


Aerosol-Deposited 8YSZ Coating for Thermal Shielding of 3YSZ/CNT Composites
 , , ,
, , , 
 and
and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
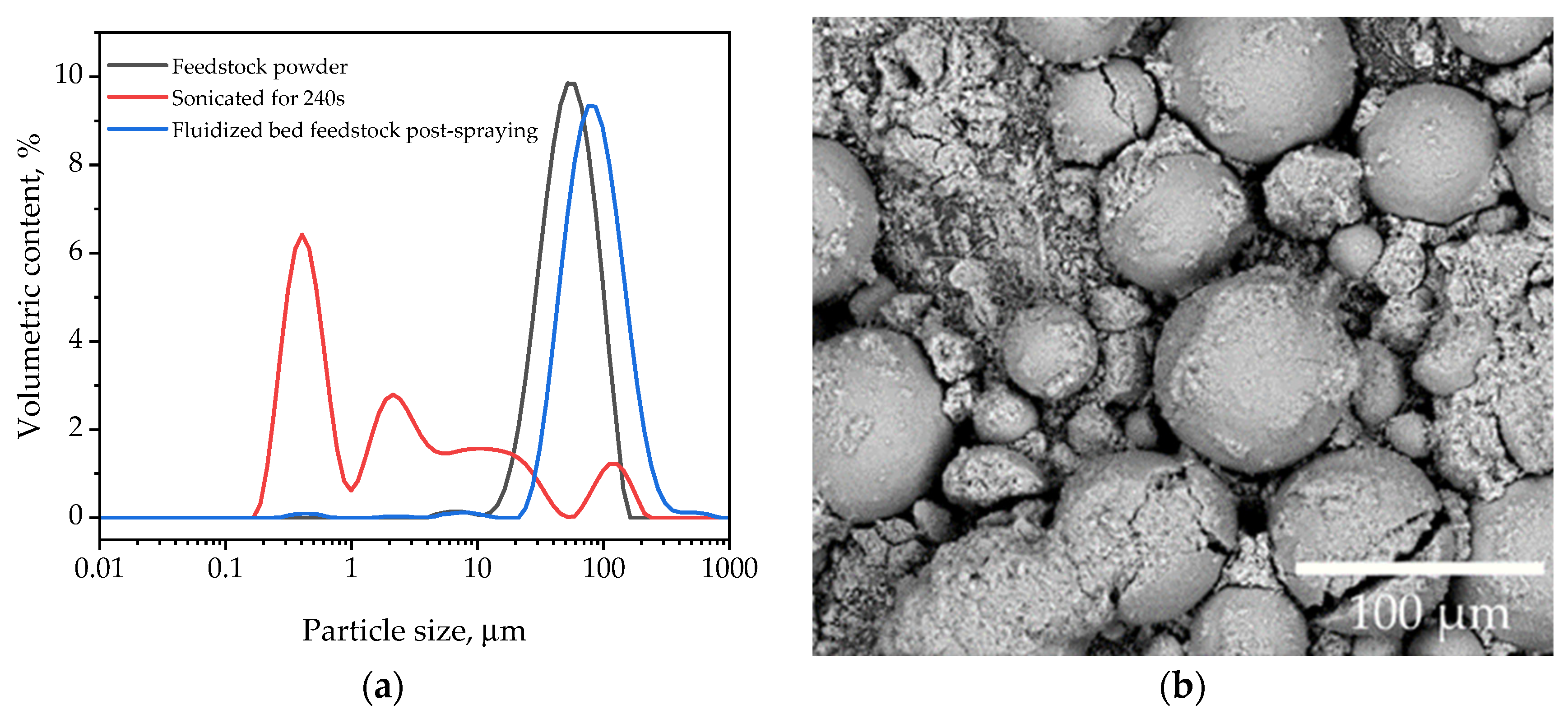
3.1. Feedstock Powder Characterization
3.2. Aerosol Deposition Process
3.3. Structural Analysis of Deposited and Annealed Coatings
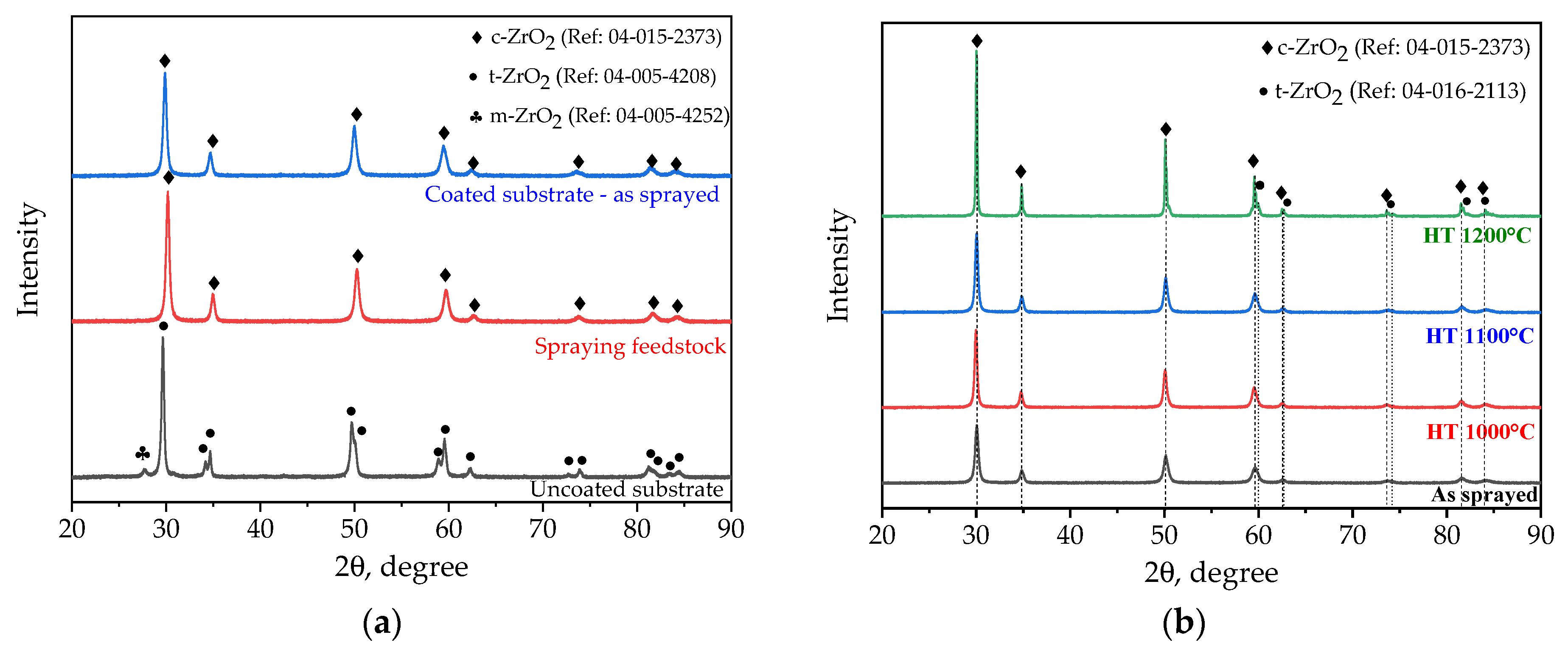
3.3.1. X-Ray Diffraction
3.3.2. Scanning Electron Microscopy
3.4. Mechanical Properties Assessment
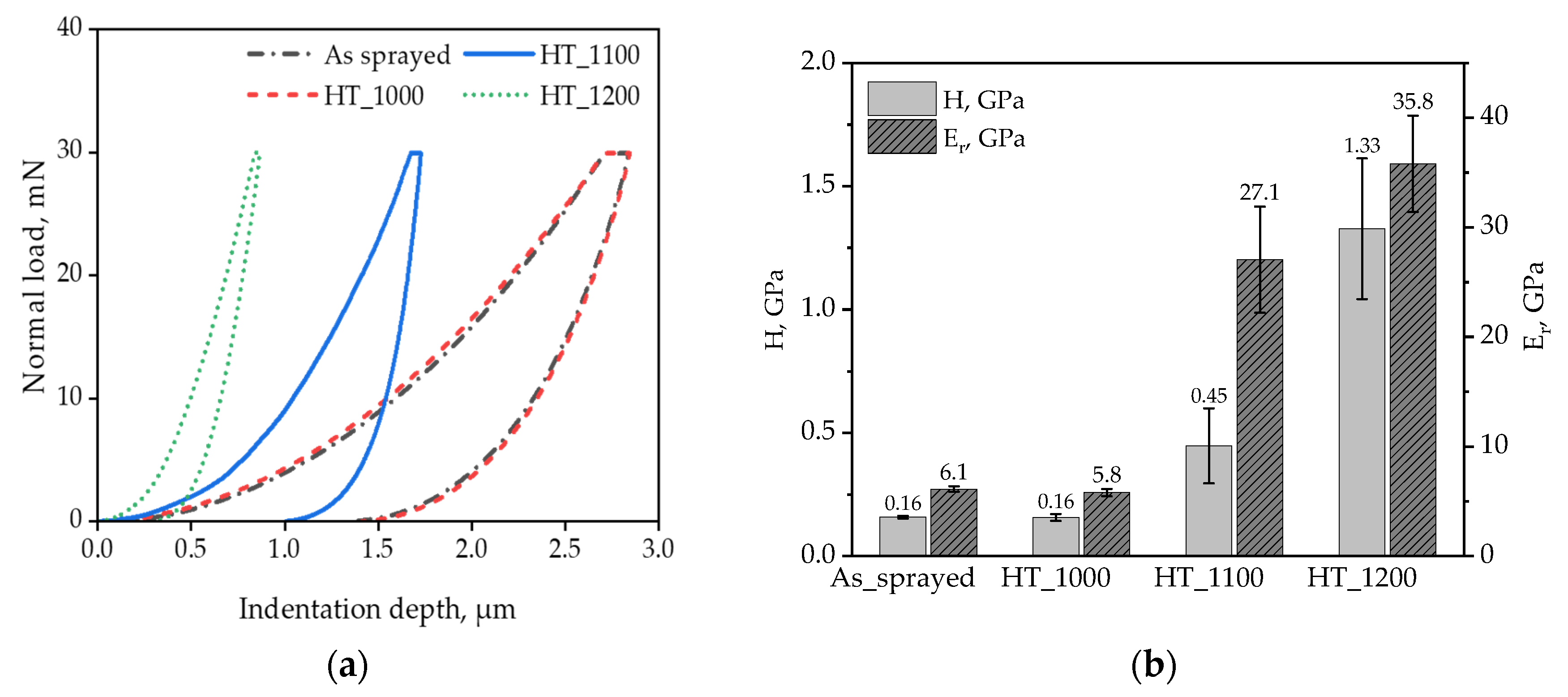
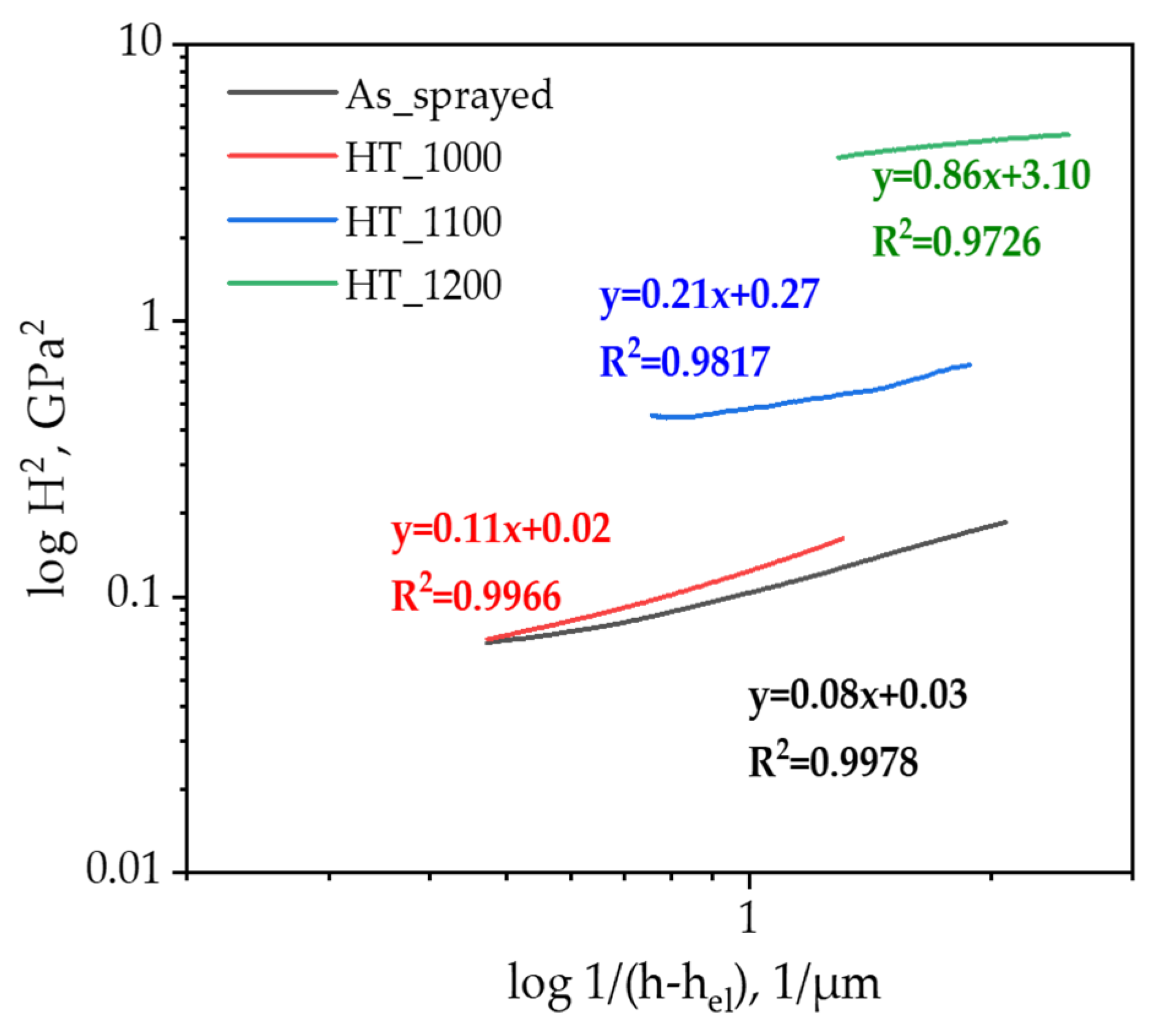
3.4.1. Indentation
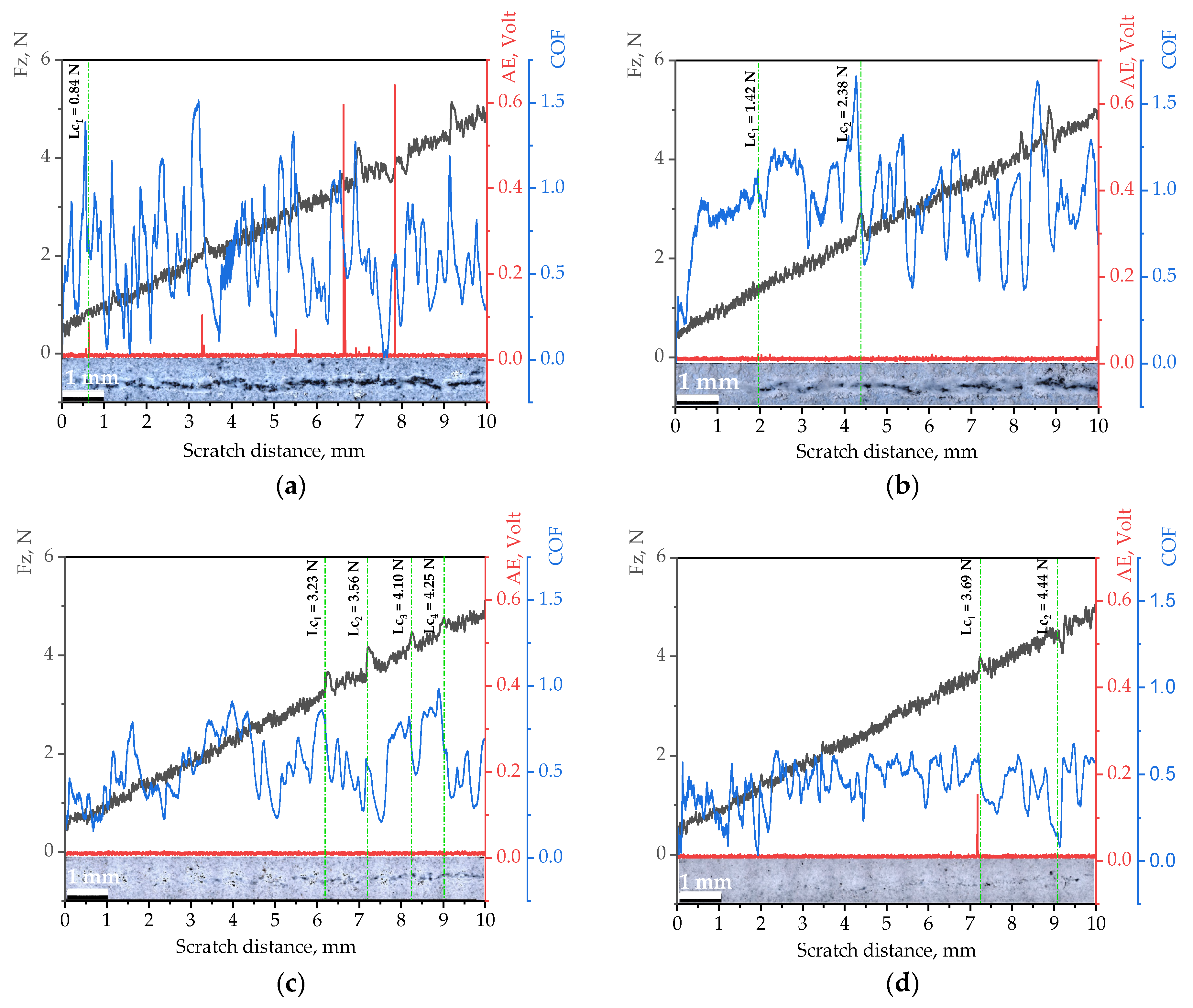
3.4.2. Scratch Tests
3.5. Flame Resistance Test
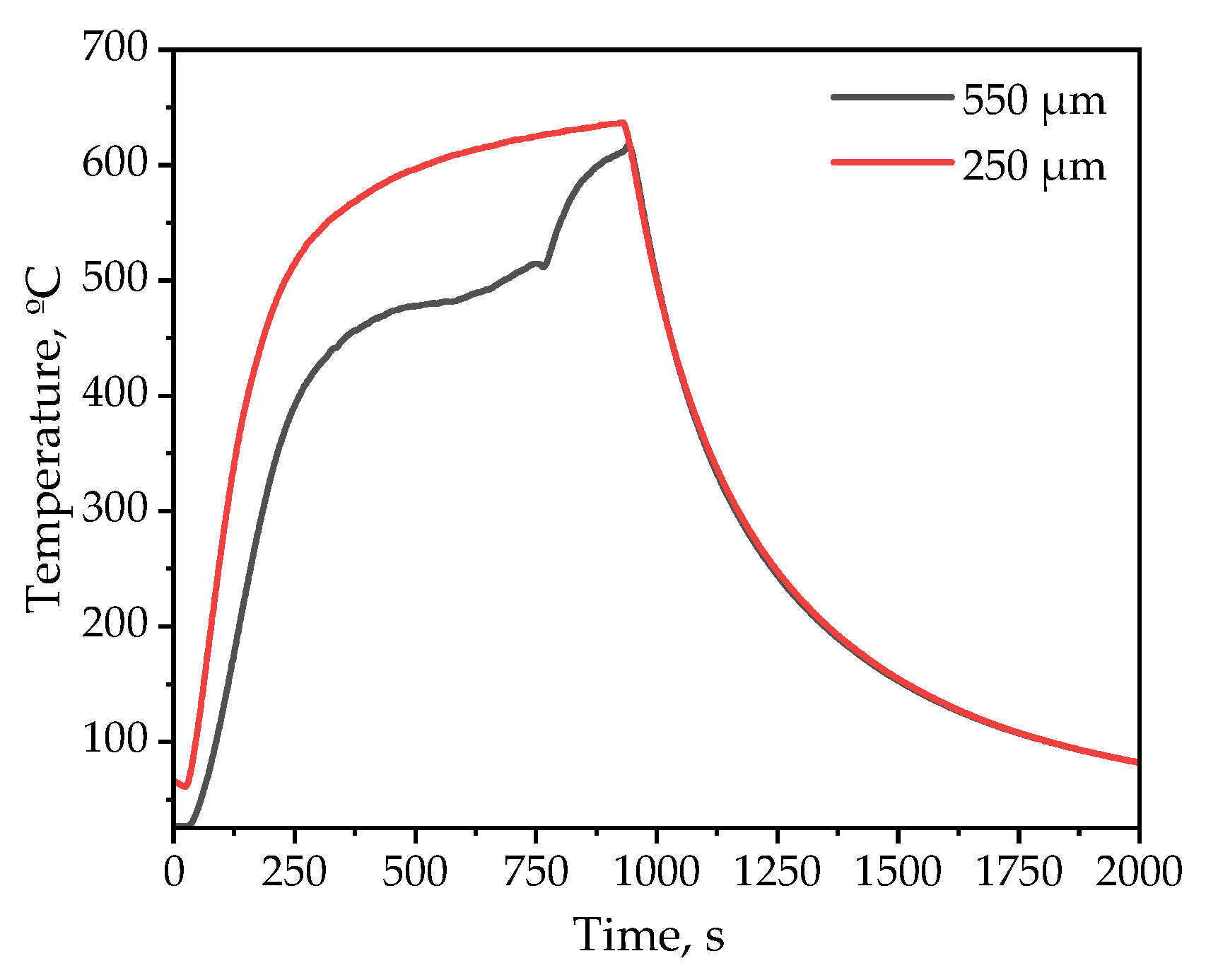
3.5.1. Heating–Cooling Curves
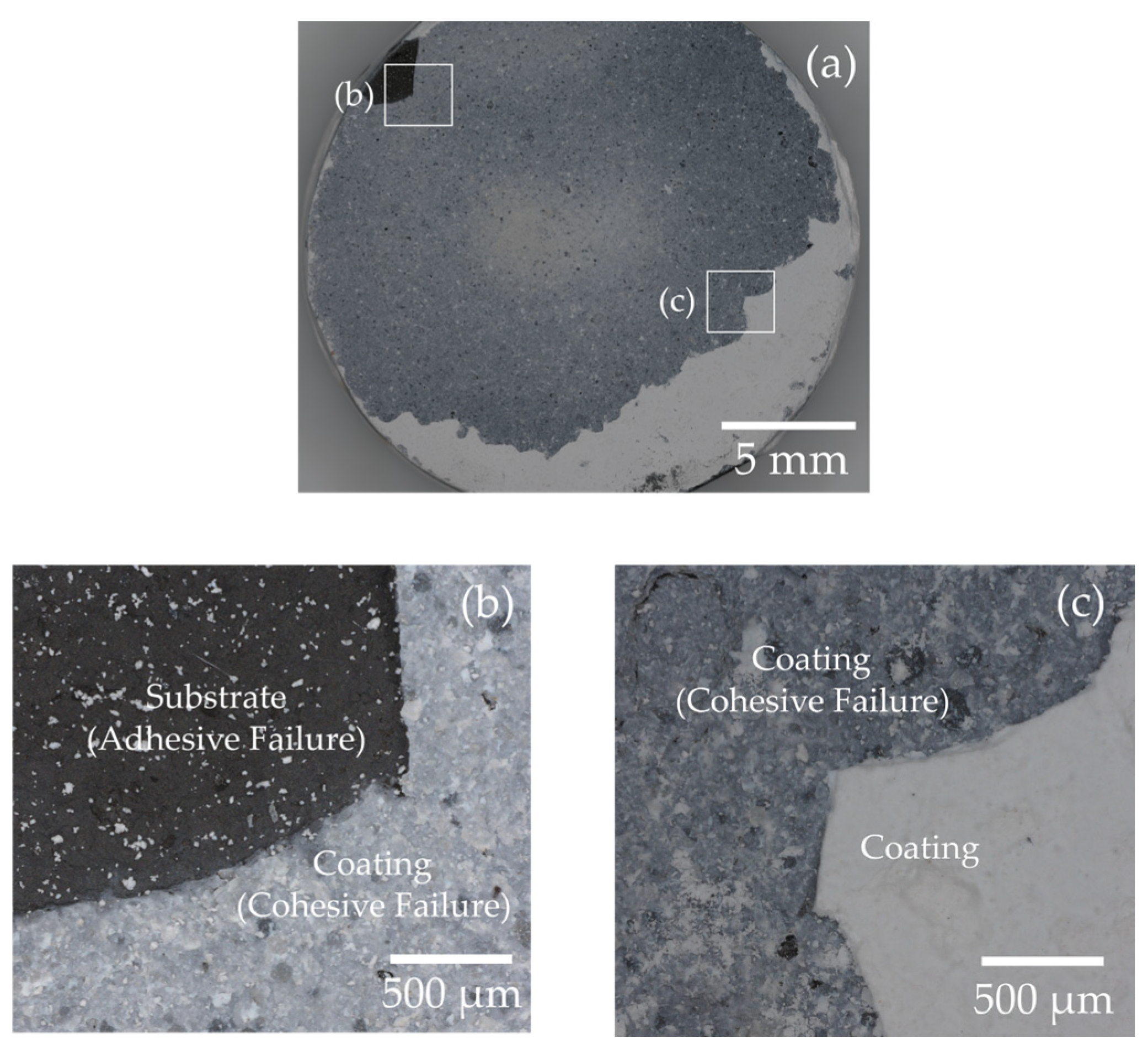
3.5.2. Flame-Tested Surface Cross-Sections
3.6. Coating of Shell-Shaped 3YSZ-CNT Composite
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mondal, K.; Nuñez, L., III; Downey, C.M.; van Rooyen, I.J. Thermal Barrier Coatings Overview: Design, Manufacturing, and Applications in High-Temperature Industries. Ind. Eng. Chem. Res. 2021, 60, 6061–6077. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. Thermal Barrier Coatings—A State of the Art Review. Met. Mater. Int. 2021, 27, 1947–1968. [Google Scholar] [CrossRef]
