TEM Microstructural Evolution and Formation Mechanism of Reaction Layer for 22MnB5 Steel Hot-Dipped in Al–10% Si

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
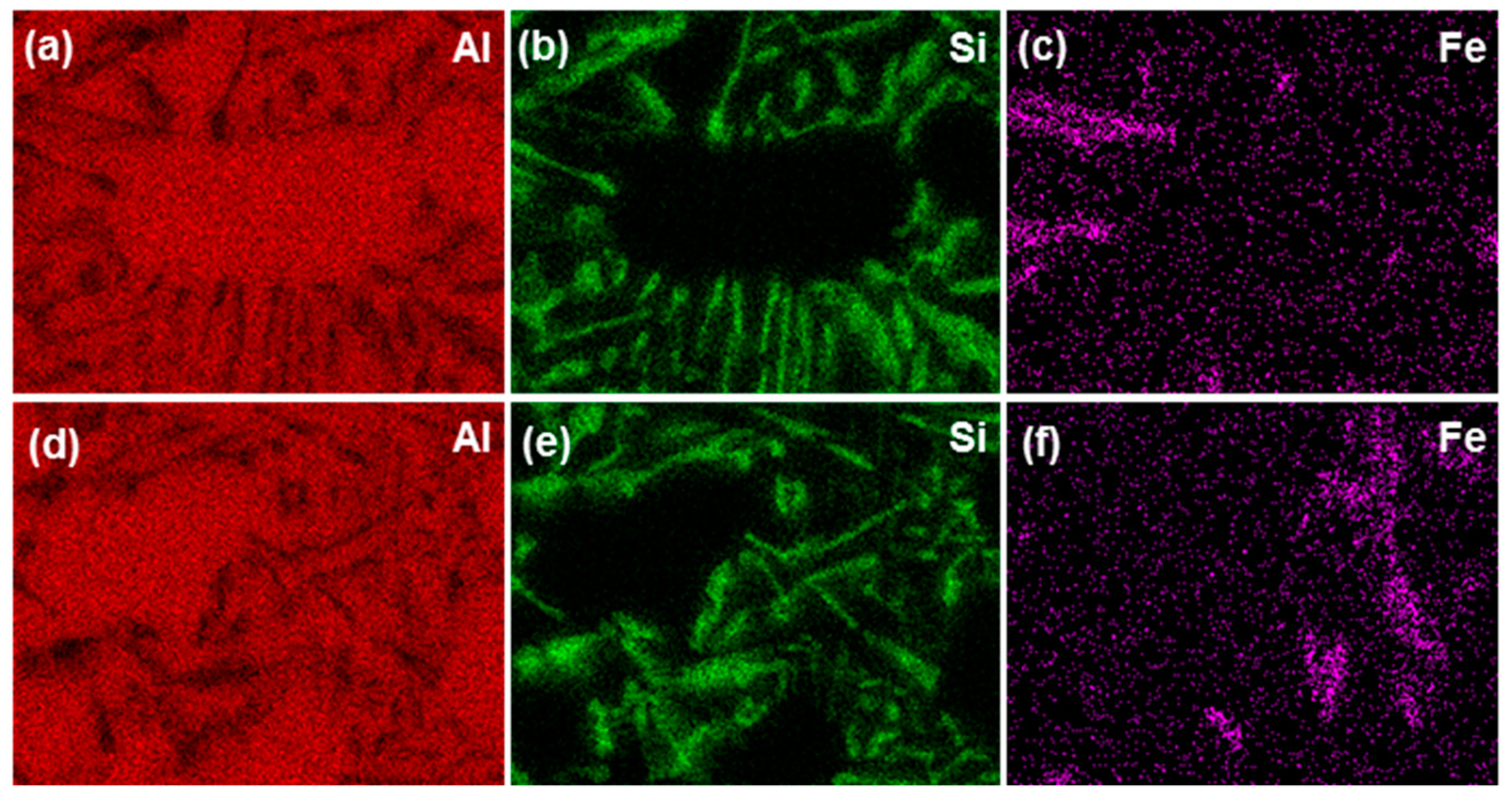
3.1. Microstructure of the Solidified Al–Si Coating Layer
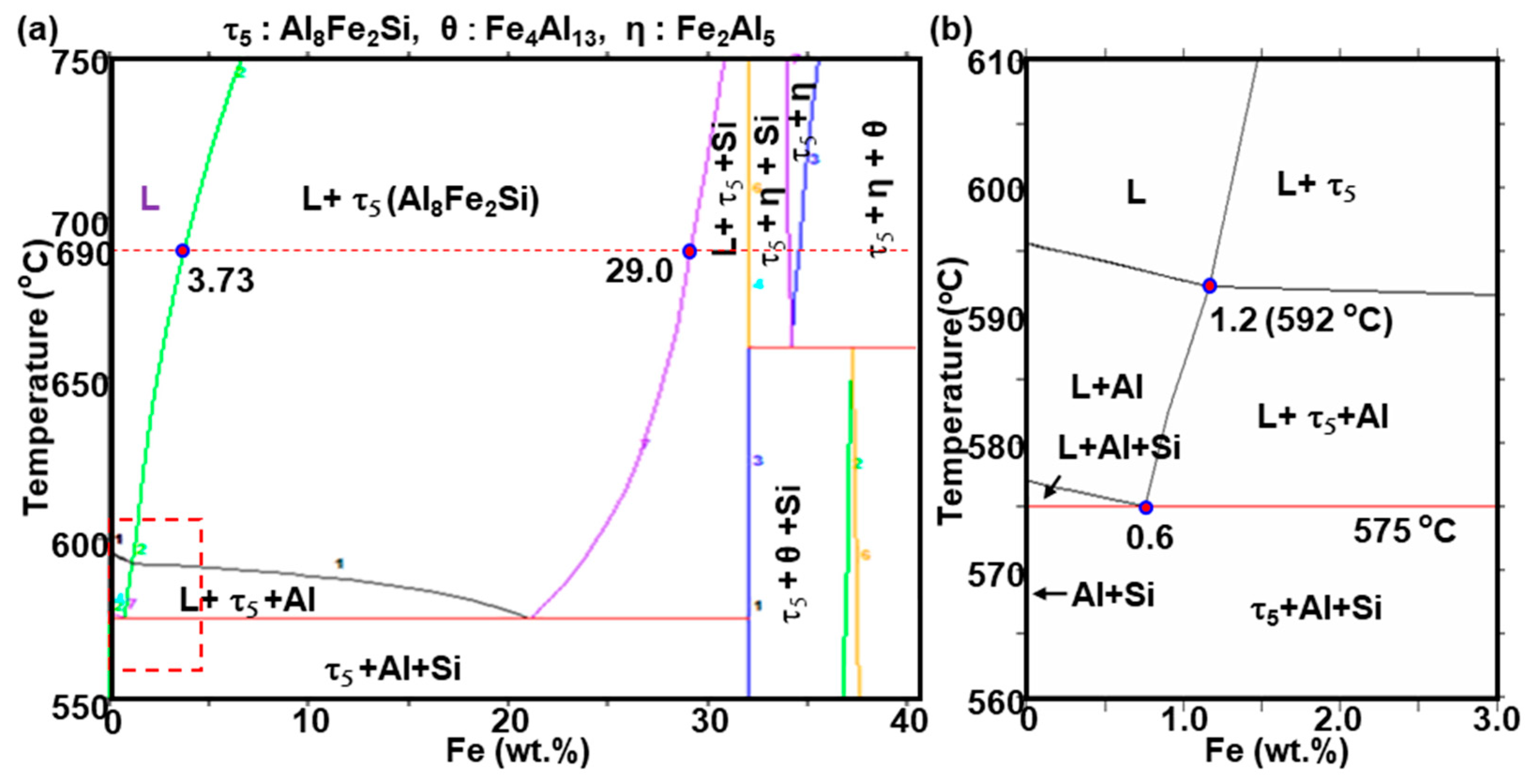
