
Study of a Particle Based Films Cure Process by High-Frequency Eddy Current Spectroscopy


Abstract
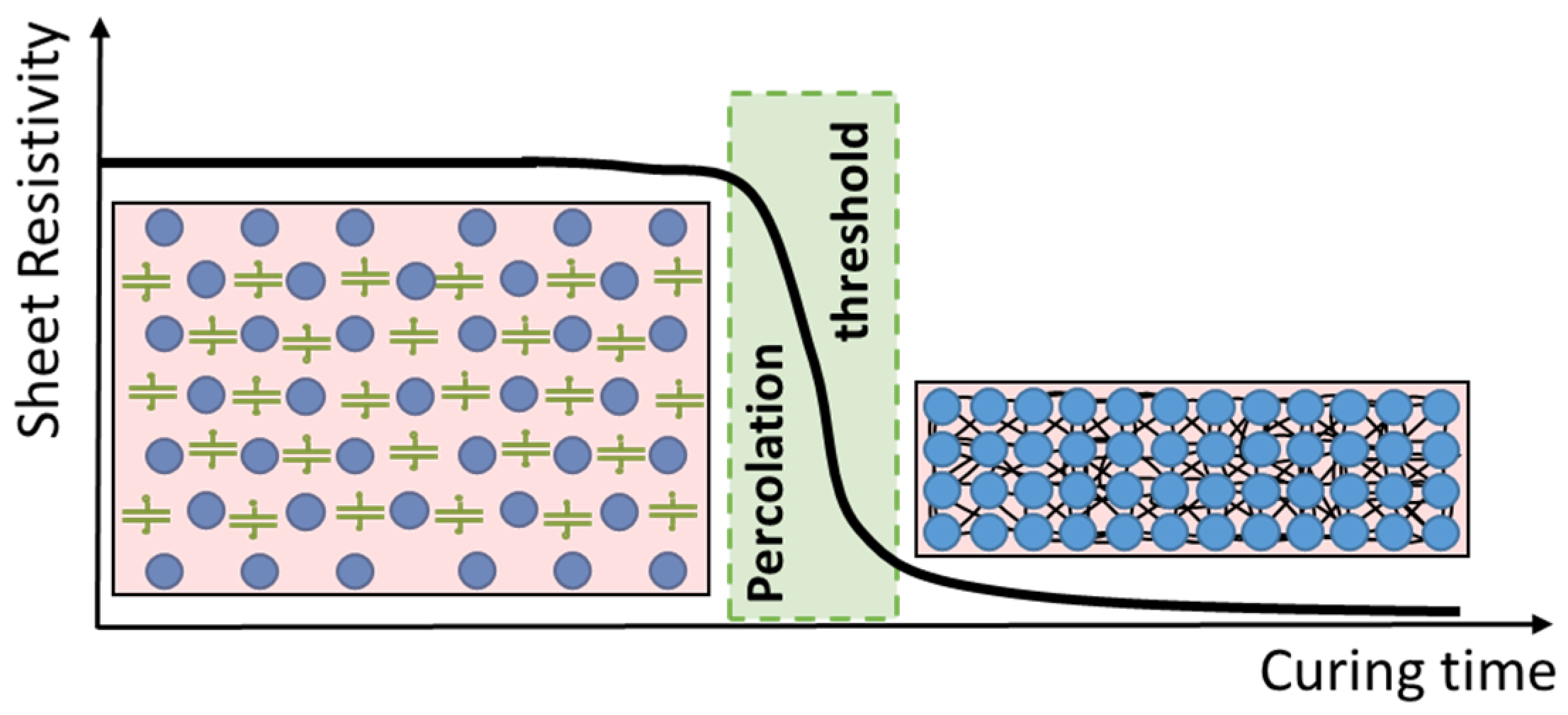
:1. Introduction
2. Materials and Methods
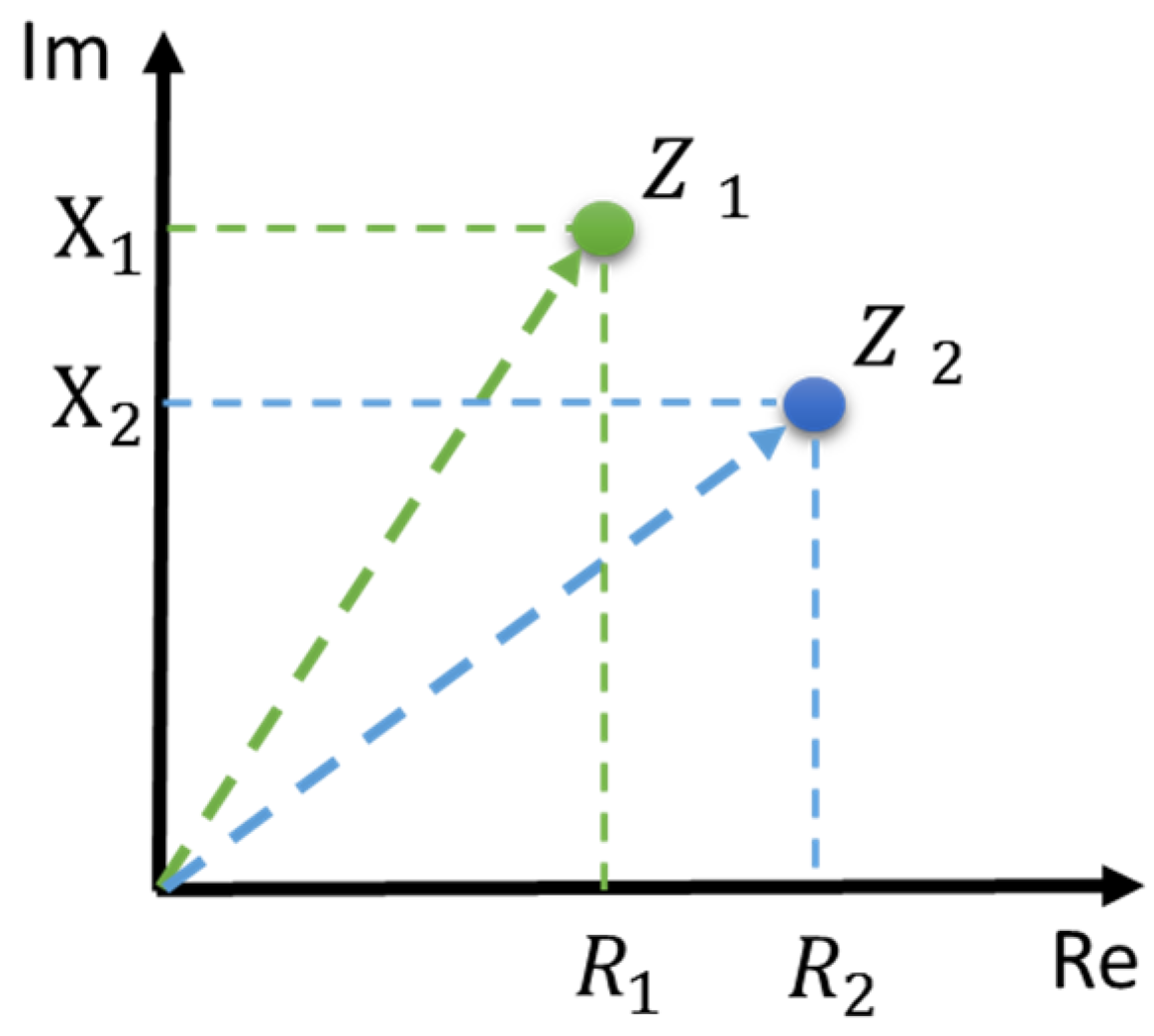
2.1. HFEC
2.2. Particle Based Films
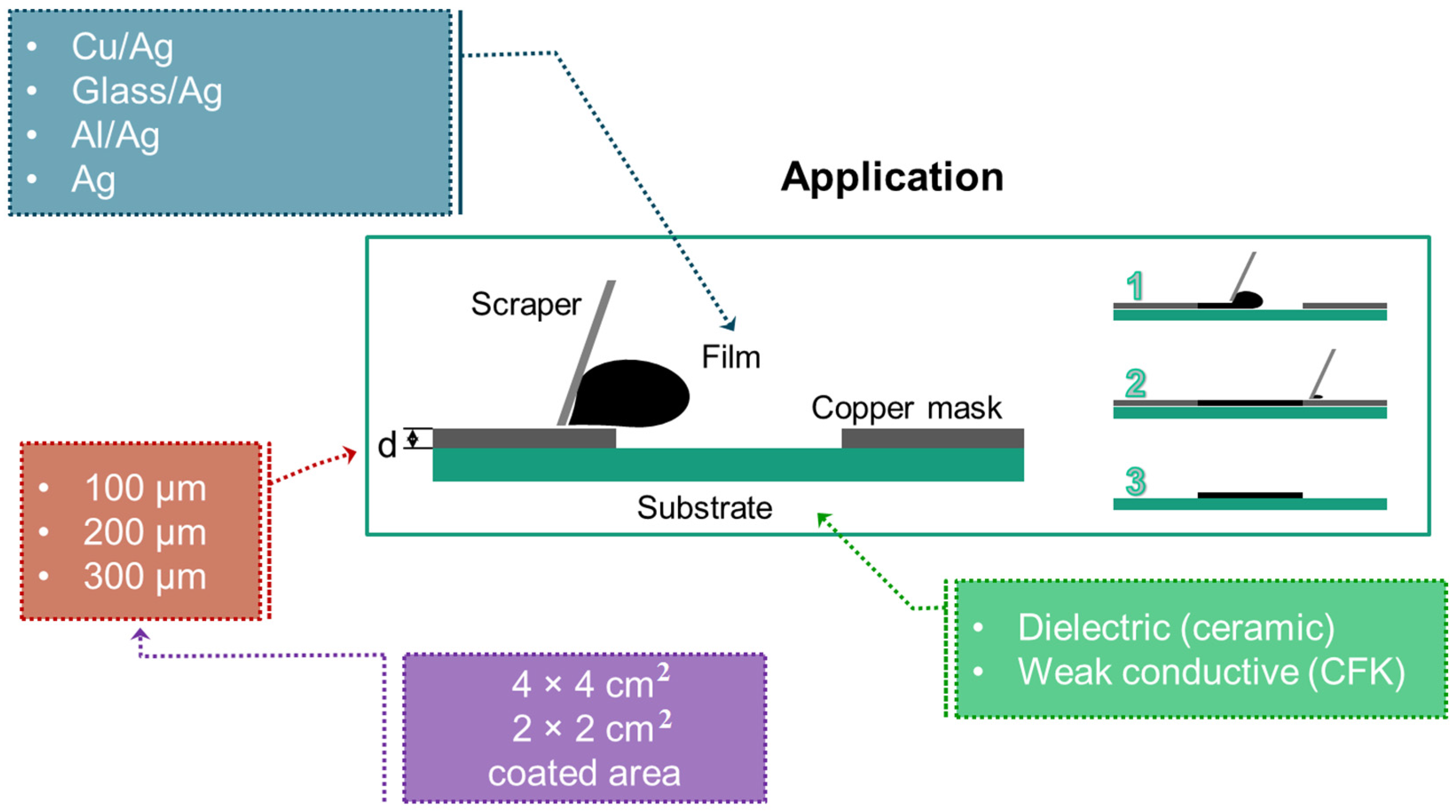
2.3. Sample Preparation
- Ceramic Al2O3: Length 68 mm, width 68 mm, thickness 0.63 mm;
- CFRP: Length 68 mm, width 68 mm, thickness 5 mm.
2.4. HFEC Measurements on Particle Based Films
2.5. Reference Measurements
3. Results
3.1. Experimental Results of HFEC Measurements on Particle Based Films
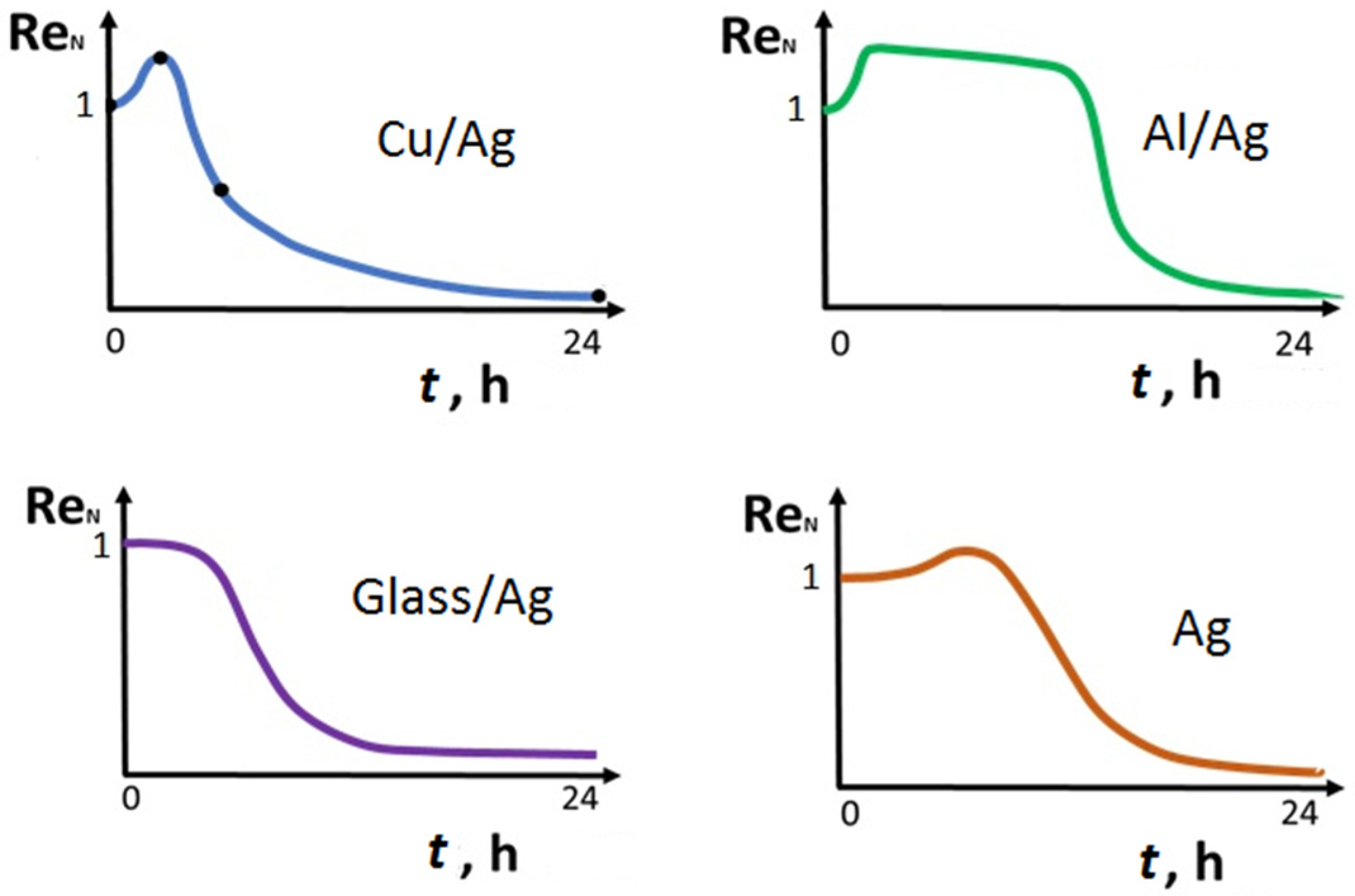
3.1.1. Curing Process Comparison for Particle Based Films
3.1.2. Reference Measurements
