
The Effects of Different Ultrasonic Composite Surface Modifications on the Properties of H13 Steel for Shield Tunnel Machine Cutter Ring

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Heat Treatment
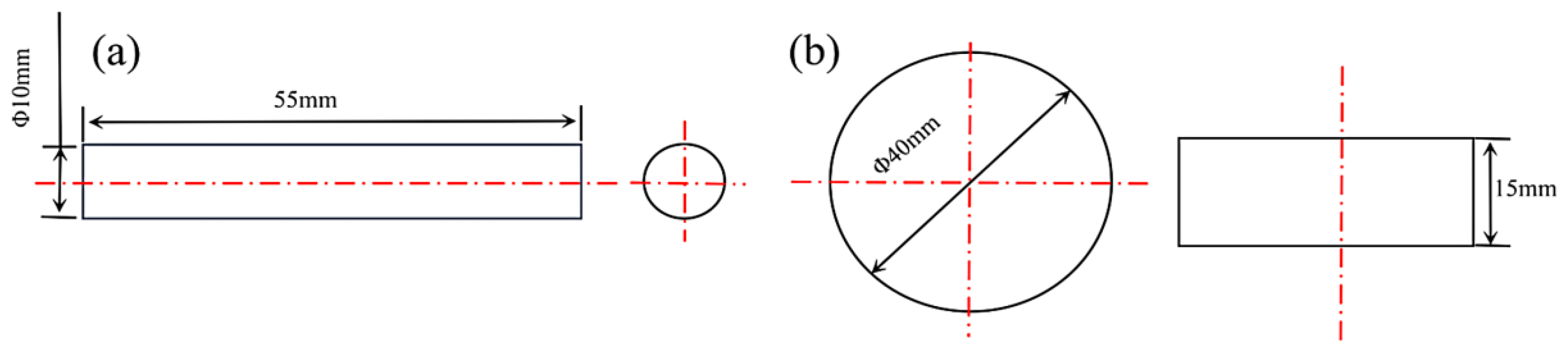
2.1.1. Materials Preparation
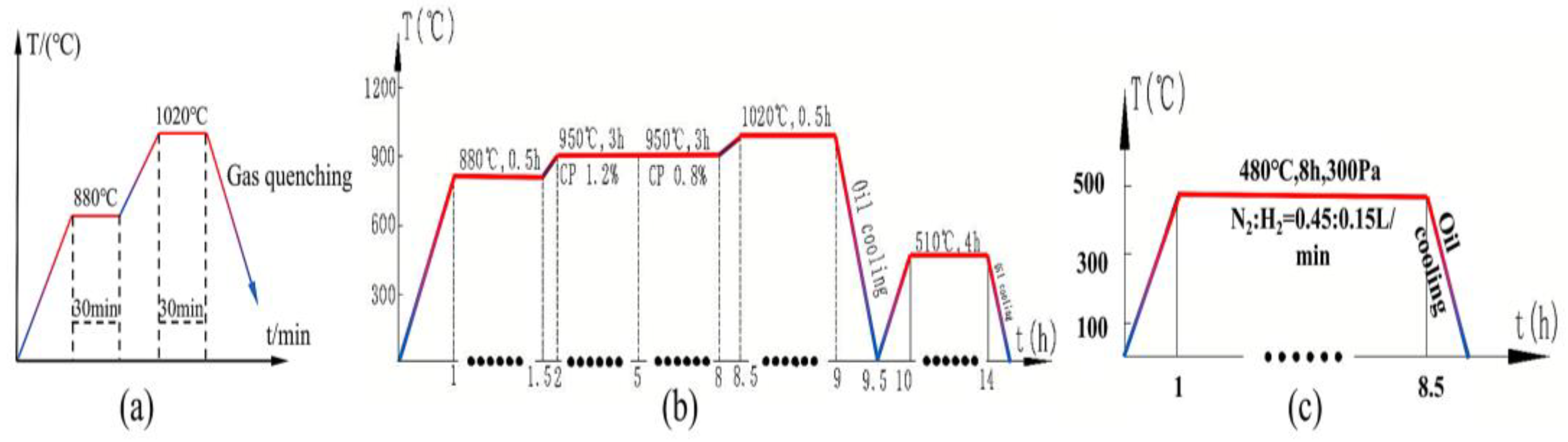
2.1.2. Heat Treatment Process
2.2. USRP Treatment
2.3. Surface Performance Testing
2.4. Friction and Wear and Impact Toughness
3. Results
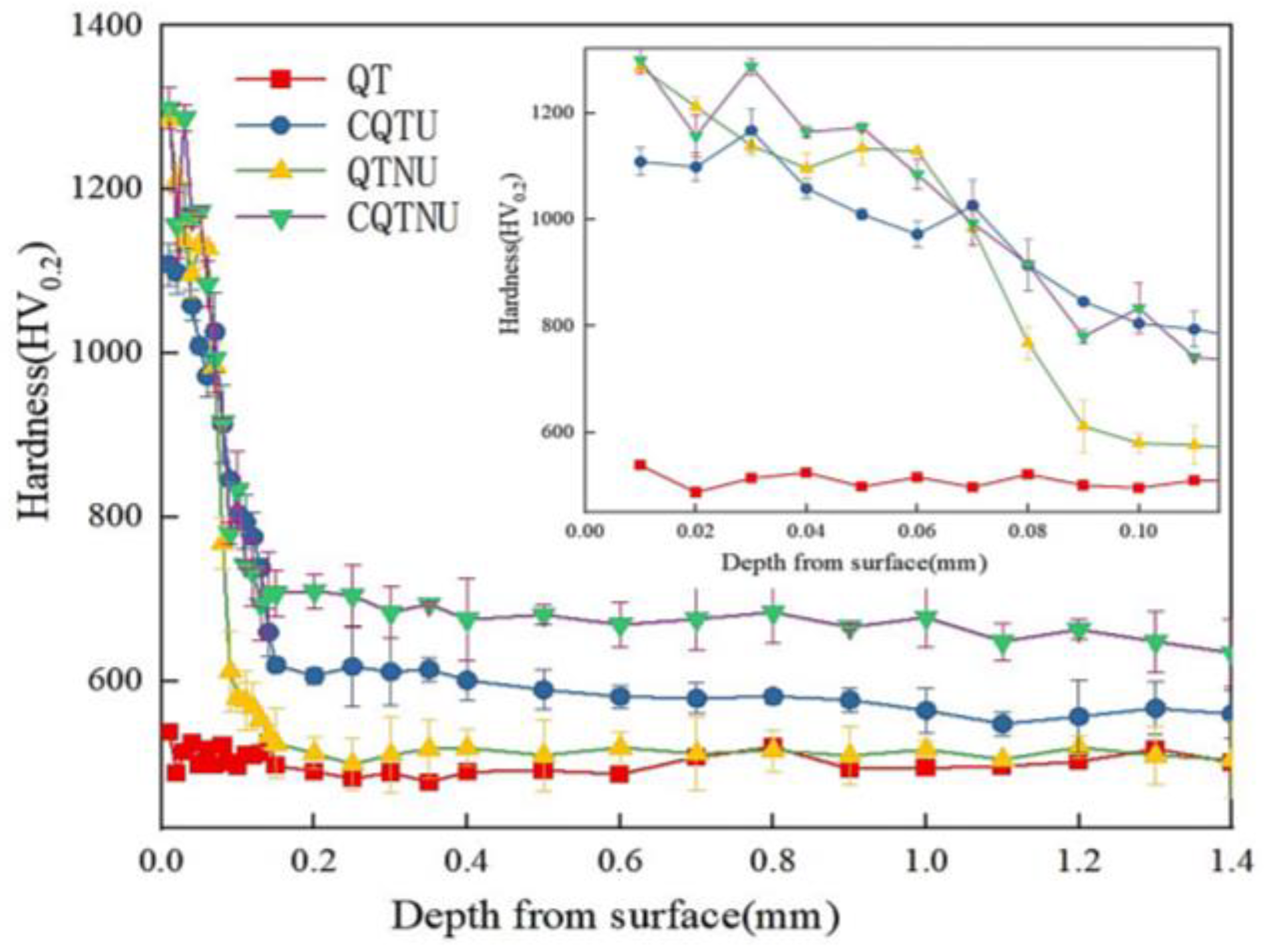
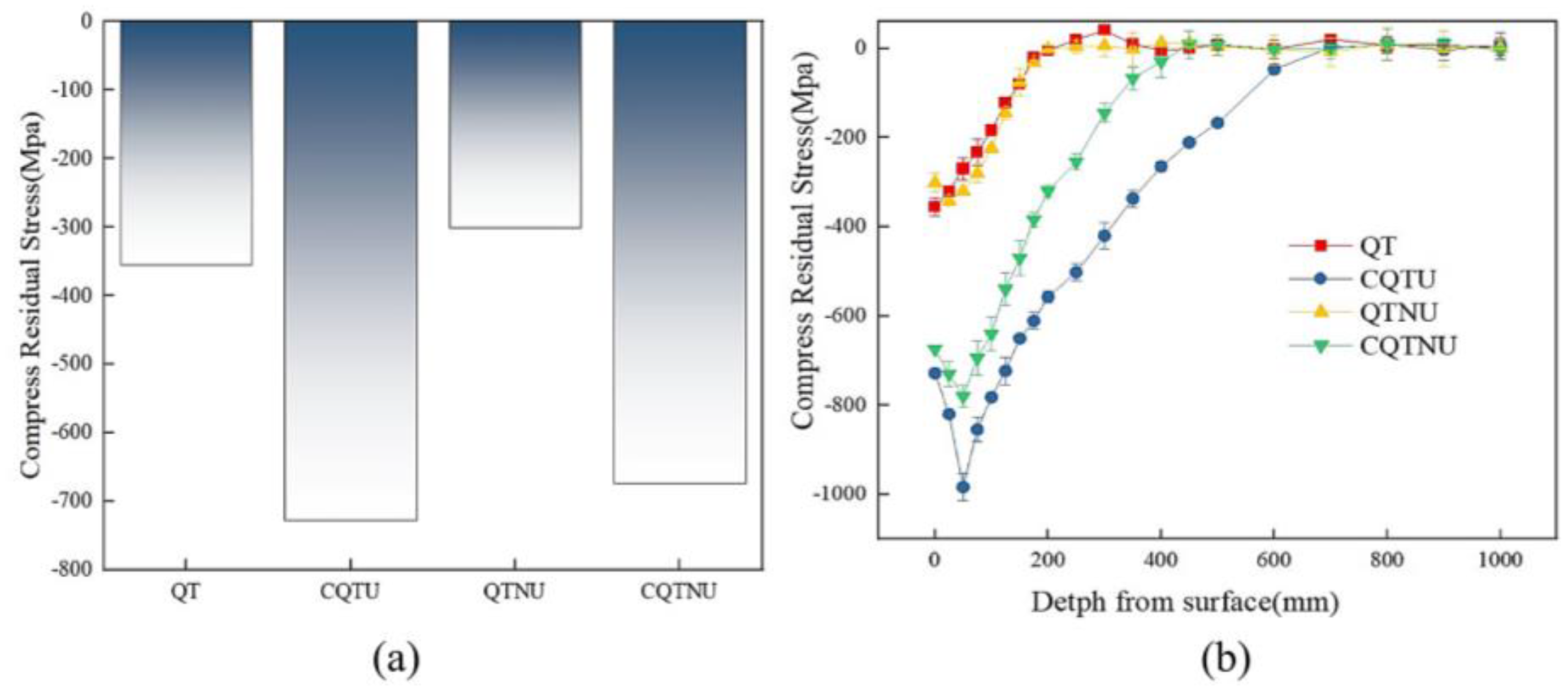
3.1. Microhardness and Residual Stress
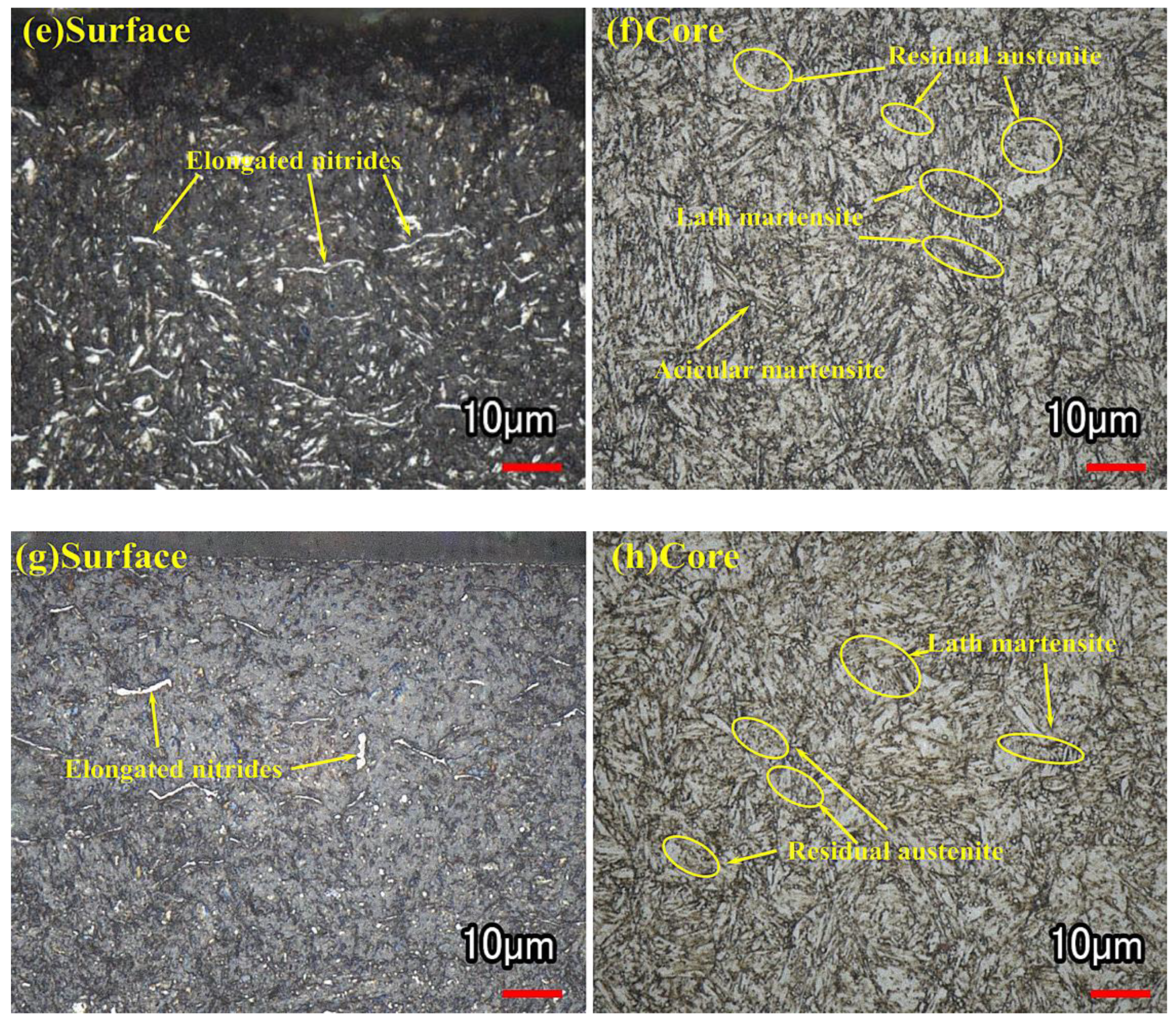
3.2. Microstructure
3.3. Wear
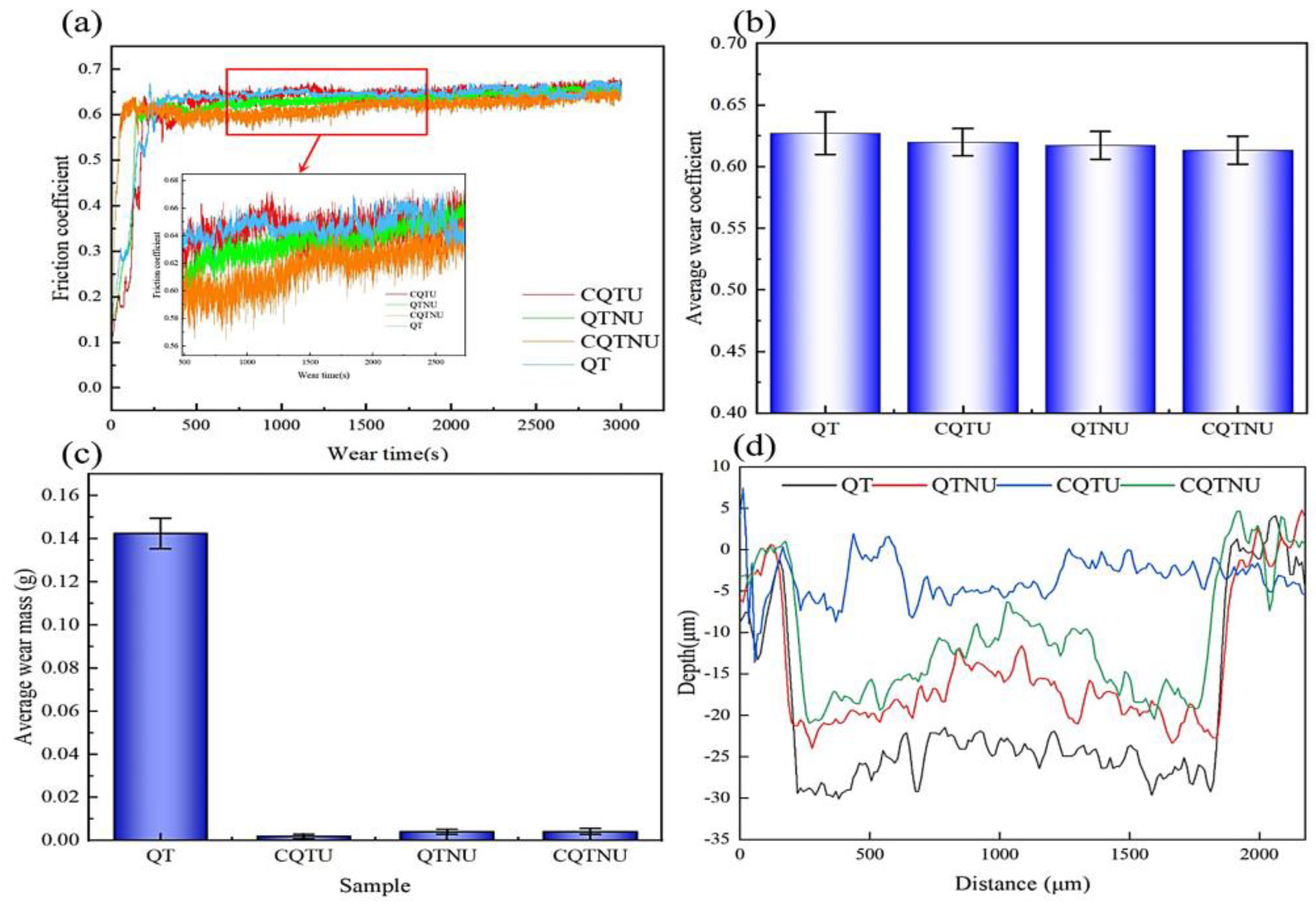
3.3.1. Friction Coefficient, Wear Amount, and Wear Pits
3.3.2. Wear Morphology
3.4. Impact Resistance
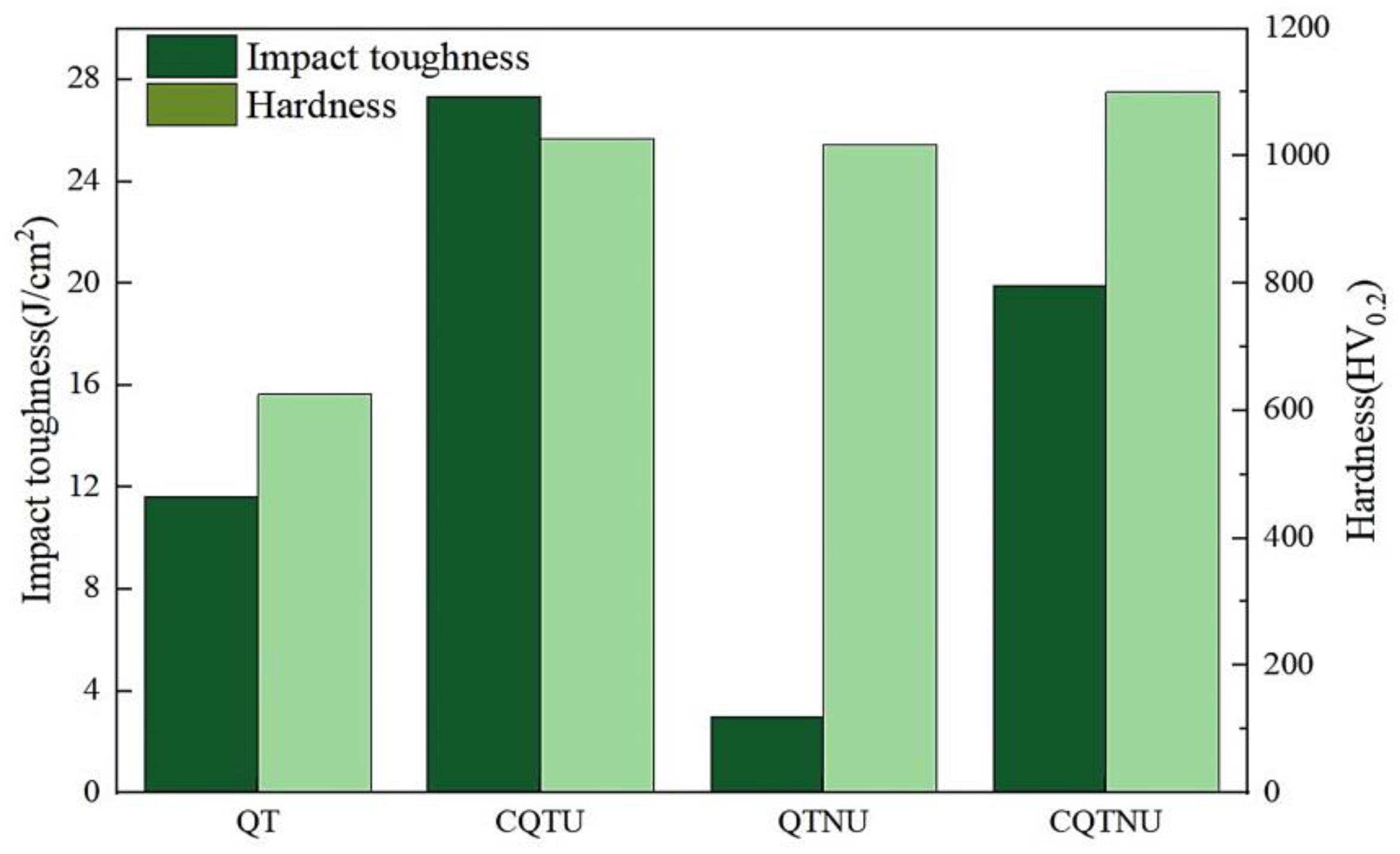
3.4.1. Impact Toughness and Surface Hardness
3.4.2. Impact Fracture Morphology
4. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Epel, T.; Mooney, M.A.; Gutierrez, M. The influence of face and shield annulus pressure on tunnel liner load development. Tunn. Undergr. Space Technol. 2021, 117, 104096. [Google Scholar] [CrossRef]