- Godiganur, V.S.; Nayaka, S.; Kumar, G.N. Thermal barrier coating for diesel engine application—A review. Mater. Today Proc. 2021, 45, 133–137. [Google Scholar] [CrossRef]
- Gonzalez-Julian, J.; Mauer, G.; Sebold, D.; Mack, D.E.; Vassen, R. Cr2AlC MAX phase as bond coat for thermal barrier coatings: Processing, testing under thermal gradient loading, and future challenges. J. Am. Ceram. Soc. 2020, 103, 2362–2375. [Google Scholar] [CrossRef]
- Zhang, L.; Luo, F.; Zhou, Y.; Nan, H.; Zhang, Q.; Wang, C.; Qing, Y.; Chen, Q. Plasma sprayed TBCs with controlled intra-splat spherical pores and enhanced blocking of radiative heat transfer. J. Eur. Ceram. Soc. 2024, 44, 3099–3111. [Google Scholar] [CrossRef]
- Kulyk, V.; Duriagina, Z.; Kostryzhev, A.; Vasyliv, B.; Vavrukh, V.; Marenych, O. The Effect of Yttria Content on Microstructure, Strength, and Fracture Behavior of Yttria-Stabilized Zirconia. Materials 2022, 15, 5212. [Google Scholar] [CrossRef]
- Kumar, A.; Moledina, J.; Liu, Y.; Chen, K.; Patnaik, P.C. Nano-Micro-Structured 6%–8% YSZ Thermal Barrier Coatings: A Comprehensive Review of Comparative Performance Analysis. Coatings 2021, 11, 1474. [Google Scholar] [CrossRef]
- Xue, Z.; Zhu, Y.; Yu, H.; Shi, M.; Liu, X.; Zhang, S. Nano-agglomerated powder and thermal shock cycling property of 8YSZ nano-structured thermal barrier coating. Surf. Coat. Technol. 2022, 433, 128173. [Google Scholar] [CrossRef]
