Wood exposed outdoors undergoes a number of physical and chemical processes commonly called weathering [
4]. This involves moisture, sunlight (UV), decay processes and temperature. Due to these, uncoated wood surfaces erode, roughen, discolor, check, crack and decay. An overview of the effect of various weathering processes is given in
Figure 1. The three main ones are moisture, decay and ultraviolet (UV) energy.
Figure 1.
Elements in the weathering process.
2.1. Sorption and Movement of Moisture
The number one enemy of exterior coated wood is moisture. It is important to understand how moisture enters the wood and how it moves within the wood. Although wood is a porous material (60%–70% void volume), its permeability or flow of water is extremely variable. This is due to the highly anisotropic arrangement of the component cells and to the variable condition of the microscopic channels between cells. Wood is much more permeable in the longitudinal direction than in the radial or tangential directions. Because of this anisotropy, longitudinal flow paths are of major importance in the wetting of wood exposed to the weather. Moisture enters wood in one of two ways: by capillary action as liquid water in end grain or as moisture from the surrounding atmosphere. It is the end grain capillary uptake of liquid water that is the problem in the joints between coated boards. Since wood is hygroscopic, it attracts moisture which bonds to the cell wall polymers through hydrogen bonding.
Figure 2 shows the mechanism of water molecules adding to the wood cell wall. In
Figure 2A, water molecules enter the cell wall and start hydrogen bonding with accessible hydroxyl groups.
Figure 2B shows the “unzipping” of hydrophilic polymer chains,
Figure 2C shows the sorption of primary water ● molecules and secondary water ○ molecules, and
Figure 2D the fully hydrogen bonded water in the cell wall [
5]. Hydrogen bonds between hydroxyl groups on and between hemicelluloses, cellulose and lignin are constantly changing.
Figure 2.
Models of water added to the wood cell wall. (A) Water molecules entering the wood cell wall; (B) water molecules unzipping hydrophylic polymer chains; (C) water bonding to the cell wall either as primary water ● or secondary water ○; (D) fully hydrated cell wall at the fiber saturation point.
Figure 2.
Models of water added to the wood cell wall. (A) Water molecules entering the wood cell wall; (B) water molecules unzipping hydrophylic polymer chains; (C) water bonding to the cell wall either as primary water ● or secondary water ○; (D) fully hydrated cell wall at the fiber saturation point.
As moisture is added to the cell wall, wood volume increases nearly proportionally to the volume of water added. Swelling of the wood continues until the cell matrix reaches the fiber saturation point (FSP) and water, beyond the FSP, is free water in the void structure and does not contribute to further swelling. This process is reversible, and wood shrinks as it loses moisture below the FSP. Sorption of moisture results in swelling/shrinking, cracking, coating failure, and surface degradation. Because the swelling of a coating is usally less than the swelling of the wood substrate, the differential swelling results in coating failure (
Figure 3).
Figure 3.
Cracking of surface coating due to differential swelling of the coating and wood (A); micro checks occur in the wood due to moisture evasion and swelling (B); water collecting under coated wood (C); and coating failure due to moisture build up in end grain (D).
Figure 3.
Cracking of surface coating due to differential swelling of the coating and wood (A); micro checks occur in the wood due to moisture evasion and swelling (B); water collecting under coated wood (C); and coating failure due to moisture build up in end grain (D).
Figure 4 shows the mechanism of coating failure due to moisture. As seen in
Figure 4A, the coating is on the surface of the wood with little or no penetration into the wood.
Figure 4B shows the buildup of moisture at the interface between the wood and the coating and
Figure 4C shows the coating delaminating from the wood surfaced due to differential swelling of the coating as compared to the wood. Once the coating has failed, or the uncoated wood sorbs water, moisture spreads within the wood and the wet wood becomes a good substrate for fungal invasion and the decay process begins.
Figure 4.
Coating on the surface of the wood (A); moisture gradient at the interface of the coating and the wood (B); and coating delamination (C).
Figure 4.
Coating on the surface of the wood (A); moisture gradient at the interface of the coating and the wood (B); and coating delamination (C).
The most hygroscopic cell wall polymers are the hemicelluloses and moisture moves in the cell wall through the hemicelluloses. Jakes
et al. 2013 have reports that the glass transition temperature for hemicelluloses at 65% RH is 25 °C [
6]. This means that at room temperature and 65% RH, the hemicelluloses are softened and moisture is starting to percolate in the hemicellulose interconnecting matrix. At 90% RH, the EMC in the hemicelluloses is well over the moisture level needed for fungal colonization. The glass transition temperature was measured on isolated hemicellulose and the value for the hemicellulose in the cell wall may be different.
2.2. Wood Acetylation and Moisture
Since the moisture in the cell wall is greatly reduced in acetylated wood and the wood is stabilized to changing moisture content, acetylated wood expands and contracts very little during weathering cycles. This means the wood will move less than the coating in most cases. An example of the difference in wood swelling of control and acetylated wood can be seen in
Figure 5.
