
Preparation of Robust Superhydrophobic Coatings Using Hydrophobic and Tough Micro/Nano Particles



Abstract
:1. Introduction
2. Experimental Section
2.1. Materials and Equipment
2.2. Experimental Procedure
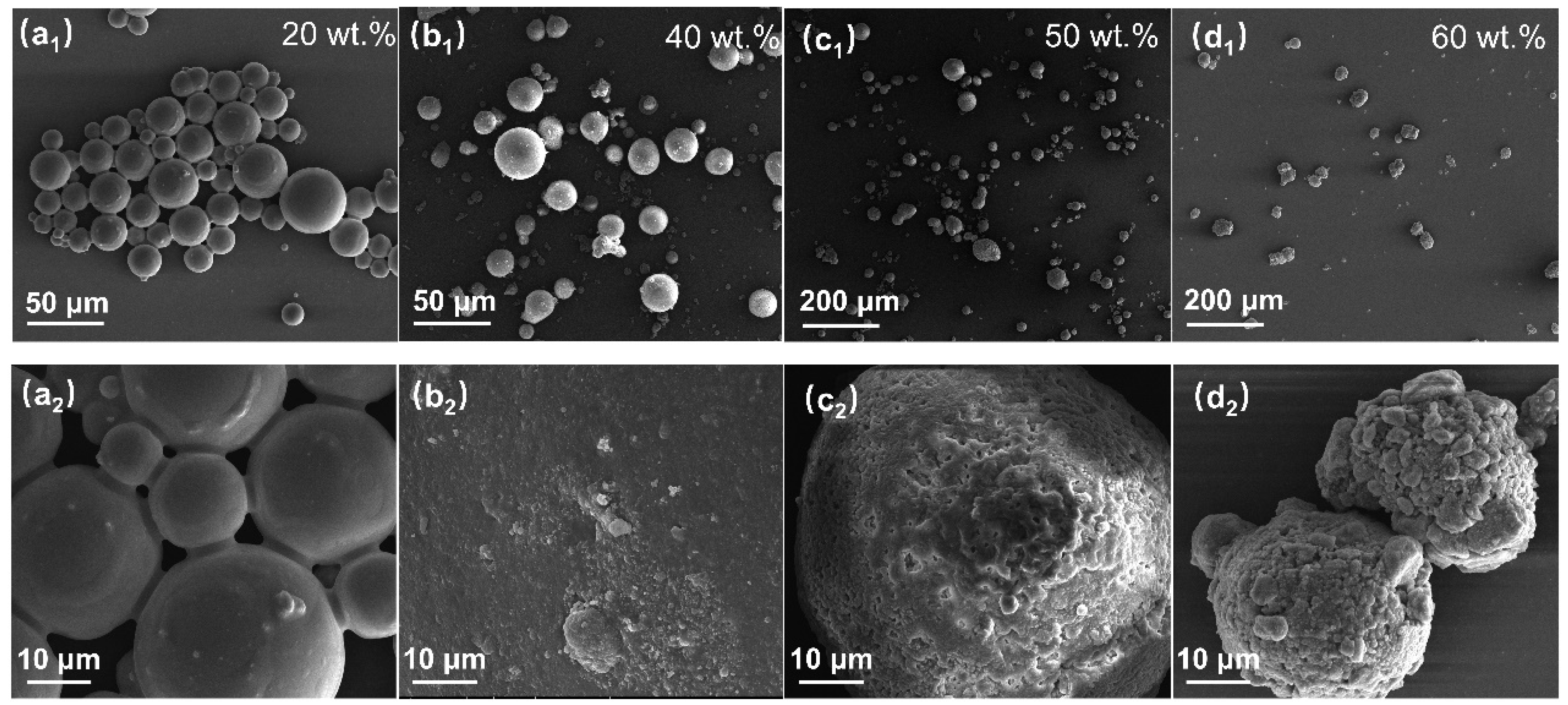
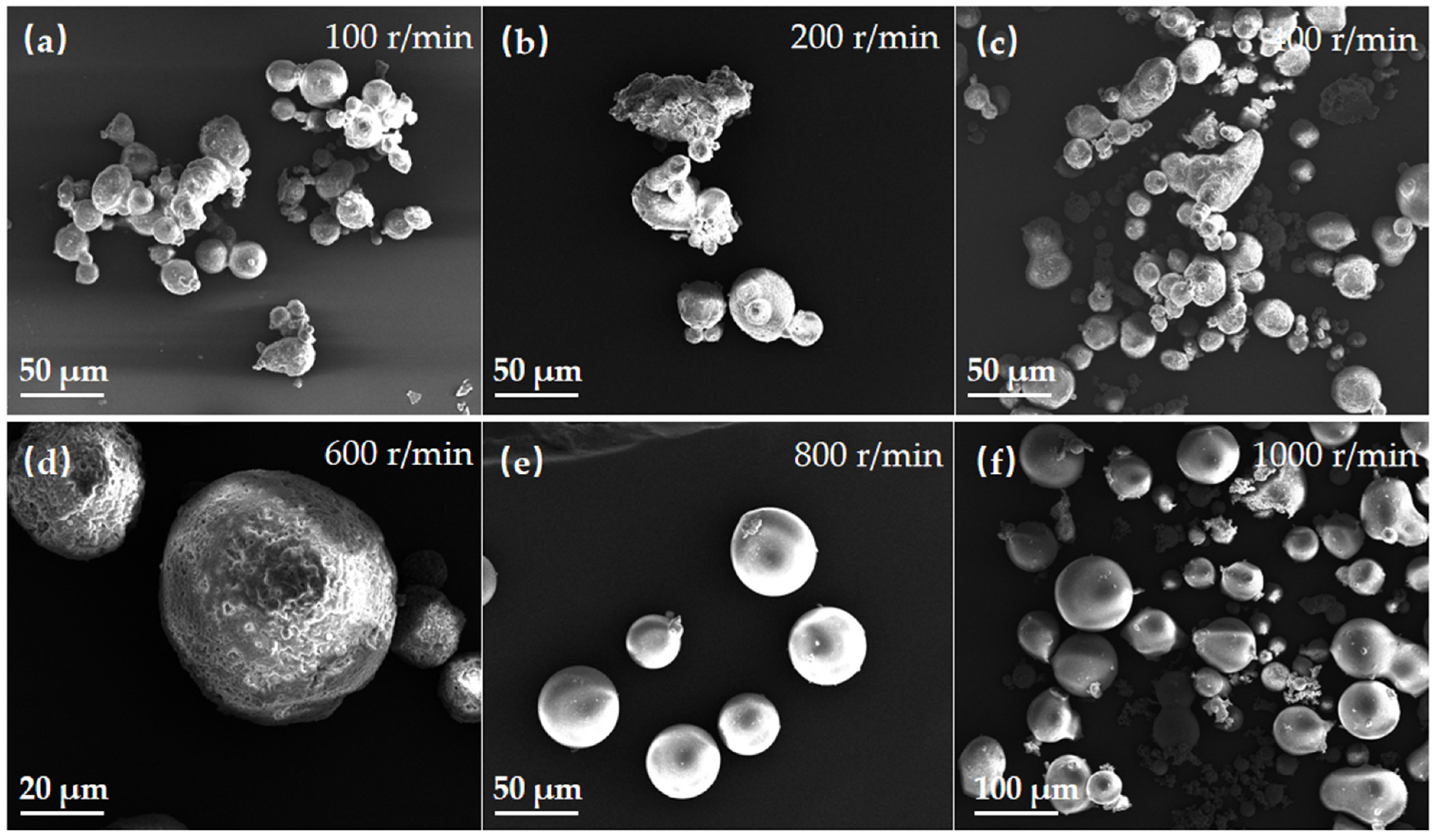
2.2.1. Preparation of Abrasion-Resistant Particles with Micro and Nano Structures
2.2.2. Preparation of Superhydrophobic Coating
2.3. Characterization
3. Results and Discussion
3.1. Preparation of Hydrophobic Particles with Micro/Nano Structures
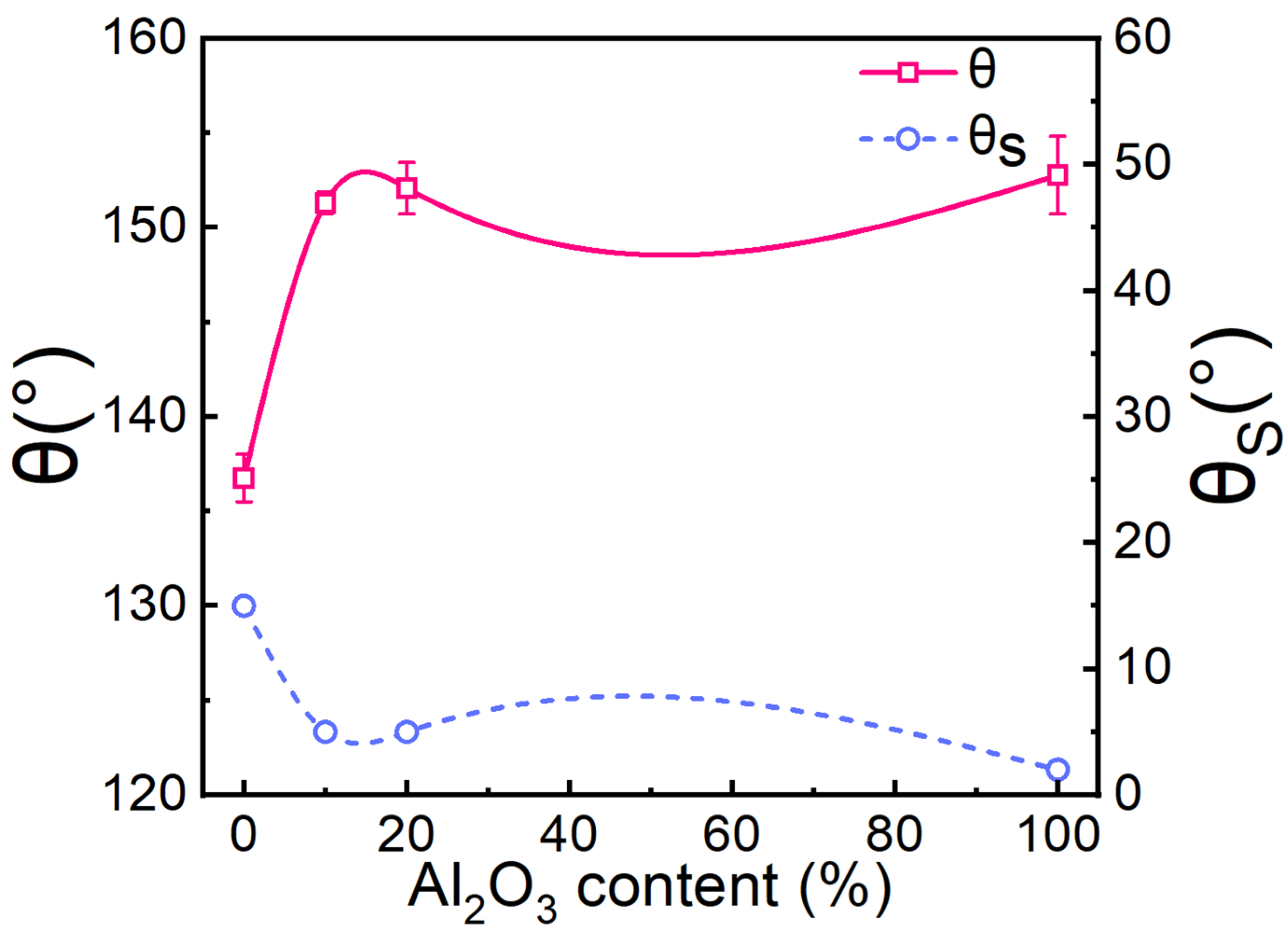
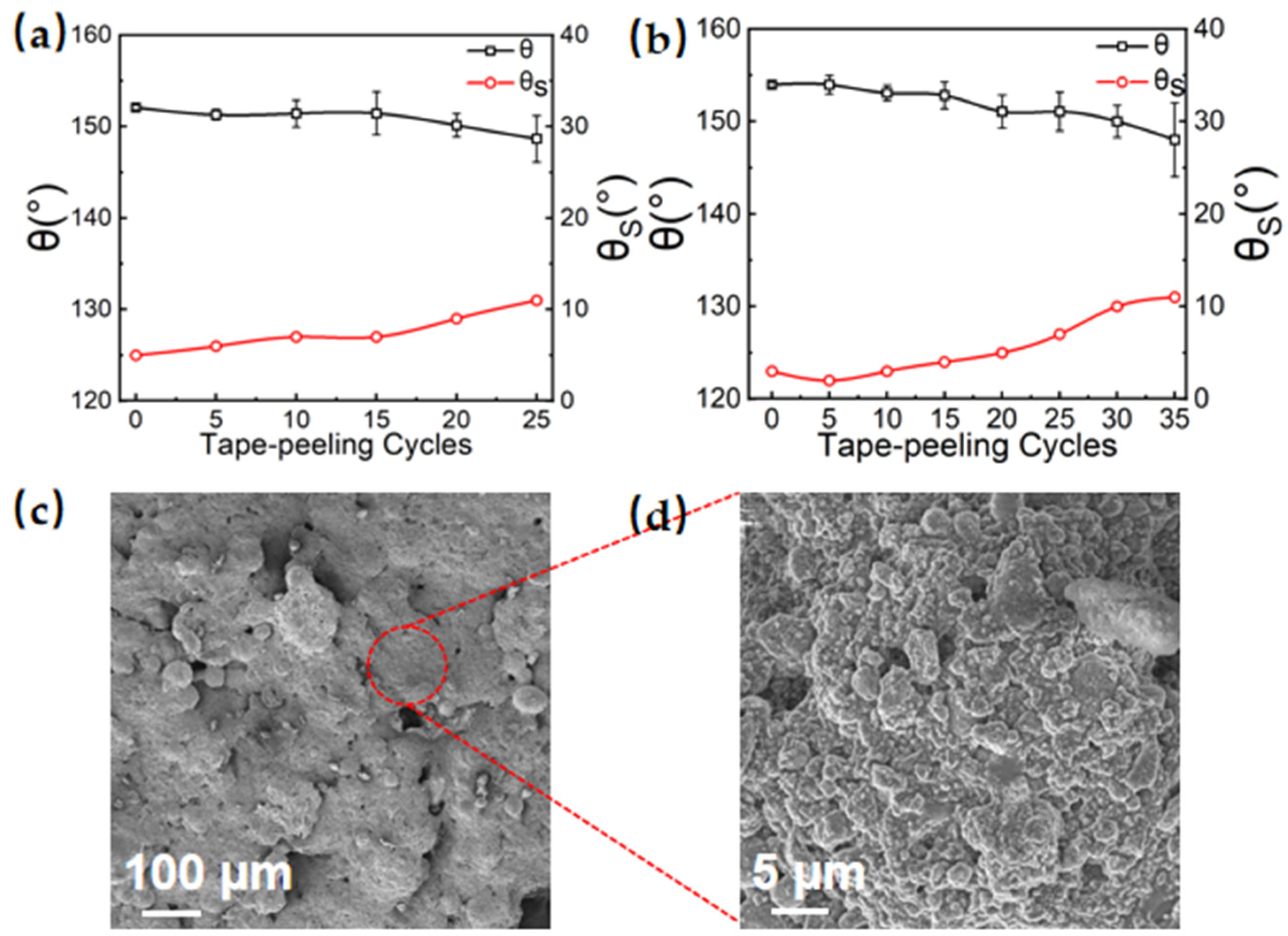
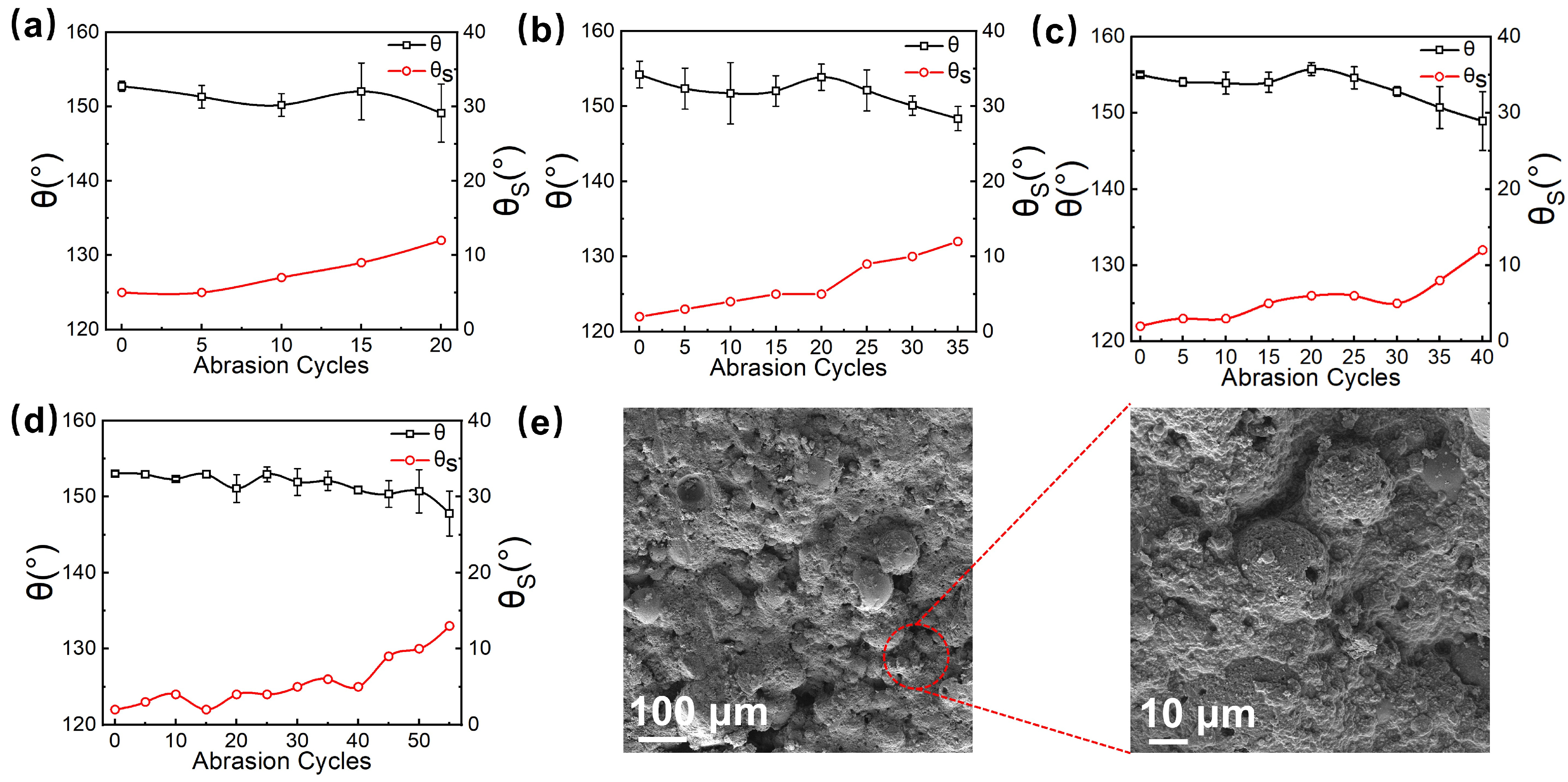
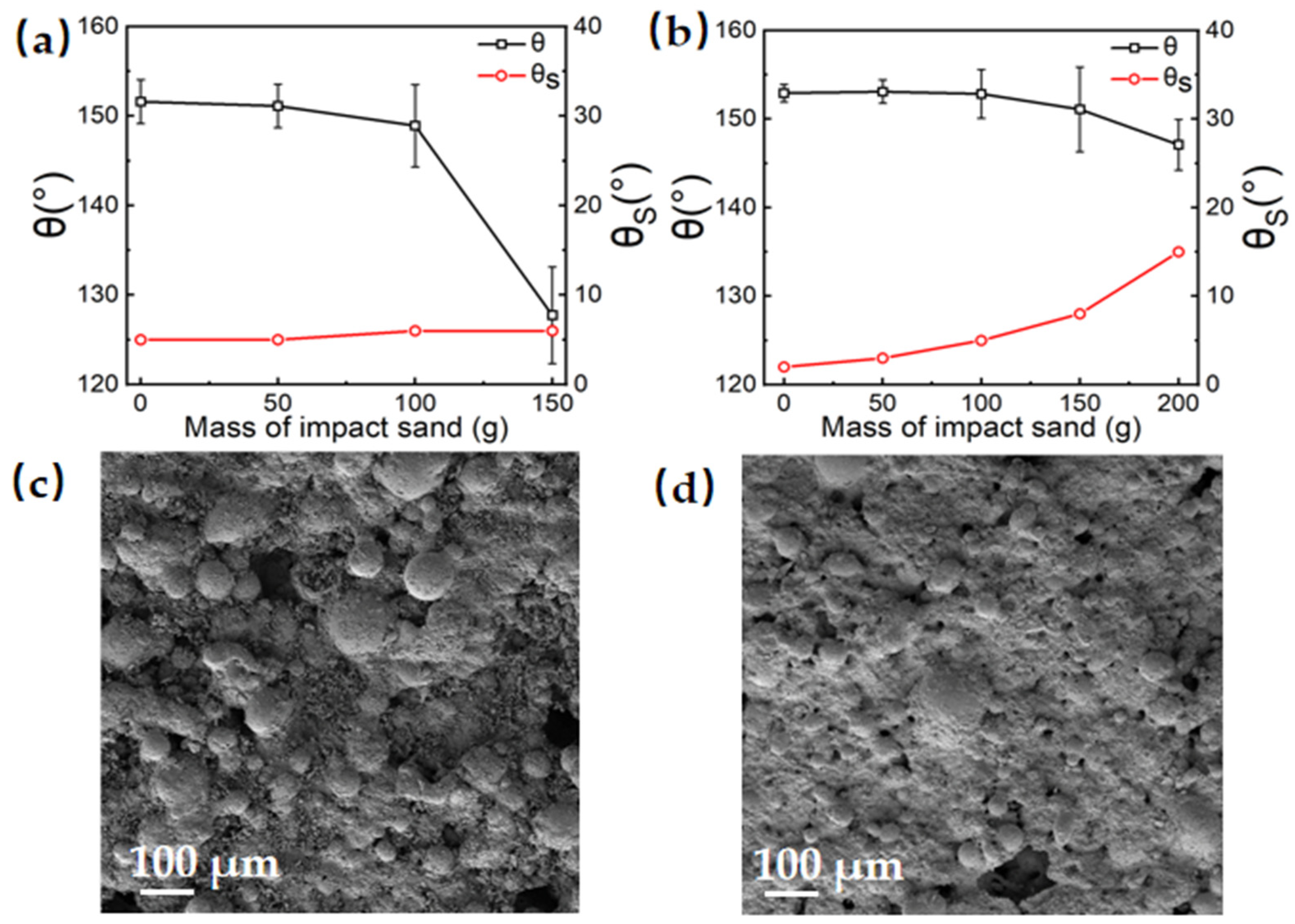
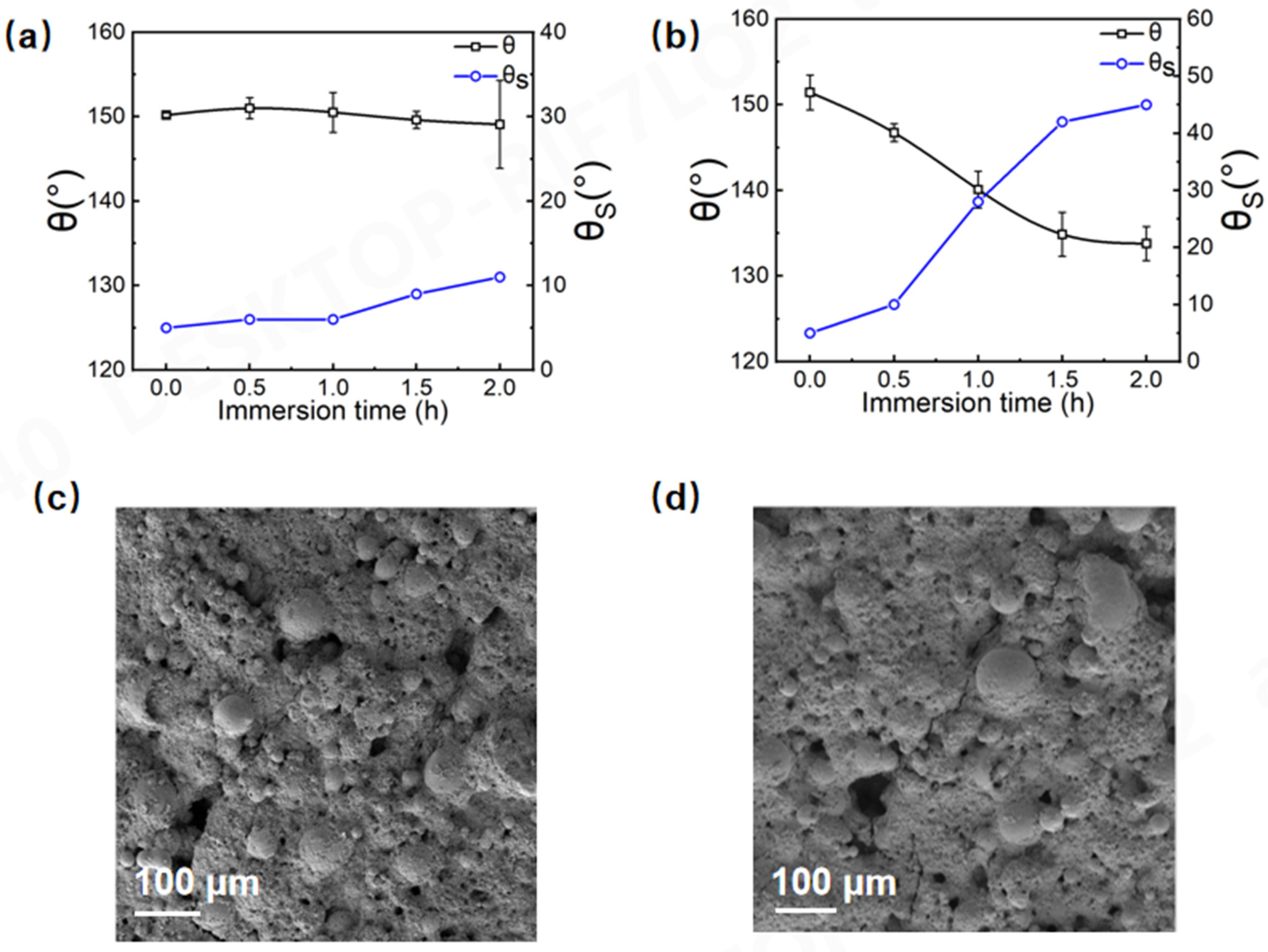
3.2. Wettability and Durability of Prepared Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dalawai, S.P.; Aly, M.A.S.; Latthe, S.S.; Xing, R.; Sutar, R.S.; Nagappan, S.; Ha, C.-S.; Sadasivuni, K.K.; Liu, S. Recent advances in durability of superhydrophobic self-cleaning technology: A critical review. Prog. Org. Coat. 2020, 138, 105381. [Google Scholar] [CrossRef]
- Liu, X.; Wang, P.; Zhang, D. Facile fabrication of high-aspect-ratio super-hydrophobic surface with self-propelled droplet jumping behavior for atmospheric corrosion protection. Appl. Surf. Sci. 2021, 555, 149549. [Google Scholar] [CrossRef]
- Yang, Y.; Li, X.; Zheng, X.; Chen, Z.; Zhou, Q.; Chen, Y. 3D-printed biomimetic super-hydrophobic structure for microdroplet manipulation and oil/water separation. Adv. Mater. 2018, 30, 1704912. [Google Scholar] [CrossRef] [PubMed]
- Su, Y.; Zhao, Y.; Zheng, W.; Yu, H.; Liu, Y.; Xu, L. Asymmetric Sc-PLA membrane with multi-scale microstructures: Wettability, antifouling, and oil–water separation. ACS Appl. Mater. Interfaces 2020, 12, 55520–55526. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.; Wu, M.; Duan, G.; Gong, X. One-step fabrication of eco-friendly superhydrophobic fabrics for high-efficiency oil/water separation and oil spill cleanup. Nanoscale 2022, 14, 1296–1309. [Google Scholar] [CrossRef]