- Zhou, F.; Deng, C.; Wang, Y.; Liu, M.; Wang, L.; Wang, Y.; Zhang, X. Characterization of multi-scale synergistic toughened nanostructured YSZ thermal barrier coatings: From feedstocks to coatings. J. Eur. Ceram. Soc. 2020, 40, 1443–1452. [Google Scholar] [CrossRef]
- Pakseresht, A.; Sharifianjazi, F.; Esmaeilkhanian, A.; Bazli, L.; Reisi Nafchi, M.; Bazli, M.; Kirubaharan, K. Failure mechanisms and structure tailoring of YSZ and new candidates for thermal barrier coatings: A systematic review. Mater. Des. 2022, 222, 111044. [Google Scholar] [CrossRef]
- Lima, R.S.; Marple, B.R. Thermal Spray Coatings Engineered from Nanostructured Ceramic Agglomerated Powders for Structural, Thermal Barrier and Biomedical Applications: A Review. J. Therm. Spray Technol. 2007, 16, 40–63. [Google Scholar] [CrossRef]
- Shinoda, K.; Gärtner, F.; Lee, C.; Dolatabadi, A. Kinetic Spraying of Brittle Materials: From Layer Formation to Applications in Aerosol Deposition and Cold Gas Spraying. J. Therm. Spray Technol. 2021, 30, 471–479. [Google Scholar]
- Manabe, K.; Echigo, M.; Tsuda, Y.; Minami, K.; Akedo, J.; Ohnishi, H. Formation of Dense Yttria-Stabilized Zirconia Thin Film by Aerosol Deposition Method for Metal-Supported Solid Oxide Fuel Cell Applications. J. Chem. Eng. Jpn. 2023, 56, 2261771. [Google Scholar] [CrossRef]
