Effects of V and Cr on Laser Cladded Fe-Based Coatings

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Analysis
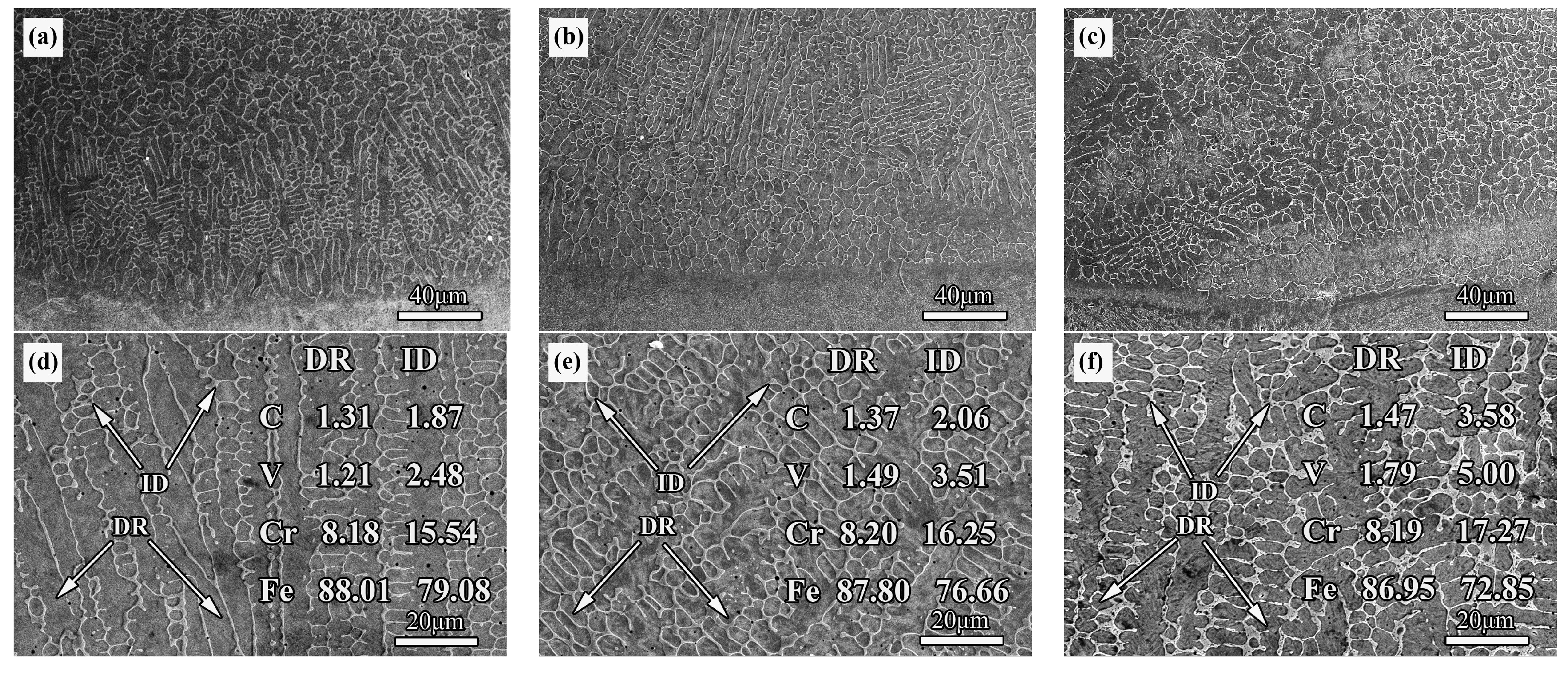
3.1. Microstructure
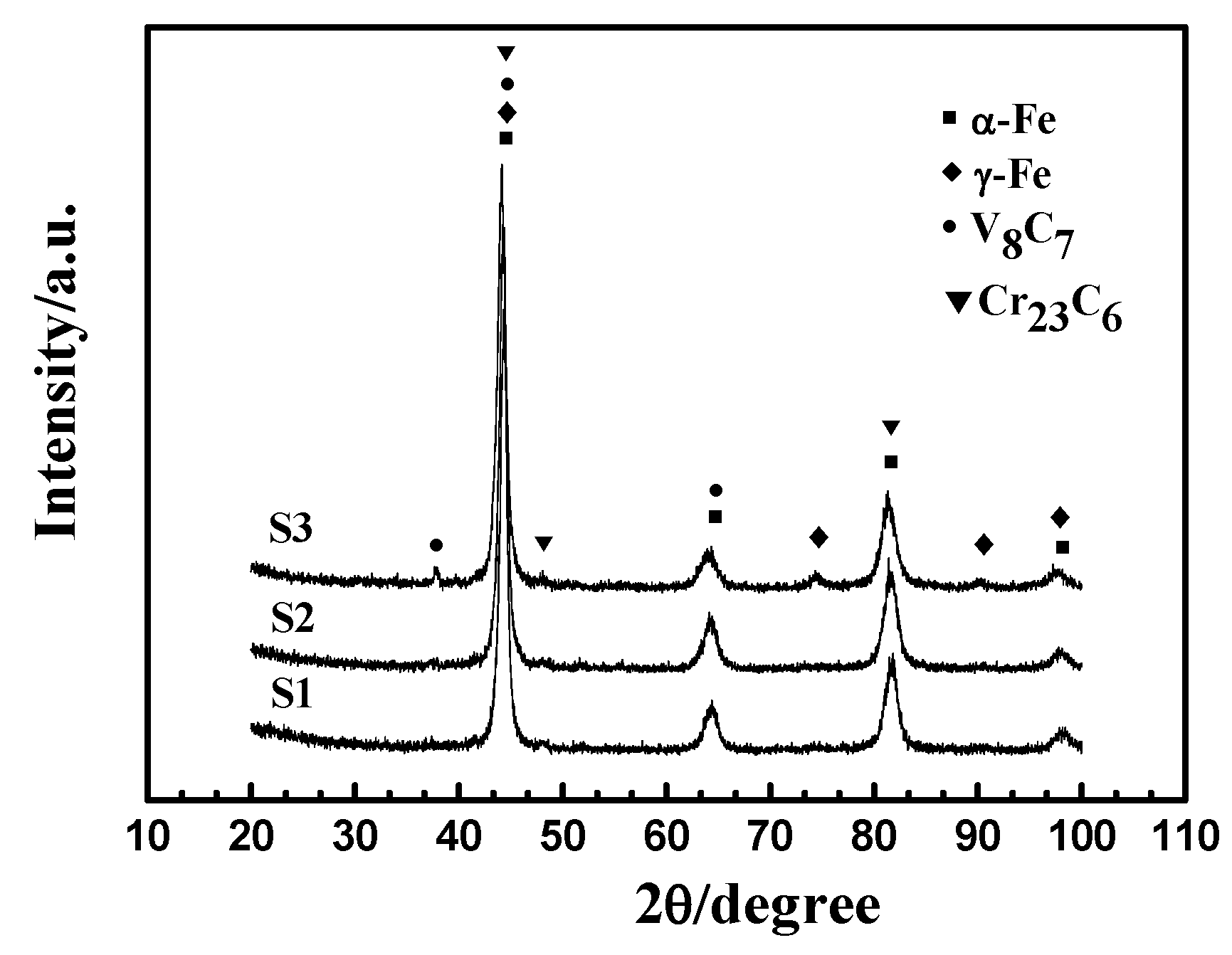
3.2. Constituent Phase
3.3. Hardnes
3.4. Wear Resistance
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dobrenizk, L.; Tremmel, S.; Wartzack, S.; Hoffmann, D.C.; Brögelmann, T.; Bobzin, K.; Bagcivan, N.; Musayev, Y.; Hosenfeldt, T. Efficiency improvement in automobile bucket tappet/camshaft contacts by DLC coatings—Influence of engine oil, temperature and camshaft speed. Surf. Coat. Technol. 2016, 308, 360–373. [Google Scholar] [CrossRef]
- Bayrakceken, H.; Ucun, I.; Tasgetiren, S. Fracture analysis of a camshaft made from nodular cast iron. Eng. Fail. Anal. 2006, 13, 1240–1245. [Google Scholar] [CrossRef]
- Zhang, C.H.; Wu, C.L.; Zhang, S.; Jia, Y.F.; Guan, M.; Tan, J.Z.; Lin, B. Laser cladding of NiCrSiB on Monel 400 to enhance cavitation erosion and corrosion resistance. Rare Met. 2016, 35, 1–9. [Google Scholar] [CrossRef]
- He, Y.Z.; Zhang, J.L.; Zhang, H.; Song, G.S. Effects of different levels of boron on microstructure and hardness of CoCrFeNiAlxCu0.7Si0.1By high-entropy alloy coatings by laser cladding. Coatings 2017, 7, 7. [Google Scholar] [CrossRef]
- Damm, D.D.; Contin, A.; Barbieri, F.C.; Trava-Airoldi, V.J.; Barquete, D.M.; Corat, E.J. Interlayers applied to CVD diamond deposition on steel substrate: A review. Coatings 2017, 7, 141. [Google Scholar] [CrossRef]
- He, B.; Zhang, N.N.; Lin, D.Y.; Zhang, Y.; Dong, F.Y.; Li, D.Y. The phase evolution and property of FeCoCrNiAlTix high-entropy alloying coatings on Q253 via laser cladding. Coatings 2017, 7, 157. [Google Scholar] [CrossRef]
- Fang, L.Y.; Yan, H.; Yao, Y.S.; Zhang, P.L.; Gao, Q.S.; Yang, Q. Reactive fabrication and effect of NbC on microstructure and tribological properties of CrS Co-based self-lubricating coatings by laser cladding. Materials 2018, 11, 44. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.M.; Chang, B.H.; Lei, Y.P.; Fu, H.G.; Lin, Y.H. Effect of cobalt on microstructure and wear resistance of Ni-based alloy coating gabricated by laser cladding. Metals 2017, 7, 551. [Google Scholar] [CrossRef]
