1. Introduction
The exterior paint finish of a vehicle is a very important feature in the automotive industry. Rotary bell atomizers (RBA) are used because of their efficiency and production of fine droplets resulting in better finish quality. However, this industry is also required to comply with emission standards, and a large portion of the volatile organic compound (VOC) footprint of an automotive assembly plant is due to the coating operations. Bell speed (BS), shaping air (SA), flow rate (FR) and voltage field of the spray medium are major RBA operational controlling factors which may affect the evaporation of paint. Understanding the effect of these parameters on evaporation is an important step in optimizing the paint finish, and lays the foundation for adoption of lower VOC coatings.
This research investigates the effects of BS, SA and FR on evaporation of water sprayed from a rotary bell atomizer, measured using a Phase Doppler Anemometer (PDA, Dantac Dynamics A/S, Skovlunde, Denmark). Water was used to establish a method to investigate these effects, a method that will later be used for paints.
2. Literature Review
Basu
et al. [
1] investigated the effects of physical properties and rheological behavior of paint on the atomization mechanism and particle size distribution. They used metallic flake in solvent borne and water borne paints with metallic flakes sprayed from a rotary bell atomizer. Using a CCD camera to measure the particle size by shadowography, the mean particle size (
D32) was found to decrease with increasing bell speed within the range of 30–50 krpm. Increasing shaping air was found to have a significant effect on particle size below 50 krpm bell speed with 210 g/min paint flow.
Wang [
2] provided experimental evidence of the well known theory that when the droplet sizes are smaller, the total surface area is larger, which leads to more evaporation. They used the PDA and an aerodynamic nozzle to calculate the particle size and evaporation of water spray, and found that increasing the droplet velocity improved the heat exchange process, which eventually increased evaporation.
Chen
et al. [
3] used a turbulent evaporating spray jet of acetone and measured mass flux with a Phase Doppler Interferrometer (PDI) at several axial stations. The combined liquid and vapour mass fluxes agreed satisfactorily with the total mass flow rate of acetone injected. Evaporation was higher with the higher axial mean slip velocity found for larger droplets while turbulence effects were effective to increase the evaporation of smaller droplets.
Di Domenico and Henshaw [
4] investigated the effects of different flow rate, shaping air, voltage, paint age and bell speed on the water borne paint appearance on automotive panels. They found that flow rate, bell speed and shaping air are important variables and effects smoothness of the paint finish. It was postulated that change of particle diameter due to change of these important factors are playing an important role in finishing properties.
Akafuah [
5] reported on measurements of the particle size distribution for a rotary bell atomizer using infrared thermography. A steep decline of Sauter mean diameter (SMD) for an increase in bell speed from 20 to 30 krpm at 100 cc/min flow rate was observed, followed by a lesser decrease in SMD with bell speed for bell speeds up to 50 krpm. Using a camera and high-speed strobe, Salazar [
6] observed an increase of ligament length as a result of increasing liquid flow rate at the edge of a rotating bell atomizer at 25 krpm. Longer ligaments mean thicker ligaments, which would lead to a larger drop size.
Corbells
et al. [
7] found that an increase in bell speed always decreases the mean drop size by increasing centrifugal and Coriolis forces. Increasing the liquid flow rate generally increased the mean drop size at bell speeds lower than 20 krpm while little effect was found at higher bell speeds. Increasing the flow rate at a given bell speed always lead to a broader distribution of drop sizes. Increasing the bell speed at a constant flow rate normally widened the drop size distribution.
Various researchers [
1,
5,
7] found that increasing bell speed decreased the mean particle diameter at a constant flow rate. If particle concentration also increases with increasing bell speed, it is a clear indication that the total surface area is increasing and hence the evaporation is increasing.
