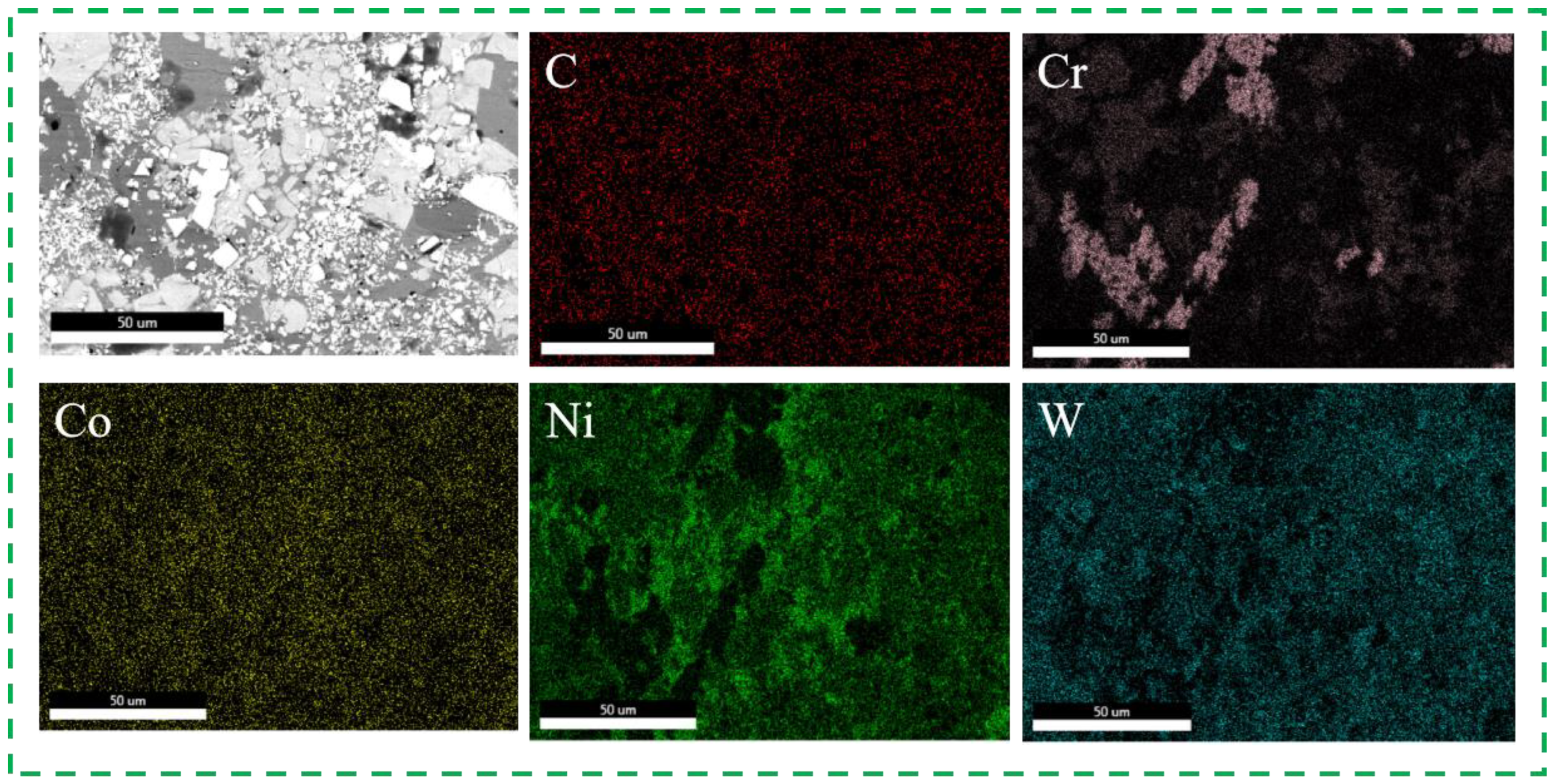
3.1. Microstructural Characterization
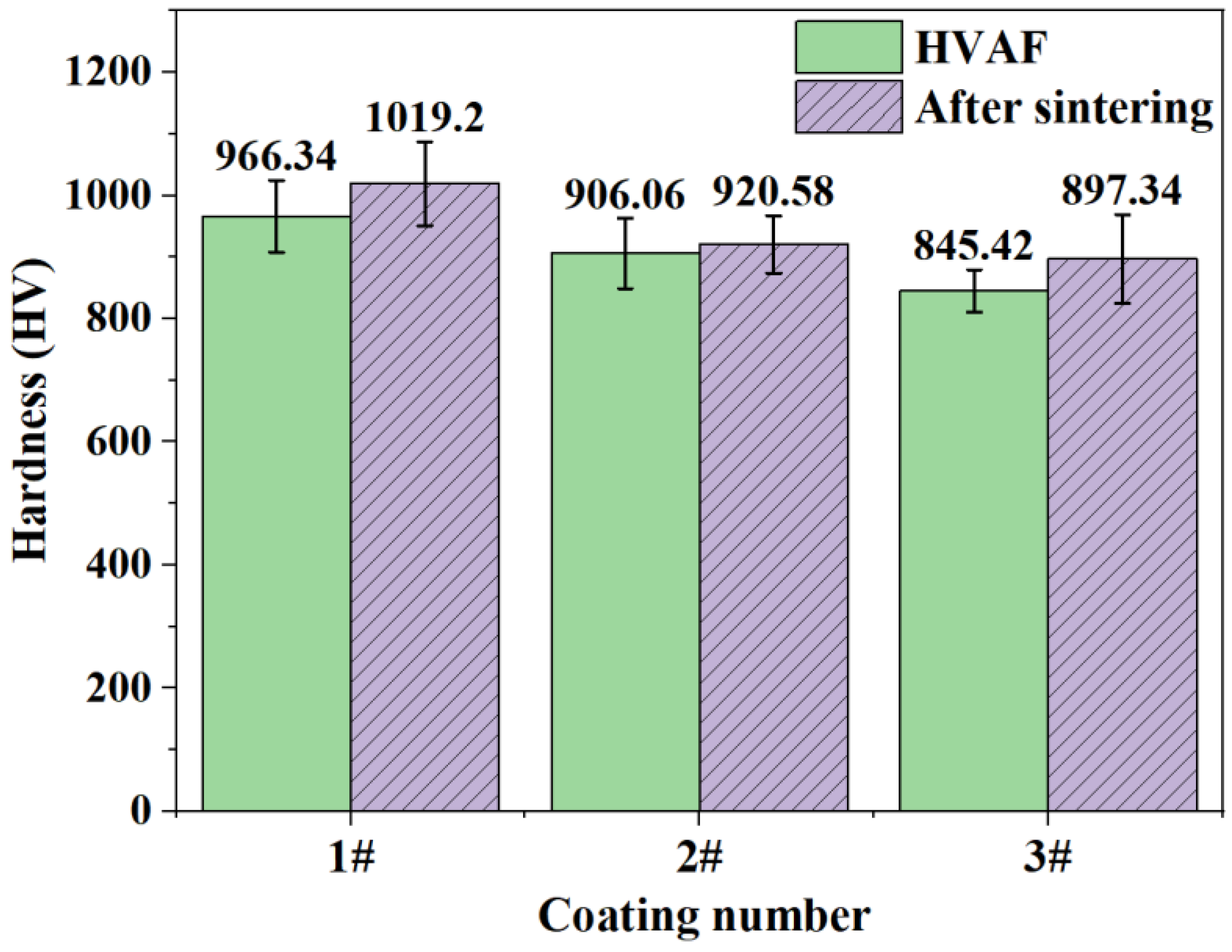
3.2. Microhardness Observations
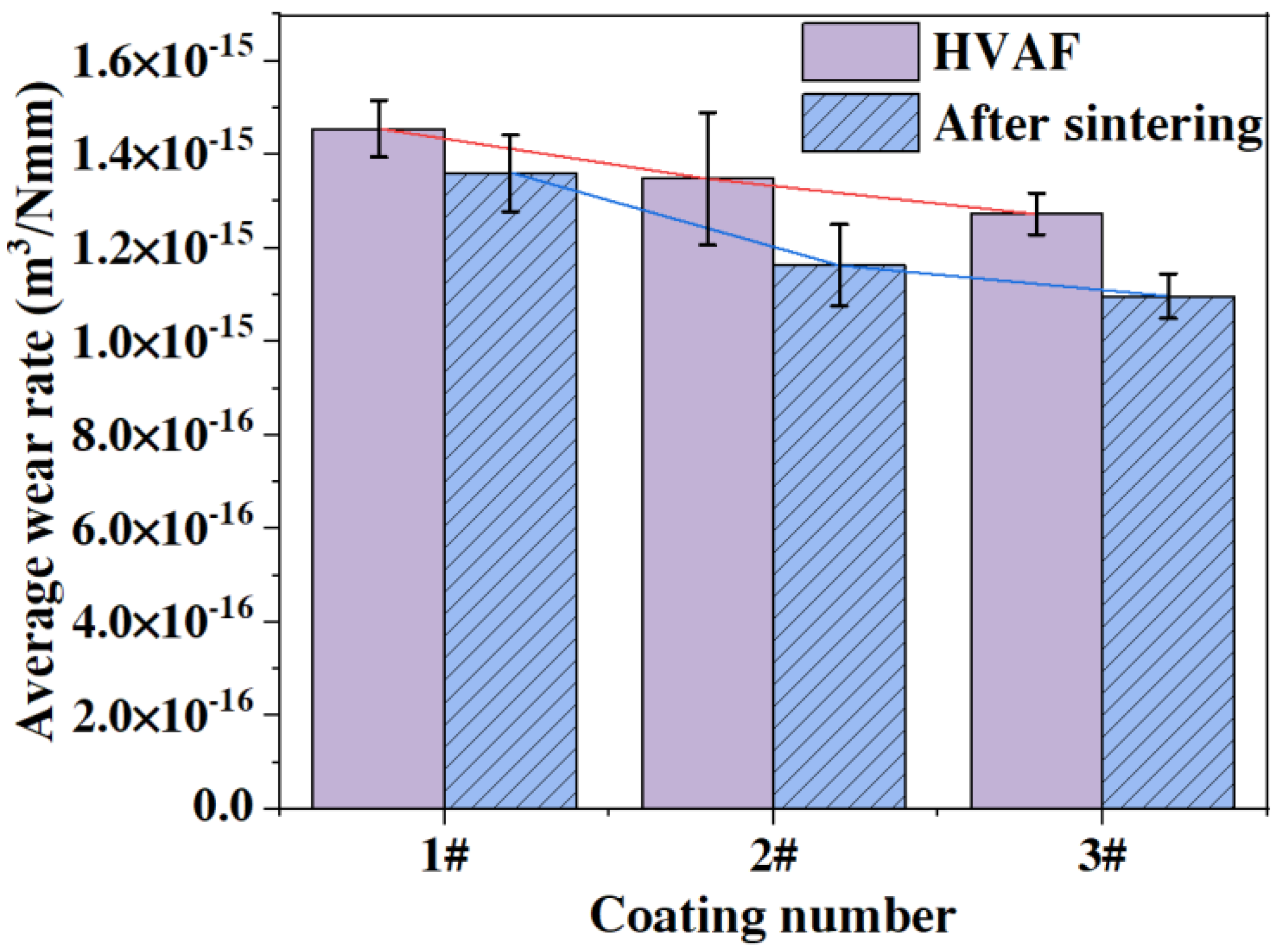
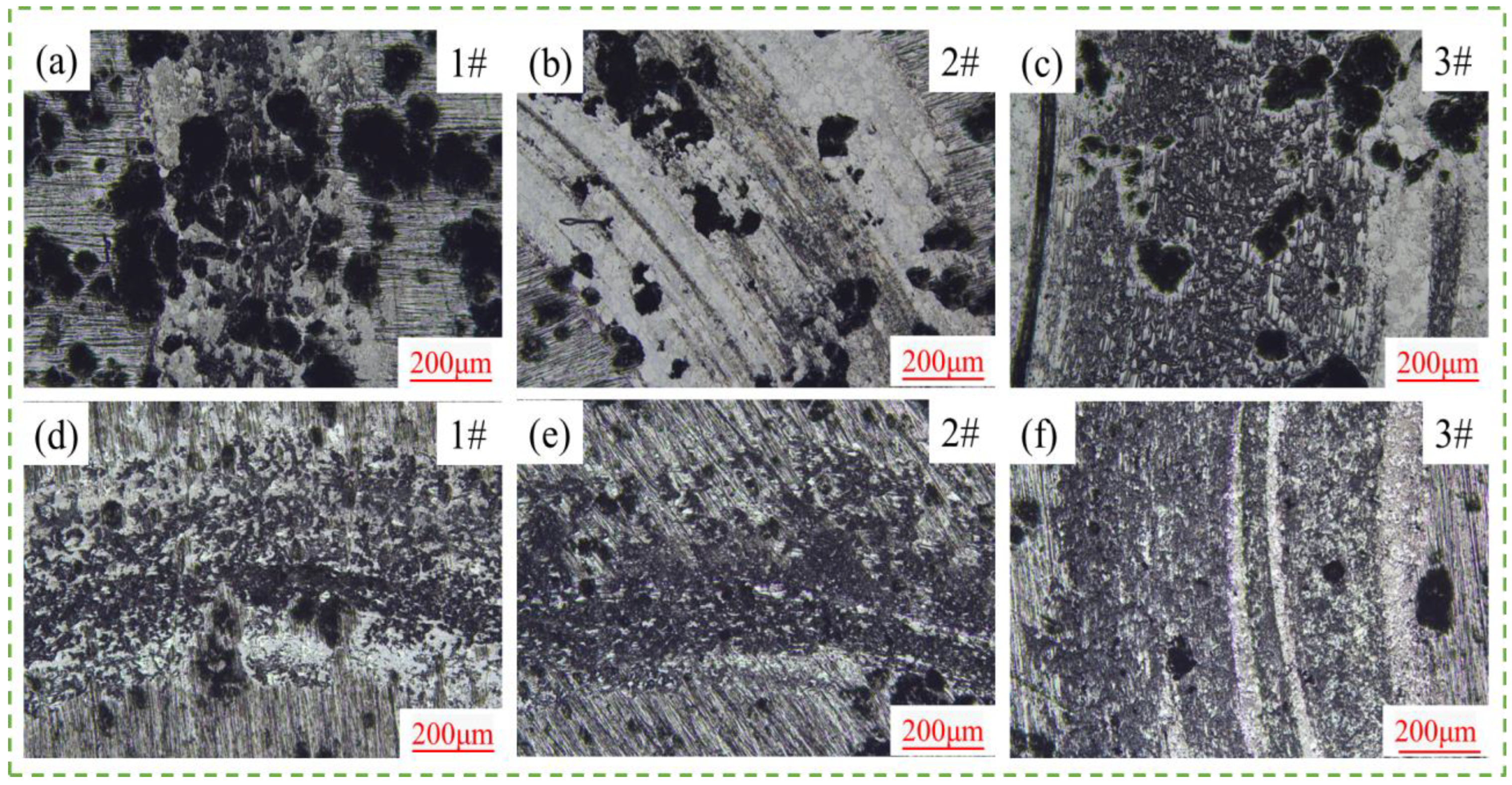