Figure 5.
Stile and rail door part showing swelling of the control (left) and no swelling in the acetylated door (right). No longitudinal swelling in either control or acetylated wood but radial and tangential swelling in the control but not in the acetylated wood.
Figure 5.
Stile and rail door part showing swelling of the control (left) and no swelling in the acetylated door (right). No longitudinal swelling in either control or acetylated wood but radial and tangential swelling in the control but not in the acetylated wood.
Figure 5 shows the difference in swelling between control and acetylated wood in a stile and rail door after exposure to high humidity for a long period of time. Since there is essentially no longitudinal swelling in either control or acetylated wood, the swelling that will occur is in the radial and tangential directions. The control door on the left shows the swelling that has taken place in the radial and tangential directions while the acetylated door on the right shows no swelling in any direction [
4].
Figure 6 shows a corner joint in an acetylated window. The color discoloration on the upper horizontal part of the joint is due to liquid water sorbed in the end grain of the horizontal member. Since the wood lumens are still open after acetylation, water can and does enter end grain by capillary action [
4]. While water has entered the end grain, there is no swelling so any coating failure would be due to water and not differential swelling.
Figure 6.
Corner window joint in an acetylated window.
Figure 6.
Corner window joint in an acetylated window.
2.3. Wood Acetylation and Decay
Table 2 shows that as the level of cell wall bonded acetyl goes up, the attack by fungi goes down [
3]. At an acetyl content of about 18%, there is no weight loss due to attack by both the brown-rot fungus
Gloeophyllum trabeum or the white-rot fungus
Trametes versicolor in a 12 week ASTM D14113, standard test method for wood preservatives by laboratory soil-block cultures.
Table 2.
Results of a standard soil block test on control and acetylated pine.
Table 2.
Results of a standard soil block test on control and acetylated pine.
| Acetyl Weight Gain (%) | Weight Loss after 12 Weeks |
|---|
| Brown-rot Fungus (%) | White-rot Fungus (%) |
|---|
| 0 | 61.3 | 7.8 |
| 6.0 | 34.6 | 4.2 |
| 10.4 | 6.7 | 2.6 |
| 14.8 | 3.4 | <2 |
| 17.8 | <2 | <2 |
Figure 7 shows electron micrographs of control and acetylated pine. The control sample before the test A and the control after the 12 week test with a brown-rot fungus
Figure 7B,C. The control sample after test is almost completely covered with fungal hypha
Figure 7B with a destroyed cell wall
Figure 7C. The acetylated sample shows a few hypha growing on the inner cell wall but no weight loss is detected [
3]. This finding shows that the acetylated wood is not toxic to the fungus so resistance to attack must be based on another mechanism not toxicity.
Figure 7.
Scanning electron microscope of brown-rot fungal attack on wood. (A) control; (B,C) 51.1% weight loss after the 12 weeks in the ASTM soil block test; (D) acetylated pine after the soil block test.
Figure 7.
Scanning electron microscope of brown-rot fungal attack on wood. (A) control; (B,C) 51.1% weight loss after the 12 weeks in the ASTM soil block test; (D) acetylated pine after the soil block test.