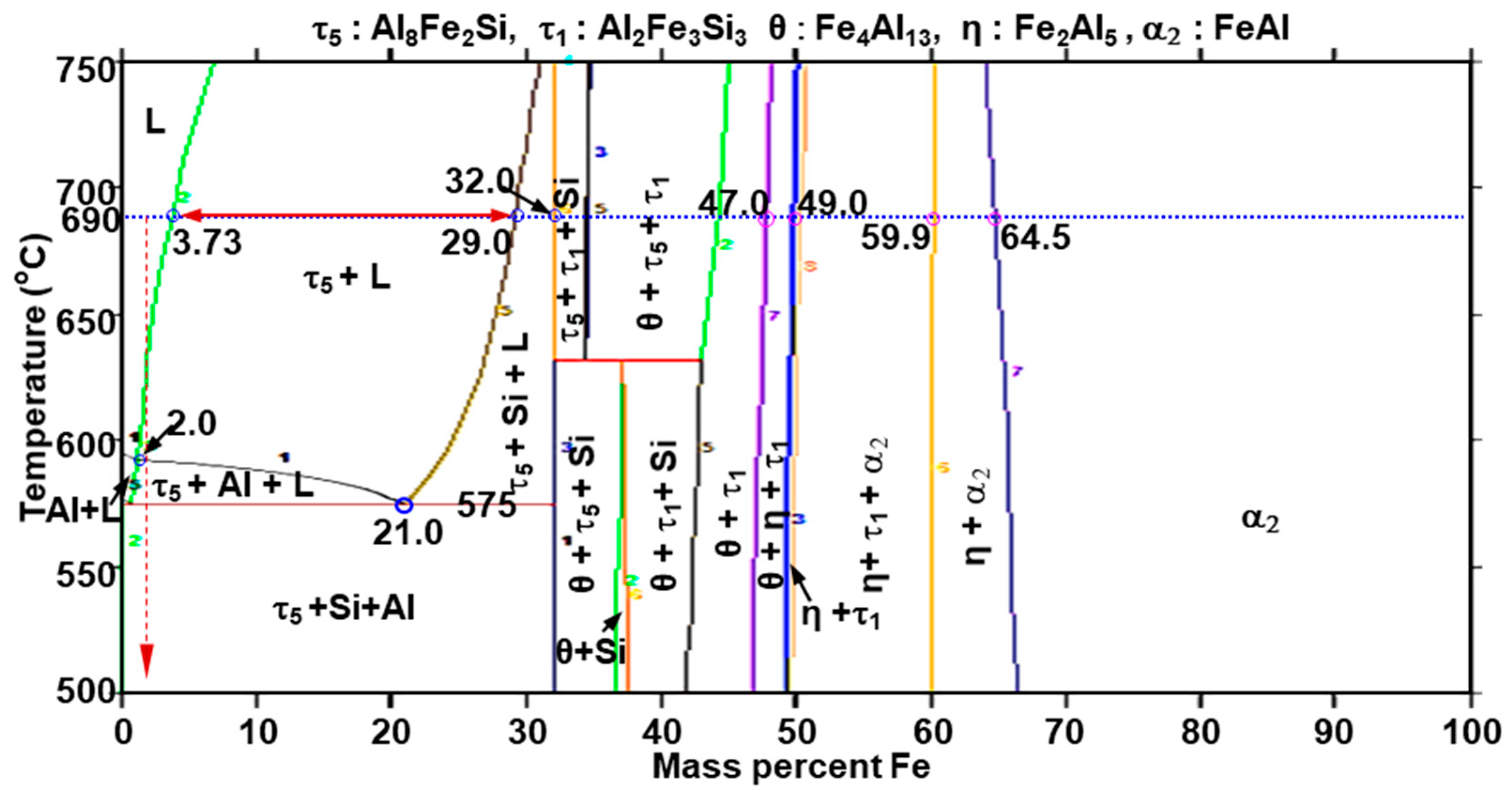
- Fe concentration less than 0.6 wt %: L → Al + L → Al + Si + L → Al + Si + τ5;
- Fe concentration 0.6–1.2 wt %: L → Al + L → τ5 + Al + L → Al + Si + τ5;
- Fe concentration 1.2–3.73 wt %: L → τ5 + L → τ5 + Al + L → Al + Si + τ5.