3. Experimental Setup and Measuring Techniques
A high speed bell atomizer (ABB RB1000, ABB, Shimada Shi, Japan) was used, which was attached to a computer guided robotic arm system (ABB IRB-5500X, ABB, Shimada Shi, Japan) [
8]. The spray mechanism could be controlled with this computer from outside of the spray booth. Deionised Water was fed into the atomizer for spraying water. A PDA system (Dantec Dynamic A/S, Skovlunde, Denmark) was used to calculate the volume flux of spray water. The total PDA system consisted of transmitting and receiving optics, a processor and the BSA flow software package. In order to position the measurement volume correctly, a nebulizer (Airlife-002002, CareFusion, San Diego, CA, USA) was used. A downward vertical airflow of 2.1 m/s was maintained in the booth. A steady temperature of 24 ± 0.6 °C (75 ± 1 °F) and 65% ± 2% humidity was maintained inside the booth to avoid any physical change of droplet due to temperature and humidity change.
The average particle volume flux (cm
3/cm
2/s) was calculated in 3 parallel planes along the
z-direction (axis of bell cup rotation). These
x-y planes were perpendicular to the axis of rotation of the bell cup and termed
axial planes. The distance from the bell centerline, in both the
x and
y directions, is termed the
radial distance. Sample data were taken at a 2.5 cm intervals along the
x-axis (similarity in the
y direction was assumed). The volume flux through each of the axial planes was calculated using the PDA flux measurements and the calculated area of the annulus containing each measurement point. The volume flux was measured from
x = +45.72 to −45.72 cm [
9].
The difference in volume flux between the top and bottom axial planes was used to calculate the total evaporation between axial distances. The total axial distance was 15 cm (
z = 22.5 to 37.5 cm). The bell speed was set at 30, 40 or 50 thousand rotations per minute (krpm), where the shaping air was either 200 standard liters per minute (L/min) or 300 L/min. The water flow rate was varied between 100, 200 or 300 cubic centimeters per minute (cm
3/min). A full factorial experimental design, using these parameters, was performed and the results used to calculate the total evaporation rate (cm
3/s). Minitab software (V. 16) [
10] was used in designing the experiment and calculating the effects.
The PDA system included the BSA Flow Software v.4.10 (BSA flow soft manual v.4.10, 2006), which calculated the average volume flux (cm
3/cm
2/s) through the measurement volume. The parameters used for the PDA system are given in
Table A1. The PDA software uses its own statistical validation, where a value more than 80% is considered a reliable result. To reduce sampling time, the system was set to collect data within 5 s. However, if the system obtained sufficient particle counts (10,000) it automatically truncated sampling.
The volume flux through each of two axial planes (z = 22.5 and z = 37.5 cm) was calculated using the PDA flux measurements made along an x-direction traverse that passed through the center of the spray, and which extended beyond the visible range of the spray. But the PDA system must detect a minimum of 1500 particles at each point to ensure statistical validity. A set of preliminary tests showed that this threshold was not reached beyond a radial distance of 7.5 cm. As a result, the spray at 2.5 cm intervals up to 7.5 cm on each side of the spray centreline was considered, although measurements were taken over the full visible range of the spray (+45.72 to −45.72 cm).
4. Results and Discussion
Figure 1a,b shows the particle concentration in a traverse plane (37.5 cm distance) for different radial points (
x = −7.5 to +7.5 cm) with flow rates of 100 and 200 cm
3/min. Each particle concentration shown is the average of three tests under the same conditions. Two trends were identified. The first one is that particle concentration increased with increasing bell speed. The second one is that the average mean diameter (
D32 in μm) decreased (
Figure 1c,d) at the same time. This can be explained by conservation of mass, as the liquid sheet at the edge of the bell cup became thinner at higher bell speed, leading to smaller droplets, the number of droplets increased. Basu
et al. [
1] had shown the same fact using solvent borne and water borne paints; the average mean diameter (D
32 in μm) decreased with the increasing bell speed between 30 and 50 krpm. These two factors mean that the total surface area for evaporation of the water droplets is increasing with increasing bell speed at a constant flow rate. Akafuah [
5] also reported a decrease in mean diameter with increasing bell speed and increases with increasing flow rate. In cross section, the spray may be thought of as emanating from the two edges of the bell cup, with velocities parallel to the cup edge (
i.e., having radial and axial velocity components). However, after a distance, spray from the two edges meets in the middle, creating a higher concentration of particles. Although the higher flow rate decreases the particle concentration at the center (from 13,400 to 11,400 part./cm
3), at radial distances of 2.5 cm or more, the value increases (from about 7500 to 9500 part./cm
3) averaging at radial distances of 2.5 and −2.5. The main phemonenon here is that the particle distribution is flatter at higher flow rates. This may be due to the higher radial velocity of the paint at higher flow rates which spreads the paint cloud. The effect is also observed when increasing bell speed.
