Empirical-Statistical Study on the Relationship between Deposition Parameters, Process Variables, Deposition Rate and Mechanical Properties of a-C:H:W Coatings

Abstract
:
1. Introduction
2. Experimental Section
2.1. Specimens and Deposition Process
2.2. Coating Characterization
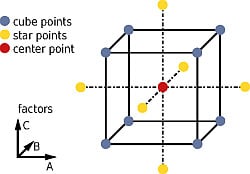
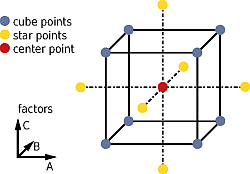
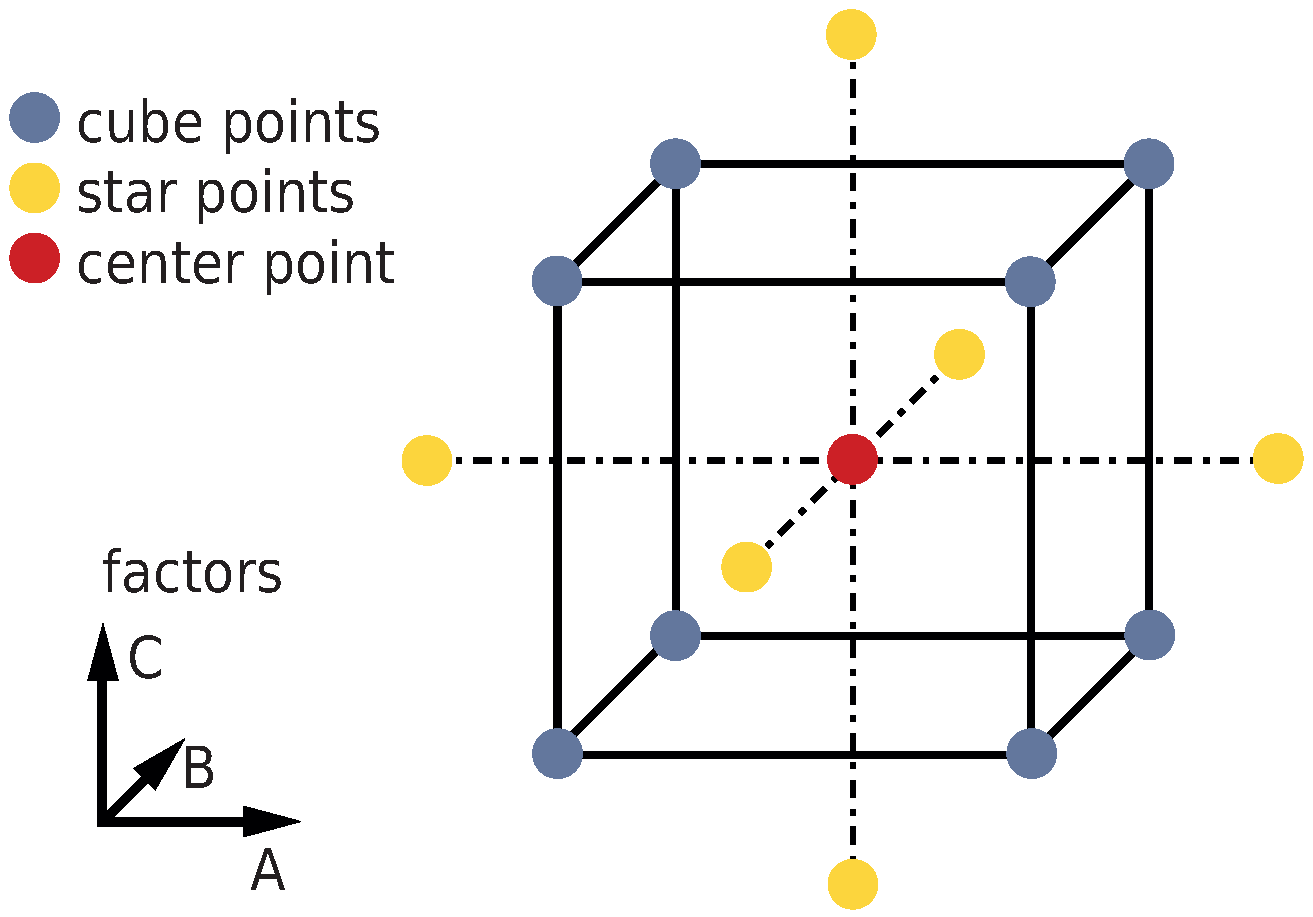
2.3. Design of Experiments and Statistical Methods


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Point type | A: (W) | B: (V) | C: ϕ(Ar) (sccm) | D: ϕ(C2H2) (sccm) |
|---|---|---|---|---|---|
| V01 | cube | 1,042 | 57 | 128 | 16 |
| V02 | cube | 1,358 | 57 | 128 | 16 |
| V03 | cube | 1,042 | 203 | 128 | 16 |
| V04 | cube | 1,358 | 203 | 128 | 16 |
| V05 | cube | 1,042 | 57 | 232 | 16 |
| V06 | cube | 1,358 | 57 | 232 | 16 |
| V07 | cube | 1,042 | 203 | 232 | 16 |
| V08 | cube | 1,358 | 203 | 232 | 16 |
| V09 | cube | 1,042 | 57 | 128 | 40 |
| V10 | cube | 1,358 | 57 | 128 | 40 |
| V11 | cube | 1,042 | 203 | 128 | 40 |
| V12 | cube | 1,358 | 203 | 128 | 40 |
| V13 | cube | 1,042 | 57 | 232 | 40 |
| V14 | cube | 1,358 | 57 | 232 | 40 |
| V15 | cube | 1,042 | 203 | 232 | 40 |