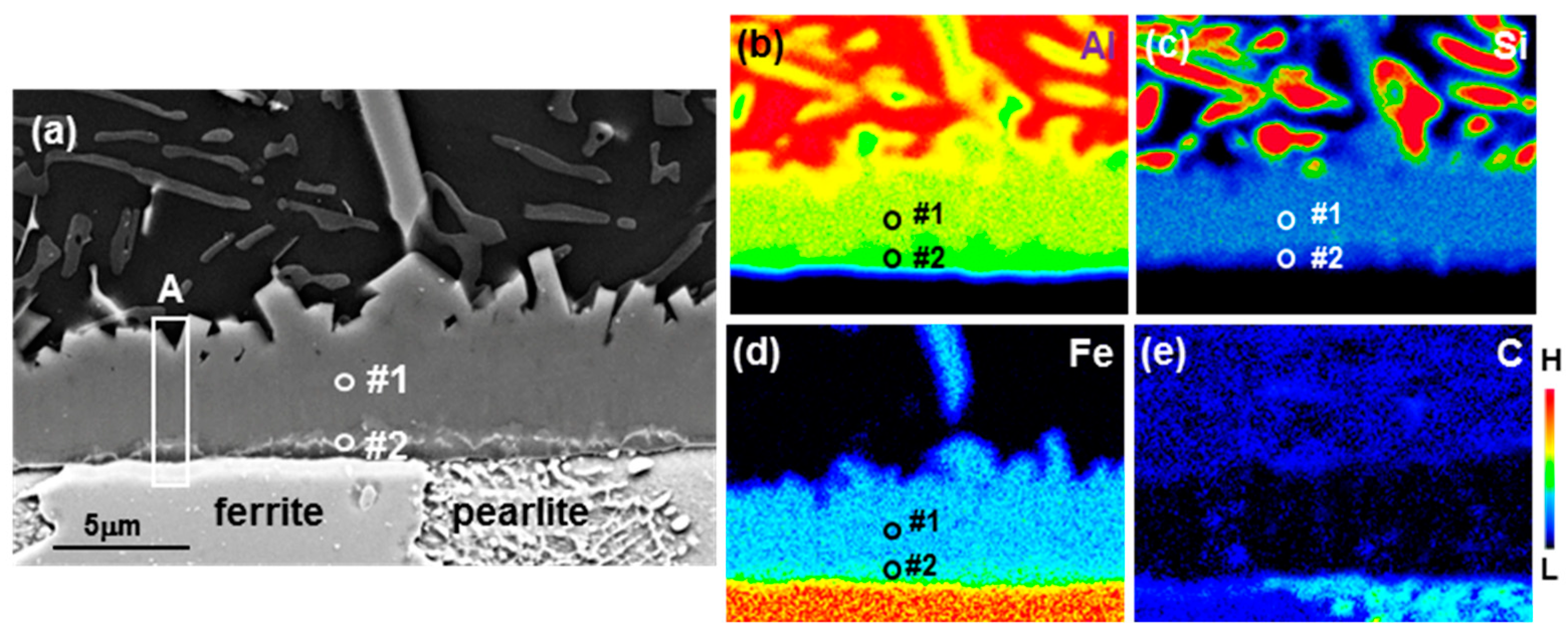
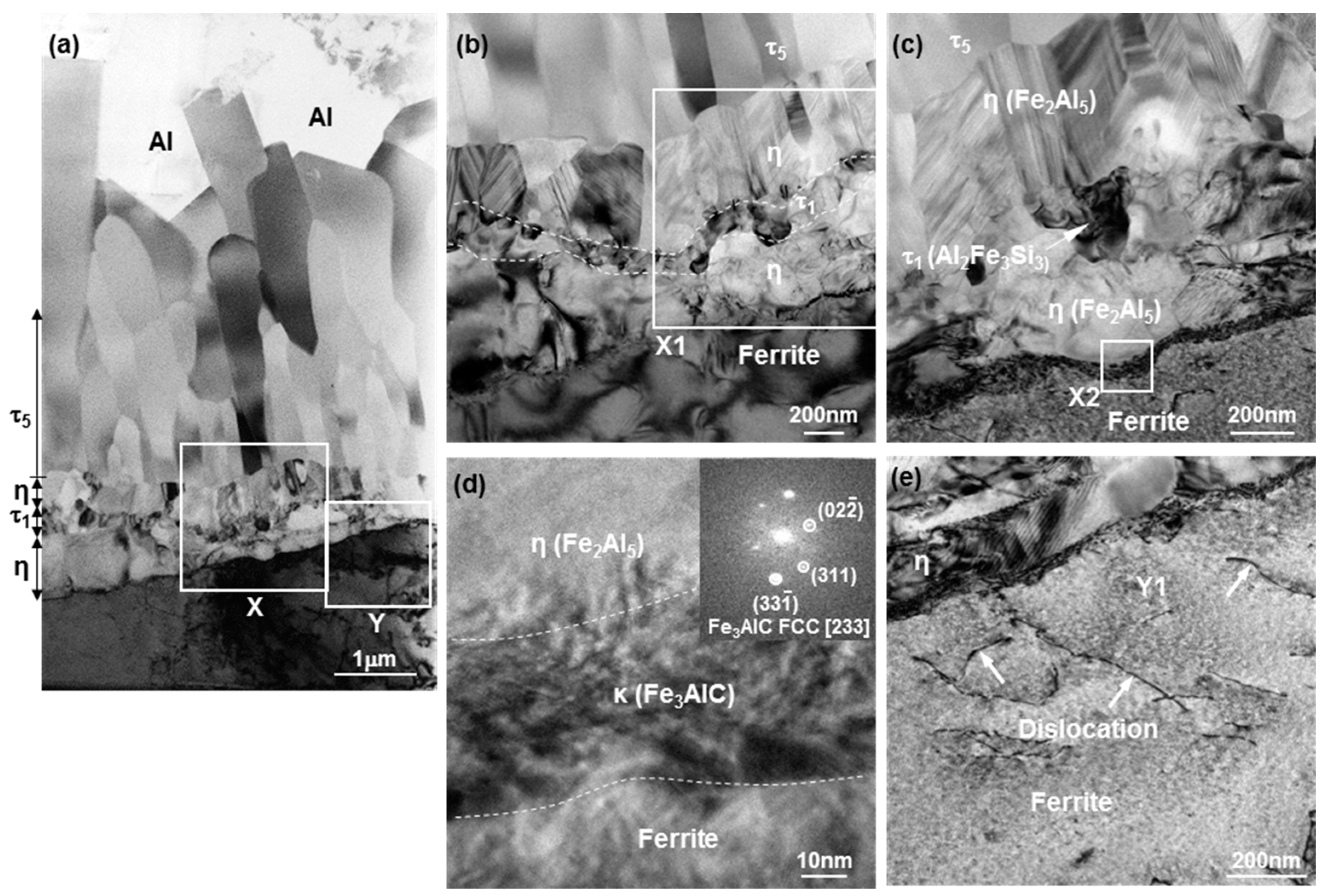
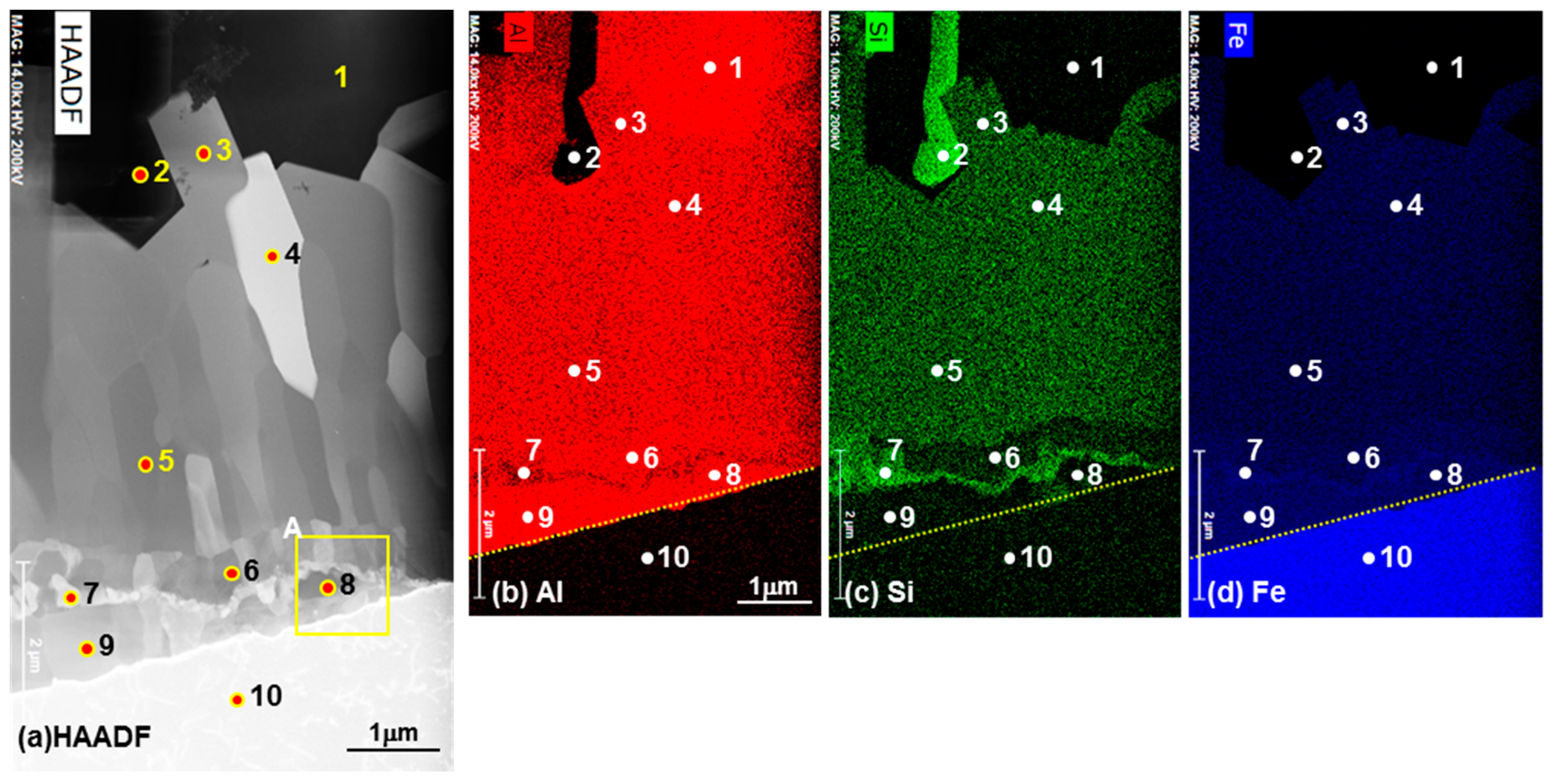
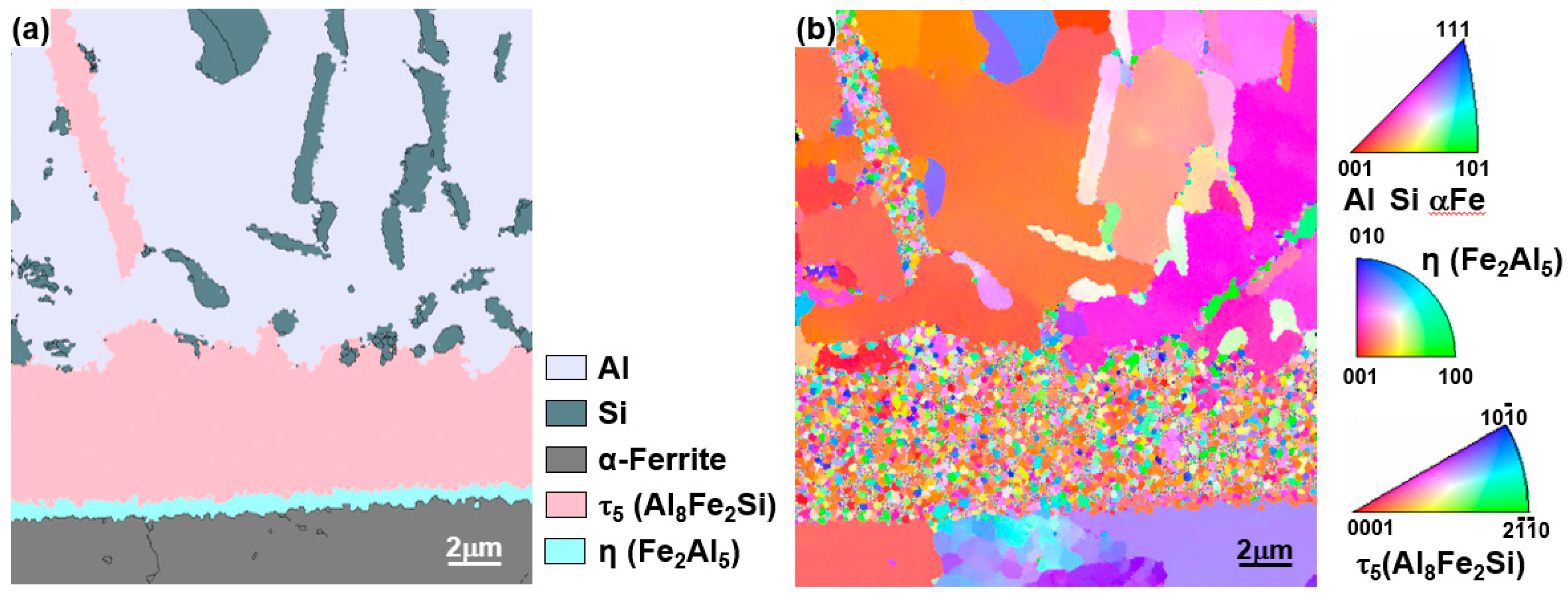
3.2. Microstructure of the Reaction Layer and Phases
3.3. Formation Mechanism of the Reaction Layer and Phases
4. Conclusions
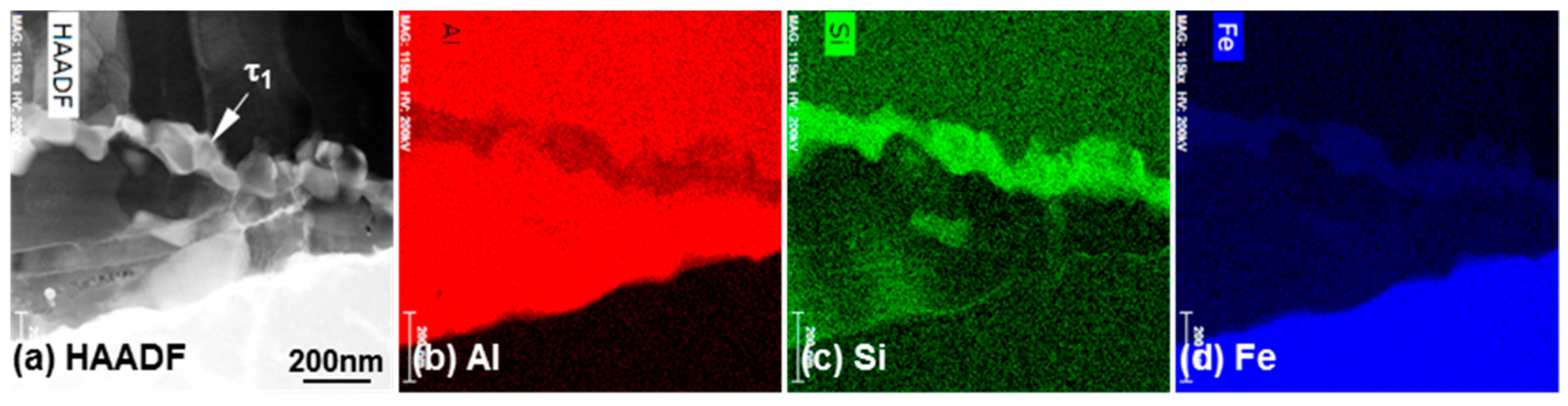
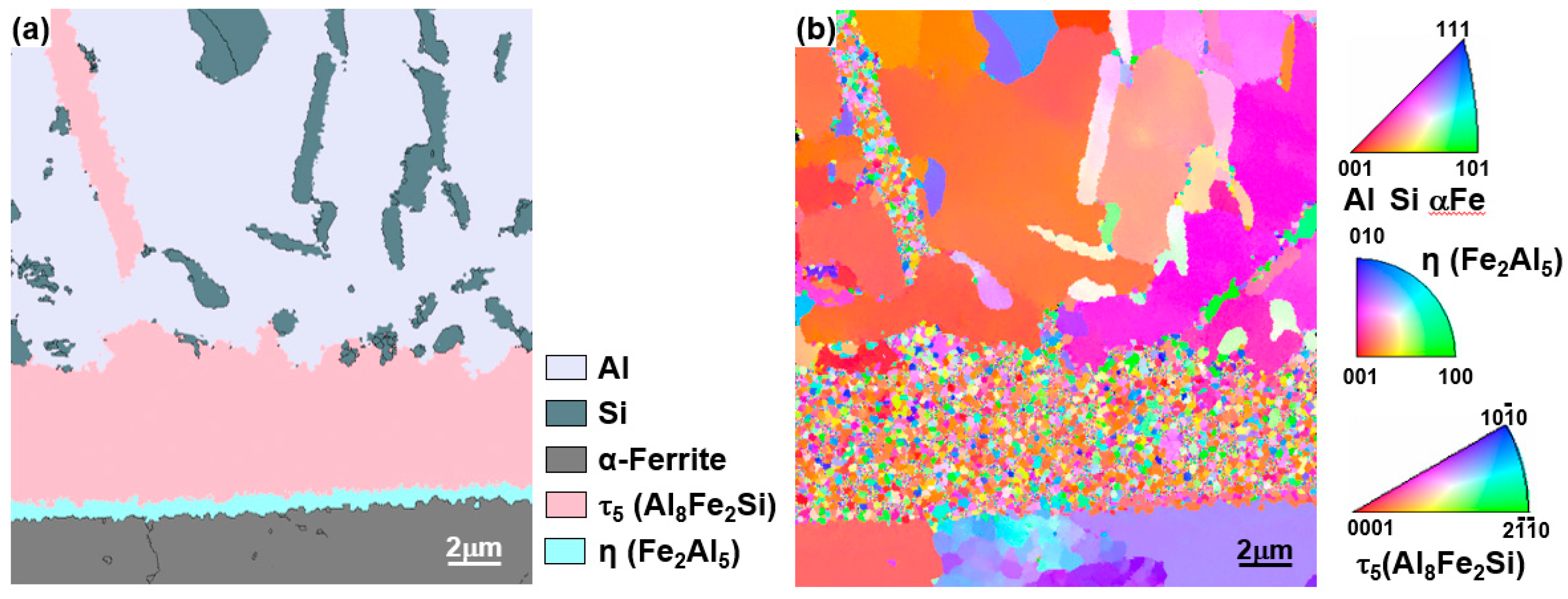
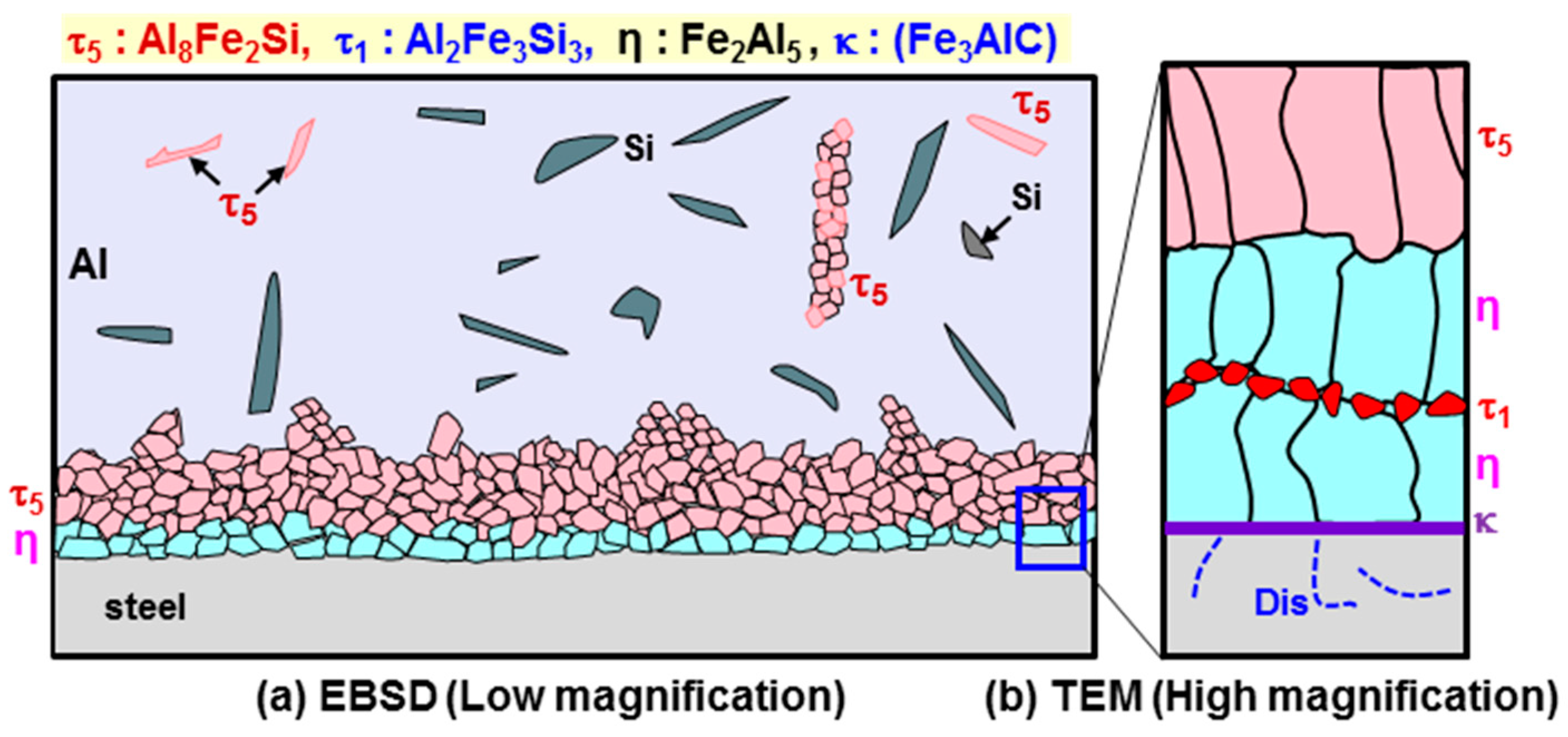