3.1.3. Amplitude Dependence on the Curing Time for Cu/Ag and Glass/Ag Films with Coated Area of 4 cm × 4 cm on Ceramic Substrate
3.1.4. Amplitude Dependence on the Curing time for Cu/Ag Films with Coated Area of 2 cm × 2 cm on Ceramic and 4 cm × 4 cm on CFRP Substrates
3.2. Software and HF EC System Dedicated Analysis of Particle Based Films Development
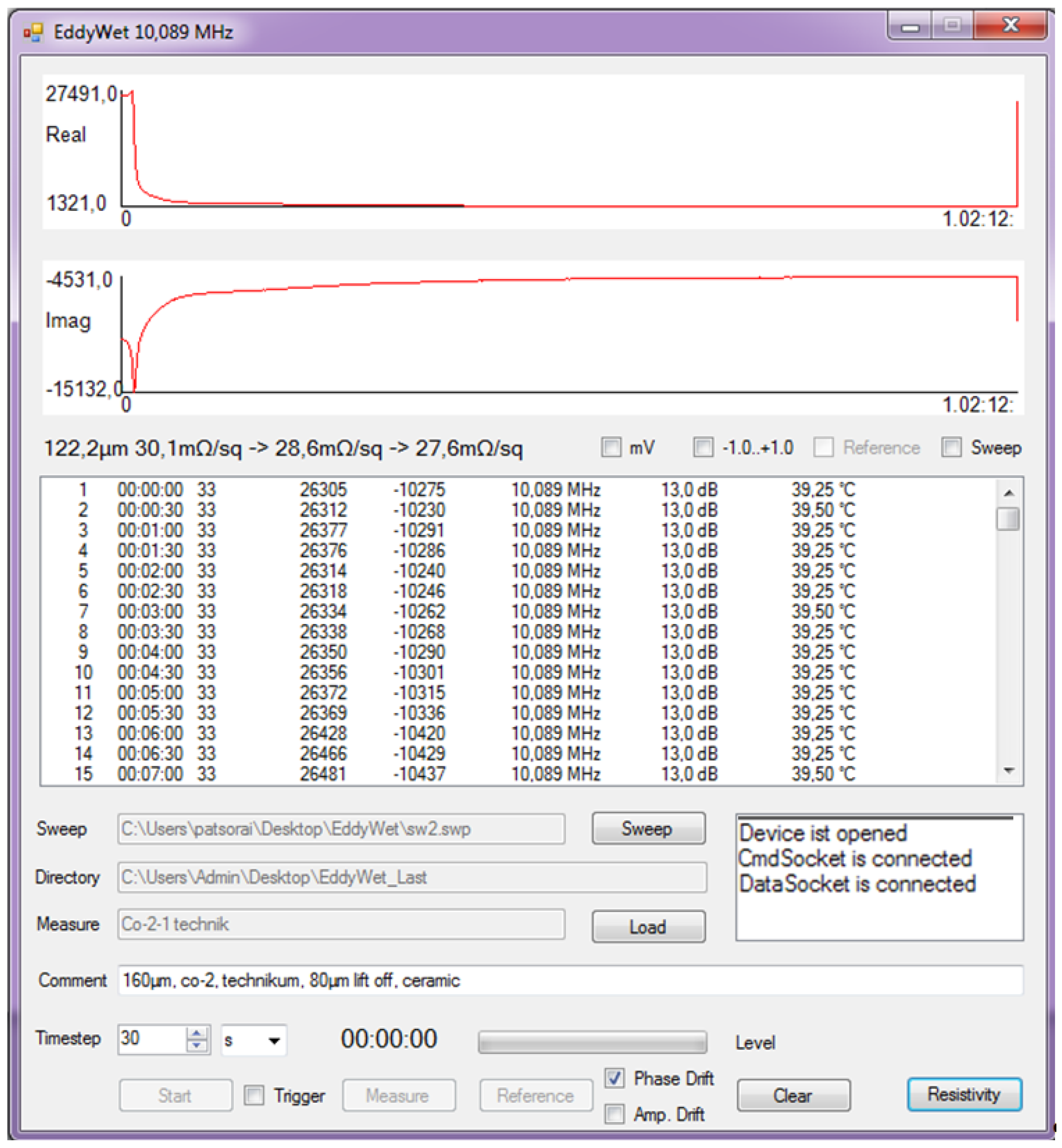
3.2.1. Software
- Creates Frequency sweeps of a maximum of 245 frequencies;
- For each frequency, the matching gain is allocated;
- Time step of the measurements can be defined;
- When “Start” is pressed, HFEC starts a sweep and saves results and all parameters in a data file. HFEC continues the sweep after each time step, and saves the data (results) in the same data file;