- Exner, J.; Kita, J.; Moos, R. In- and through-plane conductivity of 8YSZ films produced at room temperature by aerosol deposition. J. Mater. Sci. 2019, 54, 13619–13634. [Google Scholar] [CrossRef]
- Mishra, T.P.; Singh, R.; Mücke, R.; Malzbender, J.; Bram, M.; Guillon, O.; Vaßen, R. Influence of Process Parameters on the Aerosol Deposition (AD) of Yttria-Stabilized Zirconia Particles. J. Therm. Spray Technol. 2020, 30, 488–502. [Google Scholar] [CrossRef]
- Donker, N.; Schonauer-Kamin, D.; Moos, R. Mixed-Potential Ammonia Sensor Based on a Dense Yttria-Stabilized Zirconia Film Manufactured at Room Temperature by Powder Aerosol Deposition. Sensors 2024, 24, 811. [Google Scholar] [CrossRef]
- Bierschenk, S.G.; Kovar, D. A nozzle design for mitigating particle slowing in the bow shock region during micro-cold spray of 8 YSZ films. J. Aerosol Sci. 2024, 179, 106360. [Google Scholar] [CrossRef]
- Song, X.; Ding, Y.; Zhang, J.; Jiang, C.; Liu, Z.; Lin, C.; Zheng, W.; Zeng, Y. Thermophysical and mechanical properties of cubic, tetragonal and monoclinic ZrO2. J. Mater. Res. Technol. 2023, 23, 648–655. [Google Scholar] [CrossRef]
- Kubicki, G.; Leshchynsky, V.; Elseddawy, A.; Wiśniewska, M.; Maev, R.G.; Jakubowicz, J.; Sulej-Chojnacka, J. Microstructure and Properties of Hydroxyapatite Coatings Made by Aerosol Cold Spraying–Sintering Technology. Coatings 2022, 12, 535. [Google Scholar] [CrossRef]