- Ye, Y.; Zhang, D.; Li, J.; Liu, T.; Pu, J.; Zhao, H.; Wang, L. One-step synthesis of superhydrophobic polyhedral oligomeric silsesquioxane-graphene oxide and its application in anti-corrosion and anti-wear fields. Corros. Sci. 2019, 147, 9–21. [Google Scholar] [CrossRef]
- Li, D.-W.; Wang, H.-Y.; Liu, Y.; Wei, D.-S.; Zhao, Z.-X. Large-scale fabrication of durable and robust super-hydrophobic spray coatings with excellent repairable and anti-corrosion performance. Chem. Eng. J. 2019, 367, 169–179. [Google Scholar] [CrossRef]
- Wei, J.; Li, B.; Jing, L.; Tian, N.; Zhao, X.; Zhang, J. Efficient protection of Mg alloy enabled by combination of a conventional anti-corrosion coating and a superamphiphobic coating. Chem. Eng. J. 2020, 390, 124562. [Google Scholar] [CrossRef]
- Hu, J.; Jiang, G. Superhydrophobic coatings on iodine doped substrate with photothermal deicing and passive anti-icing properties. Surf. Coat. Technol. 2020, 402, 126342. [Google Scholar] [CrossRef]
- Latthe, S.S.; Sutar, R.S.; Kodag, V.S.; Bhosale, A.; Kumar, A.M.; Sadasivuni, K.K.; Xing, R.; Liu, S. Self–cleaning superhydrophobic coatings: Potential industrial applications. Prog. Org. Coat. 2019, 128, 52–58. [Google Scholar] [CrossRef]
- Wang, N.; Wang, Q.; Xu, S. A review on applications of superhydrophobic materials in civil engineering. Adv. Eng. Mater. 2022, 24, 2101238. [Google Scholar] [CrossRef]
- Yang, Y.; Bian, Y.; Gao, Q.; Dong, S.; Ma, R.; Fan, Y.; Du, A.; Zhao, X.; Yang, M.; Cao, X. Corrosion resistance study of Zn-Ni-B4C composite superhydrophobic coatings with hierarchical rough structure. Appl. Surf. Sci. 2023, 622, 156882. [Google Scholar] [CrossRef]
- Malavasi, I.; Bernagozzi, I.; Antonini, C.; Marengo, M. Assessing durability of superhydrophobic surfaces. Surf. Innov. 2015, 3, 49–60. [Google Scholar] [CrossRef]
- Chang, Z.; Lu, Y. Fabrication of superhydrophobic surfaces with Cassie-Baxter state. J. Dispers. Sci. Technol. 2022, 43, 1099–1111. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, C.; Jing, J.; Zhang, X.; Wang, C.; Liu, F.; Jiang, M.; Wang, H. Bristle worm inspired ultra-durable superhydrophobic coating with repairable microstructures and anti-corrosion/scaling properties. Chem. Eng. J. 2022, 436, 135273. [Google Scholar] [CrossRef]