- Acaroglu, O.; Ozdemir, L.; Asbury, B. A fuzzy logic model to predict specific energy requirement for TBM performance prediction. Tunn. Undergr. Space Technol. 2008, 23, 600–608. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, M.; Sun, R.; Cui, S.; Mo, J. Performance improvement strategy of the TBM disc cutter ring material and evaluation of impact-sliding friction and wear performance. Wear 2023, 526–527, 204943. [Google Scholar] [CrossRef]
- Fu, J.; Xia, Y.; Zhang, L.; Lin, L.; Zhang, X.; Zhao, S. Failure analysis on the fracture of disc cutter in EPB shield machine. Eng. Fail. Anal. 2020, 108, 104341. [Google Scholar] [CrossRef]
- Zhang, X.; Lin, L.; Xia, Y.; Tan, Q.; Zhu, Z.; Mao, Q.; Zhou, M. Experimental study on wear of TBM disc cutter rings with different kinds of hardness. Tunn. Undergr. Space Technol. 2018, 82, 346–357. [Google Scholar] [CrossRef]
- Liu, B.; Yang, H.; Karekal, S. Reliability analysis of TBM disc cutters under different conditions. Undergr. Space 2021, 6, 142–152. [Google Scholar] [CrossRef]
- Ge, Y.; Liu, Y.; Lin, P.; Xu, Z. Effects of Rock Properties on the Wear of TBM Disc Cutter: A Case Study of the Yellow River Diversion Project, China. Int. J. Geomech. 2022, 22, 04022011. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, X.; Wang, S.; Li, W.; Wu, Q.; Zhao, W.; Gao, Y.; Wang, K. Research on Tribological Properties of H13 Steel of Shield Machine Hob by Laser Shot Peening. Int. J. Adv. Manuf. Technol. 2022, 119, 7121–7131. [Google Scholar] [CrossRef]