- The coated layer is divided into a solidified Al–Si coating layer and reaction layer. The solidified Al–Si coating layer consists of a primary Al phase and an Al + Si + τ5 (Al8Fe2Si) ternary eutectic phase. It was observed that τ5 phase is formed on the solidified Al–Si coating layer side. η phase was formed on the steel side, and fine τ1 phase (Al2Fe3Si3) was continuously formed like a band shape inside η phase. Moreover, κ-phase (Fe3AlC) band in 40–50 nm existed on the η phase and steel interface.
- The τ5 phase had fine grains of approximately 1–2 μm in size. In considering vertical section (isopleth) of the (Al–Si–Fe) ternary system kept constant at 10 wt % Si, it was determined that τ5 phase could be formed by isothermal solidification at 690 °C when 3.73–29.0 wt % Fe was dissolved into Al–10 wt % Si liquid bath.
- The η phase consisted of fine grains of several hundreds of nanometers in size. When the Al + Si concentration was approximately 35.5% or more (the Fe concentration is 64.5% or less) via the inter-diffusion of Al, Si, and Fe, the η phase forms at the interface between the τ5 phase and ferrite steel. It was confirmed that when the amount of Fe is more than 51.0 wt %, the η and τ1 phases can be formed together.
- κ phase (Fe3AlC) was formed at the η/steel interface since the carbon in steel, which is not employed in the η and τ5 phases, was released into the steel and interacted with the Al and Fe.