- Liu, D.; Liu, J.; Liu, G.; Xie, Y.; Duan, Z. Study on corrosion resistance of LDH/micro-arc oxidation composite superhydrophobic coatings on AZ31 magnesium alloy. Coatings 2023, 13, 643. [Google Scholar] [CrossRef]
- Hassan, N.; Fadhali, M.M.; Al-Sulaimi, S.; Al-Buriahi, M.; Katubi, K.M.; Alrowaili, Z.; Khan, M.A.; Shoukat, R.; Ajmal, Z.; Abbas, F. Development of sustainable superhydrophobic coatings on aluminum substrate using magnesium nanoparticles for enhanced catalytic activity, self-cleaning, and corrosion resistance. J. Mol. Liq. 2023, 383, 122085. [Google Scholar] [CrossRef]
- Chen, W.; Shi, H.; Liu, W.; Zhao, A.; Pan, G.; Huang, A.; Yu, Y.; Ma, L. Study on the preparation and corrosion resistance properties of superhydrophobic coatings on galvanized steel. Metals 2023, 13, 260. [Google Scholar] [CrossRef]
- Gao, M.; Li, Y.; Su, X.; Tang, Z.; Han, Z.; Zhang, Z.; Chai, W.; Zhang, W.; Zheng, Z.; Liu, Y. One-step spraying route to construct a bio-inspired, robust, multi-functional and superhydrophobic coatings with corrosion resistance, self-cleaning and anti-icing properties. Colloids Surf. A Physicochem. Eng. Asp. 2023, 676, 132225. [Google Scholar] [CrossRef]
- Wu, Q.; Xu, J.; Tu, N.; Xue, B.; Chen, J.; Lu, H. Preparation of mechanically durable superhydrophobic aluminum surfaces by LST/MAO and chemical modification. Colloids Surf. A Physicochem. Eng. Asp. 2024, 689, 133722. [Google Scholar] [CrossRef]
- Zhang, Z.; Xue, F.; Bai, W.; Shi, X.; Liu, Y.; Feng, L. Superhydrophobic surface on Al alloy with robust durability and excellent self-healing performance. Surf. Coat. Technol. 2021, 410, 126952. [Google Scholar] [CrossRef]
- Verro, V.; Di Franco, F.; Zaffora, A.; Santamaria, M. Enhancing corrosion resistance of anodized AA7075 alloys by electrodeposition of superhydrophobic coatings. Colloids Surf. A Physicochem. Eng. Asp. 2023, 675, 132040. [Google Scholar] [CrossRef]
- Xu, J.; Wang, G.; Li, J.; Li, Y.; Cai, Q.; Lian, Z.; Yu, H. Antireflection Property and Corrosion Resistance of Black Ceramic Superhydrophobic Coatings on Aluminum Alloy. Adv. Eng. Mater. 2024, 26, 2301507. [Google Scholar] [CrossRef]