- Data recording stops, when “Stop” is pressed;
- Between single sweep measurements HFEC excitation will not run, to prevent heating the coil and the sample;
- In the event of a system failure during the total drying time, the system saves the data file automatically and all data until the failures are eliminated;
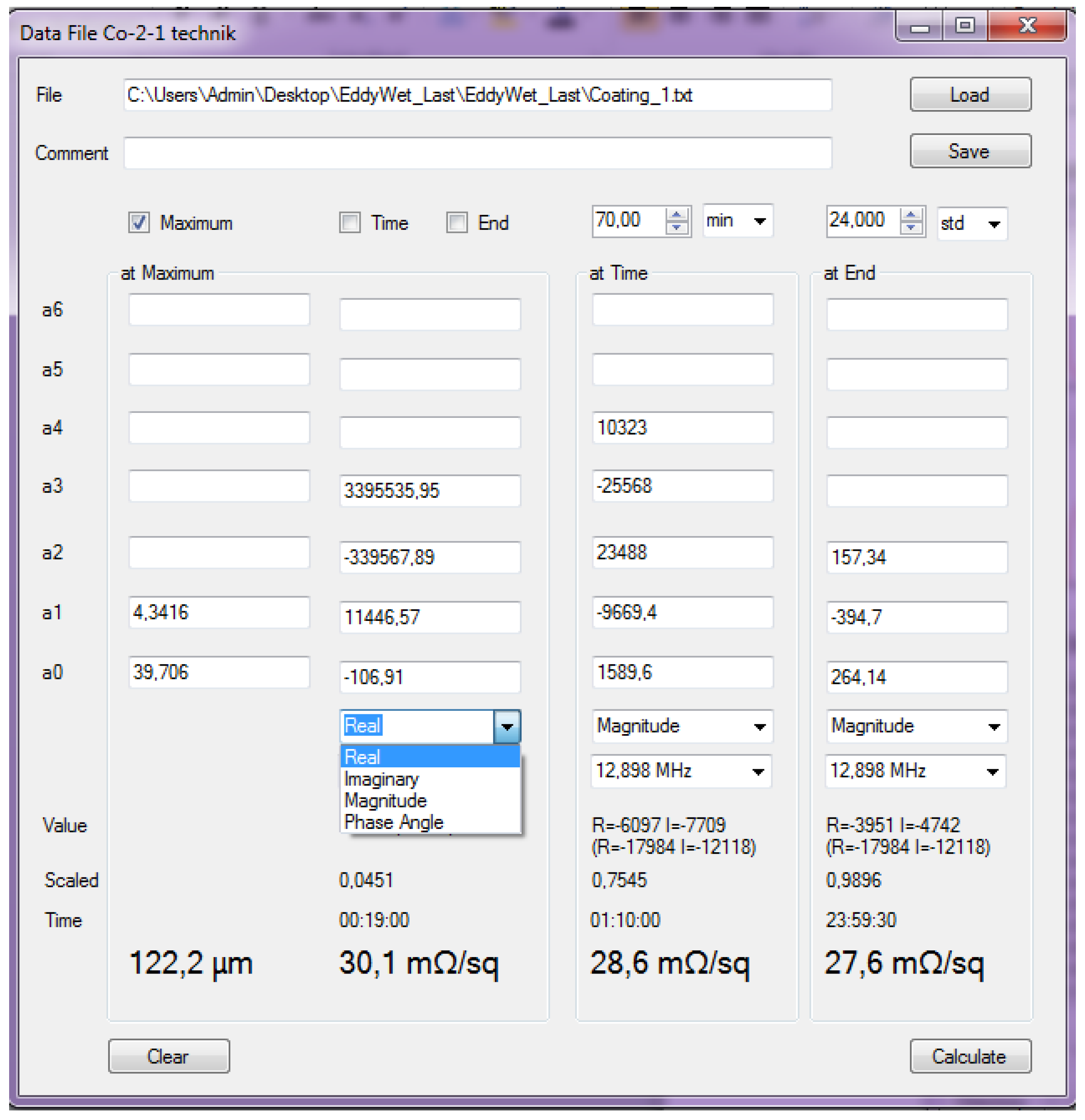
- Resistivity button comprising an algorithm, is described in the following text.
- Cu/Ag films with coated area of 4 cm × 4 cm on ceramic substrate;
- Cu/Ag films with coated area of 4 cm × 4 cm on CFRP substrate;
- Cu/Ag films with coated area of 2 cm × 2 cm on ceramic substrate;
- Glass/Ag films with coated area of 4 cm × 4 cm on a ceramic substrate.