| V16 | cube | 1,358 | 203 | 232 | 40 |
| V17 | star | 903 | 130 | 180 | 28 |
| V18 | star | 1,480 | 130 | 180 | 28 |
| V19 | star | 1,200 | 1* | 180 | 28 |
| V20 | star | 1,200 | 259 | 180 | 28 |
| V21 | star | 1,200 | 130 | 88 | 28 |
| V22 | star | 1,200 | 130 | 272 | 28 |
| V23 | star | 1,200 | 130 | 180 | 7 |
| V24 | star | 1,200 | 130 | 180 | 49 |
| V25 | center | 1,200 | 130 | 180 | 28 |
| WC | reference | 1,200 | 130 | 180 | 0 |
3. Results
3.1. Measured Process Variables
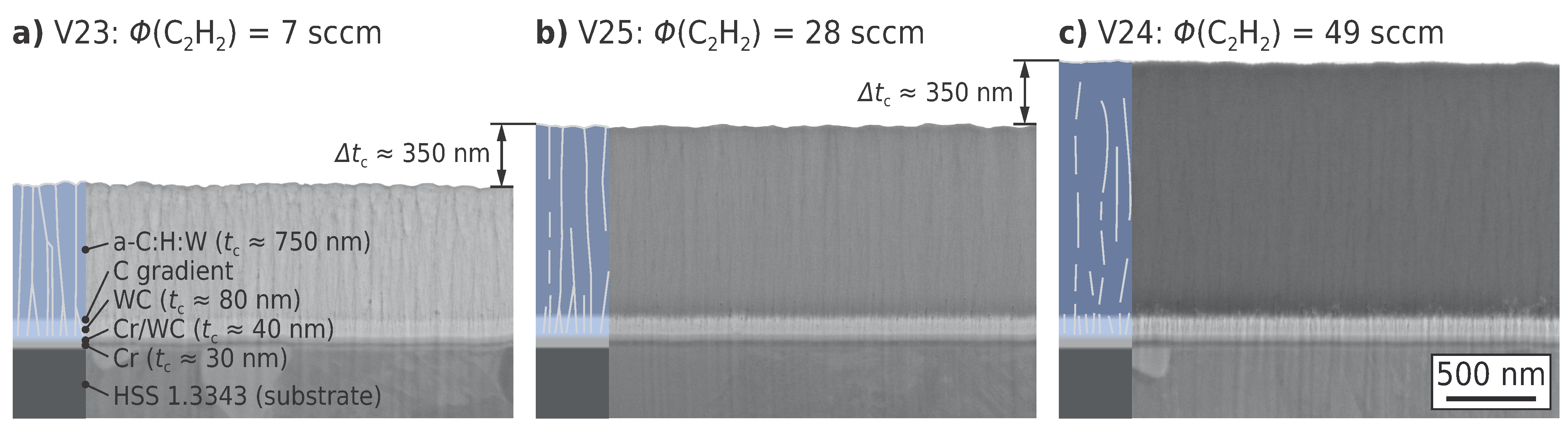
3.2. Architecture and Microstructure of the Coatings

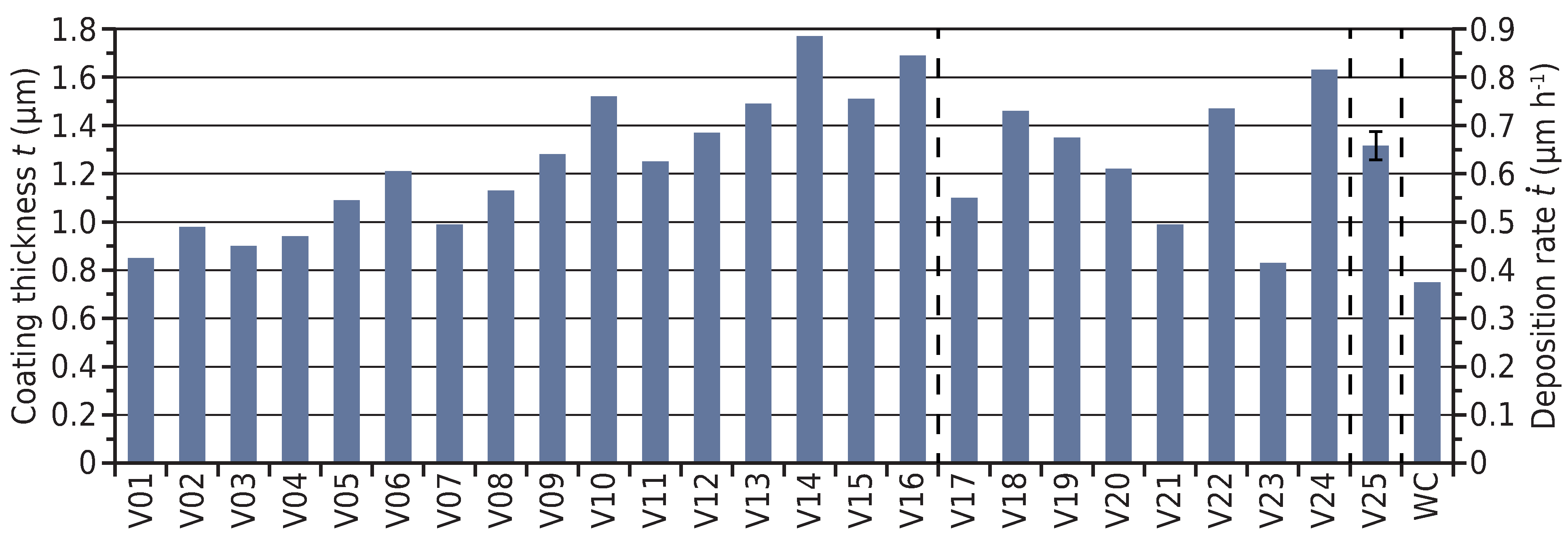
3.3. Deposition Rate

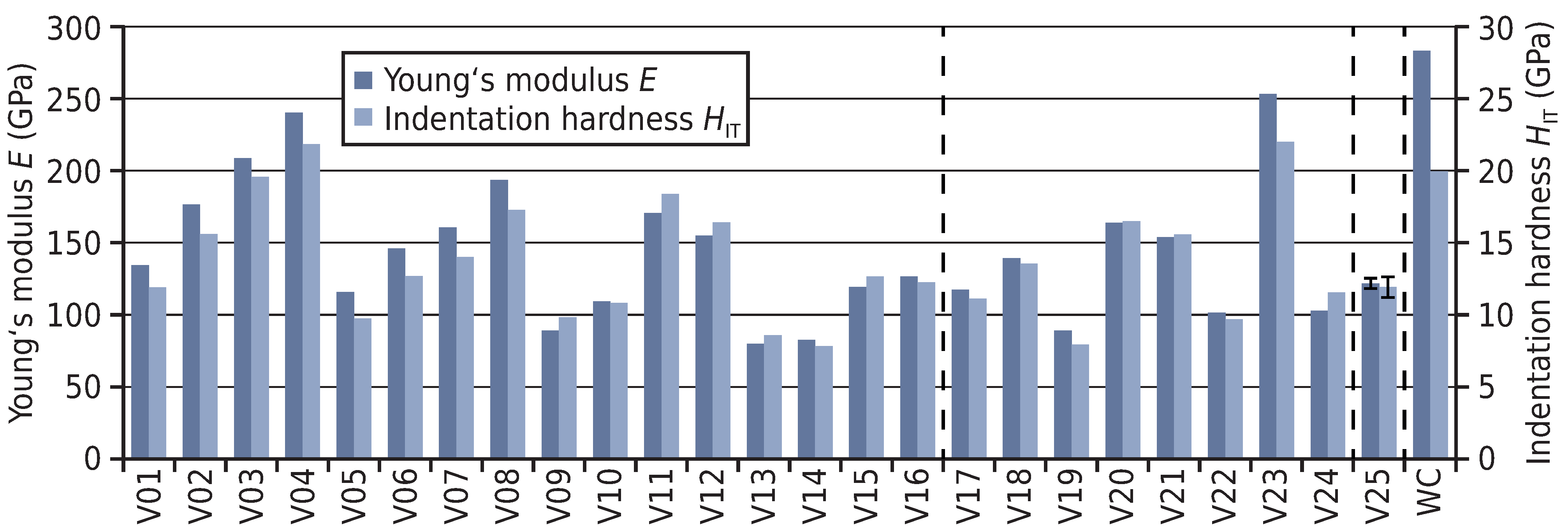
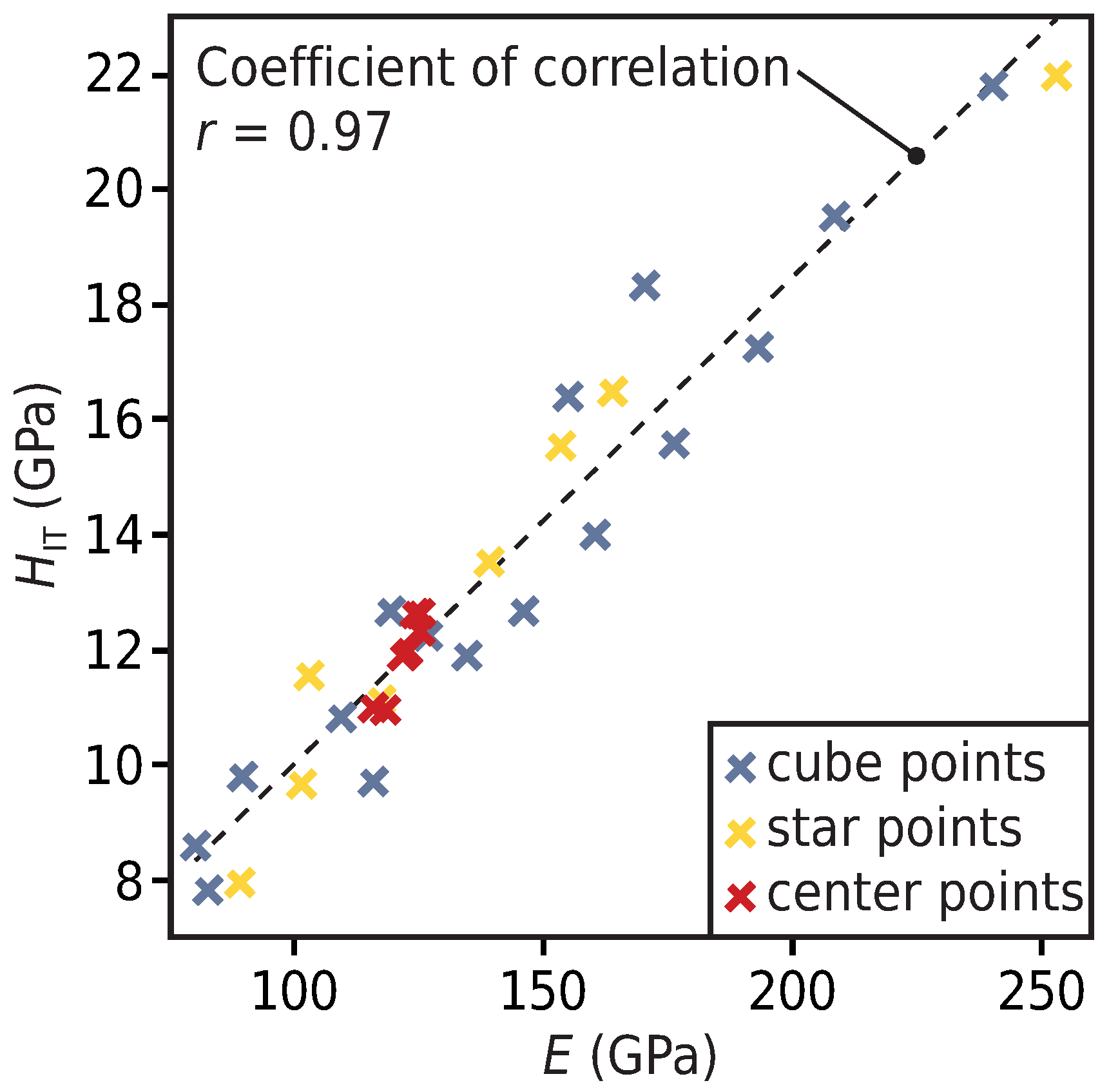
3.4. Mechanical Properties

4. Statistical Evaluation and Discussion
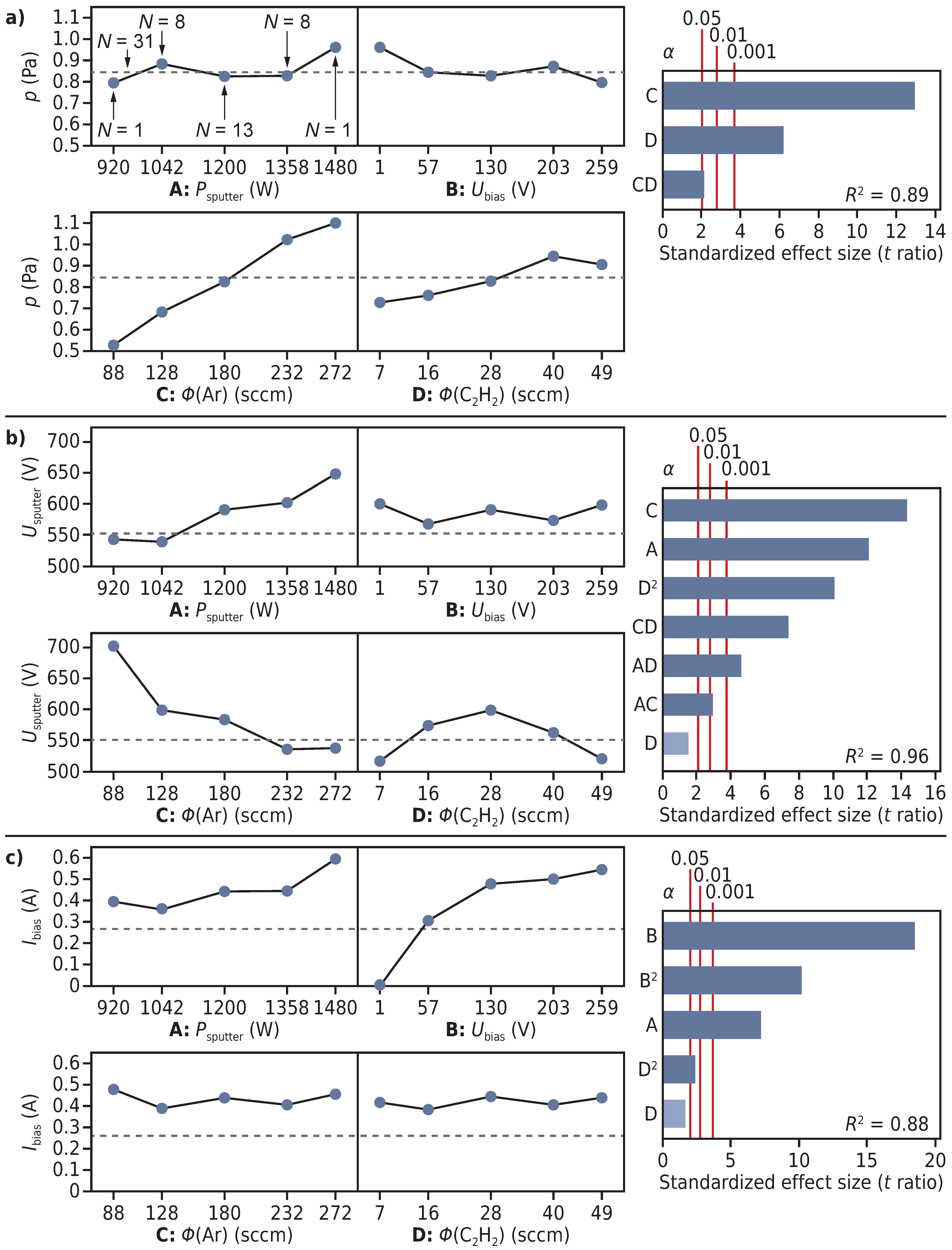
4.1. Measured Process Variables
4.1.1. Total Pressure

4.1.2. Sputtering Voltage
- a low argon flow rate ,
- a high sputtering power and/or
- a medium value of the ethine flow rate ,
4.1.3. Bias Current
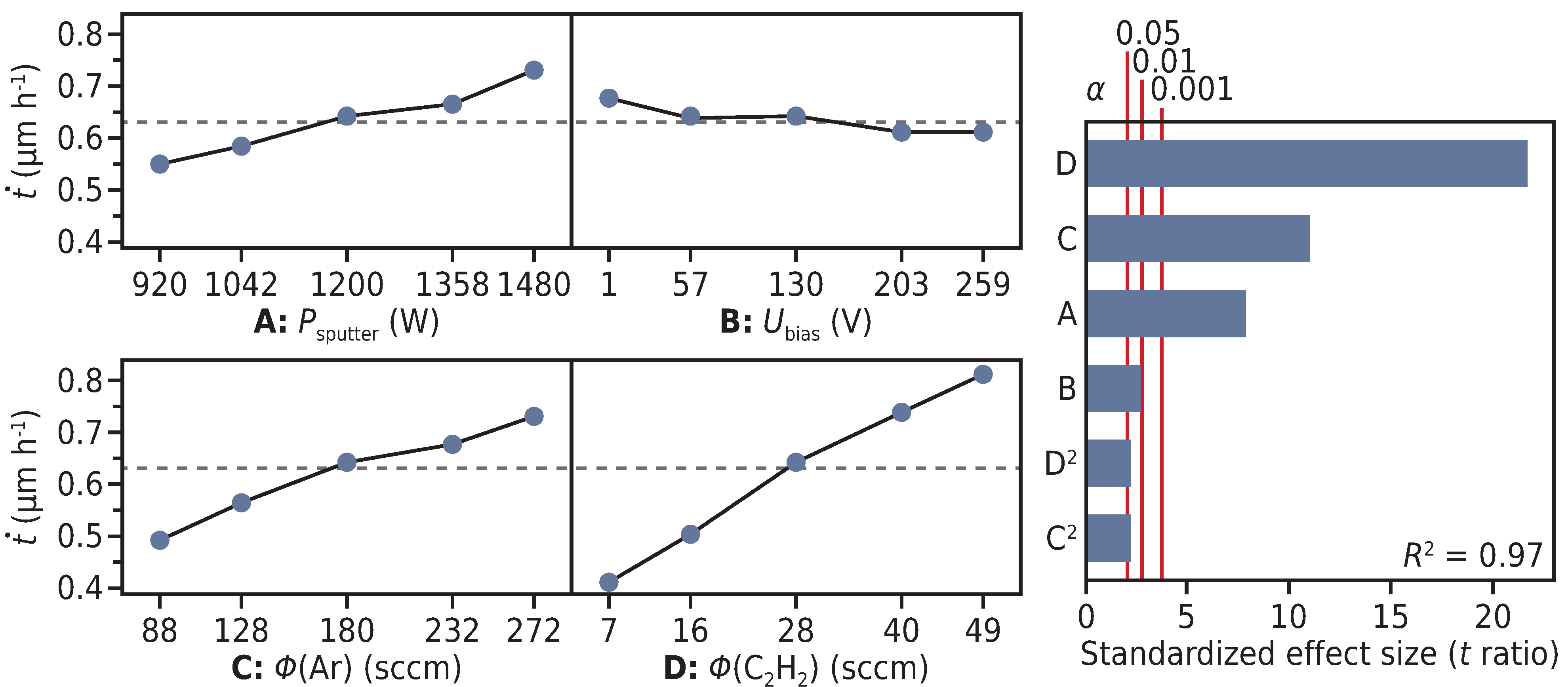
4.2. Deposition Rate

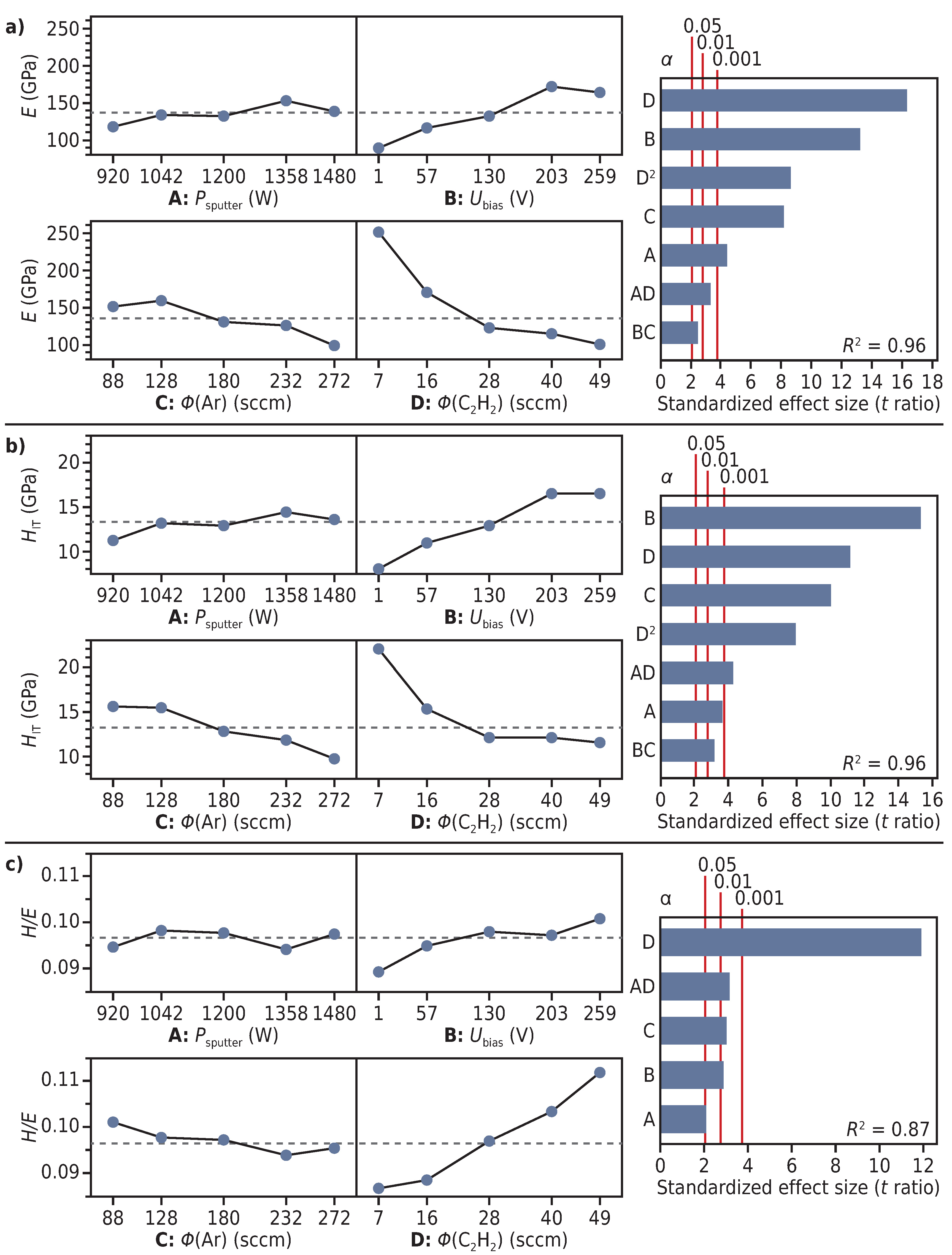