- Cassie, A.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Sun, R.; Jin, B.; Yao, L.; Liu, Y.; Li, J.; Liang, J.; He, J. Controllable design of bifunctional VO2 coatings with superhydrophobic and thermochromic performances. ACS Appl. Mater. Interfaces 2021, 13, 13751–13759. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, H.; Cheng, Y.; Zhang, L.; Shen, W. Superhydrophobic surfaces with dual-scale roughness and water vapor-barrier property for sustainable liquid packaging applications. Cellulose 2022, 29, 9777–9790. [Google Scholar] [CrossRef]
- Fan, S.; Li, L.; Sun, K.; Zhang, T.; Wang, L.; Wang, Z. Fabrication of Superhydrophobic Hierarchical Structures on PET Surfaces by Hot Embossing with in Situ Growth of Silver Nanoparticles. In Proceedings of the 2023 IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), Chengdu, China, 31 July–4 August 2023; pp. 327–330. [Google Scholar]
- Kang, H.H.; Lee, D.H. Facile preparation of superhydrophobic nanorod surfaces through ion-beam irradiation. Surf. Interface Anal. 2022, 54, 813–819. [Google Scholar] [CrossRef]
- Wang, P.; Li, C.; Zhang, D. Recent advances in chemical durability and mechanical stability of superhydrophobic materials: Multi-strategy design and strengthening. J. Mater. Sci. Technol. 2022, 129, 40–69. [Google Scholar] [CrossRef]
- Nyankson, E.; Agbe, H.; Takyi, G.K.S.; Bensah, Y.D.; Sarkar, D.K. Recent advances in nanostructured superhydrophobic surfaces: Fabrication and long-term durability challenges. Curr. Opin. Chem. Eng. 2022, 36, 100790. [Google Scholar] [CrossRef]
- Celik, N.; Akay, S.; Sahin, F.; Sezer, G.; Dagasan Bulucu, E.; Ruzi, M.; Butt, H.J.; Onses, M.S. Sustainable and practical superhydrophobic surfaces via mechanochemical grafting. Adv. Mater. Interfaces 2023, 10, 2300069. [Google Scholar] [CrossRef]
- Li, L.; Wei, J.; Zhang, J.; Li, B.; Yang, Y.; Zhang, J. Challenges and strategies for commercialization and widespread practical applications of superhydrophobic surfaces. Sci. Adv. 2023, 9, eadj1554. [Google Scholar] [CrossRef]