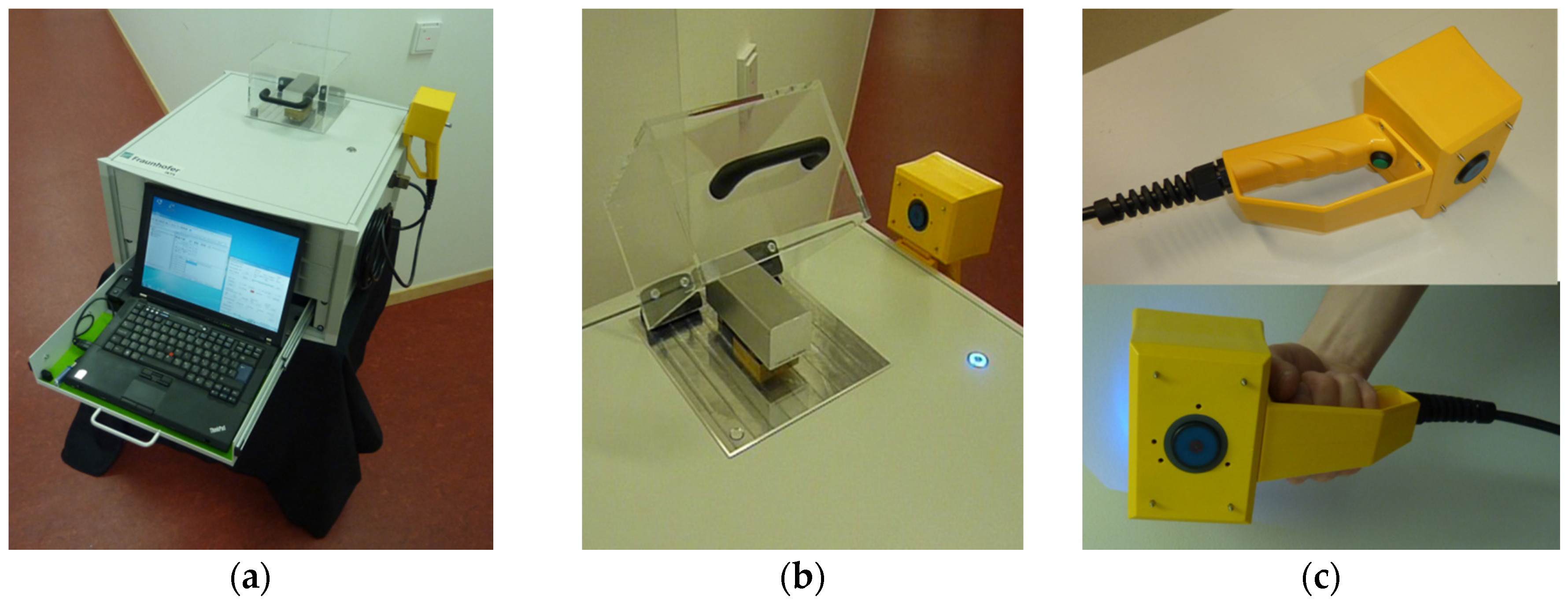
3.2.2. HFEC System for Special Analyzing of Particle Based Films
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Electrically conductive adhesives. Available online: http://www.masterbond.com/properties/electrically-conductive-adhesive-systemsMaster. (accessed on 20 December 2016).
- Lu, D.; Tong, Q.K.; Wong, C.P. Conductivity mechanisms of isotropic conductive adhesives (ICA’s). IEEE Trans. Electron. Packag. Manuf. 1999, 22, 223–227. [Google Scholar]
- Sancaktar, E.; Bai, L. Electrically Conductive Epoxy Adhesives. Polymers 2011, 3, 427–466. [Google Scholar] [CrossRef]
- Szatkowski, G.N.; Nguyen, T.X.; Koppen, S.V.; Ely, J.J.; Mielnik, J.J. Electrical characterization of lightning strike protection techniques for composite materials. In Proceedings of 2009 International Conference on Lightning and Static Electricity (ICOLSE2009), Pittsfield, MA, USA, 15 September 2009.
- Fan, L.; Tison, C.; Wong, C.P. Understanding of electrically conductive adhesives: Formulation, curing and conductivity. In Proceedings of the 8th International Advanced Packaging Materials Symposium, Stone Mountain, GA, USA, 3–6 March 2002.
- Park, H.Y.; Jin, J.S.; Yim, S.; Oh, S.H.; Kang, P.H.; Choi, S.K.; Jang, S.Y. Effects of surface characteristics of dielectric layers on polymer thin-film transistors obtained by spray methods. Phys. Chem. Chem. Phys. 2013, 15, 3718–3724. [Google Scholar] [PubMed]
- Mahan, J.E. Physical Vapor Deposition of Thin Films; Wiley: New York, NY, USA, 2000. [Google Scholar]
- Lin, L.Y.; Lee, J.H.; Hong, C.E.; Yoo, G.H.; Advani, S.G. Preparation and characterization of layered silicate/glass fiber/epoxy hybrid nanocomposites via vacuum-assisted resin transfer molding (VARTM). Compos. Sci. Technol. 2006, 66, 2116–2125. [Google Scholar] [CrossRef]