- Hu, D.; Liu, Y.; Chen, H.; Liu, J.; Wang, M.; Deng, L. Microstructure and properties of Ta-reinforced NiCuBSi + WC composite coating deposited on 5Cr5MoSiV1 steel substrate by laser cladding. Opt. Laser Technol. 2021, 142, 107210. [Google Scholar] [CrossRef]
- Ren, D.-J.; Shen, J.S.; Chai, J.-C.; Zhou, A. Analysis of disc cutter failure in shield tunnelling using 3D circular cutting theory. Eng. Fail. Anal. 2018, 90, 23–35. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Manna, I. Wear and corrosion behavior of laser surface engineered AISI H13 hot working tool steel. Surf. Coat. Technol. 2015, 261, 69–78. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, X.; Liu, S.; Cai, Z. Research on the mechanism and performance of free-surface rock breakage by a disc cutter. Eng. Fract. Mech. 2022, 264, 108336. [Google Scholar] [CrossRef]
- Zou, J.; Huang, X.; Gao, M.; Pang, J. Numerical Discrete Element Analyses for Rock-Breaking Effects of Inserted-Tooth Hob and Cooperative Mechanism Between the Inserted Tooth. Geotech. Geol. Eng. 2023, 41, 1325–1338. [Google Scholar] [CrossRef]
- Zhao, J.-L.; Zhu, X.Y.; Hou, Z.-H.; Liu, C.; Yang, S.; Xiao, X. Design and finite element analysis of a variable cross-section cutter ring. Simul. Model. Pract. Theory 2022, 115, 102423. [Google Scholar] [CrossRef]
