

Influence of Laser Remelting on Creep Resistance in Ti-6Al-4V Alloy with Thermal Barrier Coating

 , , , and
, , , and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- In most of the tested samples, the laser-remelting treatment improving creep behavior and increasing creep life can be associated with thermal protection and greater oxidation resistance;
- The creep resistance was more significant at 600 °C, where the L-TBC sample reduced the steady-state creep rate by 50% and increased the creep lifetime by 20%;
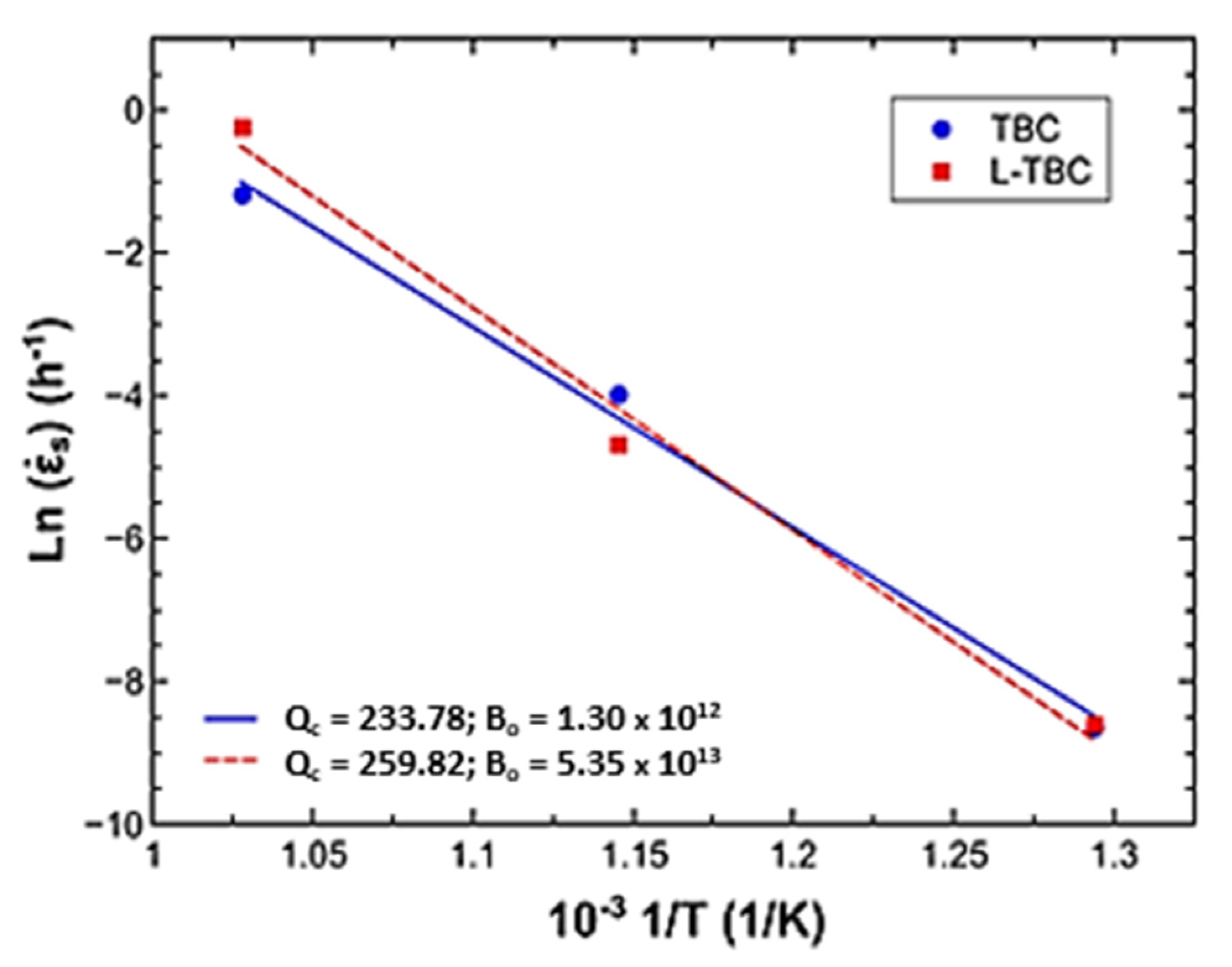
- The creep behavior can be described by the power law, and the creep activation energies found for TBC and L-TBC were 233.78 kJ/mol and 259.82 kJ/mol, respectively;
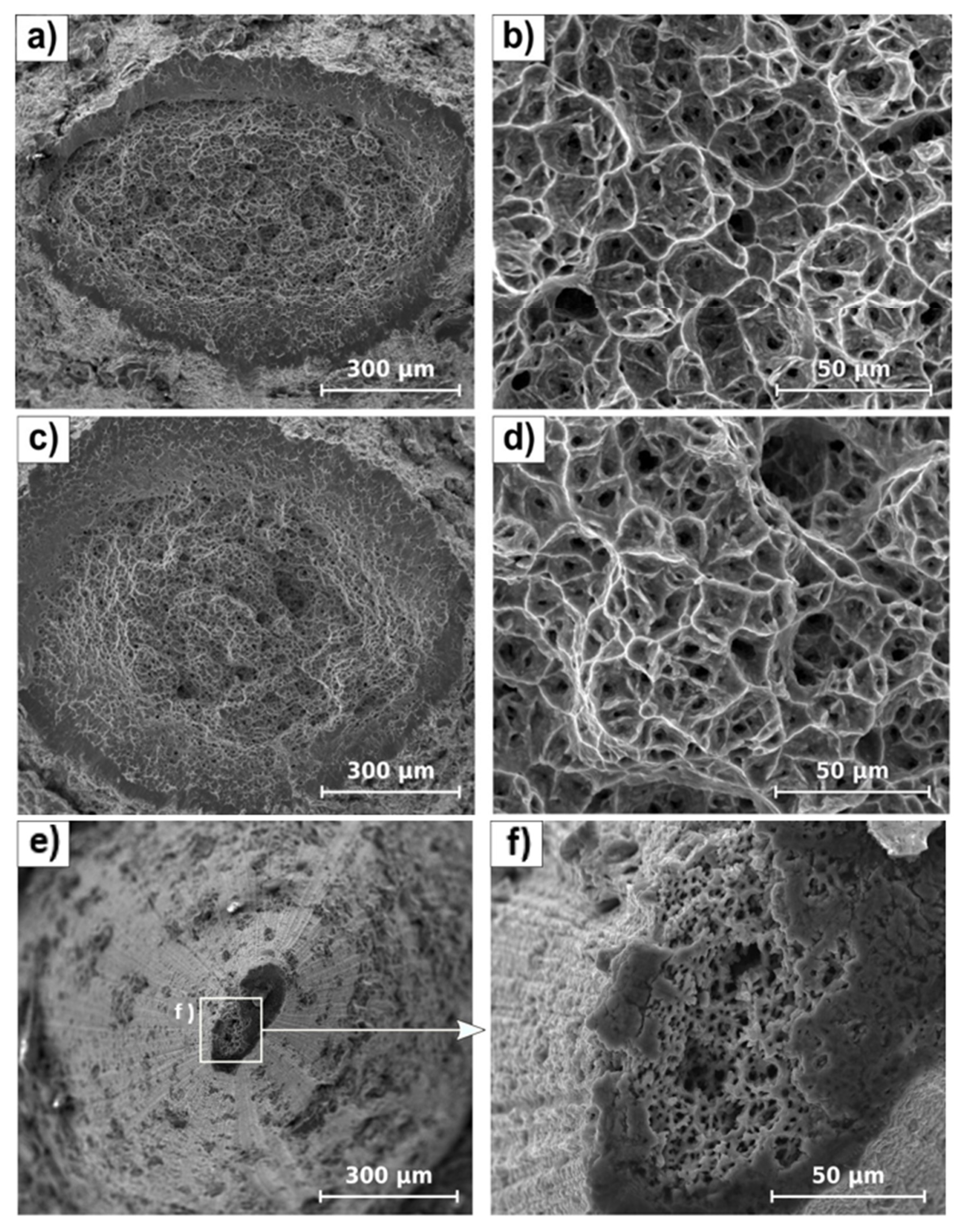
- The fractures show a cup-and-cone morphology and a surface formed by dimples, characteristic of ductile-type failure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Antunes, R.A.; Salvador, C.A.F.; Oliveira, M.C.L. Materials Selection of Optimized Titanium Alloys for Aircraft Applications. Mater. Res. 2018, 21, e20170979. [Google Scholar] [CrossRef]
- Vedrtnam, A.; Kalauni, K. A comprehensive review on high temperature alloys used in gas turbines. Int. J. Civ. Mech. Prod. Eng. 2016, 2, 2454–4272. [Google Scholar]
- Huo, J.; Sun, D.; Wu, H.; Wang, W.; Xue, L. Multi-axis low-cycle creep/fatigue life prediction of high-pressure turbine blades based on a new critical plane damage parameter. Eng. Fail. Anal. 2019, 106, 104159. [Google Scholar] [CrossRef]
- Gao, M.C.; Yeh, J.W.; Liaw, P.K.; Zhang, Y. High-Entropy Alloys; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Zhang, W.; Liaw, P.K.; Zhang, Y. Science and technology in high-entropy alloys. Sci. China Mater. 2018, 61, 2–22. [Google Scholar] [CrossRef]
- Viespoli, L.M.; Bressan, S.; Itoh, T.; Hiyoshi, N.; Prashanth, K.G.; Berto, F. Creep and high temperature fatigue performance of as build selective laser melted Ti-based 6Al-4V titanium alloy. Eng. Fail. Anal. 2020, 111, 04477. [Google Scholar] [CrossRef]
