Effects of Coating Film Parameters on Thermal and Stress Distributions of Glass-Based Phosphor-Converted Color Wheels



Abstract
:1. Introduction
2. Associated Theories and Finite Element Model
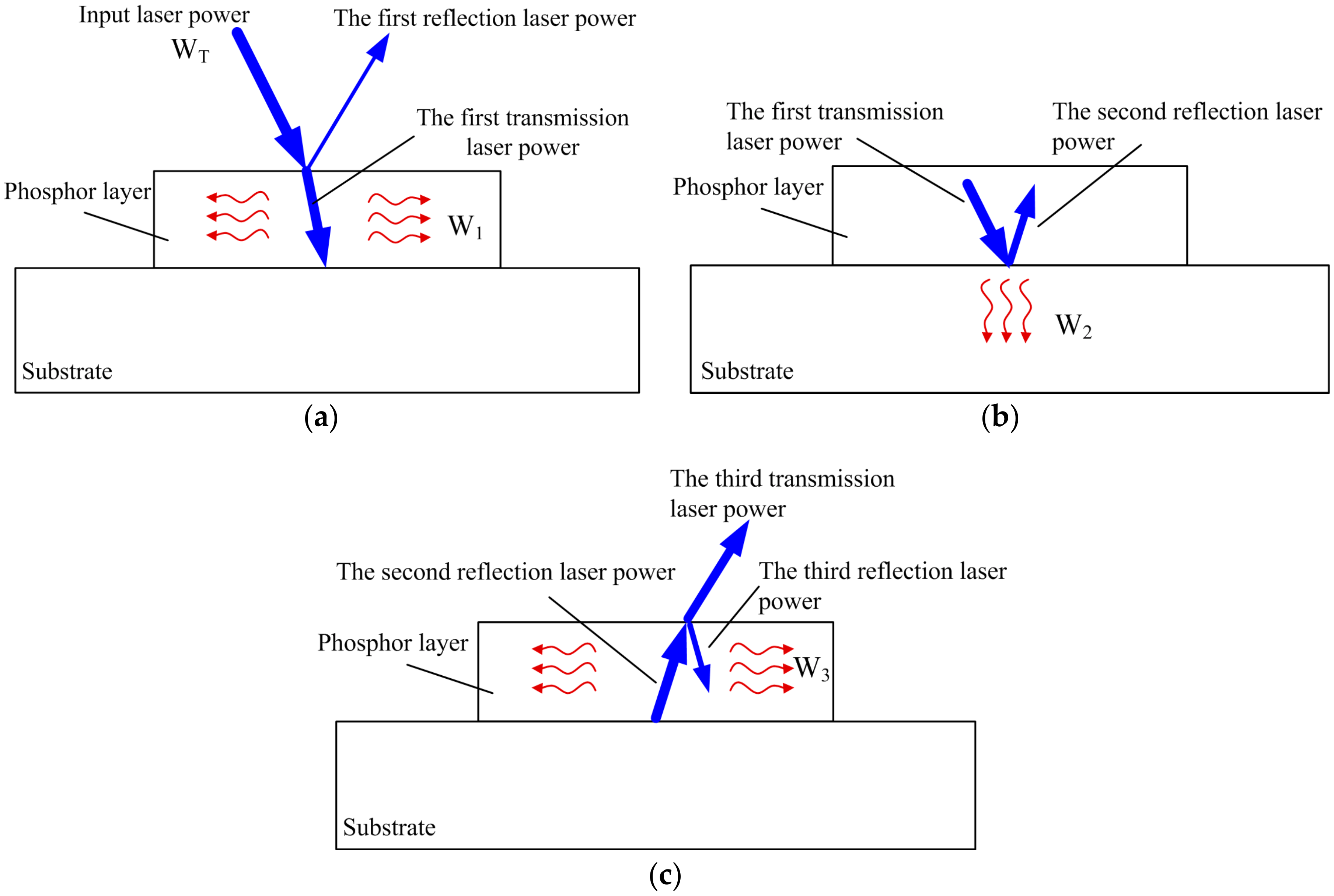
2.1. Heat Absorption Coefficients