- Hu, D.; Liu, Y.; Chen, H.; Liu, J.; Wang, M. Effect of TiC addition on the microstructure and properties of Ni3Ta–TaC reinforced Ni-based wear-resistant coating. Ceram. Int. 2021, 47, 23194–23202. [Google Scholar] [CrossRef]
- Jagota, V.; Sharma, R.K. Impact of Austenitizing Temperature on the Strength Behavior and Scratch Resistance of AISI H13 Steel. J. Inst. Eng. India Ser. D 2020, 101, 93–104. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, Z.; Xie, J. Improving strength and ductility of H13 die steel by pre-tempering treatment and its mechanism. Mater. Sci. Eng. A 2019, 752, 101–114. [Google Scholar] [CrossRef]
- Wang, P.; Guo, H.; Wang, D.; Duan, H.; Zhang, Y. Microstructure and tribological performances of M50 bearing steel processed by ultrasonic surface rolling. Tribol. Int. 2022, 175, 107818. [Google Scholar] [CrossRef]
- Zhao, X.; Xue, G.; Liu, Y. Gradient crystalline structure induced by ultrasonic impacting and rolling and its effect on fatigue behavior of TC11 titanium alloy. Results Phys. 2017, 7, 1845–1851. [Google Scholar] [CrossRef]
- Wu, J.; Deng, J.; Lu, Y.; Zhang, Z.; Meng, Y.; Wang, R.; Sun, Q. Effect of textures fabricated by ultrasonic surface rolling on dry friction and wear properties of GCr15 steel. J. Manuf. Processes 2022, 84, 798–814. [Google Scholar] [CrossRef]