- Freitas, F.E.; Briguente, F.P.; Reis, A.G.; de Vasconcelos, G.; Reis, D.A.P. Investigation on the microstructure and creep behavior of laser remelted thermal barrier coating. Surf. Coat. Technol. 2019, 369, 257–264. [Google Scholar] [CrossRef]
- Takahashi, R.J.; Assis, J.M.K.; Neto, F.P.; Reis, D.A.P. Thermal conductivity study of ZrO2-YO1.5-NbO2.5 TBC. J. Mater. Res. Technol.-JMRT 2022, 19, 4932–4938. [Google Scholar] [CrossRef]
- Doleker, K.; Odabaş, O.; Ozgurluk, Y.; Asgarov, K.; Karaoglanli, A. Effect of high temperature oxidation on Inconel 718 and Inconel 718/YSZ/Gd2Zr2O7. Mater. Res. Express 2019, 6, 086456. [Google Scholar] [CrossRef]
- Evans, R.W.; Wilshire, B. Introduction to Creep; Institute of Materials: London, UK, 1993. [Google Scholar]
- Fang, X.; Liu, Y.; Shao, Y.; Xu, H.; Yang, F. Forging Temperature Effects on Crack Tip Creep Behaviour of Hot Hammer Forged Ti-6Al-4V Alloy. Adv. Mater. Sci. Eng. 2023, 2023, 4414502. [Google Scholar] [CrossRef]
- Pellicotte, J.; Hossain, M.A.; Egan, A.J.; Mills, M.J.; Stewart, C.M.M. Rapid screening of creep resistance in additive manufactured Ti-6Al-4V alloy. Mater. Sci. Eng. A 2024, 913, 146999. [Google Scholar] [CrossRef]
- Ochonogor, O.F.; Akinlabi, E.T.; Nyembwe, D. A review on the effect of creep and microstructural change under elevated temperature of Ti6Al4V alloy for Turbine engine Application. Mater. Today Proc. 2017, 4, 250–256. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.; Agustina, B.; Marín, M. Experimental study for the effective and sustainable repair and maintenance of bars made of Ti-6Al-4V alloy. Application to the aeronautic industry. J. Clean. Prod. 2017, 164, 465–475. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Hijazi, F.; Roy, B.; Srinivasan, D.; Jayaram, V.; Kumar, P. Non-uniform mechanical behaviour of uniaxially rolled Ti–6Al–4V with micro-texture regions. Mater. Sci. Eng. A 2023, 869, 144813. [Google Scholar] [CrossRef]
- Li, W.; Yan, L.; Karnati, S.; Liou, F.; Newkirk, J.; Taminger, K.M.B.; Seufzer, W.J. Ti-Fe intermetallics analysis and control in joining titanium alloy and stainless steel by Laser Metal Deposition. J. Mater. Process. Technol. 2017, 242, 39–48. [Google Scholar] [CrossRef]