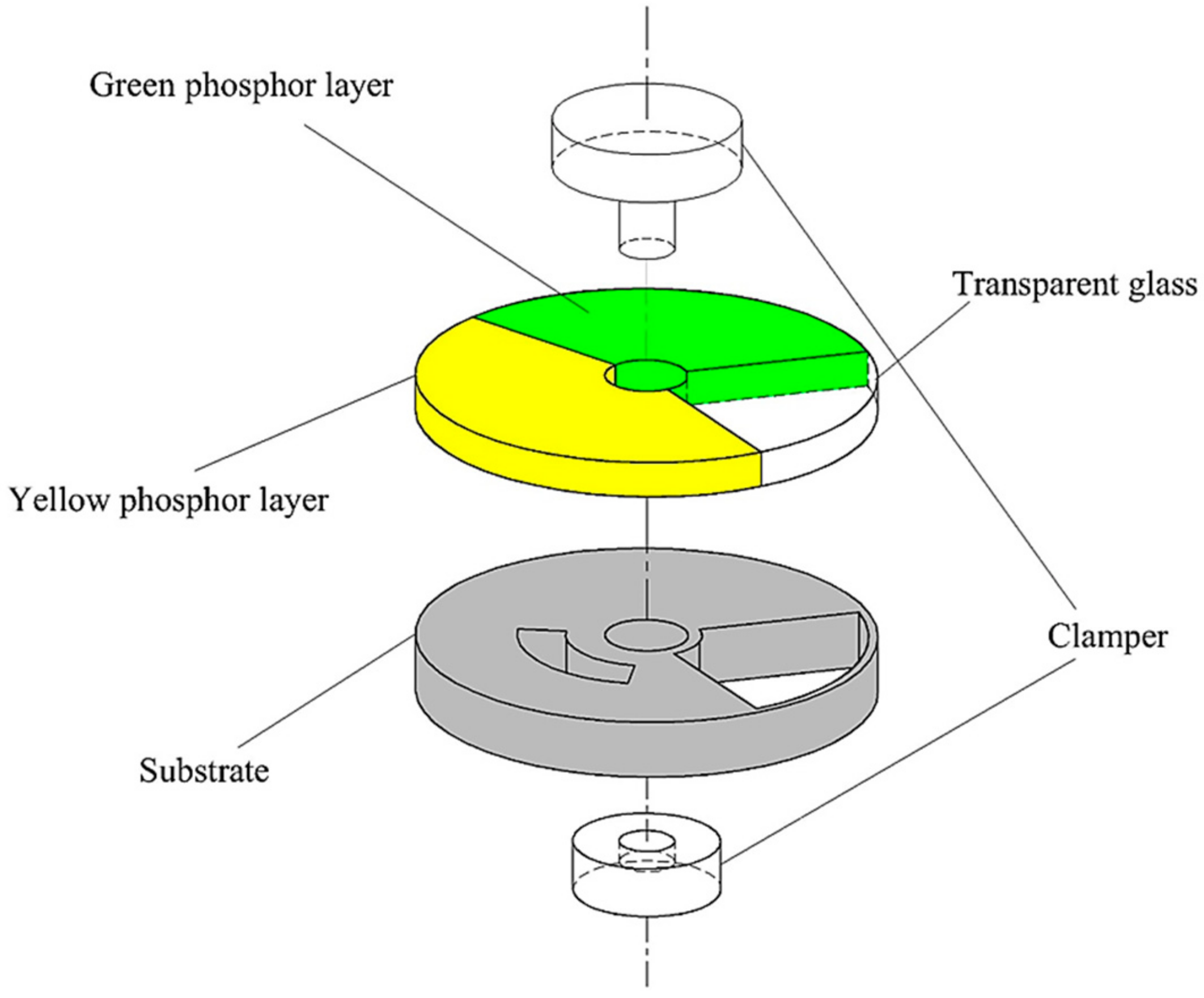
2.2. Geometric and Material Properties of the GP Wheel
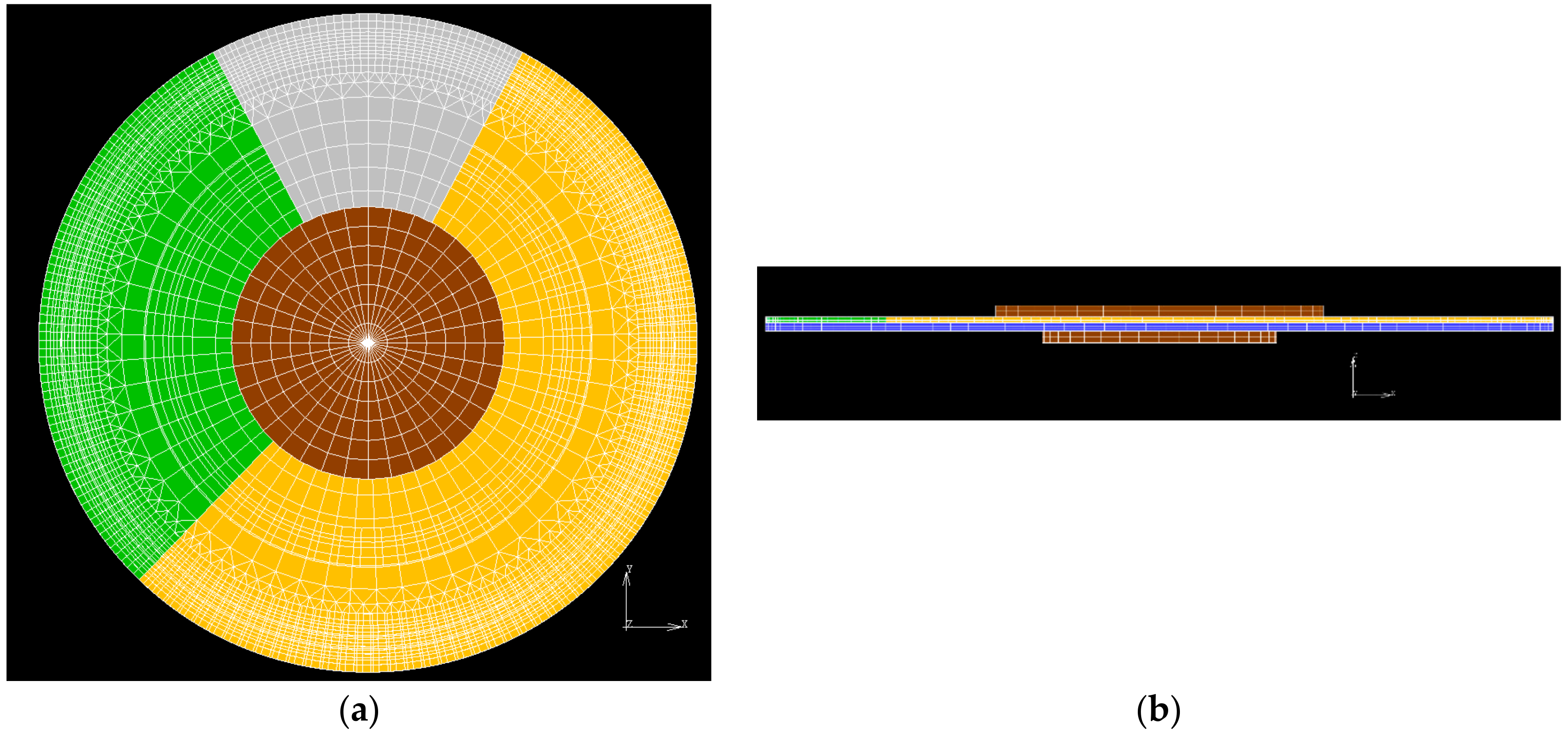