- Zou, J.; Liang, Y.; Jiang, Y.; Yin, C.; Huang, C.; Liu, D.; Zhu, Z.; Wu, Y. Fretting fatigue mechanism of 40CrNiMoA steel subjected to the ultrasonic surface rolling process: The role of the gradient structure. Int. J. Fatigue 2023, 167, 107383. [Google Scholar] [CrossRef]
- Chen, D.; Hu, Y.; Guo, L.; Chang, Y.; Zeng, R.; Wang, M.; Su, B.; Chen, D.; Liu, J.; Liu, K. The modified wear resistance of uranium induced by ultrasonic surface rolling process. Wear 2022, 502–503, 204390. [Google Scholar] [CrossRef]
- Xu, H.; Li, Y.; Xu, Z.; Cheng, J.; Chen, X.; Jiang, Q.; Chen, J.; Zhao, Z. The Effects of High-Energy Composite Surface Layer Modification on the Impact Performance of the H13 Steel Cutter Ring for Shield Tunneling Machine. Coatings 2023, 13, 1482. [Google Scholar] [CrossRef]
- Wu, X.; Cheng, J.; Xu, Z.; Dai, L.; Jiang, Q.; Su, B.; Zhu, L.; Zhao, Z. Exploration of Key Process Parameters and Properties of 40Cr Steel in Ultrasonic Surface Rolling Process. Coatings 2022, 12, 1353. [Google Scholar] [CrossRef]
- Chmelko, V.; Berta, I.; Margetin, M. Influence of Heat Treatment Process to the Fatigue Properties of High Strength Steel. In Mechanical Fatigue of Metals; Springer International Publishing: Cham, Switzerland, 2019; pp. 35–40. [Google Scholar]
