Advances in Automotive Conversion Coatings during Pretreatment of the Body Structure: A Review


Abstract
:1. Introduction
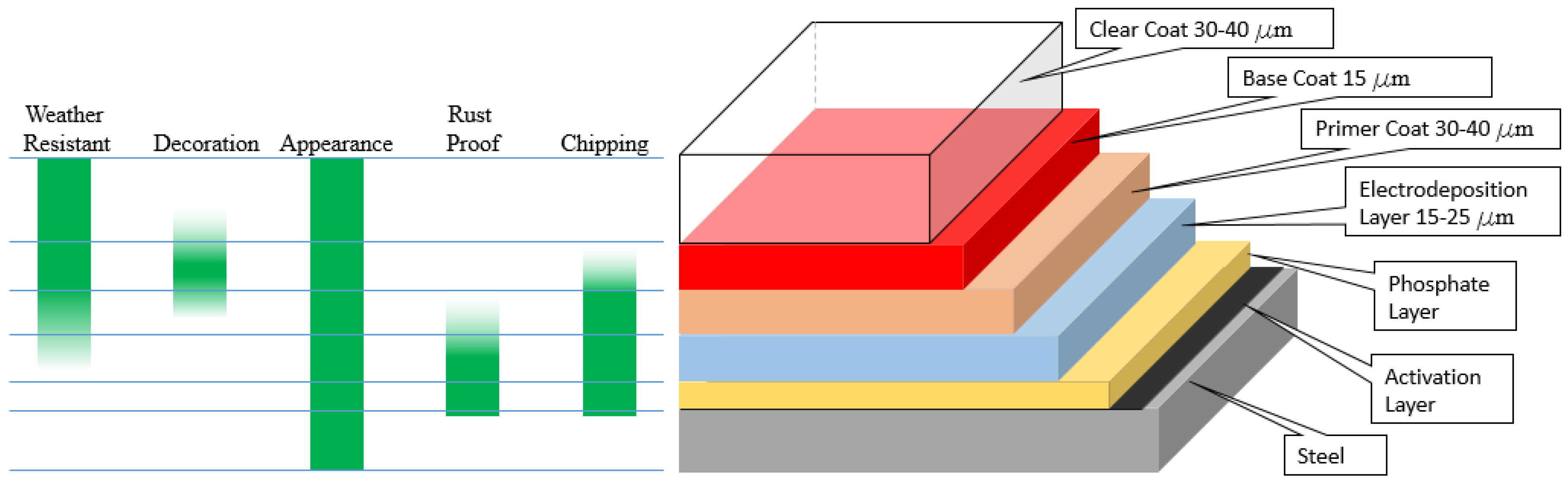
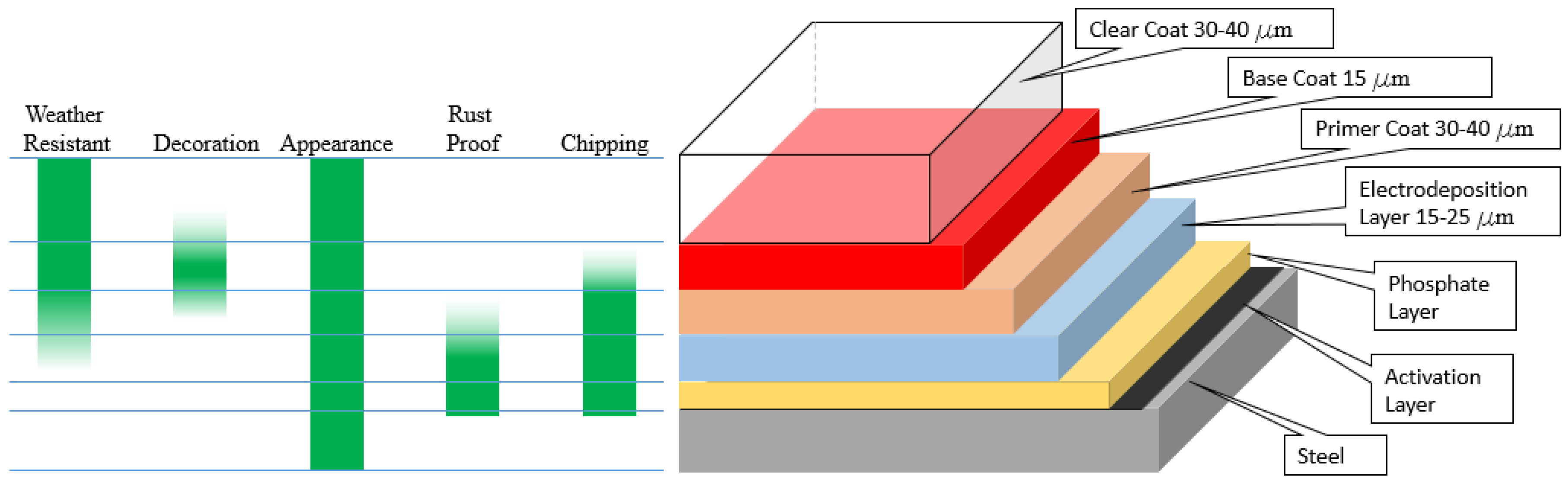
2. The Automotive Coating Stack
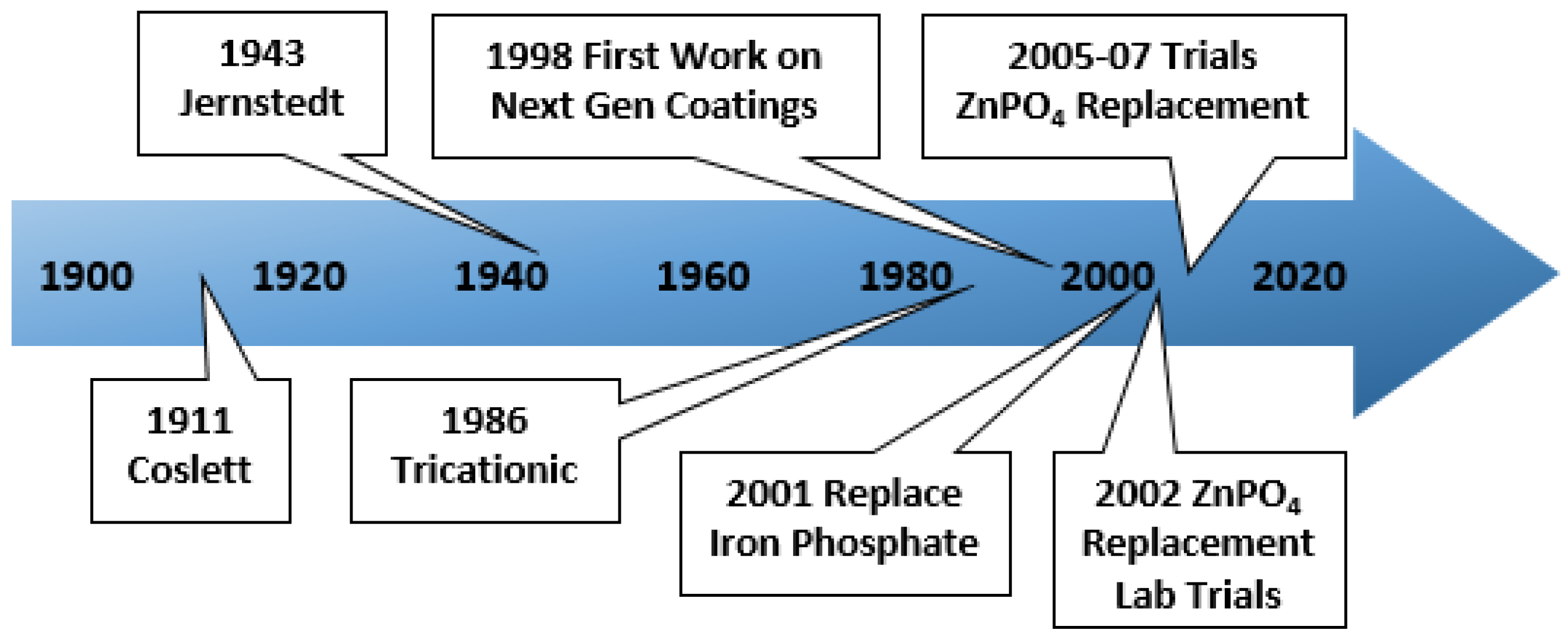
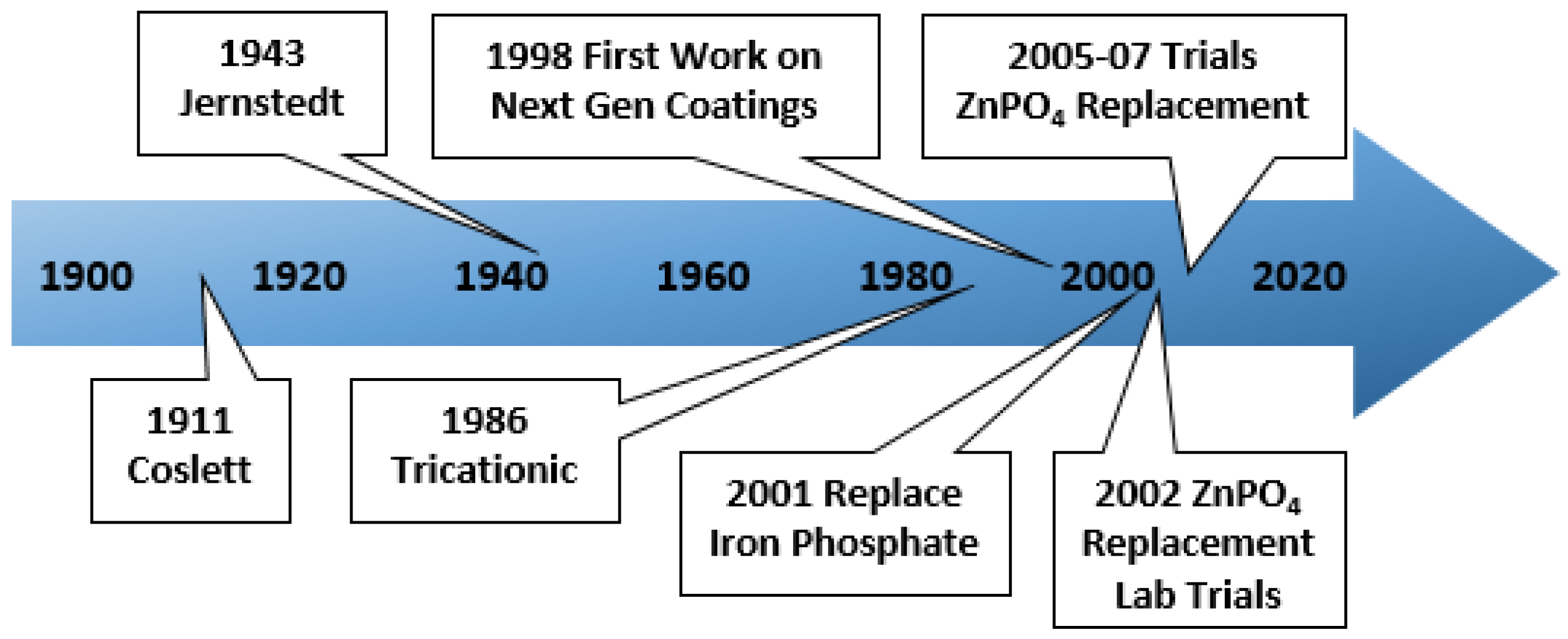
3. The Automotive Conversion Coating Timeline and Purpose
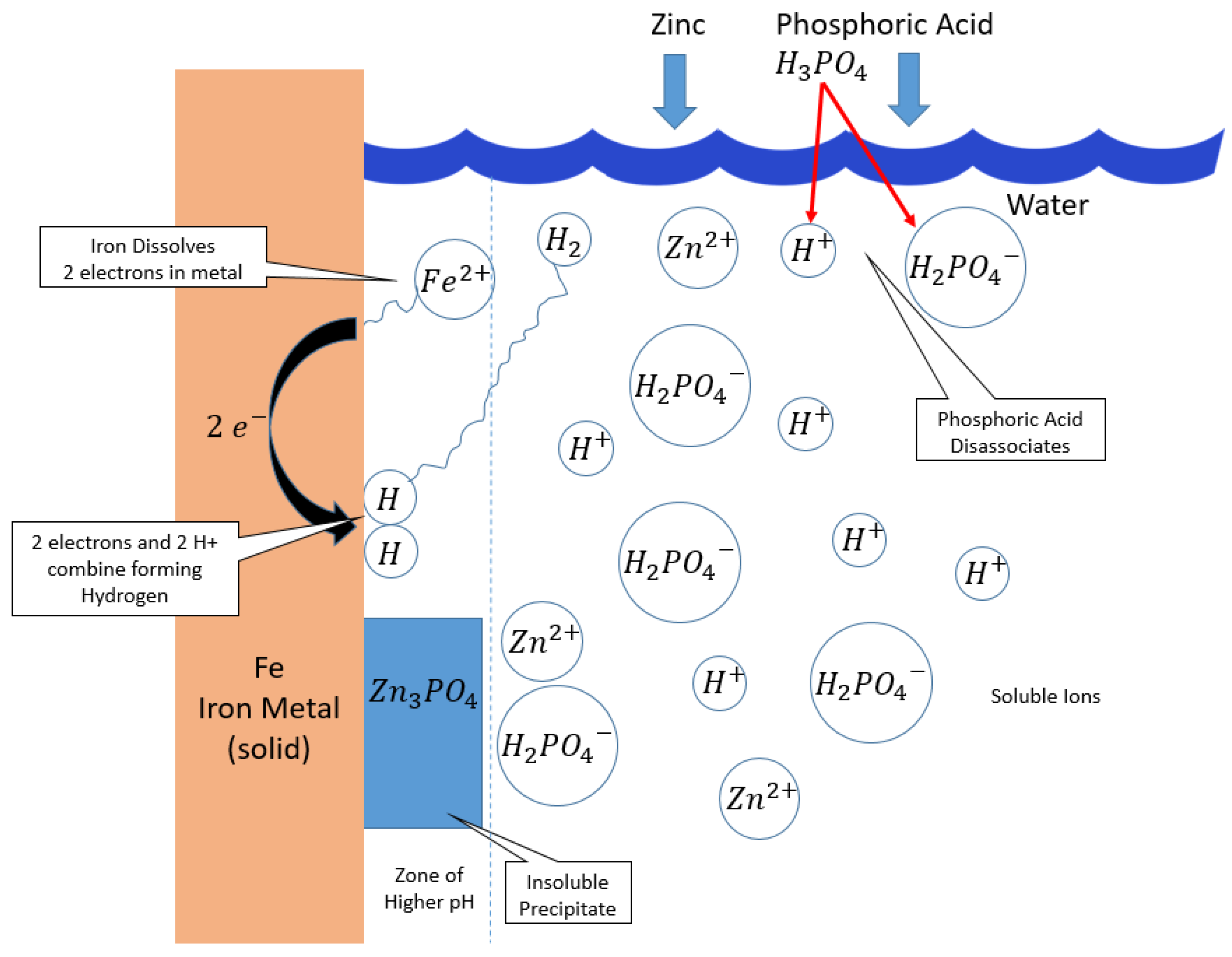