4.3. Young’s Modulus and Indentation Hardness

4.3.1. Effect of the Ethine Flow Rate
4.3.2. Effects of the Bias Voltage and the Argon Flow Rate
4.3.3. Effect of the Sputtering Power

4.4. Ratio
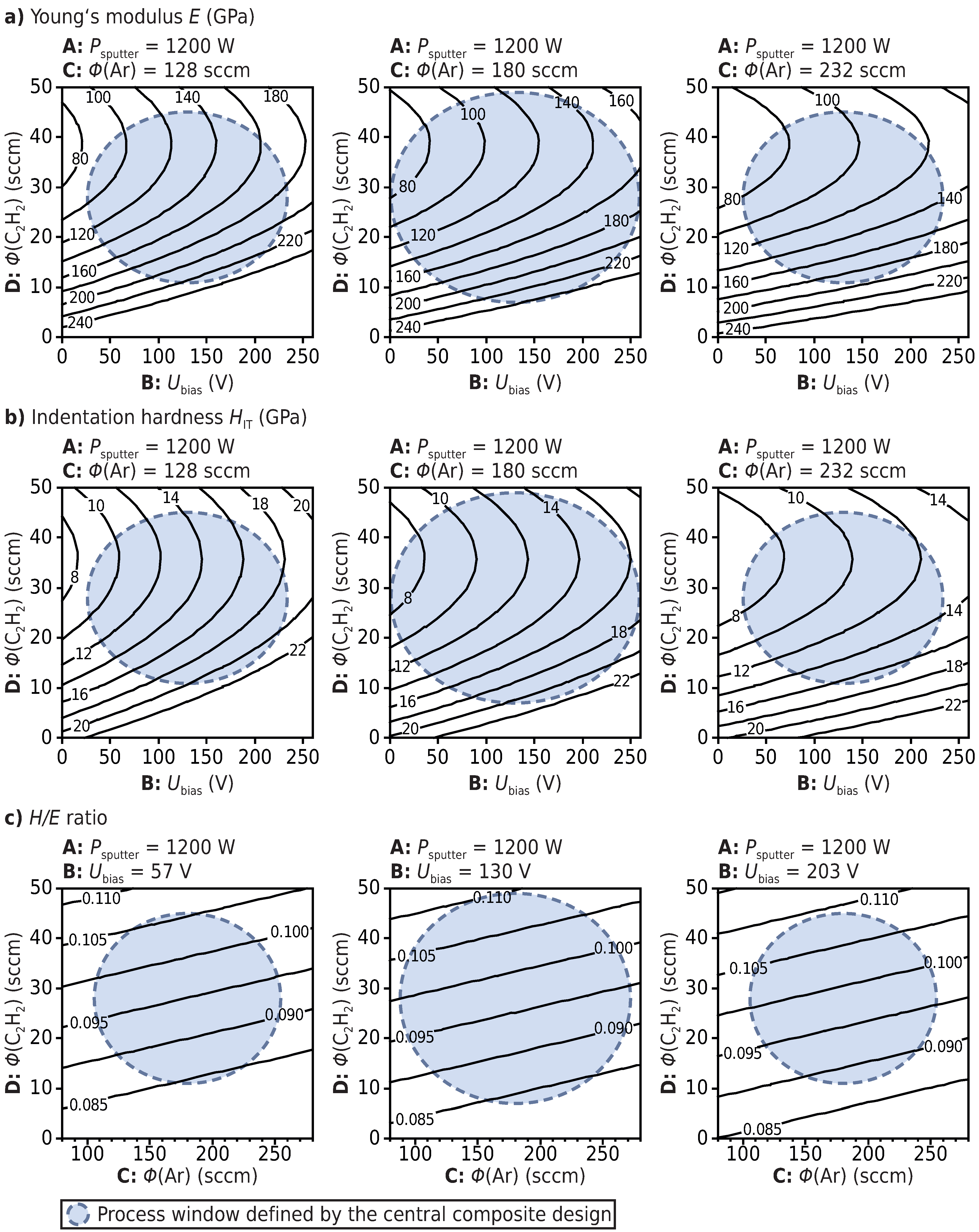
5. Graphical Summary of the Empirical-Statistical Relationships by Contour Line Plots

6. Conclusions
7. Outlook
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Association of German Engineers (VDI). VDI 2840. Carbon films; VDI: Düsseldorf, Germany, 2012. [Google Scholar]
- Donnet, C.; Erdemir, A. New horizon in the tribology of diamondlike carbon films. Surf. Eng. 2008, 24, 399–401. [Google Scholar] [CrossRef]
- Weber, M.; Bewilogua, K.; Thomsen, H.; Wittorf, R. Influence of different interlayers and bias voltage on the properties of a-C:H and a-C:H:Me coatings prepared by reactive d.c. magnetron sputtering. Surf. Coat. Technol. 2006, 201, 1576–1582. [Google Scholar] [CrossRef]
- Westergard, R.; Svahn, F.; Wiklund, U. Novel load-carrying layers to support low-friction PVD coatings. Surf. Coat. Technol. 2003, 176, 14–22. [Google Scholar] [CrossRef]