Higher bell speeds also increased the vertical droplet velocity (
Figure 2a,b). As the velocity increased, the particles travelled through more air which resulted in an increase in the heat exchange area, which should have increased the evaporation of the droplets. It is noted that the droplet velocity decreased with higher flow rate at the center of the spray. Coincidently, the mean particle diameter increased with higher flow rate (
Figure 1a,b). Basu
et al. [
1] also found that the mean particle diameter increased with increasing coating flow rate. An increase in mean particle diameter with increasing flow rate decreases the average particle velocity. It is noted that the velocity decreased on the outer side of spray. Akafuah [
5] also reported that increasing bell speed decreases the mean diameter while Salazar [
6] reported that increasing flow rate increases the mean diameter of the droplets.
Figure 3 shows the total evaporation (cm
3/s) calculated for different shaping air, bell speeds (krpm) and flow rates (cm
3/min) between 22.5 and 37.5 cm (15 cm axial distance). It clearly shows that evaporation increases with increasing bell speed for a constant flow rate and shaping air.
Figure 3b shows that at the higher shaping air (300 L/min) and 40 krpm bell speed, no significant change in total evaporation was found compared to 30 krpm to 50 krpm bell speeds. However, the increase of total evaporation between 30 and 50 krpm was significant. The calculation of uncertainty in total evaporation is shown in
Table A2.
Figure 1.
Particle concentration (part./cm3) with increasing bell speed for (a) 100 cm3/min flow rate; (b) 200 cm3/min flow rate; particle mean diameter D32 (μm) with increasing bell speed for (c) 100 cm3/min flow rate, (d) 200 cm3/min flow rate.
Figure 1.
Particle concentration (part./cm3) with increasing bell speed for (a) 100 cm3/min flow rate; (b) 200 cm3/min flow rate; particle mean diameter D32 (μm) with increasing bell speed for (c) 100 cm3/min flow rate, (d) 200 cm3/min flow rate.
Figure 2.
Particle velocity (m/s) with increasing bell speed for (a) 100 cm3/min flow rate, (b) 200 cm3/min flow rate.
Figure 2.
Particle velocity (m/s) with increasing bell speed for (a) 100 cm3/min flow rate, (b) 200 cm3/min flow rate.
Figure 3.
Total evaporation rate (cm3/s) for different bell speeds and flow rates at (a) 300 L/min shaping air, (b) 200 L/min shaping air.
Figure 3.
Total evaporation rate (cm3/s) for different bell speeds and flow rates at (a) 300 L/min shaping air, (b) 200 L/min shaping air.
Evaporation also increases with increasing flow rate, constant bell speed and shaping air. However, the rate of change is less between 200 and 300 cm3/min flow rate compared to between 100 and 200 cm3/min flow rate. The change in shaping air does not have any significant effect on evaporation rate.