- Jiang, Q.; Zhu, L.; Chen, J.; Chen, X.; Weng, J.; Xu, Z.; Zhao, Z. The Effects of Ultrasonic Impact Modification on the Surface Quality of 20CrNiMo Carburized Steel. Coatings 2023, 13, 1594. [Google Scholar] [CrossRef]
- Üstündag, Ö.; Bakir, N.; Gumenyuk, A.; Rethmeier, M. Improvement of Charpy impact toughness by using an AC magnet backing system for laser hybrid welding of thick S690QL steels. Procedia CIRP 2022, 111, 462–465. [Google Scholar] [CrossRef]
- Wang, J.; Tao, Q.; Fan, J.; Fu, L.; Shan, A. Enhanced mechanical properties of a high-carbon martensite steel processed by heavy warm rolling and tempering. Mater. Sci. Eng. A 2023, 872, 144958. [Google Scholar] [CrossRef]
- Ooi, S.; Bhadeshia, H.K.D.H. Duplex Hardening of Steels for Aeroengine Bearings. ISIJ Int. 2012, 52, 1927–1934. [Google Scholar] [CrossRef]
- Niu, J.; Zhang, X.; Ma, X.; Liu, Y.; Wang, L.; Wu, T. Characterization of vein-like structures formed in nitrided layers during plasma nitriding of 8Cr4Mo4V steel. Materialia 2022, 22, 101378. [Google Scholar] [CrossRef]
- He, T.; Liu, Z.; Li, L.; Xiong, Y.; Du, S.; Zhang, Y. Effect of supersonic fine particle bombardment on microstructure evolution and tribological properties of GCr15SiMn bearing steel. J. Mater. Res. Technol. 2024, 28, 1111–1120. [Google Scholar] [CrossRef]