- Strondl, C.; Carvalho, N.M.; de Hosson, J.T.M.; Krug, T.G. Influence of energetic ion bombardment on W-C:H coatings deposited with W and WC targets. Surf. Coat. Technol. 2005, 200, 1142–1146. [Google Scholar] [CrossRef]
- Sánchez-López, J.C.; Fernández, A. Doping and alloying effects on DLC coatings. In Tribology of Diamond-Like Carbon Films; Donnet, C., Erdemir, A., Eds.; Springer: New York, NY, USA, 2008; pp. 311–338. [Google Scholar]
- Voevodin, A.A. Hard DLC growth and gnclusion in nanostructured wear-protective coatings. In Tribology of Diamond-Like Carbon Films; Donnet, C., Erdemir, A., Eds.; Springer: New York, NY, USA, 2008; pp. 263–281. [Google Scholar]
- Hetzner, H.; Schaufler, J.; Tremmel, S.; Durst, K.; Wartzack, S. Failure mechanisms of a hydrogenated amorphous carbon coating in load-scanning tests. Surf. Coat. Technol. 2012, 206, 4864–4871. [Google Scholar] [CrossRef]
- Hetzner, H.; Schaufler, J.; Tremmel, S.; Durst, K.; Wartzack, S. Failure mechanisms of a tungsten-modified hydrogenated amorphous carbon coating in load-scanning tests. Surf. Coat. Technol. 2012, 212, 46–54. [Google Scholar] [CrossRef]