- Huang, Z.-S.; Quan, Y.-Y.; Mao, J.-J.; Wang, Y.-L.; Lai, Y.; Zheng, J.; Chen, Z.; Wei, K.; Li, H. Multifunctional superhydrophobic composite materials with remarkable mechanochemical robustness, stain repellency, oil-water separation and sound-absorption properties. Chem. Eng. J. 2019, 358, 1610–1619. [Google Scholar] [CrossRef]
- Bai, Z.; Zhang, B. Fabrication of superhydrophobic reduced-graphene oxide/nickel coating with mechanical durability, self-cleaning and anticorrosion performance. Nano Mater. Sci. 2020, 2, 151–158. [Google Scholar] [CrossRef]
- Yu, X.; Shi, X.; Xue, F.; Bai, W.; Li, Y.; Liu, Y.; Feng, L. SiO2 nanoparticle-containing superhydrophobic materials with enhanced durability via facile and scalable spray method. Colloids Surf. A Physicochem. Eng. Asp. 2021, 626, 127014. [Google Scholar] [CrossRef]
- He, P.; Qu, J.; Li, S.; Sun, R.; Huang, K.; Zhao, J.; Mo, J. Study on the construction of durable superhydrophobic coatings using simple spray coating method and their underwater drag reduction performance. Colloids Surf. A Physicochem. Eng. Asp. 2024, 701, 134858. [Google Scholar] [CrossRef]
- Li, W.; Wang, Y.; Feng, Y.; Wang, Q.; Xu, X.; Li, G.; Dong, G.; Jing, S.; Chen, E.; Fan, X. Fabrication of robust conductive and superhydrophobic coating based on carbon nanotubes. Mater. Res. Express 2020, 7, 055009. [Google Scholar] [CrossRef]
- Xu, S.; Wang, Q.; Wang, N. Chemical fabrication strategies for achieving bioinspired superhydrophobic surfaces with micro and nanostructures: A review. Adv. Eng. Mater. 2021, 23, 2001083. [Google Scholar] [CrossRef]
- Selim, M.S.; Fatthallah, N.A.; Shenashen, M.A.; Higazy, S.A.; Madian, H.R.; Selim, M.M.; El-Safty, S.A. Bioinspired graphene oxide–magnetite nanocomposite coatings as protective superhydrophobic antifouling surfaces. Langmuir 2023, 39, 2333–2346. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y.; Wei, J.; Cai, Y.; Zheng, J.; Bittencourt, C.; Fan, H. Facile fabrication of self-roughened surfaces for superhydrophobic coatings via polarity-induced phase separation strategy. J. Colloid Interface Sci. 2022, 628, 777–787. [Google Scholar] [CrossRef]