- Gay, D. Composite Materials: Design and Applications; CRC press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Gibson, R.F. A review of recent research on mechanics of multifunctional composite materials and structures. Compos. Struct. 2010, 92, 2793–2810. [Google Scholar] [CrossRef]
- Gou, J.; Tang, Y.; Liang, F.; Zhao, Z.; Firsich, D.; Fielding, J. Carbon nanofiber paper for lightning strike protection of composite materials. Compos. Part B Eng. 2010, 41, 192–198. [Google Scholar] [CrossRef]
- Eslamian, M.; Newton, J.E. Spray-on PEDOT:PSS and P3HT:PCBM Thin Films for Polymer Solar Cells. Coatings 2014, 4, 85–97. [Google Scholar] [CrossRef]
- Fantino, E.; Chiappone, A.; Calignano, F.; Fontana, M.; Pirri, F.; Roppolo, I. In Situ Thermal Generation of Silver Nanoparticles in 3D Printed Polymeric Structures. Materials 2016, 9, 589. [Google Scholar] [CrossRef]
- Larsson, A. The interaction between a lightning flash and an aircraft in flight. Comptes Rendus Phys. 2002, 3, 1423–1444. [Google Scholar] [CrossRef]
- Gagné, M.; Therriault, D. Lightning strike protection of composites. Prog. Aerosp. Sci. 2014, 64, 1–16. [Google Scholar] [CrossRef]
- Sharma, S.; Nivetha, A.; Maalavan, A.; Subramanian, K.S.; Kumar, S.S. Novel Lightning Strike-Protected Polymeric Composite for Future Generation Aviation. J. Aerosp. Eng. 2016. [Google Scholar] [CrossRef]
- Ha, M.S.; Kwon, O.Y.; Choi, H.S. Improved Electrical Conductivity of CFRP by Conductive Nano-Particles Coating for lightning Strike Protection. J. Korean Soc. Compos. Mater. 2010, 23, 31–36. [Google Scholar] [CrossRef]
- Hillmann, S.; Heuer, H.; Calzada, J.; Cooney, A.; Foos, B.; Meyendorf, N. Characterization of wetconductive coatings using eddy current techniques. AIP Conf. Proc. 2012, 1430, 441–448. [Google Scholar]