- Bewilogua, K.; Cooper, C.V.; Specht, C.; Schröder, J.; Wittorf, R.; Grischke, M. Erratum to: “Effect of target material on deposition and properties of metal-containing DLC (Me-DLC) coatings”: [Surf. Coat. Technol. 127 (2000) 224-232]. Surf. Coat. Technol. 2000, 132, 275–283. [Google Scholar] [CrossRef]
- Czyżniewski, A.; Gulbiński, W.; Radnćzi, G.; Szerencsi, M.; Pancielejko, M. Microstructure and mechanical properties of W-C:H coatings deposited by pulsed reactive magnetron sputtering. Surf. Coat. Technol. 2011, 205, 4471–4479. [Google Scholar] [CrossRef]
- Pujada, B.R.; Janssen, G.C.A.M. Density, stress, hardness and reduced Young’s modulus of W-C:H coatings. Surf. Coat. Technol. 2006, 201, 4284–4288. [Google Scholar] [CrossRef]
- Corbella, C.; Bertran, E.; Polo, M.C.; Pascual, E.; Andújar, J.L. Structural effects of nanocomposite films of amorphous carbon and metal deposited by pulsed-DC reactive magnetron sputtering. Diam. Relat. Mater. 2007, 16, 1828–1834. [Google Scholar] [CrossRef]
- Strondl, C.; Carvalho, N.M.; de Hosson, J.T.M.; van der Kolk, G. J. Investigation on the formation of tungsten carbide in tungsten-containing diamond like carbon coatings. Surf. Coat. Technol. 2003, 162, 288–293. [Google Scholar] [CrossRef]