4. The Foundation of Zinc Phosphate Conversion Coatings
| Steel | |
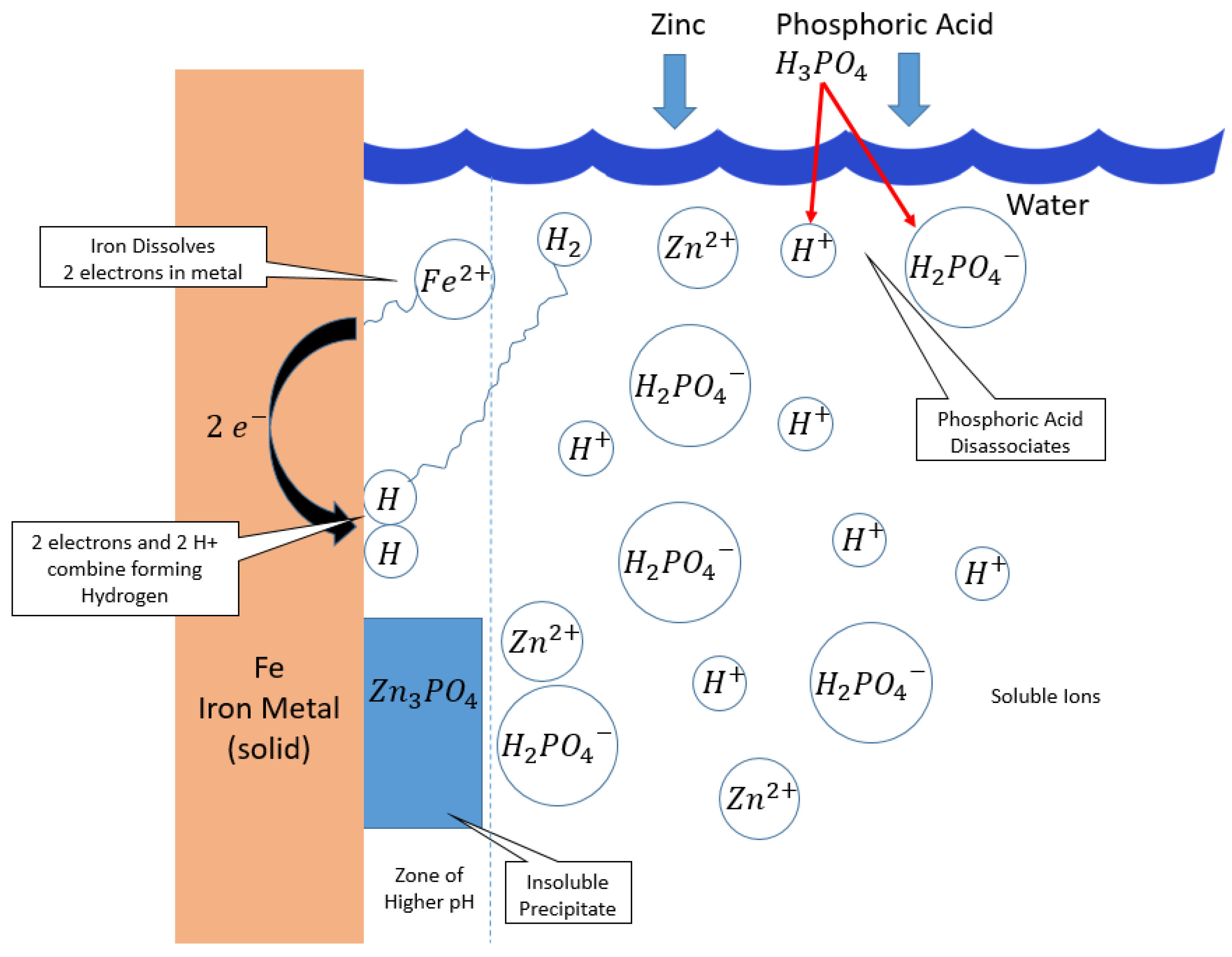
| Pickling | Fe + 2H3PO4 → Fe (H2PO4)2 + H2 (g) Fe + 2H+ → Fe2+ + H2 (g) |
| Coating | 3Zn2+ + 2H2PO4− + 4H2O → Zn3 (PO4)2·4H2O (s) + 4H+ Hopeite 2Zn2+ + Fe2+ + 2H2PO4− + 4H2O → Zn2Fe (PO4)2·4H2O (s) + 4H+ Phosphophyllite Zn2+ + 2Mn2+ + 2H2PO4− + 4H2O → Mn2Zn (PO4)2·4H2O (s) + 4H+ ZnMn-Phosphate |