- Tsai, Y.J.; Chang, C.Y.; Lai, Y.C.; Yu, P.C.; Ahn, H. Realization of Metal Insulator Transition and Oxidation in Silver Nanowire Percolating Networks by Terahertz Reflection Spectroscopy. ACS Appl. Mater. Interfaces 2014, 6, 630–635. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Santoro, G.; Yu, S.; Vayalil, S.K.; Bommel, S.; Roth, S.V. Manipulating the Assembly of Spray-Deposited Nanocolloids: In Situ Study and Monolayer Film Preparation. Langmuir 2016, 32, 4251–4258. [Google Scholar] [CrossRef] [PubMed]
- Diggle, P.J. Overview of statistical methods for disease mapping and its relationship to cluster detection. Spat. Epidemiol. Methods Appl. 2000. [Google Scholar] [CrossRef]
- Dunnett, D.A. Classical Electrodynamics. Nature 1969, 224, 1334. [Google Scholar]
- Jordan, E.C.; Balmain, K.G. Electromagnetic Waves and Radiating Systems; Prentice-Hall: Upper Saddle River, NJ, USA, 1968. [Google Scholar]
- Stratton, J.A. Electromagnetic Theory; John Wiley & Sons: Chichester, UK, 2007. [Google Scholar]
- Hillmann, S.; Heuer, H.; Meyendorf, N. High frequency eddy current device for near surface material characterizations. Proc. SPIE Int. Soc. Opt. Eng. 2009, 7293, 1–9. [Google Scholar]
- Hillmann, S.; Klein, M.; Heuer, H. In-line thin film characterization using eddy current techniques. Stud. Appl. Electromagn. Mech. 2011, 35, 330–338. [Google Scholar]
- Yating, Y.; Pingan, D.; Tuo, Y. Investigation on contribution of conductivity and permeability on electrical runout problem of eddy current displacement sensor. IEEE 2011. [Google Scholar] [CrossRef]
- Patsora, I.; Hillmann, S.; Heuer, H.; Foos, B.C.; Calzada, J.G. High-frequency eddy current based impedance spectroscopy for characterization of the percolation process of wet conductive coatings. AIP Conf. Proc. 2015, 1650, 414–423. [Google Scholar]