3.3. Friction Wear Performance Analysis
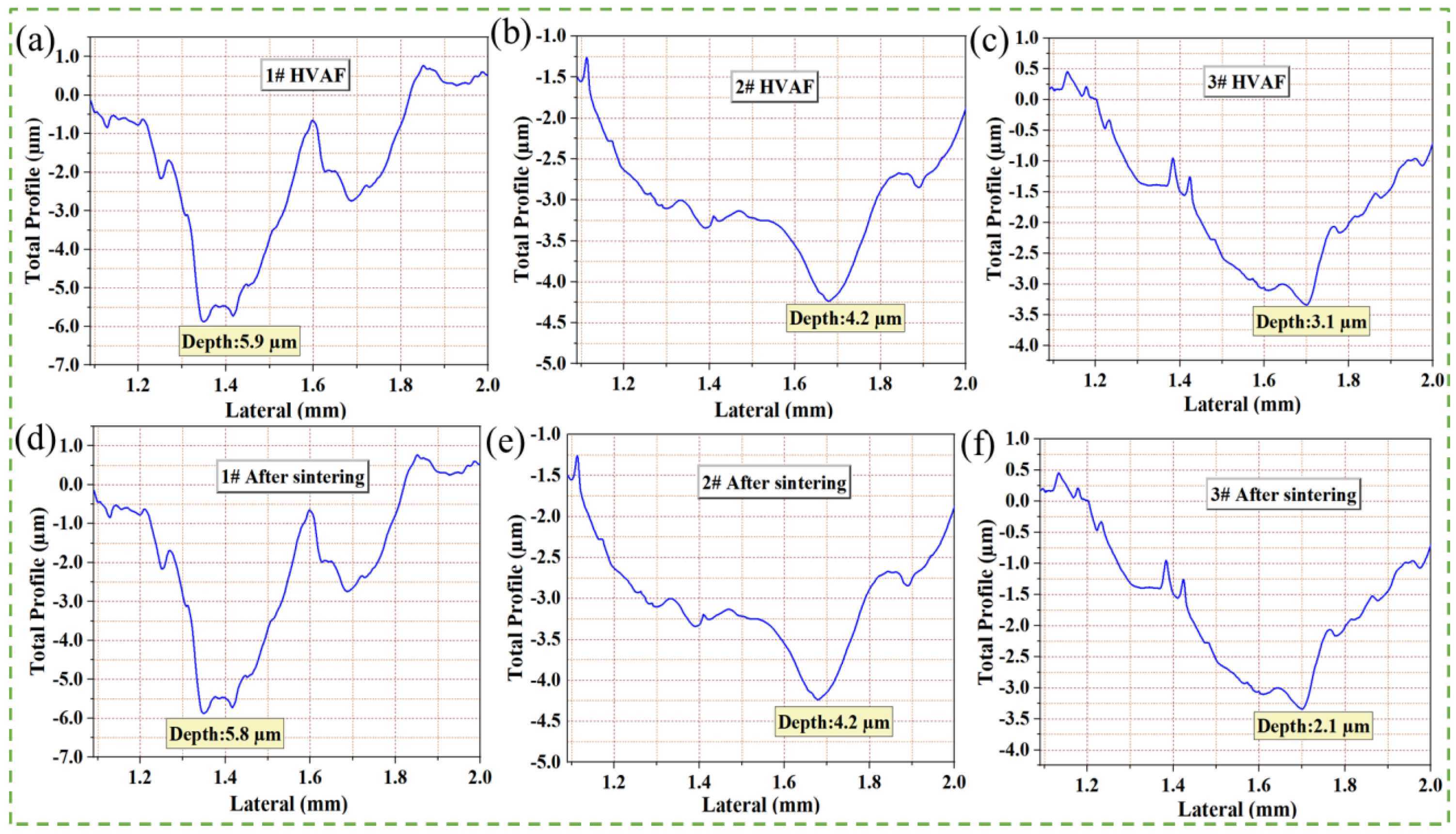
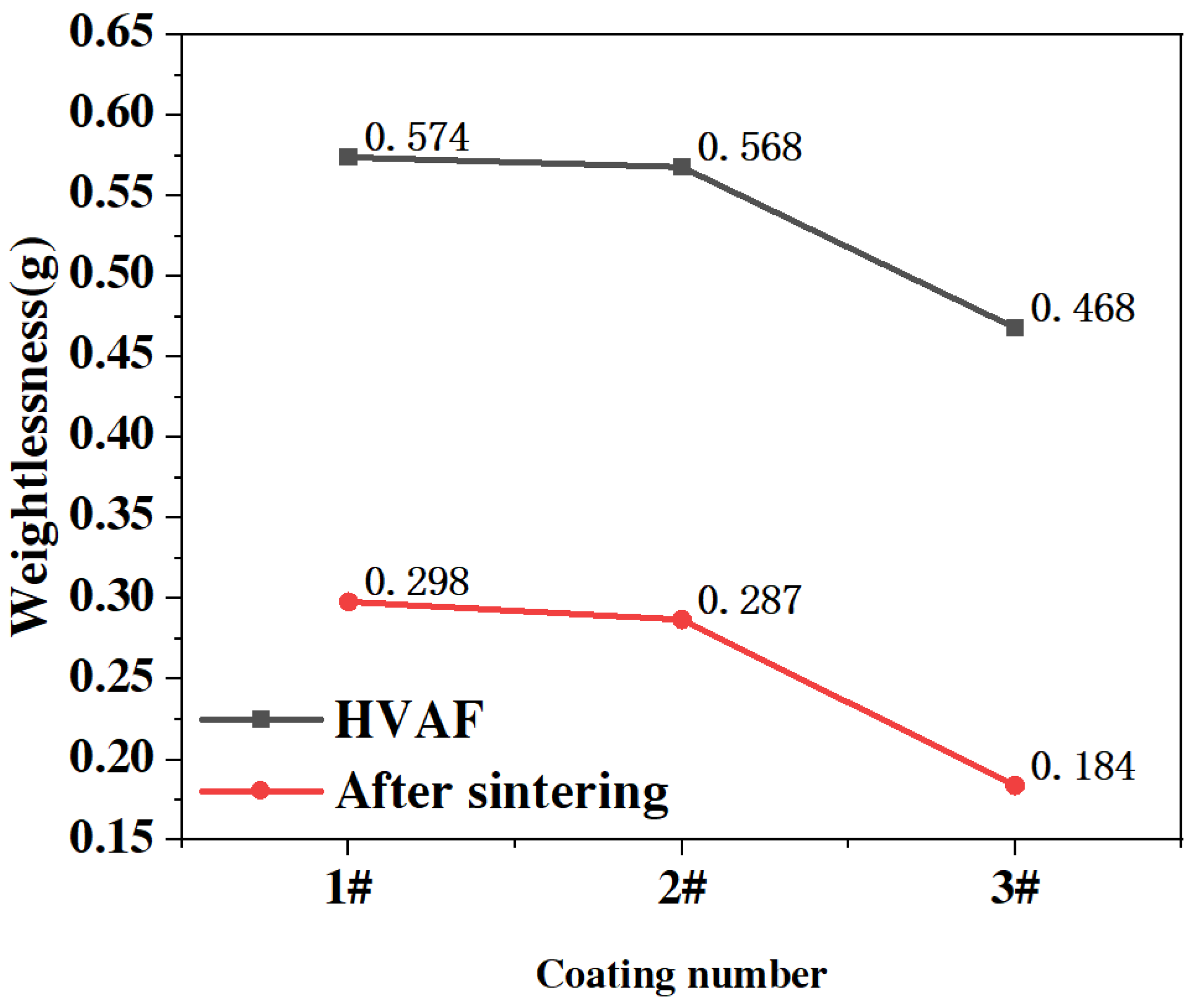
3.4. Scour Resistance Analysis
4. Conclusions
- (1)
- Vacuum remelting significantly reduced large pores, cracks, and other coating defects, while achieving metallurgical bonding with the substrate, resulting in a marked increase in hardness within the substrate penetration zone. It also enhanced the coatings’ wear resistance, reducing the average wear rate by 6% for coating 1# and 13% for coatings 2# and 3#. These improvements stem from vacuum sintering, which promotes uniform tissue distribution, increased densification, and stronger bonding.
- (2)
- The 1# coating exhibits higher hardness and wear resistance after HVAF spraying, primarily due to its higher content of WC-10Co-4Cr. However, the increased WC content leads to poorer encapsulation by the nickel-based alloys during vacuum sintering, which in turn reduces the coating’s wear resistance compared to other coatings.