- Bewilogua, K.; Dimigen, H. Preparation of W-C:H coatings by reactive magnetron sputtering. Surf. Coat. Technol. 1993, 61, 144–150. [Google Scholar] [CrossRef]
- Czyżniewski, A. Deposition and some properties of nanocrystalline WC and nanocomposite WC/a-C:H coatings. Thin Solid Films 2003, 61, 180–185. [Google Scholar] [CrossRef]
- Galvan, D.; Pei, Y.T.; de Hosson, J.T.M. Influence of deposition parameters on the structure and mechanical properties of nanocomposite coatings. Surf. Coat. Technol. 2006, 201, 590–598. [Google Scholar] [CrossRef]
- Fontaine, J.; Loubet, J.L.; le Mogne, T.; Grill, A. Superlow friction of diamond-like carbon films: A relation to viscoplastic properties. Tribol. Lett. 2004, 17, 709–714. [Google Scholar] [CrossRef]
- Lemoine, P.; Quinn, J.P.; Maguire, P.; Papakonstantinou, P.; Dougan, N. Rheological analysis of creep in hydrogenated amorphous carbon films. Thin Solid Films 2006, 514, 223–230. [Google Scholar] [CrossRef]
- Sánchez-López, J.C.; Donnet, C.; Loubet, J.L.; Belin, M.; Grill, A.; Patel, V.; Jahnes, C. Tribological and mechanical properties of diamond-like carbon prepared by high-density plasma. Diam. Relat. Mater. 2001, 10, 1063–1069. [Google Scholar] [CrossRef]