- Wiśniewska, M.; Laptev, A.M.; Marczewski, M.; Krzyżaniak, W.; Leshchynsky, V.; Celotti, L.; Szybowicz, M.; Garbiec, D. Towards homogeneous spark plasma sintering of complex-shaped ceramic matrix composites. J. Eur. Ceram. Soc. 2024, 44, 7139–7148. [Google Scholar] [CrossRef]
- Mahajan, A.; Kingon, A.; Kukovecz, Á.; Konya, Z.; Vilarinho, P.M. Studies on the thermal decomposition of multiwall carbon nanotubes under different atmospheres. Mater. Lett. 2013, 90, 165–168. [Google Scholar] [CrossRef]
- Hanft, D.; Exner, J.; Schubert, M.; Stöcker, T.; Fuierer, P.; Moos, R. An Overview of the Aerosol Deposition Method: Process Fundamentals and New Trends in Materials Applications. J. Ceram. Sci. Technol. 2015, 6, 147–182. [Google Scholar] [CrossRef]
- Rietveld, H. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Nix, W.D.; Gao, H. Indentation size effects in crystalline materials: A law for strain gradient plasticity. J. Mech. Phys. Solids 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Ivanov, E.; Batakaliev, T.; Kotsilkova, R.; Otto, M.; Neumaier, D. Study on the Adhesion Properties of Graphene and Hexagonal Boron Nitride Monolayers in Multilayered Micro-devices by Scratch Adhesion Test. J. Mater. Eng. Perform. 2021, 30, 5673–5681. [Google Scholar] [CrossRef]