- (3)
- While adding more WC increases the hardness, more is not always better. As WC content increases, the proportion of nickel-based self-fluxing alloy decreases, leading to a higher density of WC particles. This weakens the nickel-based alloy’s ability to disperse and wet the WC particles, resulting in noticeable WC agglomeration. Consequently, the coating’s bonding strength decreases, and its resistance to erosion is compromised.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matikainen, V.; Koivuluoto, H.; Vuoristo, P.; Schubert, J. Houdková, Š. Effect of nozzle geometry on the microstructure and properties of HVAF-sprayed WC10Co4Cr and Cr3C2-25NiCr coatings. J. Therm. Spray Technol. 2018, 27, 680–694. [Google Scholar] [CrossRef]
- Kumar, R.K.; Kamaraj, M.; Seetharamu, S.; Pramod, T.; Sampathkumaran, P. Effect of spray particle velocity on cavitation erosion resistance characteristics of HVOF and HVAF processed 86WC-10Co4Cr hydro turbine coatings. J. Therm. Spray Technol. 2016, 25, 1217–1230. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.-M.M.; Börner, T.; Koivuluoto, H.; Lusvarghi, L.; Lyphout, C.; Markocsan, N.; Matikainen, V.; Nyl, P.; Sassatelli, P.; et al. Tribology of HVOF-and HVAF-sprayed WC–10Co4Cr hardmetal coatings: A comparative assessment. Surf. Coat. Technol. 2015, 265, 125–144. [Google Scholar] [CrossRef]
- Kai, T.A.O.; Zhang, J.; Hua, C.U.I.; Zhou, X.L.; Zhang, J.S. Fabrication of conventional and nanostructured NiCrC coatings via HVAF technique. Trans. Nonferrous Met. Soc. China 2008, 18, 262–269. [Google Scholar]
- Varis, T.; Suhonen, T.; Laakso, J.; Jokipii, M.; Vuoristo, P. Evaluation of residual stresses and their influence on cavitation erosion resistance of high kinetic HVOF and HVAF-sprayed WC-CoCr coatings. J. Therm. Spray Technol. 2020, 29, 1365–1381. [Google Scholar] [CrossRef]
- Janka, L.; Norpoth, J.; Trache, R.; Thiele, S.; Berger, L.M. HVOF- and HVAF-sprayed Cr3C2-NiCr coatings deposited from feedstock powders of spherical morphology: Microstructure formation and high-stress abrasive wear resistance up to 800 °C. J. Therm. Spray Technol. 2017, 26, 1720–1731. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.M.; Börner, T.; Koivuluoto, H.; Matikainen, V.; Lusvarghi, L.; Lyphout, C.; Markocsan, N.; Nylén, P.; Sassatelli, P.; et al. Sliding and abrasive wear behaviour of HVOF- and HVAF-sprayed Cr3C2–NiCr hardmetal coatings. Wear 2016, 358–359, 32–50. [Google Scholar] [CrossRef]
- Alroy, R.J.; Kamaraj, M.; Sivakumar, G. HVAF vs oxygenated HVAF spraying: Fundamental understanding to optimize Cr3C2-NiCr coatings for elevated temperature erosion resistant applications. J. Mater. Process. Technol. 2022, 309, 117735. [Google Scholar] [CrossRef]
- Liu, S.L.; Zheng, X.P. Microstructure and properties of AC-HVAF sprayed Ni60/WC composite coating. J. Alloys Compd. 2009, 480, 254–258. [Google Scholar] [CrossRef]
- Liu, S.; Sun, D.; Fan, Z.; Yu, H.Y.; Meng, H.M. The influence of HVAF powder feedstock characteristics on the sliding wear behaviour of WC–NiCr coatings. Surf. Coat. Technol. 2008, 202, 4893–4900. [Google Scholar] [CrossRef]
- Mahmud, T.B.; Farrokhzad, M.A.; Khan, T.I. Effect of heat treatment on wear performance of nanostructured WC-Ni/Cr HVOF sprayed coatings. Tribol. Online 2017, 12, 18–28. [Google Scholar] [CrossRef]
- Mazouzi, A.; Djerdjare, B.; Triaa, S.; Rezzoug, A.; Cheniti, B.; Aouadi, S.M. Effect of annealing temperature on the microstructure evolution, mechanical and wear behavior of NiCr–WC–Co HVOF-sprayed coatings. J. Mater. Res. 2020, 35, 2798–2807. [Google Scholar] [CrossRef]
- Asl, S.K.; Sohi, M.H.; Hadavi, S.M.M. The effect of the heat treatment on residual stresses in HVOF sprayed WC-Co coating. Mater. Sci. Forum 2004, 465–466, 427–432. [Google Scholar]
- Zhang, Z.; Lei, S.; Xie, X.; Yan, Z.; Li, W.; Zhao, X. Influence of vacuum heat treatment on wear behavior of HVAF sprayed WC-Cr3C2–Ni coatings. Vacuum 2023, 216, 112431. [Google Scholar] [CrossRef]