2.3. Finite Element Model and Assumptions
2.4. Laser Input/Heat Flux Input Conditions
2.5. Numerical Convergence Test of Finite Element Model
3. Inverse Engineering Techniques and Simulation Results
3.1. Inverse Engineering Techniques
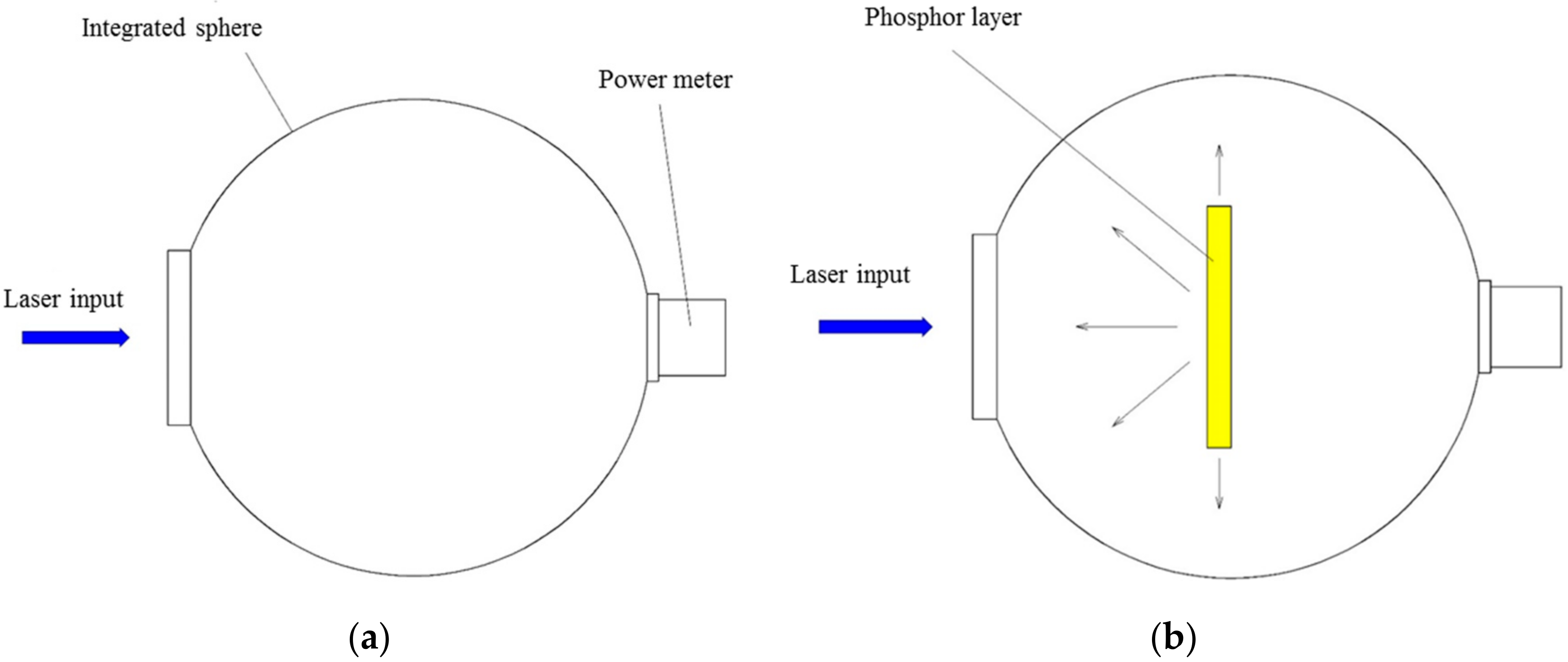