- Sahith, M.; Giridhara, G.; Kumar, R. Development and analysis of thermal barrier coatings on gas turbine blades—A Review. Mater. Today Proc. 2018, 5, 2746–2751. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Ozgurluk, Y.; Doleker, K.M. Comparison of microstructure and oxidation behavior of CoNiCrAlY coatings produced by APS, SSAPS, D-gun, HVOF and CGDS techniques. Vacuum 2020, 180, 109609. [Google Scholar] [CrossRef]
- Doleker, K.; Ozgurluk, Y.; Özkan, D.; Mesekiran, N.; Karaoglanli, A.C. Comparison of microstructures and oxidation behaviors of Ytria And magnesia stabilized zirconia thermal barrier coatings (TBC). Mater. Tehnol. 2018, 52, 315–322. [Google Scholar] [CrossRef]
- Doleker, K.; Ozgurluk, Y.; Ahlatci, H.; Karaoglanli, A. Evaluation of oxidation and thermal cyclic behavior of YSZ, Gd2Zr2O7 and YSZ/Gd2Zr2O7 TBCs. Surf. Coat. Technol. 2018, 371, 262–275. [Google Scholar] [CrossRef]
- Ozgurluk, Y.; Doleker, K.; Ahlatci, H.; Karaoglanli, A. Investigation of hot corrosion behavior of thermal barrier coating (TBC) systems with rare earth contents. Arab. J. Geosci. 2018, 11, 267. [Google Scholar] [CrossRef]
- Parlakyigit, S. Oxidation Behavior of NiCrYSZ Thermal Barrier Coatings (TBCs). Open Chem. 2018, 16, 876–881. [Google Scholar]
- Bakan, E.; Vaßen, R. Ceramic Top Coats of Plasma-Sprayed Thermal Barrier Coatings: Materials, Processes, and Properties. J. Therm. Spray Technol. 2017, 26, 992–1010. [Google Scholar] [CrossRef]
- Rajendran, R. Gas turbine coatings—An overview. Eng. Fail. Anal. 2012, 26, 355–369. [Google Scholar] [CrossRef]
- Vardelle, A.; Moreau, C.; Themelis, N.J.; Chazelas, C. A Perspective on Plasma Spray Technology. Plasma Chem. Plasma Process. 2015, 35, 491–509. [Google Scholar] [CrossRef]
- Caliari, F.R.; Miranda, F.S.; Reis, D.A.P.; Essiptchouk, A.M.; Filho, G.P. Supersonic Plasma Spray Deposition of CoNiCrAlY Coatings on Ti-6Al-4V Alloy. J. Therm. Spray Technol. 2017, 26, 880–889. [Google Scholar] [CrossRef]
- Antou, G.; Montavon, G.; Hlawka, F.; Cornet, A.; Coddet, C.; Machi, F. Modification of thermal barrier coating architecture by in situ laser remelting. J. Eur. Ceram. Soc. 2006, 26, 3583–3597. [Google Scholar] [CrossRef]