- Xiao, Y. Organization and properties of vacuum sintered fused ni60 coatings. Met. Heat Treat. 2017, 42, 5. [Google Scholar]
- Zhang, Y.; Shuai, G.; Huang, J.; Liu, J. Wx C reinforced Ni-based composite coating in-situ synthesis by laser cladding. Heat Treat. Met. 2016, 41, 79–83. [Google Scholar]
- Mishra, T.K.; Sahu, P.; Gedam, V.; Jain, A.; Atkare, S. Effect of heat treatment on abrasive wear behaviour of Ni-WC coatings. Mater. Today Proc. 2023, S2214785323046205, in press. [Google Scholar] [CrossRef]
- Chen, C.; Du, C.; Pan, Q.; Chen, Q. Effect of Post-Heat Treatment on the Microstructure and Mechanical Properties of Laser-Deposited WxC + Ni-Based Composite Thin Walls. J. Mater. Eng. Perform. 2021, 30, 423–433. [Google Scholar] [CrossRef]
- Giacomantonio, M.; Gulizia, S.; Jahedi, M.; Wong, Y.; Moore, R.; Valimberti, M. Heat treatment of thermally sprayed Ni-based wear and corrosion coatings. Mater. Forum 2011, 35, 48–55. [Google Scholar]
- Matikainen, V.; Koivuluoto, H.; Vuoristo, P. A study of Cr3C2-based HVOF- and HVAF-sprayed coatings: Abrasion, dry particle erosion and cavitation erosion resistance. Wear 2020, 446–447, 203188. [Google Scholar] [CrossRef]
- Torkashvand, K.; Encalada, A.I.; De Castilho, B.C.N.M.; Gupta, M.; Chromik, R.; Joshi, S. High-temperature sliding wear performance of HVAF sprayed WC-based coatings with alternative binders. Wear 2024, 538–539, 205206. [Google Scholar] [CrossRef]
- Mishra, T.K.; Sahu, P.; Gedam, V. Effect of heat treatment on friction and abrasive wear behavior of WC-12Co microwave cladding. Mater. Today: Proc. 2022, 56, 373–378. [Google Scholar] [CrossRef]
- Wood, R.J.K. Tribology of thermal sprayed WC–Co coatings. Int. J. Refract. Metals Hard Mater. 2010, 28, 82–94. [Google Scholar] [CrossRef]
- Bhosale, D.G.; Prabhu, T.R.; Rathod, W.S. Sliding and erosion wear behaviour of thermal sprayed WC-Cr3C2-Ni coatings. Surf. Coat. Technol. 2020, 400, 126192. [Google Scholar] [CrossRef]
- Myalska-Głowacka, H.; Bolelli, G.; Lusvarghi, L.; Cios, G.; Godzierz, M.; Talaniuk, V. Influence of nano-sized WC addition on the microstructure, residual stress, and tribological properties of WC-Co HVAF-sprayed coatings. Surf. Coat. Technol. 2024, 482, 130696. [Google Scholar] [CrossRef]
- Zhang, D.; Peng, Z.; Liu, Z.; Yu, J.; Yuan, L. Study on wear protection performance of HVAF WC–Cr3C2–Ni coatings deposited on crystallizer surface. Surf. Coat. Technol. 2024, 481, 130640. [Google Scholar] [CrossRef]
- Gujba, A.K.; Mahdipoor, M.S.; Medraj, M. Water droplet impingement erosion performance of WC-based coating sprayed by HVAF and HVOF. Wear 2021, 484–485, 203904. [Google Scholar] [CrossRef]
- Yu, R.; Zhu, S.; Ding, H.; Luo, Y.; Bai, Y.; Dong, W. Effect of WCcontent on the organization andproperties of WC/Ni60 coatings. Therm. Process. Technol. 2023, 22, 19–23. [Google Scholar]
- Xu, M.; Zhu, S.; Ding, H. Electrical contact strengthening of induction-clad Ni-40% WC composite coatings on 40Cr substrates. Surf. Coat. Technol. 2015, 279, 32–38. [Google Scholar] [CrossRef]
- Hu, C.; Chen, C.; Sun, J.; Wei, S.; Du, Y.; Pan, K.; Wang, C.; Yu, H.; Jiang, T. Comparison of the microstructure and mechanical properties of WC-Ti (C, N)-Ni gradient cemented carbides prepared by SPS pre-sintering and vacuum pre-sintering. J. Mater. Res. Technol. 2023, 26, 7213–7223. [Google Scholar] [CrossRef]
- Wang, C.; Li, W.; Xu, Y.; Luo, X.; Li, Z.; Li, W.; Song, C.; Wang, M.; Zhang, Z.; Huang, C. Effect of WC-17Co content on microstructure, mechanical properties and wear resistance of WC-17Co/Ni composites produced with cold spraying. Surf. Coat. Technol. 2024, 493, 131252. [Google Scholar] [CrossRef]
- Luo, K.; Ma, H.; He, J.; Lu, J.; He, J.; Wu, N.; Li, C.; Li, Y.; Luo, F. Wear performance of Ni-WC composites and heat-damage behaviour of WC particle during vacuum-induction melting process. Wear 2024, 546–547, 205294. [Google Scholar] [CrossRef]