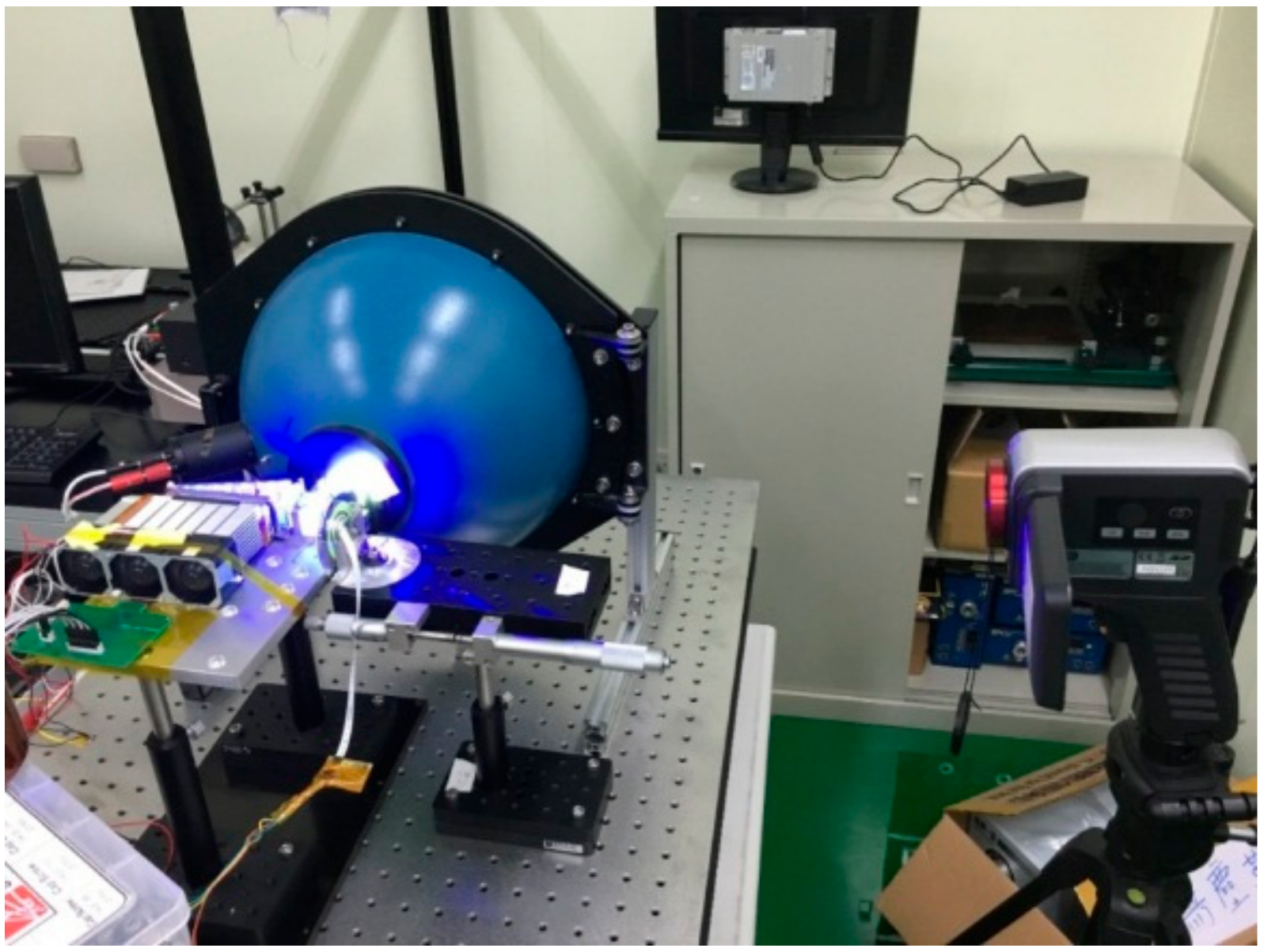
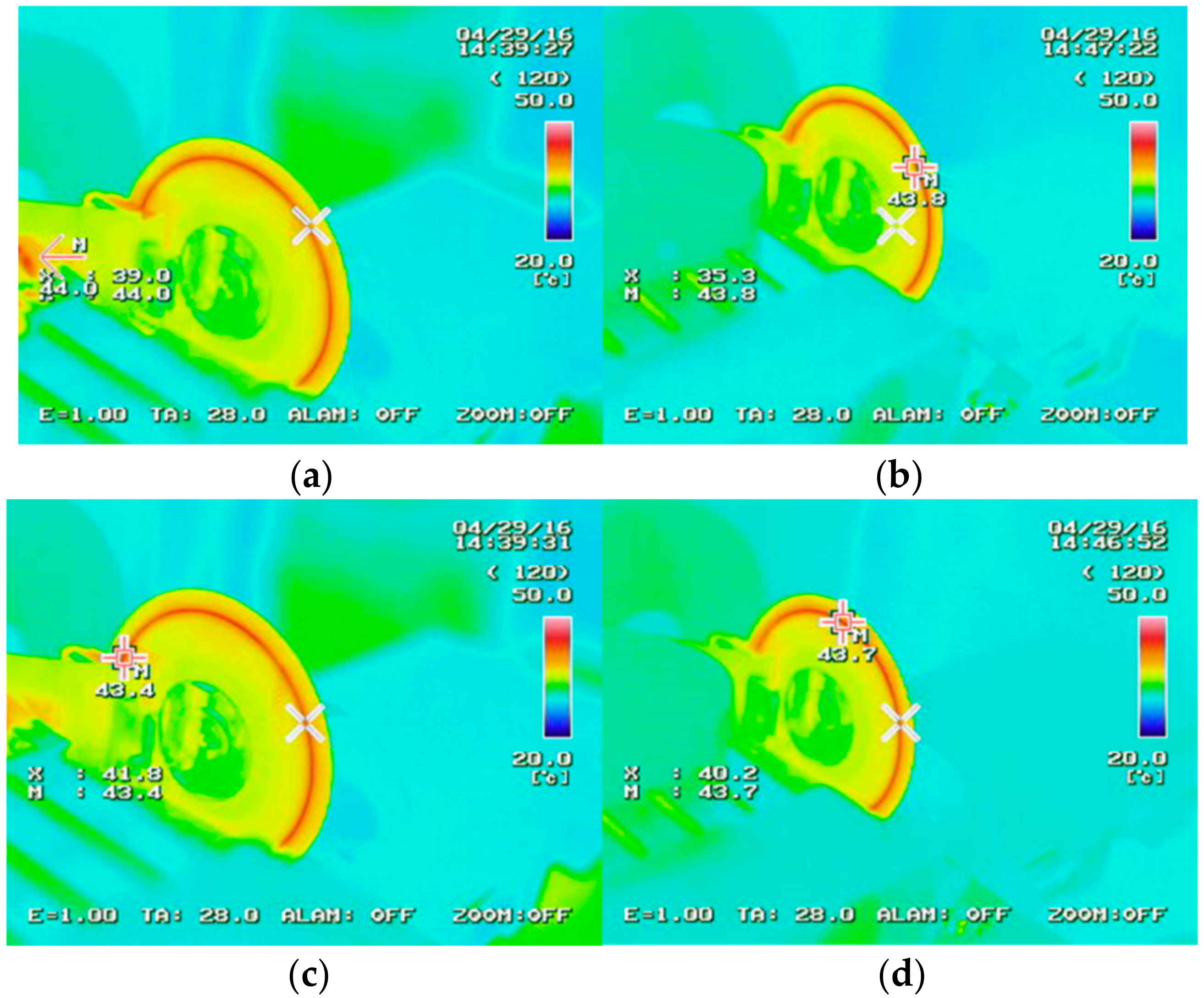
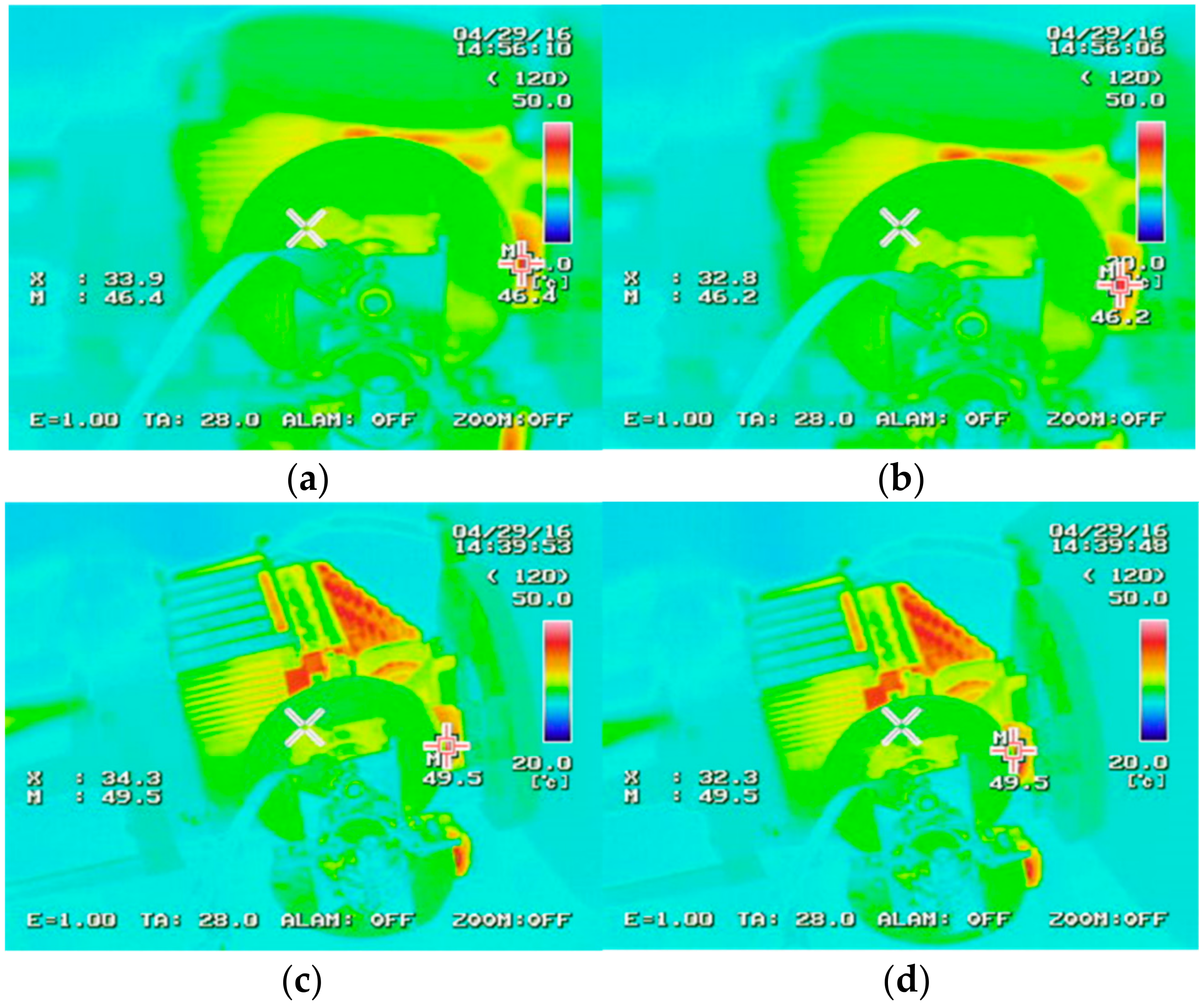