- Arcot, Y.; Liu, S.; Ulugun, B.; DeFlorio, W.; Bae, M.; Salazar, K.S.; Taylor, T.M.; Castillo, A.; Cisneros-Zevallos, L.; Scholar, E.M. Fabrication of robust superhydrophobic coatings onto high-density polyethylene food contact surfaces for enhanced microbiological food safety. ACS Food Sci. Technol. 2021, 1, 1180–1189. [Google Scholar] [CrossRef]
- Liu, M.; Luo, Y.; Jia, D. Polydimethylsiloxane-based superhydrophobic membranes: Fabrication, durability, repairability, and applications. Polym. Chem. 2020, 11, 2370–2380. [Google Scholar] [CrossRef]
- Bayer, I.S. Superhydrophobic coatings from ecofriendly materials and processes: A review. Adv. Mater. Interfaces 2020, 7, 2000095. [Google Scholar] [CrossRef]
- Zhao, Y.; Wen, K.; Wang, J.; Yang, Z.; Qin, M. Preparation, characterisation, and anti-icing properties of superhydrophobic coatings on asphalt mixture. Int. J. Pavement Eng. 2023, 24, 2118271. [Google Scholar] [CrossRef]
- Li, J.; Yu, F.; Jiang, Y.; Wang, L.; Liu, Y.; Yang, X.; Li, X.; Lü, W. Superhydrophobic coating with a micro-and nano-sized MnO2/PDMS composite structure for passive anti-icing/active de-icing and photothermal applications. J. Mater. Chem. C 2023, 11, 15443–15453. [Google Scholar] [CrossRef]
- Fan, T.; Zhao, Q.; Guo, W.; Mao, H.; He, B.; Ruan, W. Effects of inorganic particles on the crystallization, mechanical properties and cellular structure of foamed PP composites in the IMD/MIM process. RSC Adv. 2021, 11, 36651–36662. [Google Scholar] [CrossRef]
- Huang, X.; Yu, R. Robust superhydrophobic and repellent coatings based on micro/nano SiO2 and fluorinated epoxy. Coatings 2021, 11, 663. [Google Scholar] [CrossRef]
- Bao, J.; He, J.; Chen, B.; Yang, H.; Jie, J.; Wang, R.; Zhang, S. Multi-scale superhydrophobic anti-icing coating for wind turbine blades. Energy Eng. 2021, 118, 947–959. [Google Scholar] [CrossRef]
- Zhang, F.; Xu, D.; Ma, L.; Wang, J.; Chen, H.; Guo, S. Preparation and properties of modified SiO2/epoxy resin superhydrophobic coating. Surf. Topogr. Metrol. Prop. 2024, 12, 035005. [Google Scholar] [CrossRef]