- Xu, S.Q.; Zhu, C.; Zhang, Y. Effects of Laser Remelting and Oxidation on NiCrAlY/8Y2O3-ZrO2 Thermal Barrier Coatings. J. Therm. Spray Technol. 2018, 27, 412–422. [Google Scholar] [CrossRef]
- Ahmadi-Pidani, R.; Shoja-Razavi, R.; Mozafarinia, R.; Jamali, H. Improving the hot corrosion resistance of plasma sprayed ceria–yttria stabilized zirconia thermal barrier coatings by laser surface treatment. Mater. Des. 2014, 57, 336–341. [Google Scholar] [CrossRef]
- Zhu, C.; Li, P.; Javed, A.; Liang, G.; Xiao, P. An investigation on the microstructure and oxidation behavior of laser remelted air plasma sprayed thermal barrier coatings. Surf. Coat. Technol. 2012, 206, 3739–3746. [Google Scholar] [CrossRef]
- Park, J.H.; Kim, J.S.; Lee, K.H.; Song, Y.S.; Kang, M.C. Effects of the laser treatment and thermal oxidation behavior of CoNiCrAlY/ZrO2–8wt%Y2O3 thermal barrier coating. J. Mater. Process. Technol. 2008, 201, 331–335. [Google Scholar] [CrossRef]
- Zhang, G.; Liang, Y.; Wu, Y.; Feng, Z.; Zhang, B.; Liu, F. Laser remelting of plasma sprayed thermal barrier coatings. J. Mater. Sci. Technol. 2001, 17, 105–110. [Google Scholar]
- Briguente, L.A.N.S.; Couto, A.A.; Guimarães, N.M.; Reis, D.A.P.; Moura Neto, C.; Barboza, M.J. Determination of Creep Parameters of Ti-6Al-4V with Bimodal and Equiaxed Microstructure. Defect Diffus. Forum 2012, 326–328, 520–524. [Google Scholar] [CrossRef]
- Reis, D.A.P.; Silva, C.R.M.; Nono, M.C.A.; Barboza, M.J.R.; Piorino-Neto, F.; Perez, E.A.C. Plasma-sprayed coatings for oxidation protection on creep of the Ti–6Al–4V alloy. Mater. High Temp. 2005, 22, 449–452. [Google Scholar] [CrossRef]
- Oliveira, A.C.; Oliveira, M.R.; Reis, D.A.P.; Carreri, F.C. Effect of nitrogen high temperature plasma based ion implantation on the creep behavior of Ti-6Al-4V alloy. Appl. Surf. Sci. 2014, 311, 239–244. [Google Scholar] [CrossRef]
- Briguente, F.P.; da Silva Briguente, L.A.N.; Reis, D.A.P.; da Silva, M.M. Comparative study of creep resistance of a Ti-6Al-4V alloy with metallic and ceramic coatings. Mater. Sci. Forum 2014, 802, 472–476. [Google Scholar] [CrossRef]