- Essam, J.W. Percolation theory. Rep. Prog. Phys. 1980, 43, 7. [Google Scholar] [CrossRef]
- Zhao, H.; Juang, T.; Liu, B. Synthetics and properties of copper conductive adhesives modified by SiO2 nanoparticles. Int. J. Adhes. Adhes. 2007, 27, 429–433. [Google Scholar] [CrossRef]
- Ito, S.; Chen, P.; Comte, P.; Nazeeruddin, M.K.; Liska, P.; Pechy, P.; Grätzel, M. Fabrication of screen-printing pastes from TiO2 powders for dye-sensitised solar cells. Prog. Photovolt. Res. Appl. 2007, 15, 603–612. [Google Scholar] [CrossRef]
- Van Zant, P. Microchip Fabrication; McGraw-Hill: New York, NY, USA, 2000. [Google Scholar]
- Smits, F.M. Measurement of sheet resistivities with the four-point probe. Bell Syst. Technol. J. 1957, 37, 711–718. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filling Material | Conductive Particles |
|---|---|
| Weight percentage wt.% | 70% |
| Polymer matrix | 2-Component Epotek 301 |
| Coupling agent | 3-Glycidoxypropyltrimethoxy silane |
| Solvent agent | Alcohol 94% and n-butyl acetate 99% |
| Name | Average Size, µm | Ag Metal, wt.% |
|---|---|---|
| Silver coated copper (Cu/Ag) SC05F15 (Potters) | 15 | 30–13 |
| Silver coated glass (Glass/Ag) SG05TF40 (Potters) | 35 | 23 |
| Silver coated aluminum (Al/Ag) SA300S20 (Potters) | 20 | 40 |
| Silver (Ag) (Sigma-Aldrich, Darmstadt, Germany) | 99.9 | 10 |
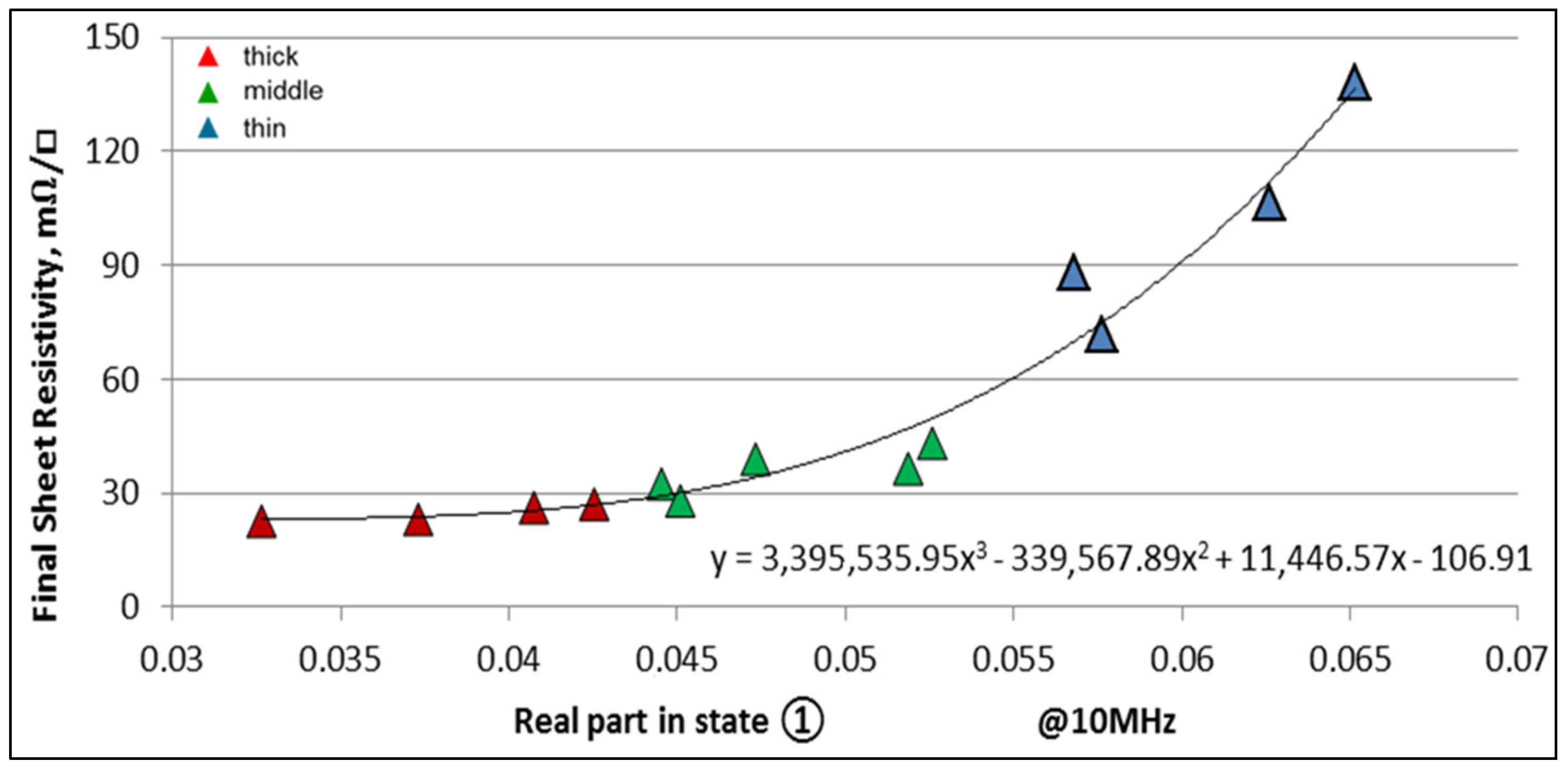
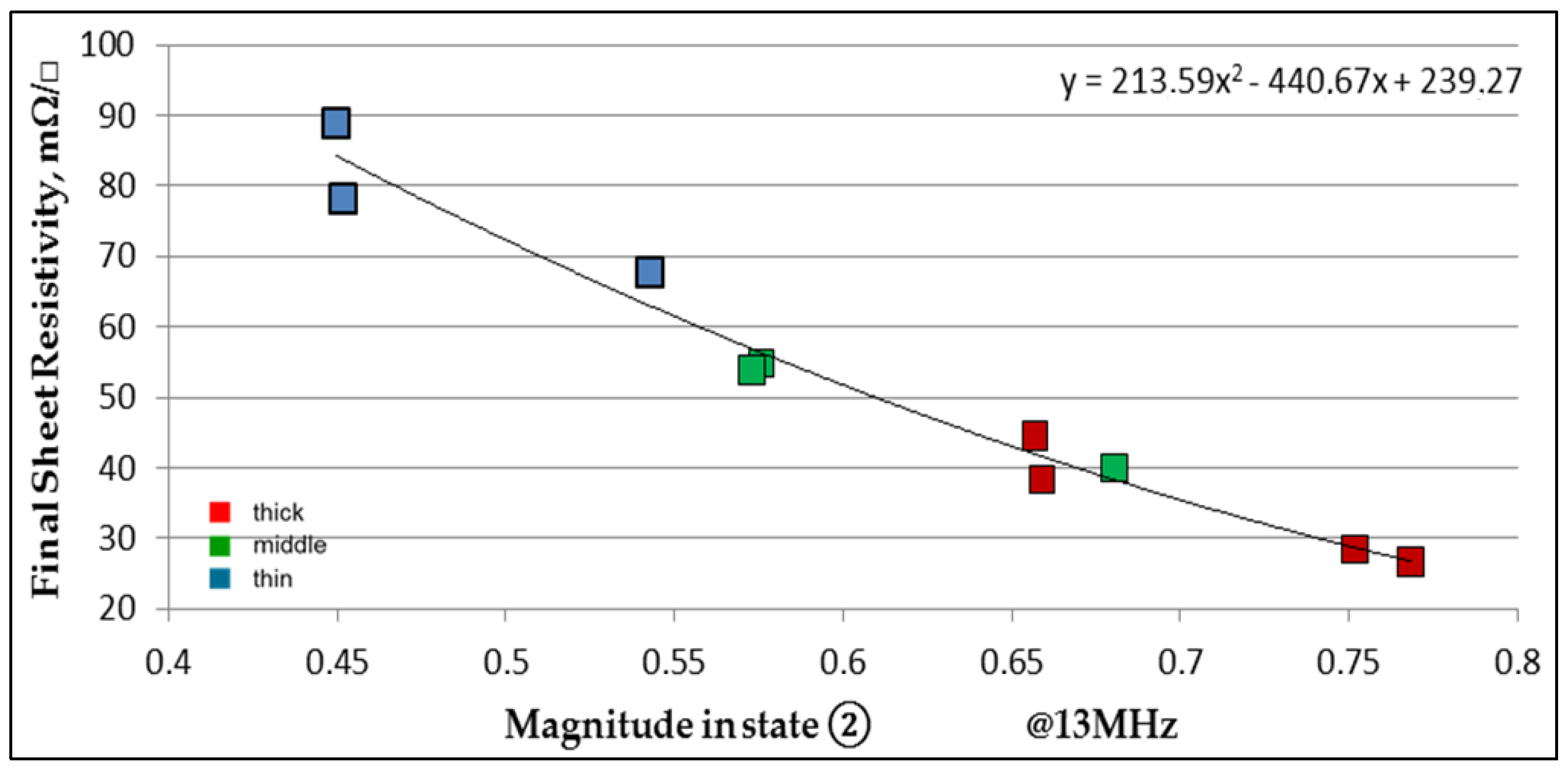
| Screen Printing Frame Thickness | Final Sheet Resistivity of the Conductive Coatings |
|---|---|
| Thin d = 100 µm | = 71.67–138 mΩ/sq. |
| Middle d = 200 µm | = 28.05–43.18 mΩ/sq. |
| Thick d = 300 µm | = 22.7–27.16 mΩ/sq. |
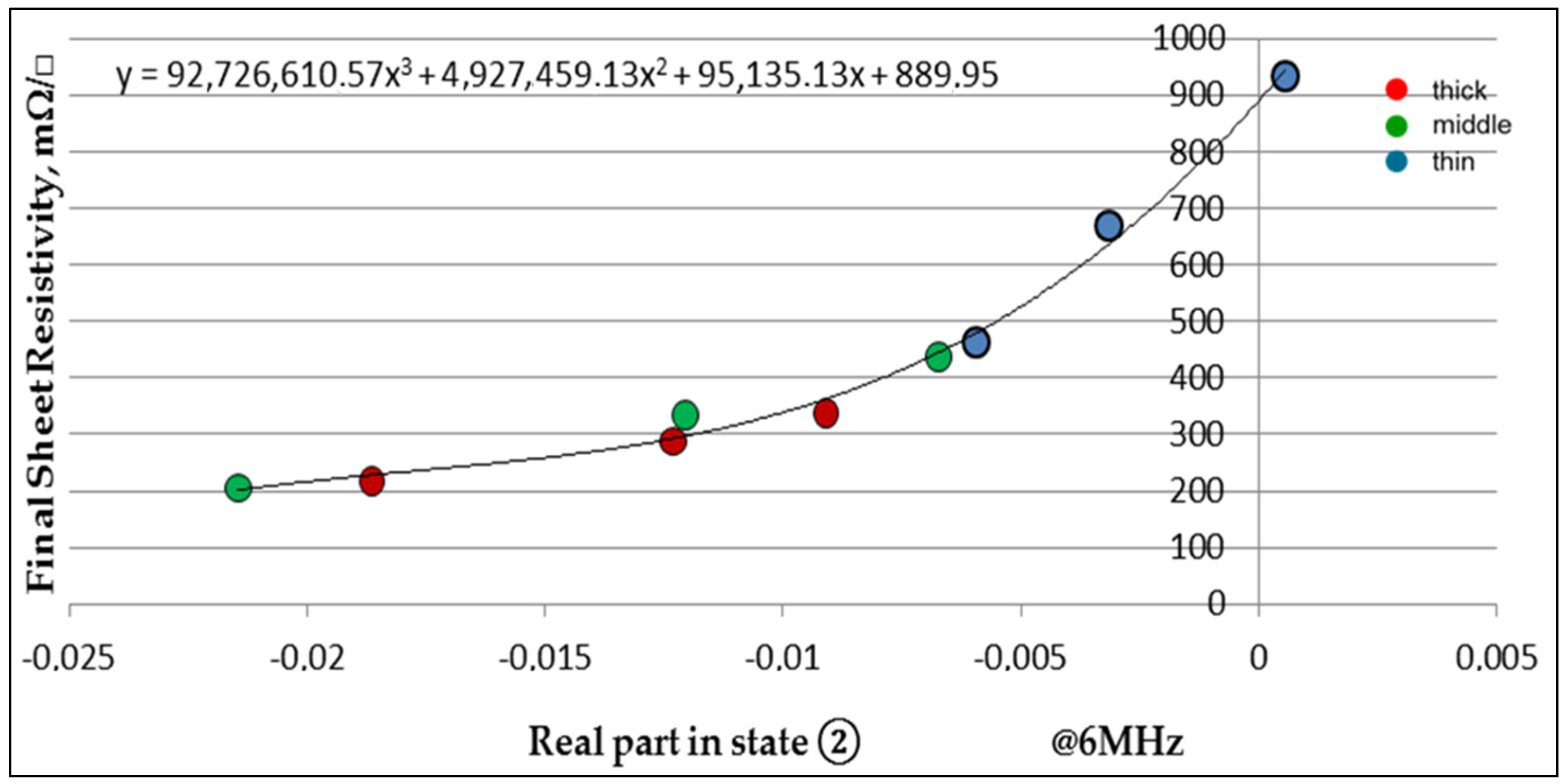