| Sludge | Fe2+ + H+ + Ox → Fe3+ + HOx Fe3+ + H2PO4− → FePO4 + 2H+ |
| Zinc-Coated Steel | |
| Pickling | Zn + 2H3PO4 → Zn (H2PO4)2 + H2 (g) Zn + 2H+ → Zn2+ + H2 (g) |
| Coating | 3Zn2+ + 2H2PO4− + 4H2O → Zn3 (PO4)2·4H2O (s) + 4H+ Zn2+ + 2Mn2+ + 2H2PO4- + 4H2O → Mn2Zn (PO4)2·4H2O (s) + 4H+ |
| Aluminum | |
| Pickling | Al2O3 + 6H+ → 2 Al3+ + 3 H2O Al + 3H+ → Al3+ + 1 ½ H2 (g) |
| Complexing | Al3+ + 6F− → AlF63− |
| Coating | 3Zn2+ + 2H2PO4− + 4H2O → Zn3 (PO4)2·4H2O (s) + 4H+ Zn2+ + 2Mn2+ + 2H2PO4− + 4H2O → Mn2Zn (PO4)2·4H2O (s) + 4H+ |
| Sludge | Al3+ + 6F− + 3Na+ → Na3AlF6 Al3+ + 6F− + 2K+ + Na+ → K2NaAlF6 |
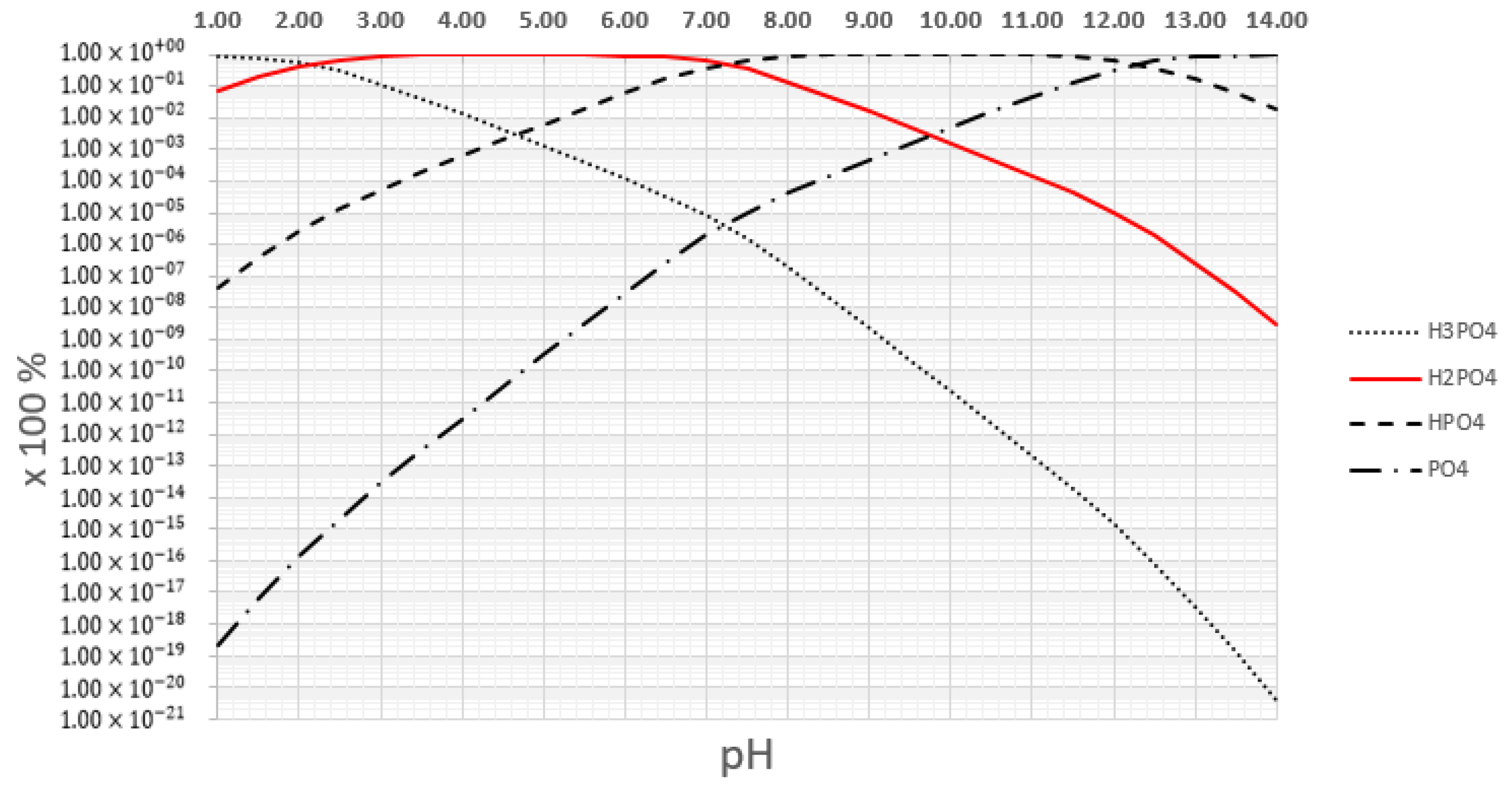
4.1. Phosphoric Acid
4.2. Jernstedt Salt
4.3. Oxidizing Agents
4.4. Chromate Rinse
4.5. Environmental Terminology
5. The Evolution of Conversion Coatings
5.1. Conversion Coating [23]—Bender et al. (approx. 1970–1980)
- Water;