Author Contributions
Funding
Conflicts of Interest
References
- Kobayashi, S.; Yakou, T. Control of intermetallic compound layers at interface between steel and aluminum by diffusion-treatment. Mater. Sci. Eng. A 2002, 338, 44–53. [Google Scholar] [CrossRef]
- Chang, Y.-Y.; Tsaur, C.-C.; Rock, J.C. Microstructure studies of an aluminide coating on 9Cr-1Mo steel during high temperature oxidation. Surf. Coat. Technol. 2006, 200, 6588–6593. [Google Scholar] [CrossRef]
- Wang, C.-J.; Chen, S.-M. The high-temperature oxidation behavior of hot-dipping Al–Si coating on low carbon steel. Surf. Coat. Technol. 2006, 200, 6601–6605. [Google Scholar] [CrossRef]
- Shin, D.; Lee, J.-Y.; Heo, H.; Kang, C.-Y. Formation procedure of reaction phases in Al hot dipping process of steel. Metals 2018, 8, 820. [Google Scholar] [CrossRef]
- Ei-Mahallawy, N.; Taha, M.; Shady, M.; Ei-Sissi, A.; Attia, A.; Reif, W. Analysis of coating layer formedon steel strips during aluminising by hot dipping in Al–Si baths. Mater. Sci. Technol. 1997, 13, 832–840. [Google Scholar] [CrossRef]
- Mori, K.; Ito, D. Prevention of oxidation in hot stamping of quenchable steel sheet by oxidation preventive oil. CIRP Ann. 2009, 58, 267–270. [Google Scholar] [CrossRef]
- Cheng, W.-J.; Wang, C.-J. Observation of high-temperature phase transformation in the Si-modified aluminide coating on mild steel using EBSD. Mater. Charact. 2010, 61, 467–473. [Google Scholar] [CrossRef]
- Azushima, A.; Uda, K.; Yanagida, A. Friction behavior of aluminum-coated 22MnB5 in hot stamping under dry and lubricated conditions. J. Mater. Proc. Technol. 2012, 212, 1014–1021. [Google Scholar] [CrossRef]
- Jeon, Y.-P.; Seo, H.-Y.; Kim, J.-D.; Kang, C.-G. Experimental analysis of coating layer behavior of Al–Si-coated boron steel in a hot bending process for it applications. Int. J. Adv. Manuf. Technol. 2013, 67, 1693–1700. [Google Scholar] [CrossRef]
- Takeda, S.; Mutuzaki, K. The equilibrium diagram of Fe-Al–Si system. Tetsu-to-hagané 1940, 26, 335–361. [Google Scholar] [CrossRef]
- Cheng, W.-J.; Wang, C.-J. Microstructural evolution of intermetallic layer in hot-dipped aluminide mild steel with silicon addition. Surf. Coat. Technol. 2011, 205, 4726–4731. [Google Scholar] [CrossRef]
- Gui, Z.-X.; Liang, W.-K.; Liu, Y.; Zhang, Y.-S. Thermo-mechanical behavior of the Al–Si alloy coated hot stamping boron steel. Mater. Des. 2014, 60, 26–33. [Google Scholar] [CrossRef]
- Lemmens, B.; Springer, H.; De Graeve, I.; De Strycker, J.; Raabe, D.; Verbeken, K. Effect of silicon on the microstructure and growth kinetics of intermetallic phases formed during hot-dip aluminizing of ferritic steel. Surf. Coat. Technol. 2017, 319, 104–109. [Google Scholar] [CrossRef]
- Akdeniz, M.V.; Mekhrabov, A.O.; Yilmaz, T. The role of Si addition on the interfacial interaction in Fe-Al diffusion layer. Scripta Metallurgica et Materialia 1994, 31, 1723–1728. [Google Scholar] [CrossRef]
- Springer, H.; Kostka, A.; Payton, E.; Raabe, D.; Kaysser-Pyzalla, A.; Eggeler, G. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys. Acta Mater. 2011, 59, 1586–1600. [Google Scholar] [CrossRef]
- Heumann, T.; Dittrich, S. Uber die kinetik der reaktion von festem und flûssigem aluminium mit eisen. Zeitschrift fur Metallkunde 1959, 50, 617–625. (In German) [Google Scholar]
- Eggeler, G.; Auer, W.; Kaesche, H. On the influence of silicon on the growth of the alloy layer during hot dip aluminizing. J. Mater. Sci. 1986, 21, 3348–3350. [Google Scholar] [CrossRef]
- Shady, M.; El-Sissi, A.; Attia, A.; El-Mahallawy, N.; Taha, M.; Reif, W. On the technological properties of steel strips aluminized in Al–Si baths. J. Mater. Sci. Lett. 1996, 15, 1032–1036. [Google Scholar] [CrossRef]
- Yun, J.-G.; Lee, J.-H.; Kwak, S.-Y.; Kang, C.-Y. Study on the formation of reaction phase to Si addition in boron steel hot-dipped in Al–7Ni alloy. Coatings 2017, 7, 186. [Google Scholar] [CrossRef]
- Nicholls, J.E. Hot-dipped aluminium coatings. Anti-Corros. Methods Mater. 1964, 11, 16–21. [Google Scholar] [CrossRef]
- Lemmens, B.; Springer, H.; Duarte, M.J.; De Graeve, I.; De Strycker, J.; Raabe, D.; Verbeken, K. Atom probe tomography of intermetallic phases and interfaces formed in dissimilar joining between al alloys and steel. Mater. Charact. 2016, 120, 268–272. [Google Scholar] [CrossRef]