- Biswas, S.; Alavi, S.H.; Harimkar, S.P. Effect of laser remelting and simultaneous application of ultrasonic vibrations during laser melting on the microstructural and tribological properties of laser clad Al-SiC composites. J. Compos. Sci. 2017, 1, 13. [Google Scholar] [CrossRef]
- Zhuang, Q.Q.; Zhang, P.L.; Li, M.C.; Yan, H.; Yu, Z.S.; Lu, Q.H. Microstructure, wear resistance and oxidation behavior of Ni-Ti-Si coatings fabricated on Ti6Al4V by laser cladding. Materials 2017, 10, 1248. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.M.; Chang, B.H.; Chen, J.S.; Fu, H.G.; Lin, Y.H.; Lei, Y.P. Effect of molybdenum on the microstructures and properties of stainless steel coatings by laser cladding. Appl. Sci. 2017, 7, 1065. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, C.S.; Qian, S.N.; Yu, Q.; Chuang, Q. Microstructure and wear resistance of laser-clad (Co., Ni)61.2B26.2Si7.8Ta4.8 coatings. Metals 2017, 7, 419. [Google Scholar] [CrossRef]
- Chen, Y.X.; Guo, Y.B.; Lu, B.F.; Xu, M.J.; Xu, J.H. Microstructure and properties of the interface area in the laser cladded Ni based coatings on the 1Cr10Mo1NiWVNbN steel. Metals 2017, 7, 175. [Google Scholar] [CrossRef]
- Zhang, C.H.; Zhang, H.; Wu, C.L.; Zhang, S.; Sun, Z.L. Multi-layer functional graded stainless steel fabricated by laser melting deposition. Vacuum 2017, 141, 181–187. [Google Scholar] [CrossRef]
- Yao, H.H.; Zhou, Z.; Wang, L.; Tan, Z.; He, D.Y.; Zhao, L.D. Thermal conductivity and wear behavior of HVOF-sprayed Fe-based amorphous coatings. Coatings 2017, 7, 173. [Google Scholar] [CrossRef]
- Rogachev, S.O.; Sundeev, R.V.; Khatkevich, V.M. Evolution of the structure and strength of steel/vanadium alloy/steel hybrid material during severe plastic deformation. Mater. Lett. 2016, 173, 123–126. [Google Scholar] [CrossRef]
- Li, Y.S.; Zhu, L.H.; Liu, C.W.; Shi, S.J. Nanoscale phase evolution during continuum decomposition of Fe-Cr alloys. Materials 2017, 10, 1431. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.A.; Chen, J.Y.; Wang, H.; Lai, P.L. Anneal-hardening behavior of Cr-Fe-C alloy deposits prepared in a Cr3+-based bath with Fe2+ ions. Materials 2017, 10, 1392. [Google Scholar] [CrossRef] [PubMed]