- Phosphoric Acid;
- A mixture of salts of zinc phosphate;
- Oxidizers.
5.2. Conversion Coatings [24]—Narayanan (approx. 1980–2005)
5.3. Conversion Coatings [12]—Milosev and Frankel (approx. 2000–2018)
5.4. Connecting The Nearly 50 Years of Progress in Conversion Coatings: Approximately 1970–2018
6. Magnesium
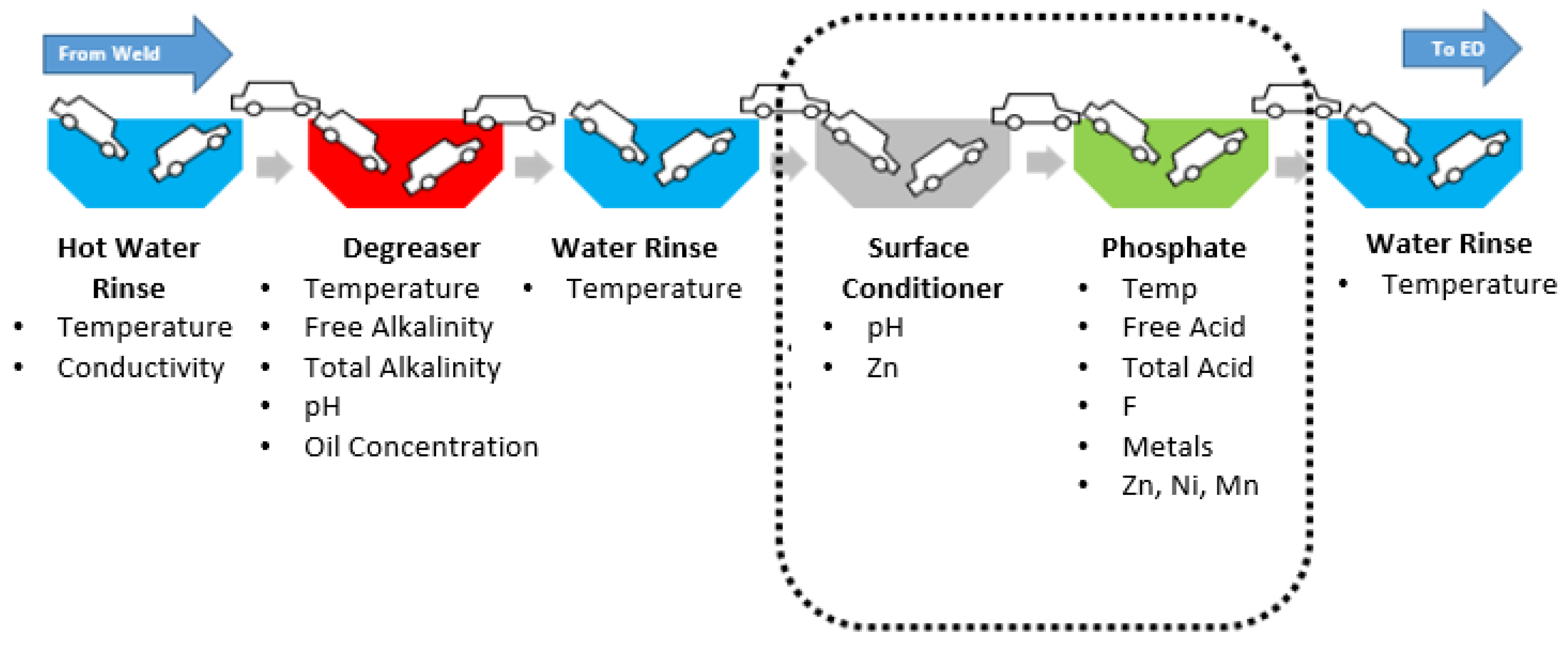
7. Tri-Cationic Phosphate Pretreatment Process
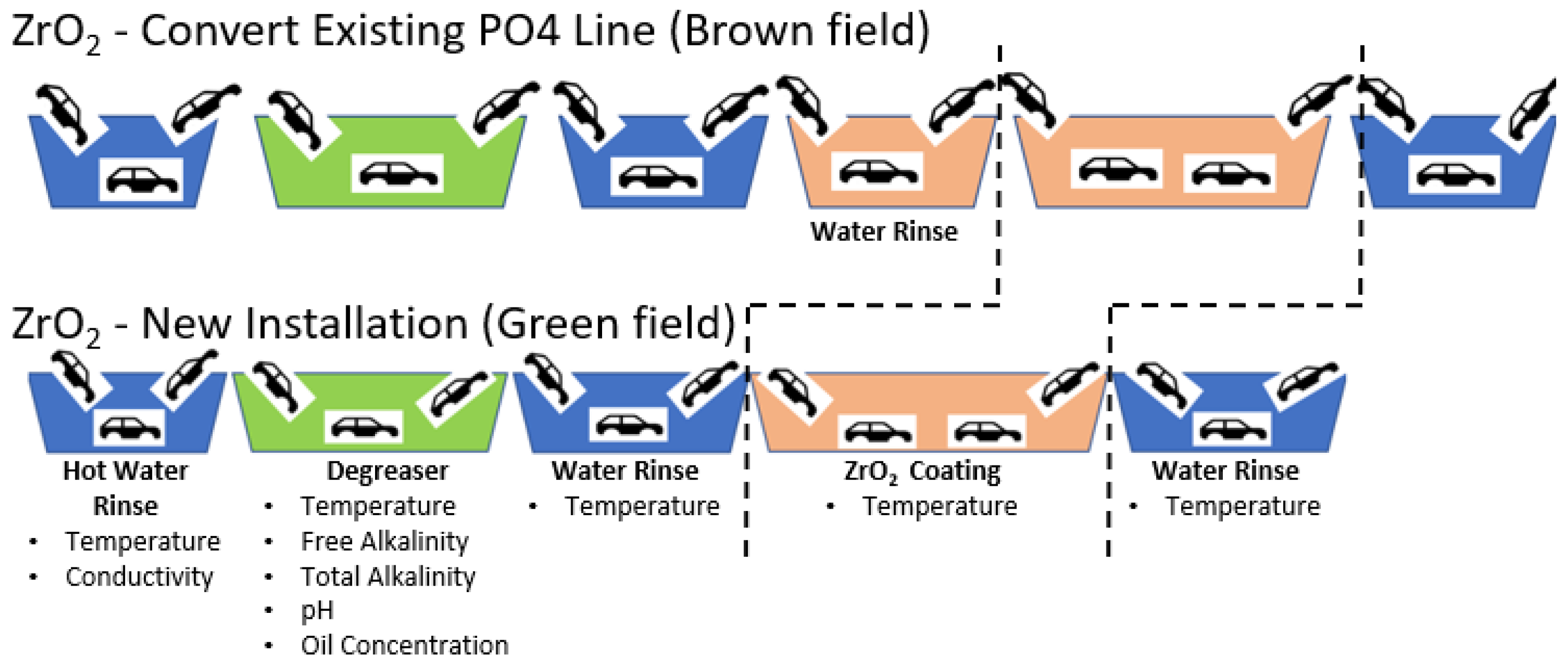
8. Zirconium Oxide Pretreatment Process
9. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Coslett, T.W. Treatment of Iron or Steel to Prevent the Oxidation or Rusting Thereof. U.S. Patent 1,007,069, 31 October 1911. [Google Scholar]
- Mills, P. What’s cooking in chemical pretreatment? Available online: http://www.powdercoatedtough.com/News/ID/572/Whats-Cooking-In-Chemical-Pretreatment (accessed on 7 September 2018).