- Ferrari, A.C. Non-destructive characterization of carbon films. In Tribology of Diamond-Like Carbon Films; Donnet, C., Erdemir, A., Eds.; Springer: New York, NY, USA, 2008; pp. 25–82. [Google Scholar]
- Corbella, C.; Oncins, G.; Gómez, M.A.; Polo, M.C.; Pascual, E.; García-Céspedes, J.; Andújar, J.L.; Bertran, E. Structure of diamond-like carbon films containing transition metals deposited by reactive magnetron sputtering. Diam. Relat. Mater. 2005, 14, 1103–1107. [Google Scholar] [CrossRef]
- Bhushan, B. Principles and Applications of Tribology; Wiley-VCH: New York, NY, USA, 2013. [Google Scholar]
- Holmberg, K.; Matthews, A. Coatings Tribology; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Vierneusel, B.; Tremmel, S.; Wartzack, S. Effects of deposition parameters on hardness and lubrication properties of thin MoS2 films. Matwiss. Werkst. 2012, 43, 1029–1031. [Google Scholar]
- EN 1071-2:2002 Advanced technical ceramics—Methods of test for ceramic coatings—Part 2: Determination of coating thickness by the crater grinding method; BSI: London, UK, 2002.
- ISO 14577:2002 Metallic materials—Instrumented indentation test for hardness and materials parameters; ISO: Geneva, Switzerland, 2002.