- Yin, F.; Han, P.; Han, Q.; Wang, H.; Hua, L.; Cheng, G.J. Ultrastrong gradient M50 bearing steel with lath-shape nano-martensite by ultrasonic shot peening and its enhanced wear resistance at elevated temperature. Mater. Des. 2024, 239, 112786. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element wt% | ||||||
|---|---|---|---|---|---|---|
| Si | Mn | C | Cr | V | P | S |
| 1.03 | 0.4 | 0.41 | 5.05 | 0.89 | 0.002 | 0.002 |
| Critical Point | Ac1 | Ac3 | Ar1 | Ar3 | Ms | Mf |
|---|---|---|---|---|---|---|
| Temperature (°C) | 860 | 915 | 775 | 815 | 340 | 215 |
| Specimen | Frequency (kHZ) | Force (N) | Attack Speed (mm/r) | Rotate (rpm) | Impact |
|---|---|---|---|---|---|
| Wear | 23 | 1500 | 0.1 | 200 | 6 |
| Shock | 23 | 1200 | 0.1 | 200 | 3 |
| Process | Quench (Q) | Tempering (T) | Carburizing (C) | Nitriding (N) | Modification | Name | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Parameter | T/°C | °C | T/°C | t/h | T/°C | t/h | P/kPa | Gas/L·min−1 | ||
| No.1 | 1020 | 510 | QT | |||||||
| No.2 | 1020 | 510 | 950 | 6 | — | — | — | — | USRP | CQTU |
| No.3 | 1020 | 510 | — | — | 480 | 8 | 300 | N2:H2 = 0.45:0.15 | USRP | QTNU |
| No.4 | 1020 | 510 | 950 | 6 | 480 | 8 | 300 | N2:H2 = 0.45:0.15 | USRP | CQTNU |