- Akafuah, N.; Poozesh, S.; Salaimeh, A.; Patrick, G.; Lawler, K.; Saito, K. Evolution of the automotive body coating process—A review. Coatings 2016, 6, 24. [Google Scholar] [CrossRef]
- Giles, T.R.; Goodreau, B.H.; Fristad, W.E. An update of new conversion coating for the automotive industry. SAE Int. J. Mater. Manuf. 2008, 1, 575–581. [Google Scholar] [CrossRef]
- Rausch, D.W. The Phosphating of Metals; ASM International: Metals Park, OH, USA, 1990. [Google Scholar]
- Giles, T. Pretreatment for Painting. Available online: https://www.pfonline.com/articles/pretreatment-for-painting (accessed on 7 September 2018).
- Streitberger, H.-J.; Dossel, K.-F. Automotive Paints and Coatings, 2nd ed.; Wiley-VCH: Weinheim, Germany, 2008. [Google Scholar]
- Wolpers, M.; Angeli, J. Activation of galvanized steel surfaces before zinc phosphating—XPS and GDOES investigations. Appl. Surf. Sci. 2001, 179, 281–291. [Google Scholar] [CrossRef]
- Jernstedt, G. Corrosion Resistant Coating for Metal Surfaces. U.S. Patent 2,310,239, 9 February 1943. [Google Scholar]
- Tegehall, P.-E. The mechanism of chemical activation with titanium phosphate colloids in the formation of zinc phosphate conversion coatings. Colloids Surf. 1990, 49, 373–383. [Google Scholar] [CrossRef]
- Klusmann, E.; Schultze, J.W. pH-microscopy: Technical application in phosphating solutions. Electrochimica Acta 2003, 48, 3325–3332. [Google Scholar] [CrossRef]
- Milošev, I.; Frankel, G.S. Review—conversion coatings based on zirconium and/or titanium. J. Electrochem. Soc. 2018, 165, 127–144. [Google Scholar] [CrossRef]
- Hagans, P.; Haas, C. ASM Handbook Volume 5: Surface Engineering; ASM International: Metals Park, OH, USA, 1994. [Google Scholar]
- Zhang, X.; Sloof, W.; Hovestad, A.; Westing, E.V.; Terryn, H.; Wit, J.D. Characterization of chromate conversion coatings on zinc using XPS and SKPFM. Surf. Coat. Technol. 2005, 192, 168–176. [Google Scholar] [CrossRef]
- Flora, S.D.; Camoirano, A.; Bagnasco, M.; Bennicelli, C.; Corbett, G.; Kerger, B. Estimates of the chromium(VI) reducing capacity in human body compartments as a mechanism for attenuating its potential toxicity and carcinogenicity. Carcinogenesis 1997, 18, 531–537. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Puomi, P.; Fagerholm, H.; Sopanen, A. Parameters affecting long-term performance of painted galvanised steels. Anti-Corros. Methods Mater. 2001, 48, 160–171. [Google Scholar] [CrossRef]
- Smolders, A.J.; Lucassen, E.C.; Bobbink, R.; Roelofs, J.G.; Lamers, L.P. How nitrate leaching from agricultural lands provokes phosphate eutrophication in groundwater fed wetlands: The sulphur bridge. Biogeochemistry 2010, 98, 1–7. [Google Scholar] [CrossRef]
- Lamers, L.P.M.; Falla, S.-J.; Samborska, E.M.; van Dulken, I.A.; Hengstum, G.V.; Roelofs, J.G. Factors controlling the extent of eutrophication and toxicity in sulfate-polluted freshwater wetlands. Limnol. Oceanogr. 2002, 47, 585–593. [Google Scholar] [CrossRef] [Green Version]
- Salden, M.P. Chromium: Environmental, Medical and Materials Studies (Chemical Engineering Methods and Technology); Nova Science Pub Inc.: Hauppauge, NY, USA, 2011. [Google Scholar]
- Saha, R.; Nandi, R.; Saha, B. Review sources and toxicity of hexavalent chromium. J. Coord. Chem. 2011, 64, 1782–1806. [Google Scholar] [CrossRef]
- Sujarittanonta, S.; Sherrard, J.H. Activated sludge nickel toxicity studies. J. Water Pollut. Control. Fed. 1981, 53, 1314–1322. [Google Scholar]
- Ge, Y.; Bruno, M.; Haykal-Coates, N.; Wallace, K.; Andrews, D.; Swank, A.; Winnik, W.; Ross, J.A. Proteomic assessment of biochemical pathways that are critical to nickel-induced toxicity responses in human epithelial cells. PLoS ONE 2016, 11, e0162522. [Google Scholar] [CrossRef] [PubMed]
- Bender, H.S.; Cheever, G.D.; Wojtkowiak, J.J. Zinc phosphate treatment of metals. Prog. Org. Coat. 1980, 8, 241–274. [Google Scholar] [CrossRef]
- Sankara Narayanan, T.S.N. Surface pretreatment by phosphate conversion coatings—A review. Rev. Adv. Mater. Sci. 2005, 9, 130–177. [Google Scholar]
- Oyabu, Y.; Furuno, N.; Hirasawa, Y.; Omori, H. Electrodeposition coating process for automobile bodies. Trans. Iron Steel Inst. Jpn. 1983, 23, 994–1008. [Google Scholar] [CrossRef]
- Murakami, R.; Shimizu, H.; Yoshi, T.; Ishida, M.; Yonekura, H. Phosphating Process of Metal Surface. U.S. Patent 4,419,147, 6 December 1983. [Google Scholar]
- Losch, A.; Schultze, J.W.; Speckmann, H.-D. A new electrochemical method for the determination of the free surface of phosphate layers. Appl. Surf. Sci. 1991, 52, 29–38. [Google Scholar] [CrossRef]
- Bhar, G.N.; Debnath, N.C.; Roy, S. Effects of calcium ions on the morphology and corrosion resistance of zinc-phosphated steel. Surf. Coat. Technol. 1988, 35, 171–179. [Google Scholar] [CrossRef]
- Satoh, N. Effects of heavy metal additions and crystal modification on the zinc phosphating of electrogalvanized steel sheet. Surf. Coat. Technol. 1987, 30, 171–181. [Google Scholar] [CrossRef]
- Huff, J.; Zurilla, R. Alkaline Resistant Manganese-Nickel-Zinc Phosphate Conversion Coatings and Method of Application. U.S. Patent 4,596,607, 24 June 1986. [Google Scholar]
- Zurilla, R.; Hospadaruk, V. Quantitative Test for Zinc Phosphate Coating Quality, SAE Technical Paper Series No. 780187, 762–767.