3.1.1. Measurement of Heat Absorption Coefficient
3.1.2. Modification of Finite Element Model
3.2. Numerical Results
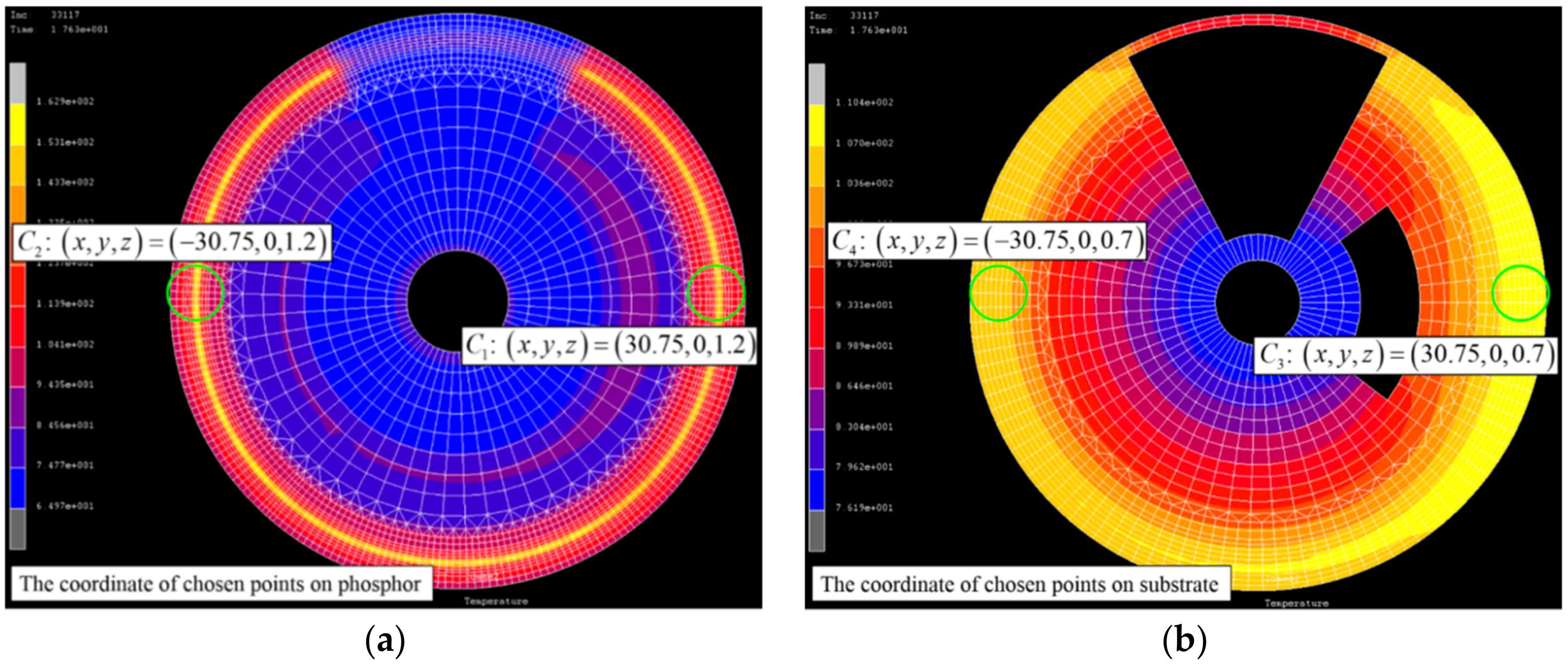