| Composite Process | Surface Microhardness | Surface Residual Stress | Coefficient of Friction | Wear Amount | Depth of Wear | Impact Toughness |
|---|---|---|---|---|---|---|
| CQTU | +174.56% | +205.07% | −1.28% | −98.67% | −80.00% | +235.08% |
| QTNU | +162.80% | −15.21% | −1.59% | −97.05% | −20.00% | −74.2% |
| CQTNU | +180.49% | +189.86% | −2.23% | −97.12% | −40% | +171.10% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Li, Y.; Li, L.; Xu, H.; Li, Y.; Xu, Z.; Jiang, Q.; Mu, S.; Li, Y.; Liu, H. The Effects of Different Ultrasonic Composite Surface Modifications on the Properties of H13 Steel for Shield Tunnel Machine Cutter Ring. Coatings 2024, 14, 1165. https://doi.org/10.3390/coatings14091165
Chen X, Li Y, Li L, Xu H, Li Y, Xu Z, Jiang Q, Mu S, Li Y, Liu H. The Effects of Different Ultrasonic Composite Surface Modifications on the Properties of H13 Steel for Shield Tunnel Machine Cutter Ring. Coatings. 2024; 14(9):1165. https://doi.org/10.3390/coatings14091165
Chicago/Turabian StyleChen, Xiuyu, Yalong Li, Longhui Li, Huanbin Xu, Yi Li, Zhilong Xu, Qingshan Jiang, Shixu Mu, Yin Li, and Heng Liu. 2024. "The Effects of Different Ultrasonic Composite Surface Modifications on the Properties of H13 Steel for Shield Tunnel Machine Cutter Ring" Coatings 14, no. 9: 1165. https://doi.org/10.3390/coatings14091165