- Leidheiser, H., Jr. Electrical and electrochemical measurements as predictors of corrosion at the metal-organic coating interface. Prog. Org. Coat. 1979, 7, 79–104. [Google Scholar] [CrossRef]
- Karmaschek, U.; Roland, A.; Vennschott, H.; Wennemann, H. Chromium-Free Conversion Coating Treatment of Aluminum. U.S. Patent 5,584,946, 17 December 1996. [Google Scholar]
- Li, L.; Desouzac, A.L.; Swain, G.M. In situ pH measurement during the formation of conversion coatings on an aluminum alloy (AA2024). Analyst 2013, 138, 4398–4402. [Google Scholar] [CrossRef] [PubMed]
- Hass, D. Self-Healing Environmental Barrier Coating. U.S. Patent 9,951,630, 24 April 2018. [Google Scholar]
- Braun, P.V.; Choo, S.H.; White, S.R. Self-healing Coating System. U.S. Patent 7,723,405, 25 May 2010. [Google Scholar]
- Zhong, X.; Wu, X.; Jia, Y.; Liu, Y. Self-repairing vanadium–zirconium composite conversion coating for aluminum alloys. Appl. Surf. Sci. 2013, 280, 489–493. [Google Scholar] [CrossRef]
- Ghanbari, A.; Attar, M.M. Self-limiting film formation mechanism of zirconium based conversion coating on mild steel. Anti-Corros. Methods Mater. 2016, 63, 137–144. [Google Scholar]
- Lunder, O.; Simensena, C.; Yub, Y.; Nisancioglub, K. Formation and characterization of Ti–Zr based conversion layers on AA6060 aluminium. Surf. Coat. Technol. 2004, 84, 278–290. [Google Scholar] [CrossRef]
- Li, L.; Whitman, B.W.; Swaina, G.M. Characterization and performance of a Zr/Ti pretreatment conversion coating on AA2024-T3. J. Electrochem. Soc. 2015, 162, C279–C284. [Google Scholar] [CrossRef]
- Khun, N.W.; Frankel, G.S. Effect of hexafluorozirconic acid pretreatment on cathodic delamination of epoxy coatings from steel substrates. Corrosion 2015, 71, 277–284. [Google Scholar] [CrossRef]
- Beck, F. Fundamental aspects of electrodeposition of paint. Prog. Org. Coat. 1976, 4, 1–60. [Google Scholar] [CrossRef]
- Joost, W.J.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Brady, M.; Joost, W.J.; Warren, C.D. Insights from a recent meeting: Current status and future directions in magnesium corrosion research. Corrosion 2017, 73, 452–462. [Google Scholar] [CrossRef]
- Couture, P.; Blaise, C.; Cluis, D.; Bastien, C. Zirconium toxicity assessment using bacteria, algae, fish assays. Water Air Soil Pollut. 1989, 47, 87–100. [Google Scholar] [CrossRef]
- Joost, W. Reducing vehicle weight and improving U.S. Energy efficiency using integrated computational materials engineering. JOM 2012, 64, 1032–1038. [Google Scholar] [CrossRef]
- Karpel, S. Advancing on All Fronts; Metal Bulletin: London, UK, 2013; pp. 37–40. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time | Author | Environmental | State of Art | Exceptional Topic |
|---|---|---|---|---|
| 1980 | Bender et al. [23] | Minimal | Phosphate | Film Formation |
| 2005 | Narayanan [24] | Recovery | Tri-cationic | Film Analysis |
| 2018 | Milosev and Frankel [12] | Replace | ZrO2 | Adhesion–Delamination |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Doerre, M.; Hibbitts, L.; Patrick, G.; Akafuah, N.K. Advances in Automotive Conversion Coatings during Pretreatment of the Body Structure: A Review. Coatings 2018, 8, 405. https://doi.org/10.3390/coatings8110405
Doerre M, Hibbitts L, Patrick G, Akafuah NK. Advances in Automotive Conversion Coatings during Pretreatment of the Body Structure: A Review. Coatings. 2018; 8(11):405. https://doi.org/10.3390/coatings8110405
Chicago/Turabian StyleDoerre, Mark, Larry Hibbitts, Gabriela Patrick, and Nelson K. Akafuah. 2018. "Advances in Automotive Conversion Coatings during Pretreatment of the Body Structure: A Review" Coatings 8, no. 11: 405. https://doi.org/10.3390/coatings8110405
APA StyleDoerre, M., Hibbitts, L., Patrick, G., & Akafuah, N. K. (2018). Advances in Automotive Conversion Coatings during Pretreatment of the Body Structure: A Review. Coatings, 8(11), 405. https://doi.org/10.3390/coatings8110405