- Boucher, R.; Berger, O.; Leyens, C. Magnetic properties of bulk and thin film Cr–Al–C compounds. Surf. Eng. 2016, 32, 172–177. [Google Scholar] [CrossRef]
- Caiazzo, F.C.; Sisti, V.; Trasatti, S.P.; Trasatti, S. Electrochemical characterization of multilayer Cr/CrN-based coatings. Coatings 2014, 4, 508–526. [Google Scholar] [CrossRef]
- Bhatti, J.; Fazal, M.A.; Bushroa, A.R.; Khan, A.F.; Quazi, M.M. Structural and mechanical properties of (Cr, Ni) N single and gradient layer coatings deposited on mild steel by magnetron sputtering. Mater. Charact. 2013, 78, 69–78. [Google Scholar] [CrossRef]
- Yu, L.H.; Luo, H.; Bian, J.G.; Ju, H.B.; Xu, J.H. Research on microstructure, mechanical and tribological properties of Cr-Ti-B-N films. Coatings 2017, 7, 137. [Google Scholar]
- Ke, D.; Pan, Y.; Xu, Y.; Yang, L.; Wu, R.; Lu, Z. Microstructure and mechanical properties of Mo2FeB2 ceramic-steels with Nb/V addition. Adv. Appl. Ceram. 2017, 116, 92–98. [Google Scholar] [CrossRef]
- Kawalec, M.; Górny, M. Influence of carbides morphology on the mechanical properties for Fe-C-V alloys. Int. J. Cast Met. Res. 2016, 29, 34–39. [Google Scholar] [CrossRef]
- Gwon, H.; Kim, J.K.; Shin, S.; Cho, L.; Cooman, B.C.D. The effect of vanadium micro-alloying on the microstructure and the tensile behavior of TWIP steel. Mater. Sci. Eng. A 2017, 696, 416–428. [Google Scholar] [CrossRef]
- Gao, W.Y.; Zhang, Z.Y.; Zhao, S.S.; Wang, Y.B.; Chen, H.; Lin, X.C. Effect of a small addition of Ti on the Fe-based coating by laser cladding. Surf. Coat. Technol. 2016, 291, 423–429. [Google Scholar] [CrossRef]
- Pryds, N.H.; Juhl, T.W.; Pedersen, A.S. The solidification characteristics of laser surface-remelted Fe-12Cr-nC alloys. Metall. Mater. Trans. A 1999, 30, 1817–1826. [Google Scholar] [CrossRef]
- Chang, G.W. Crystal Growth and Control during Solidification of Metal; Metallurgical Industry Press: Beijing, China, 2002. (In Chinese) [Google Scholar]
- Hunt, J.D. Steady state columnar and equiaxed growth of dendrites and eutectic. Mater. Sci. Eng. 1984, 65, 75–83. [Google Scholar] [CrossRef]