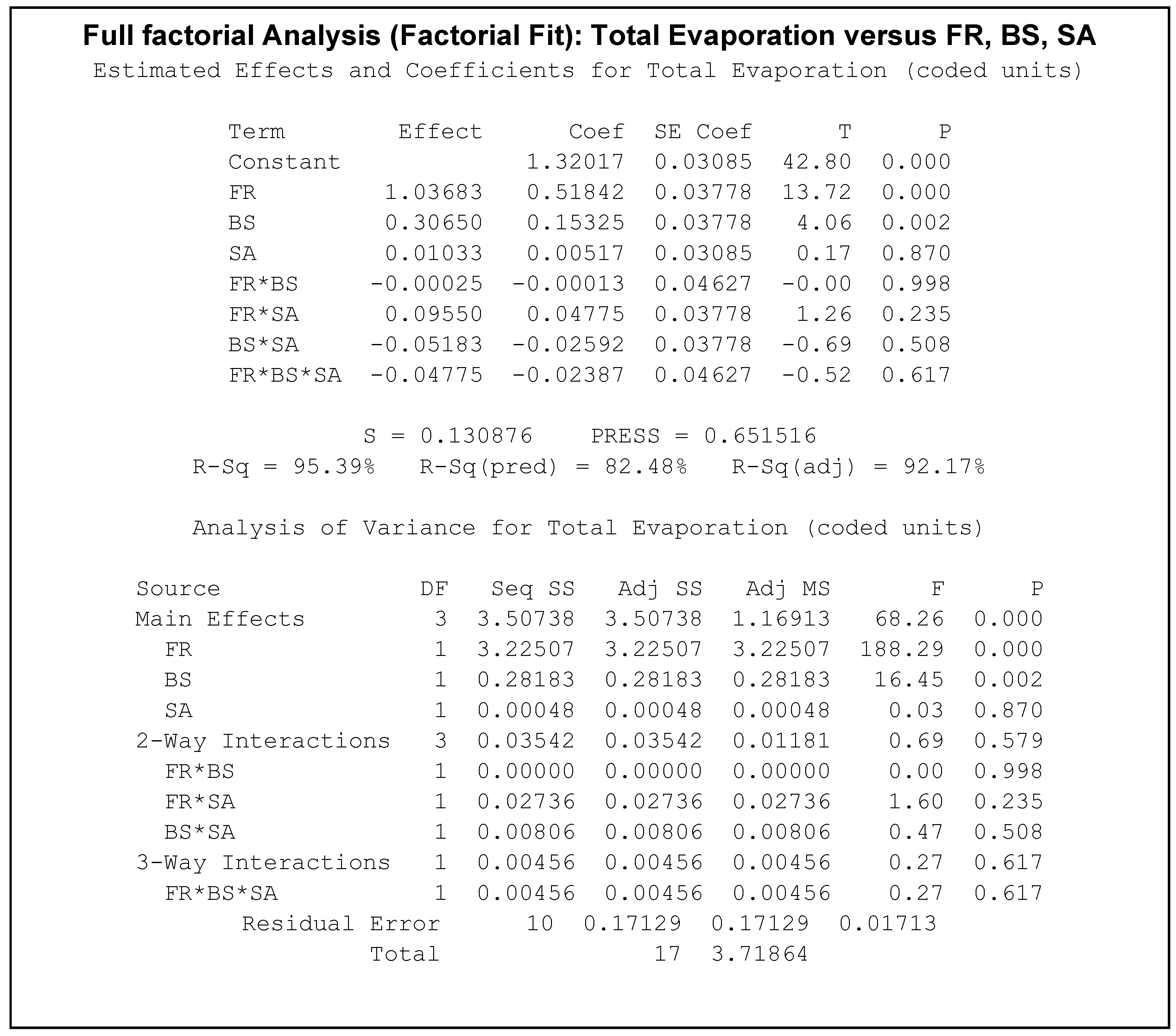
A full factorial analysis (
Figure 4) was used to determine if there was any combined effect of these parameters on evaporation. Values of the three variables were normalized to the middle value. For flow rate, the actual values of 100, 200 and 300 cm
3/min became −1, 0 and 1 respectively. The low and high values of shaping air were coded to −1 and 1. After eliminating non-significant variables (those for which
p > 0.05), the significant variables remaining were flow rate and bell speed. There were no interactions of input parameters (e.g., flow rate and bell speed combined) that had a significant effect on evaporation (
p-value for all combinations of parameters were above 0.23). Since coded values were used, the relative effect of the parameters can be gleaned from the coefficients in the factorial fit. Hence, flow rate has an effect three times that of bell speed in terms of its effect on the evaporation rate.
According to Di Domenico and Henshaw [
4], increasing the shaping air concentrates the pattern of spray at the same bell speed and flow rate which results in more agglomeration of droplets and results in a wavier surface of the cured paint. In these experiments using water, it is noted that although shaping air might have caused agglomeration of the particles, it has an insufficient effect on the total evaporation.







{kind=link}
{kind=link}
{kind=link}
{kind=link}