- Matthews, P. Design of Experiments with MINITAB; ASQ Quality Press: Milwaukee, WI, USA, 2005. [Google Scholar]
- Miki, H.; Takeno, T.; Tagaki, T. Tribological properties of multilayer DLC/W-DLC films on Si. Thin Solid Films 2008, 516, 5414–5418. [Google Scholar] [CrossRef]
- Strondl, C.; van der Kolk, G.J.; Hurkmans, T.; Fleischer, W.; Trinh, T.; Carvalho, N.M.; de Hosson, J.T.M. Properties and characterization of multilayers of carbides and diamond-like carbon. Surf. Coat. Technol. 2001, 142–144, 707–713. [Google Scholar] [CrossRef]
- Lemoine, P.; Quinn, J.P.; Maguire, P.D.; McLaughlin, J.A. Mechanical characterization and properties of DLC films. In Tribology of Diamond-Like Carbon Films; Donnet, C., Erdemir, A., Eds.; Springer: New York, NY, USA, 2008; pp. 83–101. [Google Scholar]
- Ono, T.; Kenmotsu, T.; Muramoto, T. Simulation of the sputtering process. In Reactive Sputter Deposition; Depla, D., Mahieu, S., Eds.; Springer: Berlin, Germany, 2008; pp. 1–42. [Google Scholar]
- Baragiola, R.A.; Riccardi, P. Electron emission from surfaces induced by slow ions and atoms. In Reactive Sputter Deposition; Depla, D., Mahieu, S., Eds.; Springer: Berlin, Germany, 2008; pp. 43–60. [Google Scholar]
- Bradley, J.W.; Welzel, T. Process diagnostics. In Reactive Sputter Deposition; Depla, D., Mahieu, S., Eds.; Springer: Berlin, Germany, 2008; pp. 255–300. [Google Scholar]
- Stroth, U. Plasmaphysik; Vieweg+Teubner: Wiesbaden, Germany, 2011. [Google Scholar]
- Corbella, C.; Vives, M.; Pinyol, A.; Bertran, E.; Canal, C.; Polo, M.C.; Andújar, J.L. Preparation of metal (W, Mo, Nb, Ti) containing a-C:H films by reactive magnetron sputtering. Surf. Coat. Technol. 2004, 177–178, 409–414. [Google Scholar] [CrossRef]
- Maissel, L.I.; Schaible, P.M. Thin films deposited by bias sputtering. J. Appl. Phys. 1965, 36, 237–242. [Google Scholar] [CrossRef]
- Czyżniewski, A. Optimising deposition parameters of W-DLC coatings for tool materials of high speed steel and cemented carbide. Vacuum 2012, 86, 2140–2147. [Google Scholar] [CrossRef]
- Ekpe, S.D.; Dew, S.K. Energy deposition at the substrate in a magnetron sputtering system. In Reactive Sputter Deposition; Depla, D., Mahieu, S., Eds.; Springer: Berlin, Germany, 2008; pp. 229–254. [Google Scholar]
- Dembowski, H.; Oechsner, H.; Yamamura, Y.; Urbassek, M. Energy distributions of neutral atoms sputtered from Cu, V and Nb under different bombardment and ejection angles. Nuc. Instr. Meth. Phys. Res. B 1986, 18, 464–470. [Google Scholar] [CrossRef]
- Thornton, J.A. Influence of apparatus geometry and deposition conditions on the structure and topography of thick sputtered coatings. J. Vac. Sci. Technol. 1974, 11, 666–670. [Google Scholar] [CrossRef]
- Messier, R.; Giri, A.P.; Roy, R.A. Revised structure zone model for thin film physical structure. Vac. Sci. Technol. A 1984, 2, 500–503. [Google Scholar] [CrossRef]
- Robertson, J. Diamond-like amorphous carbon. Mater. Sci. Eng. R 1984, 27, 129–281. [Google Scholar] [CrossRef]
- Sønderby, S.; Berthelsen, A.N.; Almtoft, K.P.; Christensen, B.H.; Nielsen, L.P.; Bøttiger, J. Optimization of the mechanical properties of magnetron sputtered diamond-like carbon coatings. Diam. Realt. Mater. 2011, 20, 682–686. [Google Scholar] [CrossRef]
- Diesselberg, M.; Stock, H.-R.; Mayr, P. Friction and wear behaviour of PVD chromium nitride supported carbon coatings. Surf. Coat. Technol. 2004, 188–189, 612–616. [Google Scholar] [CrossRef]
- Schmid, C.; Hetzner, H.; Tremmel, S.; Hilpert, F.; Durst, K. Tailored mechanical properties and residual stresses of a-C:H:W Coatings. Adv. Mat. Res. 2014, 996, 14–21. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hetzner, H.; Schmid, C.; Tremmel, S.; Durst, K.; Wartzack, S. Empirical-Statistical Study on the Relationship between Deposition Parameters, Process Variables, Deposition Rate and Mechanical Properties of a-C:H:W Coatings. Coatings 2014, 4, 772-795. https://doi.org/10.3390/coatings4040772
Hetzner H, Schmid C, Tremmel S, Durst K, Wartzack S. Empirical-Statistical Study on the Relationship between Deposition Parameters, Process Variables, Deposition Rate and Mechanical Properties of a-C:H:W Coatings. Coatings. 2014; 4(4):772-795. https://doi.org/10.3390/coatings4040772
Chicago/Turabian StyleHetzner, Harald, Christoph Schmid, Stephan Tremmel, Karsten Durst, and Sandro Wartzack. 2014. "Empirical-Statistical Study on the Relationship between Deposition Parameters, Process Variables, Deposition Rate and Mechanical Properties of a-C:H:W Coatings" Coatings 4, no. 4: 772-795. https://doi.org/10.3390/coatings4040772