- Yogo, Y.; Tanaka, K.; Ikehata, H.; Iwata, N.; Nakanishi, K.; Ishikawa, T. Calculation for grain growth rate of carbon steels by solute drag model considering segregation effect of each substitutional element. Mater. Sci. Technol. 2011, 27, 1593–1598. [Google Scholar] [CrossRef]
- Parameswaran, P.; Saroja, S.; Vijavalakshmi, M.; Raghunathan, V.R. Decomposition modes of austenite in Cr Mo ferritic steels. J. Nucl. Mater. 1996, 232, 226–232. [Google Scholar] [CrossRef]
- Tuominen, J.; Naekki, J.; Pajukoski, H.; Hyvärinen, L.; Vuoristo, P. Microstructural and abrasion wear characteristics of laser-clad tool steel coatings. Surf. Eng. 2016, 32, 923–933. [Google Scholar] [CrossRef]
- Chen, C.J.; Wang, M.C.; Wang, D.S.; Jin, R.; Liu, Y.M. Laser cladding of Mg20Al80 powder on ZM5 magnesium alloy. Corros. Eng. Sci. Technol. 2013, 42, 130–136. [Google Scholar] [CrossRef]
- Ghasemi, R.; Elmquist, L.; Svensson, H.; König, M.; Jarfors, A.E.W. Mechanical properties of solid solution strengthened CGI. Int. J. Cast Met. Res. 2016, 29, 98–105. [Google Scholar] [CrossRef]
- Sharma, A.; Kumar, S.; Singh, G.; Pandey, O.P. Effect of particle size on wear behavior of Al–garnet composites. Part. Sci. Technol. 2015, 33, 234–239. [Google Scholar] [CrossRef]
- Jian, S.R.; Chen, G.J.; Hsu, W.M. Mechanical properties of Cu2O thin films by nanoindentation. Materials 2013, 6, 4505–4513. [Google Scholar] [CrossRef] [PubMed]
- Singh, K.K.; Sangal, S.; Murty, G.S. Hall–Petch behaviour of 316L austenitic stainless steel at room temperature. Mater. Sci. Technol. 2002, 18, 165–172. [Google Scholar] [CrossRef]
- Morozova, A.; Kaibyshev, R. Grain refinement and strengthening of a Cu–0.1Cr–0.06Zr alloy subjected to equal channel angular pressing. Philos. Mag. A 2017, 97, 2053–2076. [Google Scholar] [CrossRef]
- Wu, C.L.; Zhang, S.; Zhang, C.H.; Zhang, H.; Dong, S.Y. Phase evolution and properties in laser surface alloying of FeCoCrAlCuNix high-entropy alloy on copper substrate. Surf. Coat. Technol. 2017, 315, 368–376. [Google Scholar] [CrossRef]
- Algodi, S.J.; Murray, J.W.; Brown, P.D.; Clare, A.T. Wear performance of TiC/Fe cermet electrical discharge coatings. Wear 2018, 402–403, 109–123. [Google Scholar] [CrossRef]