- Wang, L.-S.; Zhou, H.-F.; Zhang, K.-J.; Wang, Y.-Y.; Li, C.-X.; Luo, X.-T.; Yang, G.-J.; Li, C.-J. Effect of the powder particle structure and substrate hardness during vacuum cold spraying of Al2O3. Ceram. Int. 2017, 43, 4390–4398. [Google Scholar] [CrossRef]
- Daneshian, B.; Gaertner, F.; Assadi, H.; Hoeche, D.; Weber, W.; Klassen, T. Size Effects of Brittle Particles in Aerosol Deposition—Molecular Dynamics Simulation. J. Therm. Spray Technol. 2021, 30, 503–522. [Google Scholar] [CrossRef]
- Mazlan, M.R.; Jamadon, N.H.; Rajabi, A.; Sulong, A.B.; Mohamed, I.F.; Yusof, F.; Jamal, N.A. Necking mechanism under various sintering process parameters—A review. J. Mater. Res. Technol. 2023, 23, 2189–2201. [Google Scholar] [CrossRef]
- Yin, J.; Wang, C.; Zheng, H.; Zhang, L.; Zhang, M.; Ma, X.; Shen, T.; Zhang, W.; Weng, X.; Jiang, S.; et al. Power controlled microstructure and infrared properties of air plasma spraying based on YSZ coatings. Surf. Coat. Technol. 2021, 426, 127768. [Google Scholar] [CrossRef]
- Garbiec, D.; Leshchynsky, V.; Colella, A.; Matteazzi, P.; Siwak, P. Structure and Deformation Behavior of Ti-SiC Composites Made by Mechanical Alloying and Spark Plasma Sintering. Materials 2019, 12, 1276. [Google Scholar] [CrossRef] [PubMed]