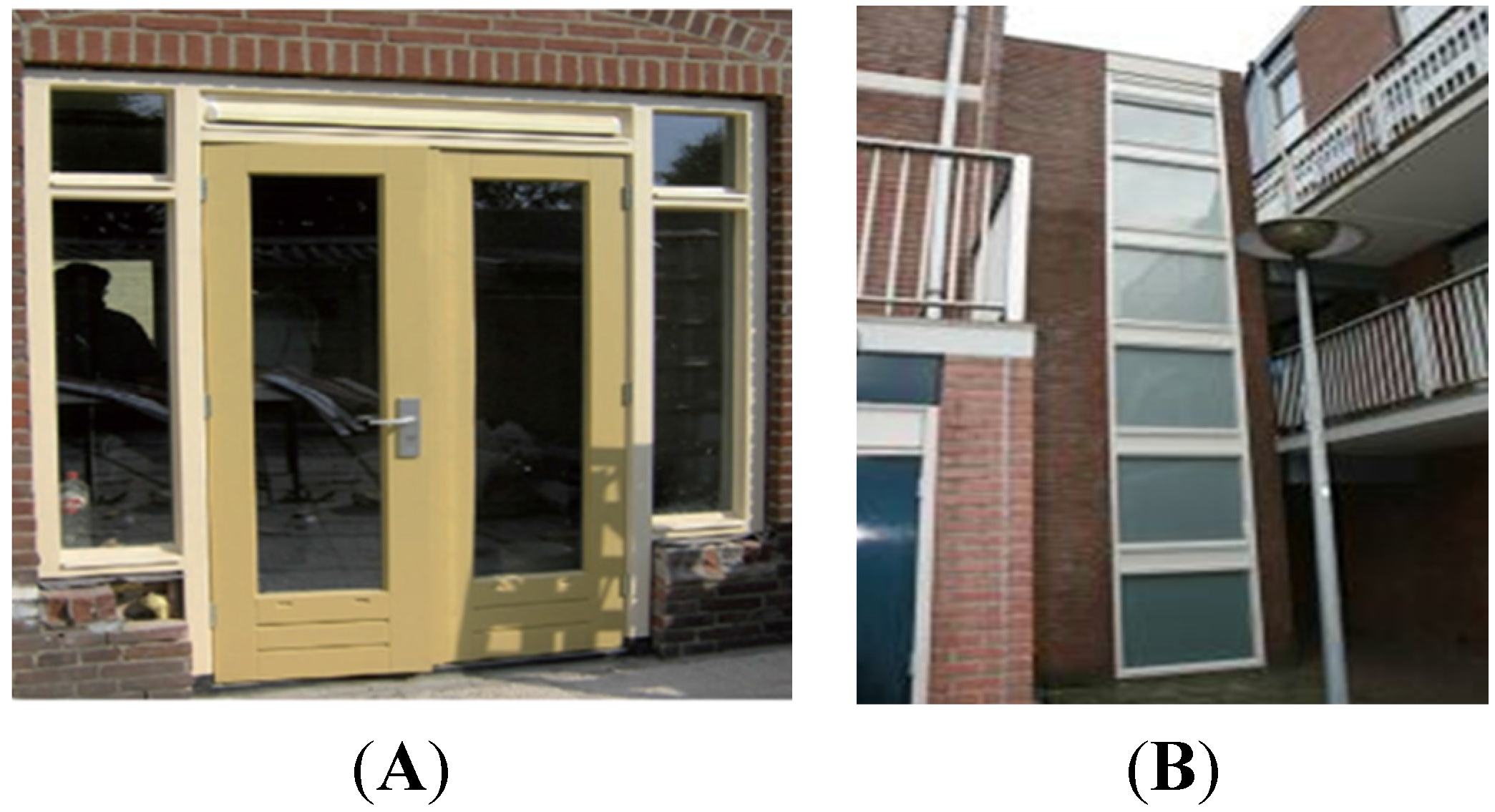
Figure 8A shows decay in the corner of a non-acetylated window and
Figure 8B an acetylated window that was coated with the same paint. There was no swelling, shrinking, decay or maintenance with the acetylated coated window.
Figure 8.
Decay in the corner of a control window after three years (A); no swelling or decay in the acetylated window after five years (B).
Figure 8.
Decay in the corner of a control window after three years (A); no swelling or decay in the acetylated window after five years (B).
2.4. Wood Acetylated and UV Stability
Color change and surface degradation of wood surfaces under the influence of visible and UV-light has been widely studied and reviewed [
7]. It is generally accepted that the degradation process is influenced by UV and visible light up to 500 nm [
8,
9]. The main degrading reaction is the photochemical degradation of lignin leading demethylation and the formation of quinones that cause a darkening of the wood. In hardwoods, in particular those containing polyphenolic extractives, the color change is more complex due to the photochemical changes in these polyphenolic structures. Lignin degradation products are finally leached out causing bleaching at the surface.
Several studies show that the photochemical degradation differs from unmodified wood but is not prevented [
10]. In a detailed analysis of naturally weathered uncoated acetylated veneer Evans
et al. found that depolymerisation of cellulose and erosion of the middle lamella still takes place after acetylation but mass loss is reduced and latewood cells maintained their structure [
11].
Several studies show that a combination of acetylation and a clear surface coating (without UV-absorbers or pigments) gives a strong improvement of coating performance, color stability and prevent to a large extent the photochemical degradation of the coating surface [
8,
12,
13]. The same coatings applied on unmodified wood showed a much stronger degradation. This means that a clear synergy exists between the acetylation process and the presence of a physical barrier provided by the surface coating. Acetylated wood shows a higher brightness both initially and after photo degradation. Schaller and Rogez also studied the combination of acetylation and the use of UV-absorbers and HALS in a surface coating and found a brightening of the color where a darkening was observed in untreated wood with the same coating and weathering procedure [
8]. Mitsui states that photo bleaching of acetylated wood is mainly caused by visible light [
14].
The dark coating gives the most stable colors due to the presence of pigments. The clear coating on acetylated samples shows an initial brightening followed by a rather stable color. Uncoated samples show a stronger change with a higher lightness for the acetylated samples. Radiata pine and untreated sugi showed the smallest color change. High color changes are found with uncoated acetylated samples and those with a light color. These color changes originate mainly from the change in lightness. The pigmented primer in the dark colored coating gives the most stable color.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