- Wang, B.; Yao, B.; Han, Z. Annealing effect on wear resistance of nanostructured 316L stainless steel subjected to dynamic plastic deformation. J. Mater. Sci. Technol. 2012, 28, 871–877. [Google Scholar] [CrossRef]
- Wang, Z.H.; Sun, S.H.; Wang, B.; Shi, Z.; Fu, W. Importance and role of grain size in free surface cracking prediction of heavy forgings. Mater. Sci. Eng. A 2015, 625, 321–330. [Google Scholar] [CrossRef]
- Varenberg, M.; Halperin, G.; Etsion, I. Different aspects of the role of wear debris in fretting wear. Wear 2002, 252, 902–910. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Content [wt %] |
|---|---|
| V | 50 |
| C | < 0.4 |
| Si | < 2.0 |
| P | < 0.06 |
| S | < 0.04 |
| Al | < 1.5 |
| Fe | Bal. |
| Cladding Powders | Stainless Steel | Cr3C2 | FeV50 |
|---|---|---|---|
| S1 | 90.5 | 4.5 | 5 |
| S2 | 74.5 | 7.5 | 8 |
| S3 | 69 | 15 | 16 |
| Coating Sample | Diffraction Angle (°) | 2θ Displacement (°) |
|---|---|---|
| Standard diffraction angle | 44.67 | 0 |
| S1 | 44.32 | 0.35 |
| S2 | 44.26 | 0.41 |
| S3 | 44.16 | 0.51 |
| Specimen | Wear Volume (μm3) | Specific Wear Rate (mm3/N m) |
|---|---|---|
| S1 | 6.238 × 106 | 8.66 × 10−8 |
| S2 | 3.639 × 106 | 5.05 × 10−8 |
| S3 | 2.013 × 106 | 2.80 × 10−8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Zhang, S.; Zhang, C.; Wu, C.; Zhang, J.; Abdullah, A.O. Effects of V and Cr on Laser Cladded Fe-Based Coatings. Coatings 2018, 8, 107. https://doi.org/10.3390/coatings8030107
Wang H, Zhang S, Zhang C, Wu C, Zhang J, Abdullah AO. Effects of V and Cr on Laser Cladded Fe-Based Coatings. Coatings. 2018; 8(3):107. https://doi.org/10.3390/coatings8030107
Chicago/Turabian StyleWang, Haiyang, Song Zhang, Chunhua Zhang, Chenliang Wu, Jingbo Zhang, and Adil O. Abdullah. 2018. "Effects of V and Cr on Laser Cladded Fe-Based Coatings" Coatings 8, no. 3: 107. https://doi.org/10.3390/coatings8030107
APA StyleWang, H., Zhang, S., Zhang, C., Wu, C., Zhang, J., & Abdullah, A. O. (2018). Effects of V and Cr on Laser Cladded Fe-Based Coatings. Coatings, 8(3), 107. https://doi.org/10.3390/coatings8030107