- Chen, A.; Zhao, Y.; Chen, H.; Ma, H.; Lv, K. Facile design of PTFE-kaolin-based ternary nanocomposite as a hydrophobic and high corrosion-barrier coating. Rev. Adv. Mater. Sci. 2024, 63, 20240019. [Google Scholar] [CrossRef]
- Gu, W.; Li, W.; Zhang, Y.; Xia, Y.; Wang, Q.; Wang, W.; Liu, P.; Yu, X.; He, H.; Liang, C. Ultra-durable superhydrophobic cellular coatings. Nat. Commun. 2023, 14, 5953. [Google Scholar] [CrossRef]
- Celik, N.; Sahin, F.; Ozel, S.S.; Sezer, G.; Gunaltay, N.; Ruzi, M.; Onses, M.S. Self-healing of biocompatible superhydrophobic coatings: The interplay of the size and loading of particles. Langmuir 2023, 39, 3194–3203. [Google Scholar] [CrossRef] [PubMed]
- Guo, X.-J.; Zhang, D.; Xue, C.-H.; Liu, B.-Y.; Huang, M.-C.; Wang, H.-D.; Wang, X.; Deng, F.-Q.; Pu, Y.-P.; An, Q.-F. Scalable and mechanically durable superhydrophobic coating of SiO2/polydimethylsiloxane/epoxy nanocomposite. ACS Appl. Mater. Interfaces 2023, 15, 4612–4622. [Google Scholar] [CrossRef] [PubMed]
- Ke, C.; Fang, Y.; Zhou, Z.; Wang, G.; Liu, Y.; Wu, W.; Xiao, L.; Zhang, M.; Hu, H.; Liu, J. Superhydrophobic composite coating with excellent mechanical durability. Coatings 2022, 12, 185. [Google Scholar] [CrossRef]
- Binrui, W.; Qiong, Q.; Xuan, J.; Dong, X.; Liping, S.; Xin, C.; Qizhi, Z.; Feiyan, F.; Xian, Y. A highly robust, concrete-inspired superhydrophobic nanocomposite coating. Nanoscale 2023, 15, 19304–19313. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, J.-T. Large-Scale Fabrication of Graded Convex Structure for Superhydrophobic Coating Inspired by Nature. Materials 2022, 15, 2179. [Google Scholar] [CrossRef]
- Xia, R.; Zhang, B.; Dong, K.; Yan, Y.; Guan, Z. HD-SiO2/SiO2 Sol@ PDMS superhydrophobic coating with good durability and anti-corrosion for protection of Al sheets. Materials 2023, 16, 3532. [Google Scholar] [CrossRef]
- ASTM D3359-23; Standard Test Methods for Rating Adhesion by Tape Test. ASTM: West Conshohocken, PA, USA, 2023. [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Chemical Formula | Specification/Brand | Manufacturer |
|---|---|---|---|
| Aluminum Oxide | Nano-Al2O3 | 30 nm | Shanghai McLean |
| Ethyl Alcohol | C2H6O | 99.9% | Sinopharm Group |