- Shankar, S.; Apelian, D. Die soldering: Mechanism of the interface reaction between molten aluminum alloy and tool steel. Metall. Mater. Trans. B 2002, 33, 465–476. [Google Scholar] [CrossRef]
- Yin, F.-C.; Zhao, M.-X.; Liu, Y.-X.; Wei, H.; Zhi, L. Effect of si on growth kinetics of intermetallic compounds during reaction between solid iron and molten aluminum. Trans. Nonferrous Met. Soc. Chin. 2013, 23, 556–561. [Google Scholar] [CrossRef]
- Kurakin, A. Mechanism of the influence of silicon on the processes of the reaction diffusion of iron in aluminium. Phys. Met. Metall. 1970, 30, 105–110. (In Japanese) [Google Scholar]
- Glasbrenner, H.; Wedemeyer, O. Comparison of hot dip aluminised F82h-mod. Steel after different subsequent heat treatments. J. Nucl. Mater. 1998, 257, 274–281. [Google Scholar] [CrossRef]
- Becker, H.; Leineweber, A. Atomic channel occupation in disordered η-Al5Fe2 and in two of its low-temperatures phases, η″ and η‴. Intermetallics 2018, 93, 251–262. [Google Scholar] [CrossRef]
- Lee, J.-H.; Yun, J.-G.; Kwak, S.-Y.; Kang, C.-Y. Nucleation and growth of intermetallic compounds formed in boron steel hot-dipped in Al–Ni alloy. Coatings 2017, 7, 195. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | at %/wt % | Al | Si | Fe | Expected Phase |
|---|---|---|---|---|---|
| 1 | at % | 69.9 | 11.9 | 18.2 | Al8Fe2Si (τ5) |
| wt % | 58.3 | 10.4 | 31.4 | ||
| 2 | at % | 6.4 | 93.6 | − | Si |
| wt % | 6.2 | 93.8 | − | ||
| 3 | at % | 67.9 | 14.0 | 18.1 | Al8Fe2Si (τ5) |
| wt % | 56.6 | 12.1 | 31.3 | ||
| 4 | at % | 71.3 | 11.4 | 17.3 | Al8Fe2Si (τ5) |
| wt % | 60.0 | 10.0 | 30.0 | ||
| 5 | at % | 14.5 | 85.5 | − | Si |
| wt % | 13.9 | 86.1 | − |
| No. | at %/wt % | Al | Si | Fe | Expected Phase |
|---|---|---|---|---|---|
| 1 | at % | 99.5 | 0.5 | 0.0 | Al |
| wt % | 99.3 | 0.5 | 0.2 | ||
| 2 | at % | 1.8 | 98.0 | 0.2 | Si |
| wt % | 1.8 | 97.8 | 0.4 | ||
| 3 | at % | 64.9 | 12.9 | 22.2 | Al8Fe2Si (τ5) |
| wt % | 52.2 | 10.8 | 37.0 | ||
| 4 | at % | 65.1 | 12.5 | 22.4 | Al8Fe2Si (τ5) |
| wt % | 52.3 | 10.4 | 37.3 | ||
| 5 | at % | 65.1 | 12.4 | 22.5 | Al8Fe2Si (τ5) |
| wt % | 52.2 | 10.4 | 37.4 | ||
| 6 | at % | 68.7 | 5.1 | 26.2 | Fe2Al5 (η) |
| wt % | 53.5 | 4.2 | 42.3 | ||
| 7 | at % | 29.1 | 30.1 | 40.8 | Al2Fe3Si3 (τ1) |
| wt % | 20.1 | 21.6 | 58.3 | ||
| 8 | at % | 69.1 | 4.9 | 26.0 | Fe2Al5 (η) |
| wt % | 53.9 | 4.0 | 42.1 | ||
| 9 | at % | 67.9 | 1.4 | 30.7 | Fe2Al5 (η) |
| wt % | 51.1 | 1.0 | 47.9 | ||
| 10 | at % | 0.1 | 0.1 | 99.8 | Fe |
| wt % | 0.1 | 0.1 | 99.8 |
| No. | Steel | Temperature (°C) | Analysis | Detected Reaction Phases from the Liquid Side | Ref. |
|---|---|---|---|---|---|
| 1 | Boron | As coated | XRD/EDS, SEM | τ5–Fe2Al7Si/τ1–Fe3Al2Si3/η–Fe2Al5 | [14] |
| 2 | Boron | As coated | XRD/EDS, SEM | τ5–Fe2Al7Si/η–Fe2Al5 with τ1–Fe3(Al,Si)5 | [11] |
| 3 | 0.01C | 670–725 | SEM/EBSD | τ5/η with θ + τ1(topside) | [15] |
| 4 | 0.05C | 700 | XRD/EDS | τ5–Fe2Al7Si/θ–FeAl3/τ1–Fe3Al2Si3/η–Fe2Al5 | [13] |
| Phase | Crystal Structure | at %/wt % | Al | Si | Fe |
|---|---|---|---|---|---|
| Al8Fe2Si (τ5) | Hexagonal | at % | 71.0 | 10.0 | 19.0 |
| wt % | 58.8 | 8.4 | 32.6 | ||
| Fe4Al13 (θ) | Monoclinic | at % | 74.5 | 1.8 | 23.7 |
| wt % | 59.3 | 1.5 | 39.2 | ||
| Fe2Al5 (η) | Orthorhombic | at % | 65.5 | 5.9 | 28.6 |
| wt % | 50.1 | 4.7 | 45.2 | ||
| Al2Fe3Si3 (τ1) | Triclinic | at % | 33.9 | 28.6 | 37.5 |
| wt % | 24.0 | 21.1 | 54.9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, D.; Lee, J.-Y.; Heo, H.; Kang, C.-Y. TEM Microstructural Evolution and Formation Mechanism of Reaction Layer for 22MnB5 Steel Hot-Dipped in Al–10% Si. Coatings 2018, 8, 467. https://doi.org/10.3390/coatings8120467
Shin D, Lee J-Y, Heo H, Kang C-Y. TEM Microstructural Evolution and Formation Mechanism of Reaction Layer for 22MnB5 Steel Hot-Dipped in Al–10% Si. Coatings. 2018; 8(12):467. https://doi.org/10.3390/coatings8120467
Chicago/Turabian StyleShin, Dongik, Jeong-Yong Lee, Hoejun Heo, and Chung-Yun Kang. 2018. "TEM Microstructural Evolution and Formation Mechanism of Reaction Layer for 22MnB5 Steel Hot-Dipped in Al–10% Si" Coatings 8, no. 12: 467. https://doi.org/10.3390/coatings8120467
APA StyleShin, D., Lee, J.-Y., Heo, H., & Kang, C.-Y. (2018). TEM Microstructural Evolution and Formation Mechanism of Reaction Layer for 22MnB5 Steel Hot-Dipped in Al–10% Si. Coatings, 8(12), 467. https://doi.org/10.3390/coatings8120467