- Sun, W.; Tan, A.W.; Wu, K.; Yin, S.; Yang, X.; Marinescu, I.; Liu, E. Post-Process Treatments on Supersonic Cold Sprayed Coatings: A Review. Coatings 2020, 10, 123. [Google Scholar] [CrossRef]
- Fiedler, T.; Rösler, J.; Bäker, M. A new Metallic Thermal Barrier Coating System for Rocket Engines: Failure Mechanisms and Design Guidelines. J. Therm. Spray Technol. 2019, 28, 1402–1419. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spraying Parameter | Value |
|---|---|
| Vacuum chamber pressure during spraying | 0.2 mbar |
| Aerosol gas type | Nitrogen |
| Aerosol gas flow | 2.5–4 L/min |
| Sample traverse speed | 2.5 mm/s |
| Nozzle standoff distance | 10 mm |
| Process temperature | Room temperature |
| Powder | As-Sprayed | HT1000 | HT1100 | HT1200 | |
|---|---|---|---|---|---|
| Lattice parameter [Å] | 5.139 ± 0.001 | 5.132 ± 0.001 | 5.136 ± 0.001 | 5.137 ± 0.001 | 5.138 ± 0.001 |
| Microstrain [%] | 0.355 ± 0.001 | 0.412 ± 0.001 | 0.258 ± 0.001 | 0.097 ± 0.001 | 0.066 ± 0.001 |
| Crystallite size [Å] | 329.2 ± 1.7 | 346.1 ± 2.1 | 392.6 ± 1.8 | 1924.0 ± 61.3 | 4480.7 ± 536.3 |
| As-Sprayed | HT1000 | HT1100 | HT1200 | |
|---|---|---|---|---|
| Critical Load (P/Lc) | 0.84 N | 1.42 N | 3.23 N | 3.69 N |
| 2.38 N | 3.56 N | 4.44 N | ||
| 4.10 N | ||||
| 4.25 N | ||||
| Scratch width (w) | 0.23 mm | 0.21 mm | 0.09 mm | 0.09 mm |