| Ethyl Acetate | C4H8O2 | 99.9% | Sinopharm Group |
| Polyether Amine | / | D-230 | Shanghai Aladdin |
| Silane Coupling Agent Kh-560 | C9H19O5Si | 97% | Sinopharm Group |
| Perfluorodecyl Trimethoxysilane | C13H13F17O3Si | 97% | Shanghai McLean |
| Concentrated Hydrochloric Acid | HCl | 37.5% | Sinopharm Group |
| Sodium Hydroxide | NaOH | 99% | Sinopharm Group |
| Epoxy Resin | / | E-51 | Yueyang Baling Petrochemical |
| Diethylenetriamine | C4H13N3 | 97% | Sinopharm Group |
| Nanopowder Content (wt.%) | Prepared Hydrophobic Particles | Nano-Al2O3 | Total Mass of Modified Epoxy Resin and Curing Agent |
|---|---|---|---|
| 0 | 7 | 0 | 3.0 |
| 10 | 6.3 | 0.7 | 3.0 |
| 20 | 5.6 | 1.4 | 3.0 |
| 100 | 0 | 7.0 | 3.0 |
| Rotate Speed (r/min) | 100 | 200 | 400 | 600 | 800 | 1000 | |
|---|---|---|---|---|---|---|---|
| Particle Size (μm) | |||||||
| <48 | 0 | 0.90 | 0.48 | 1.60 | 1.35 | 2.90 | |
| 48~106 | 0.12 | 5.00 | 5.00 | 20.71 | 51.33 | 36.03 | |
| 106~212 | 3.40 | 26.67 | 45.21 | 74.75 | 47.05 | 60.01 | |
| 212~425 | 10.00 | 41.34 | 46.00 | 2.70 | 0.28 | 1.07 | |
| >425 | 86.45 | 26.10 | 3.32 | 0.25 | 0 | 0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, T.; Liu, Y.; Ye, S.; Sheng, L.; Wu, B.; Huang, L. Preparation of Robust Superhydrophobic Coatings Using Hydrophobic and Tough Micro/Nano Particles. Coatings 2024, 14, 1156. https://doi.org/10.3390/coatings14091156
Feng T, Liu Y, Ye S, Sheng L, Wu B, Huang L. Preparation of Robust Superhydrophobic Coatings Using Hydrophobic and Tough Micro/Nano Particles. Coatings. 2024; 14(9):1156. https://doi.org/10.3390/coatings14091156
Chicago/Turabian StyleFeng, Tianyi, Yifan Liu, Siyan Ye, Liping Sheng, Binrui Wu, and Lingcai Huang. 2024. "Preparation of Robust Superhydrophobic Coatings Using Hydrophobic and Tough Micro/Nano Particles" Coatings 14, no. 9: 1156. https://doi.org/10.3390/coatings14091156
APA StyleFeng, T., Liu, Y., Ye, S., Sheng, L., Wu, B., & Huang, L. (2024). Preparation of Robust Superhydrophobic Coatings Using Hydrophobic and Tough Micro/Nano Particles. Coatings, 14(9), 1156. https://doi.org/10.3390/coatings14091156