- Xu, X.Y.; Xu, B.S.; Liu, W.J.; Liu, S.C.; Zhou, Z.G. Microstructure and properties of vacuum melting CoCrW coating by brazing foil. Rare Met. Mater. Eng. 2003, 32, 855–858. [Google Scholar]
- Tan, X.; Zhu, H.; Zhang, Z.; Zhu, X.; Ni, W.; Li, T.; Kuang, T.; Dai, H.; Zhang, X. Double layer HVAF-sprayed WC-CoCr coatings for optimal properties. J. Ceram. Int. 2022, 48, 33992–33998. [Google Scholar] [CrossRef]
- Torkashvand, K.; Joshi, S.; Gupta, M. Advances in thermally sprayed WC-based wear-resistant coatings: Co-free binders, processing routes and tribological behavior. J. Therm. Spray Technol. 2022, 31, 342–377. [Google Scholar] [CrossRef]
- Huttunen-Saarivirta, E.; Heino, V.; Isotandon, E.; Kilpi, L.; Ronkainen, H. Tribocorrosion behaviour of thermally sprayed cermet coatings in paper machine environment. J. Tribol. Int. 2019, 142, 106006. [Google Scholar] [CrossRef]
- Mahade, S.; Mulone, A.; Bjorklund, S.; Klement, U.; Joshi, S. Investigating loaddependent wear behavior and degradation mechanisms in Cr3C2-NiCr coatings deposited by HVAF and HVOF. J. Mater. Res. Technol-JMR&T 2021, 15, 4595–4609. [Google Scholar] [CrossRef]
- Hu, R.; Zhang, J.; Wang, R.; Zhang, C.; Xie, Z.; Zhang, Y.; Li, G.; Lu, X. Effect of heat treatment on microstructure and properties of WC reinforced co-based composite coating on copper. Mater. Lett. 2022, 319, 132262. [Google Scholar] [CrossRef]
- Sadeghimeresht, E.; Markocsan, N.; Nylen, P.; Bjorklund, S. Corrosion performance of bi-layer Ni/Cr2C3-NiCr HVAF thermal spray coating. J. Appl. Surf. Sci. 2016, 369, 470–481. [Google Scholar] [CrossRef]
- Lyphout, C.; Bolelli, G.; Smazalova, E.; Sato, K.; Yamada, J.; Houdková, Š.; Lusvarghi, L.; Manfredini, T. Influence of hardmetal feedstock powder on the sliding wear and impact resistance of High Velocity Air-Fuel (HVAF)sprayed coatings. Wear 2019, 430–431, 340–354. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, H.; Chen, X.; McDonald, A.; Wu, S.; Xiao, T.; Li, H. Effect of cavitation on corrosion behavior of HVOF-sprayed WC-10Co4Cr coating with post-sealing in artificial seawater. Surf. Coat. Technol. 2020, 397, 126012. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Element (wt.%) | C | B | Si | Cr | Fe | Cu | Ni | W | Co | O |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ni35A | Content | 0.23 | 1.26 | 2.56 | 7.25 | 5.05 | 14.58 | Bal. | - | - | - |
| Ni6035WC | Content | 1.49 | 2.01 | 2.74 | 12.55 | 4.86 | - | Bal. | 34.36 | - | - |
| WC-10Co-4Cr | Content | 5.46 | - | - | 3.88 | 0.27 | - | - | Bal. | 10.28 | 0.15 |
| Specimen Number | WC-10Co-4Cr | Ni6035WC |
|---|---|---|
| 1# | 40% | 60% |
| 2# | 30% | 70% |
| 3# | 20% | 80% |
| A | ||||||
|---|---|---|---|---|---|---|
| Coating | Powder Feeding Capacity (g/min) | Air/L·min−1 | H2 /L·min−1 | N2 /L·min−1 | Spray Distance /mm | Walking Speed (mm/s) |
| Bonding layer Ni35A | 35 | 84 | 35 | 23 | 175 | 800 |
| Coating1#, 2#, 3# | 60–65 | 84 | 235 | 23 | 175 | 800 |
| B | ||||||
| Spray Parameter | Unit | Value | ||||
| Higher temperatures | °C | 120 | ||||
| Fuel 1 (propane) flow | psi | 78 | ||||
| Fuel 2 (propane) flow | psi | 78 | ||||
| Coating Ni35A thickness | µm | 110 | ||||
| Coating 1#, 2#, 3# thickness | µm | 230 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, X.; Zhuang, T.; Lan, L.; Huang, J.; Li, S.; Lei, Y.; Xu, B.; Wang, Y.; Shi, X.; Hu, Q. Study on Wear and Scour Performance of Ni6035WC/Wc-10Cr-4Cr Coating by HVAF. Coatings 2024, 14, 1148. https://doi.org/10.3390/coatings14091148
Liang X, Zhuang T, Lan L, Huang J, Li S, Lei Y, Xu B, Wang Y, Shi X, Hu Q. Study on Wear and Scour Performance of Ni6035WC/Wc-10Cr-4Cr Coating by HVAF. Coatings. 2024; 14(9):1148. https://doi.org/10.3390/coatings14091148
Chicago/Turabian StyleLiang, Xinghua, Tong Zhuang, Lingxiao Lan, Jian Huang, Siying Li, Yunsheng Lei, Bohan Xu, Yujiang Wang, Xueli Shi, and Qicheng Hu. 2024. "Study on Wear and Scour Performance of Ni6035WC/Wc-10Cr-4Cr Coating by HVAF" Coatings 14, no. 9: 1148. https://doi.org/10.3390/coatings14091148