- ASTM E139; Standard Test Methods for Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM B265; Standard Specification for Titanium and Titanium Alloy Strip, Sheet, and Plate. ASTM International: West Conshohocken, PA, USA, 2015.
- Palehan, I.; Rosen, A. History dependent creep of Ti-6Al-4V alloy. Met. Sci. 1978, 12, 163–165. [Google Scholar] [CrossRef]
- ASTM E112; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2013.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | T (°C) | tp (h) | (1/h) | tr (h) | εf (mm/mm) |
|---|---|---|---|---|---|
| TBC | 500 | 27.30 | 0.0002 | 409.00 | 0.1922 |
| 600 | 0.21 | 0.0187 | 6.16 | 0.4092 | |
| 700 | 0.01 | 0.3050 | 0.25 | 0.2458 | |
| L-TBC | 500 | 30.00 | 0.0002 | 598.10 | 0.2723 |
| 600 | 0.52 | 0.0094 | 7.50 | 0.1990 | |
| 700 | 0.01 | 0.7893 | 0.21 | 0.4429 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
de Freitas, F.E.; da Silva, R.A.L.; Takahashi, R.J.; dos Reis, A.G.; Capella, A.G.; Reis, D.A.P. Influence of Laser Remelting on Creep Resistance in Ti-6Al-4V Alloy with Thermal Barrier Coating. Coatings 2025, 15, 220. https://doi.org/10.3390/coatings15020220
de Freitas FE, da Silva RAL, Takahashi RJ, dos Reis AG, Capella AG, Reis DAP. Influence of Laser Remelting on Creep Resistance in Ti-6Al-4V Alloy with Thermal Barrier Coating. Coatings. 2025; 15(2):220. https://doi.org/10.3390/coatings15020220
Chicago/Turabian Stylede Freitas, Filipe Estevão, Roberta Aguiar Luna da Silva, Renata Jesuina Takahashi, Adriano Gonçalves dos Reis, Aline Gonçalves Capella, and Danieli Aparecida Pereira Reis. 2025. "Influence of Laser Remelting on Creep Resistance in Ti-6Al-4V Alloy with Thermal Barrier Coating" Coatings 15, no. 2: 220. https://doi.org/10.3390/coatings15020220
APA Stylede Freitas, F. E., da Silva, R. A. L., Takahashi, R. J., dos Reis, A. G., Capella, A. G., & Reis, D. A. P. (2025). Influence of Laser Remelting on Creep Resistance in Ti-6Al-4V Alloy with Thermal Barrier Coating. Coatings, 15(2), 220. https://doi.org/10.3390/coatings15020220