| 0.23 mm | 0.15 mm | 0.14 mm | ||
| 0.18 mm | ||||
| 0.13 mm | ||||
| Scratch hardness (HSp) | 5.05 MPa | 10.25 MPa | 126.93 MPa | 145.01 MPa |
| 14.32 MPa | 50.36 MPa | 72.11 MPa | ||
| 40.28 MPa | ||||
| 80.05 MPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wiśniewska, M.; Kubicki, G.; Marczewski, M.; Leshchynsky, V.; Celotti, L.; Szybowicz, M.; Garbiec, D. Aerosol-Deposited 8YSZ Coating for Thermal Shielding of 3YSZ/CNT Composites. Coatings 2024, 14, 1186. https://doi.org/10.3390/coatings14091186
Wiśniewska M, Kubicki G, Marczewski M, Leshchynsky V, Celotti L, Szybowicz M, Garbiec D. Aerosol-Deposited 8YSZ Coating for Thermal Shielding of 3YSZ/CNT Composites. Coatings. 2024; 14(9):1186. https://doi.org/10.3390/coatings14091186
Chicago/Turabian StyleWiśniewska, Maria, Grzegorz Kubicki, Mateusz Marczewski, Volf Leshchynsky, Luca Celotti, Mirosław Szybowicz, and Dariusz Garbiec. 2024. "Aerosol-Deposited 8YSZ Coating for Thermal Shielding of 3YSZ/CNT Composites" Coatings 14, no. 9: 1186. https://doi.org/10.3390/coatings14091186
APA StyleWiśniewska, M., Kubicki, G., Marczewski, M., Leshchynsky, V., Celotti, L., Szybowicz, M., & Garbiec, D. (2024). Aerosol-Deposited 8YSZ Coating for Thermal Shielding of 3YSZ/CNT Composites. Coatings, 14(9), 1186. https://doi.org/10.3390/coatings14091186