| Screen Printing Frame Thickness | Final Sheet Resistivity of the Conductive Coatings |
|---|---|
| Thin d = 100 µm | = 436.3–934.8 mΩ/sq. |
| Middle d = 200 µm | = 287.6–338.3 mΩ/sq. |
| Thick d = 300 µm | = 164.7–267.1 mΩ/sq. |
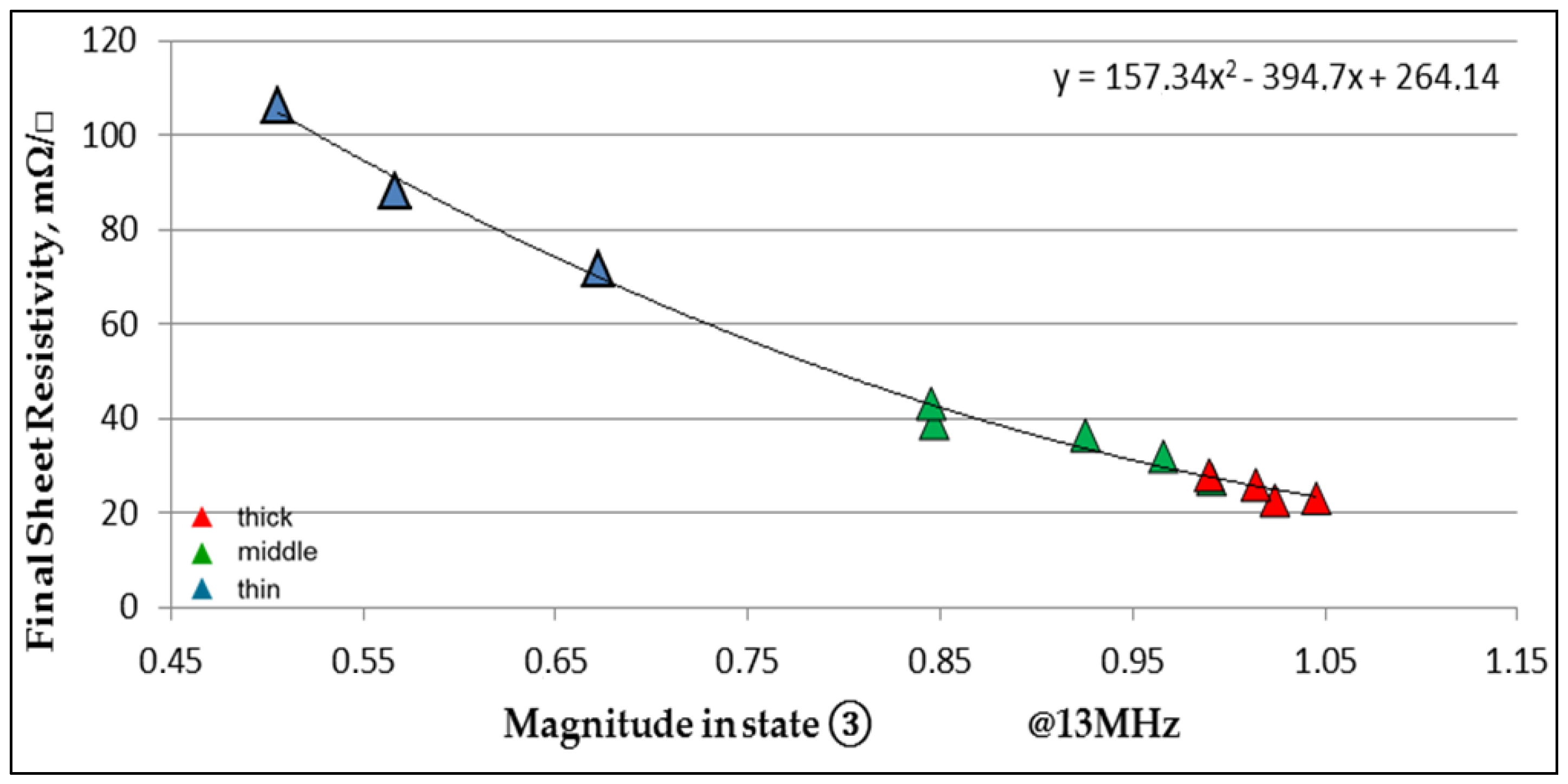
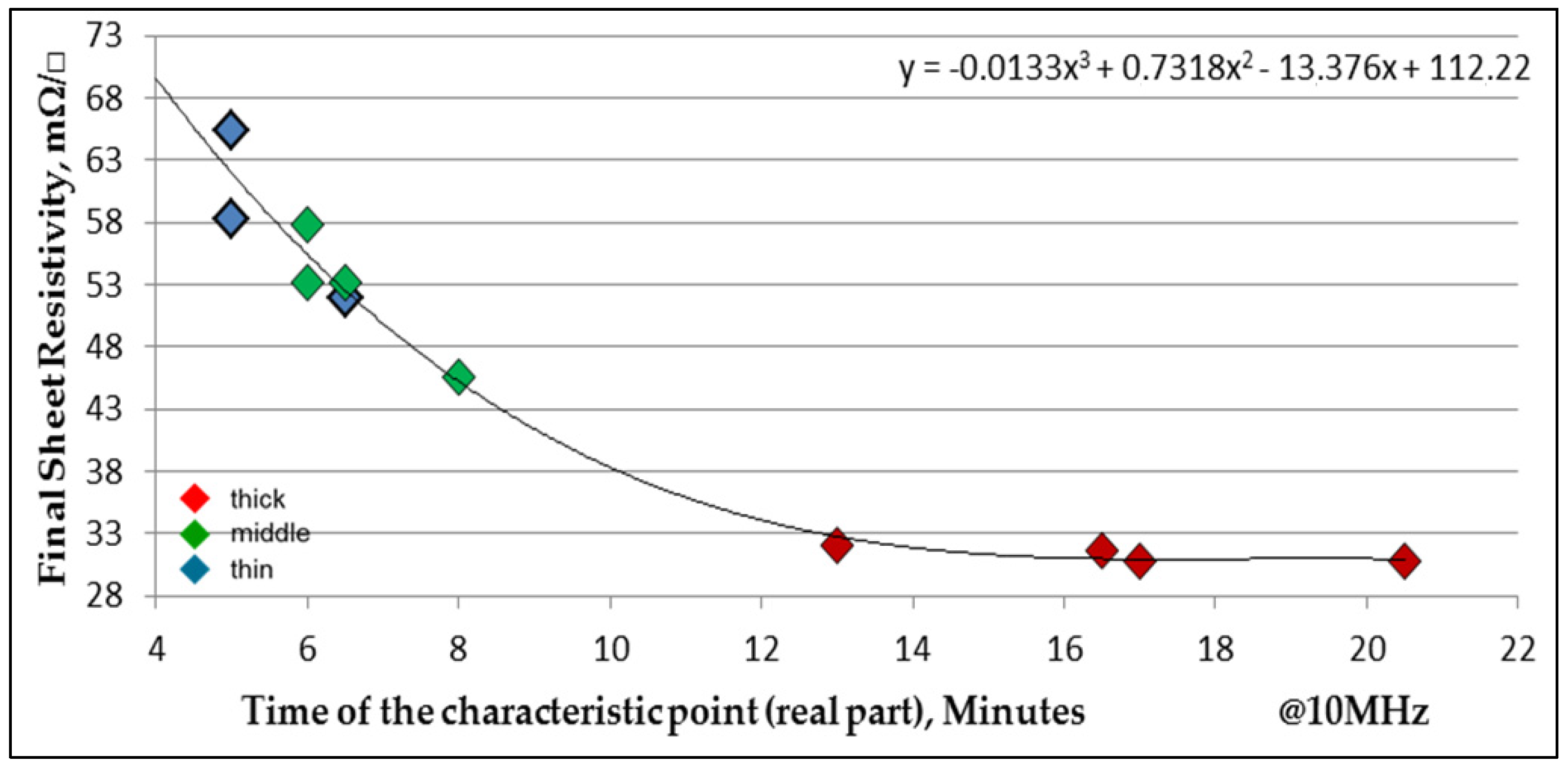
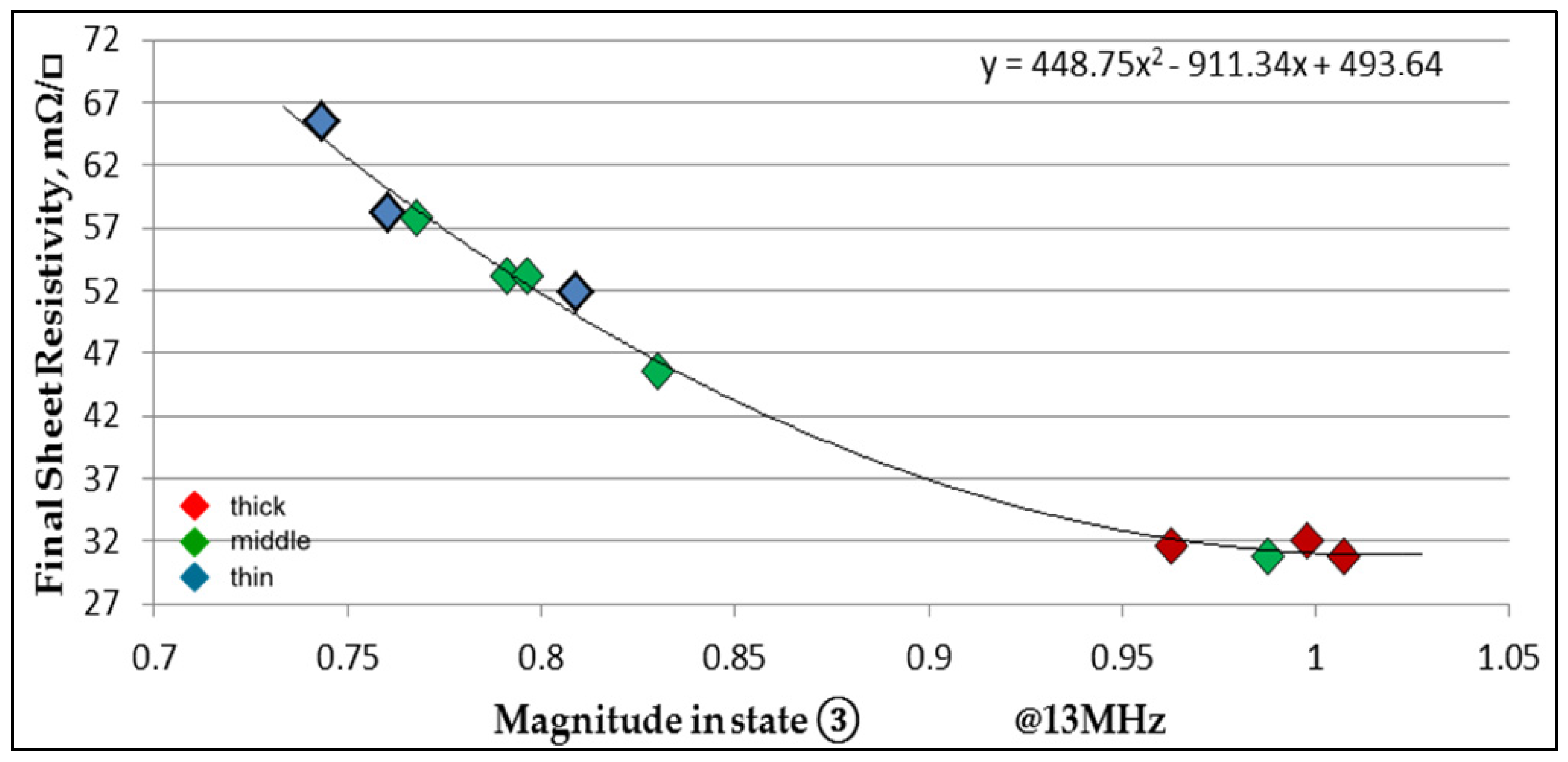
| Screen Printing Frame Thickness | Final Sheet Resistivity of the Conductive Coatings |
|---|---|
| Thin d = 100 µm | = 51.9–65.4 mΩ/sq. |
| Middle d = 200 µm | = 45.6–57.8 mΩ/sq. |
| Thick d = 300 µm | = 30.8–32.1 mΩ/sq. |
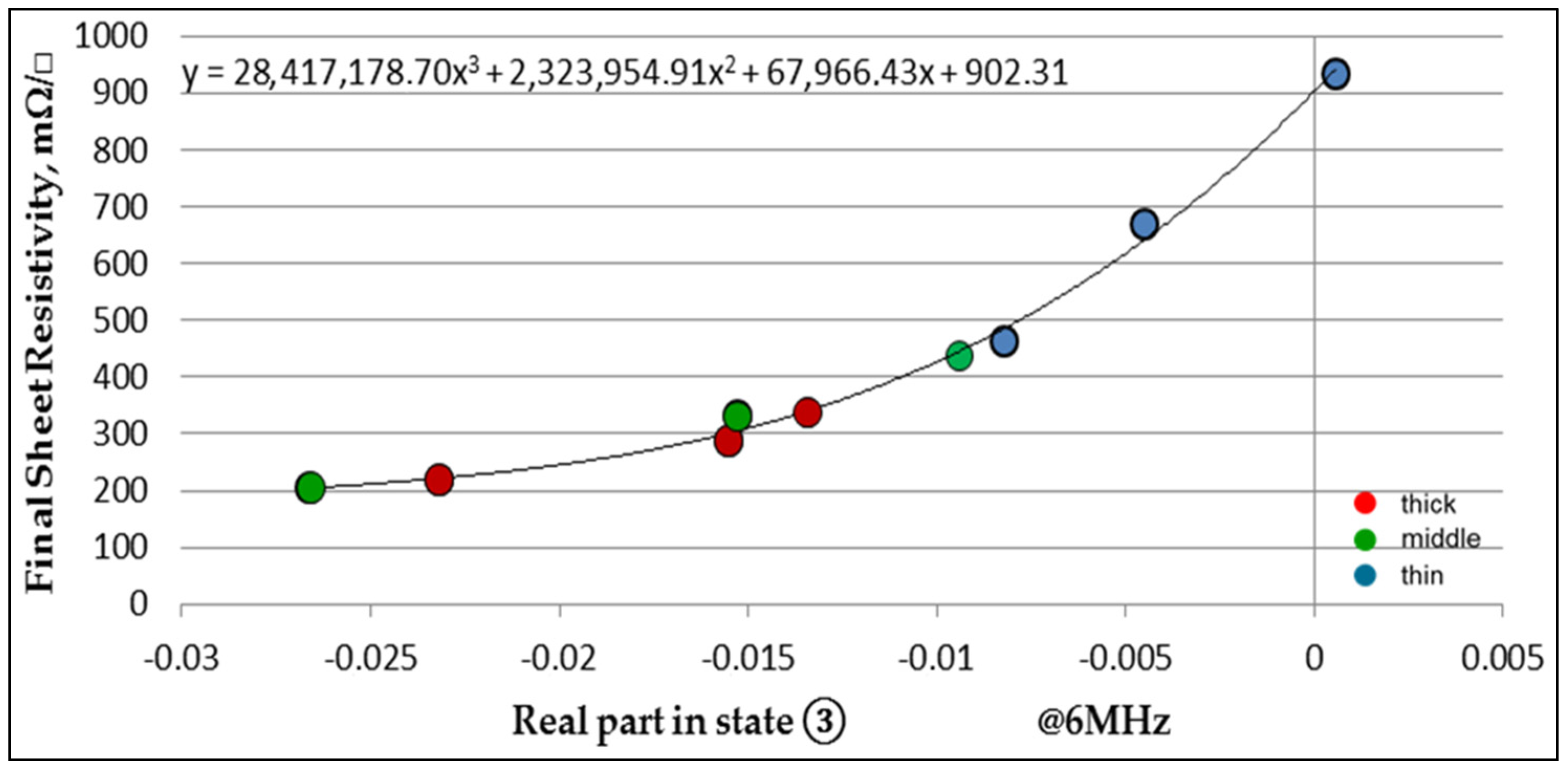
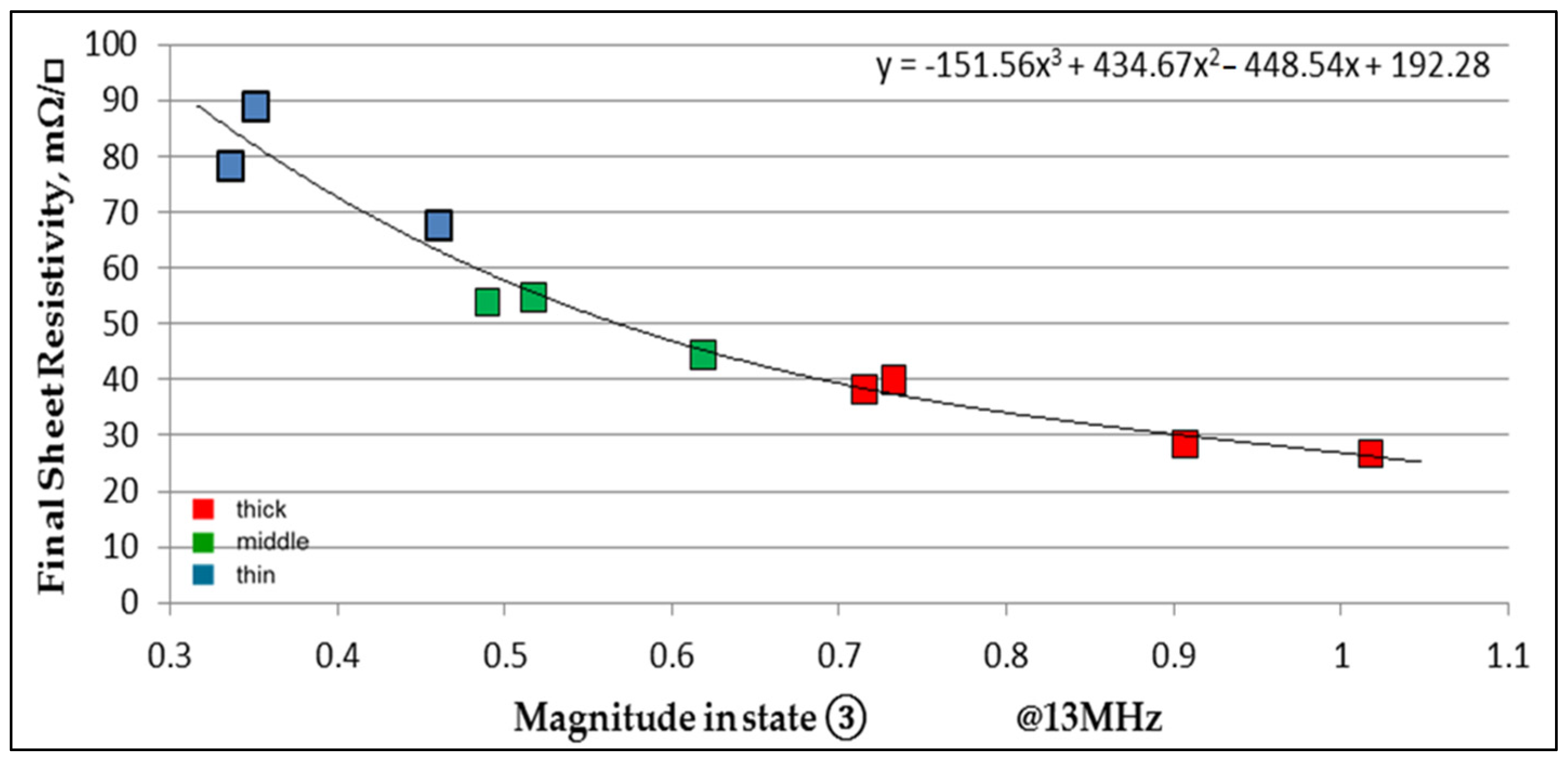
| Screen Printing Frame Thickness | Final Sheet Resistivity of the Conductive Coatings |
|---|---|
| Thin d = 10 µm | = 67.7–89 mΩ/sq. |
| Middle d = 200 µm | = 40.1–54.8 mΩ/sq. |
| Thick d = 300 µm | = 26.7–44.5 mΩ/sq. |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patsora, I.; Heuer, H.; Hillmann, S.; Tatarchuk, D. Study of a Particle Based Films Cure Process by High-Frequency Eddy Current Spectroscopy. Coatings 2017, 7, 3. https://doi.org/10.3390/coatings7010003
Patsora I, Heuer H, Hillmann S, Tatarchuk D. Study of a Particle Based Films Cure Process by High-Frequency Eddy Current Spectroscopy. Coatings. 2017; 7(1):3. https://doi.org/10.3390/coatings7010003
Chicago/Turabian StylePatsora, Iryna, Henning Heuer, Susanne Hillmann, and Dmytro Tatarchuk. 2017. "Study of a Particle Based Films Cure Process by High-Frequency Eddy Current Spectroscopy" Coatings 7, no. 1: 3. https://doi.org/10.3390/coatings7010003
APA StylePatsora, I., Heuer, H., Hillmann, S., & Tatarchuk, D. (2017). Study of a Particle Based Films Cure Process by High-Frequency Eddy Current Spectroscopy. Coatings, 7(1), 3. https://doi.org/10.3390/coatings7010003