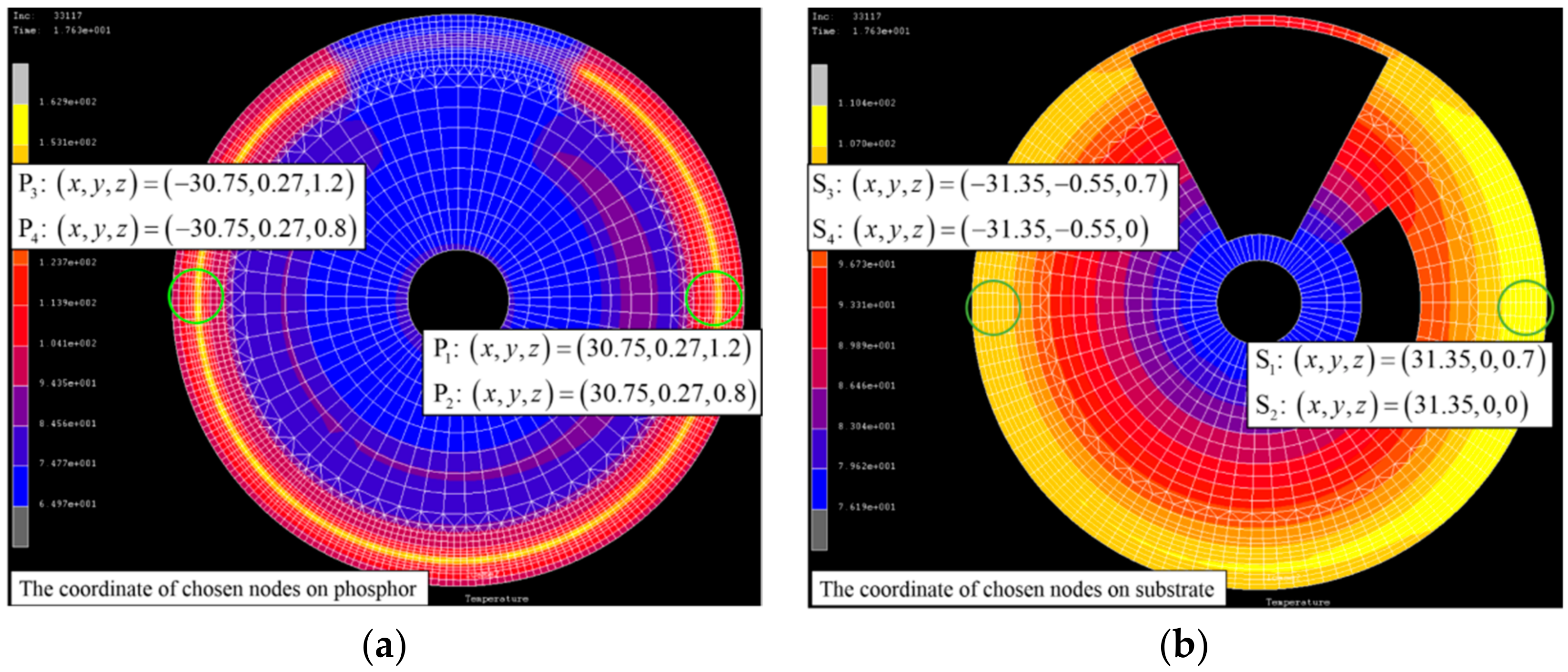
3.2.1. Thermal Analysis under Steady-State Conditions
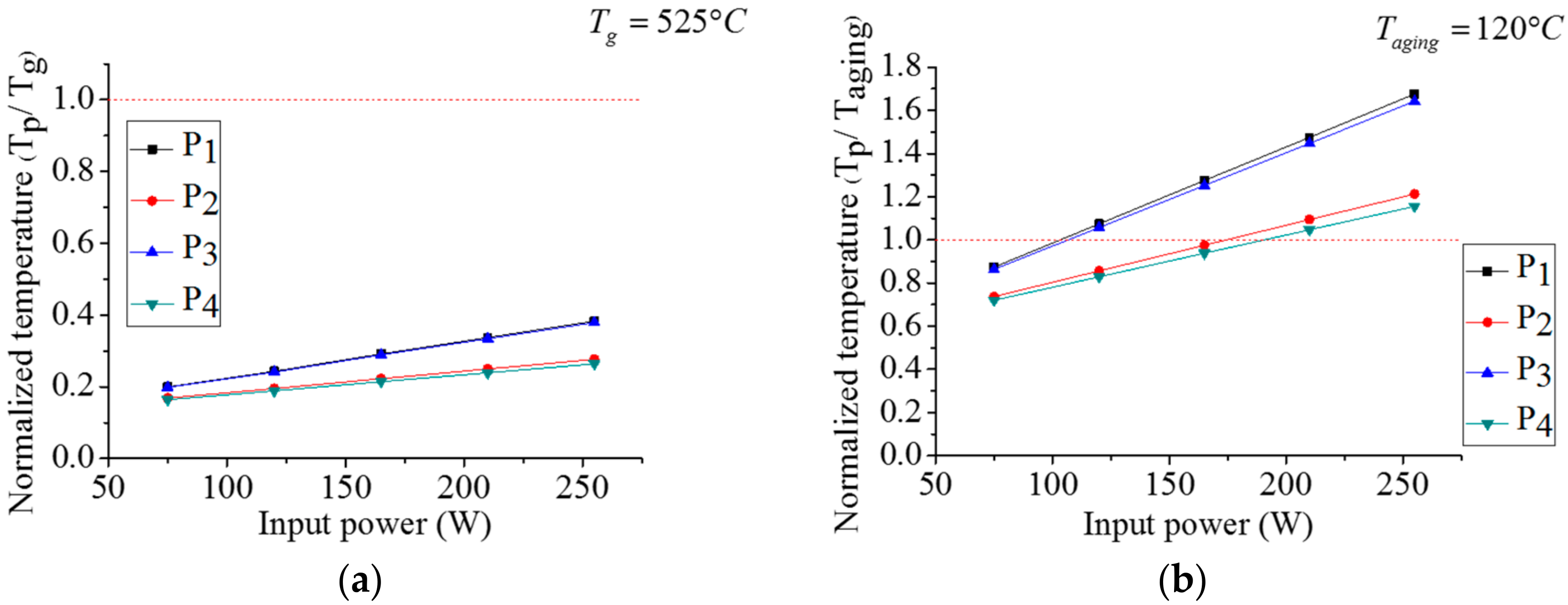
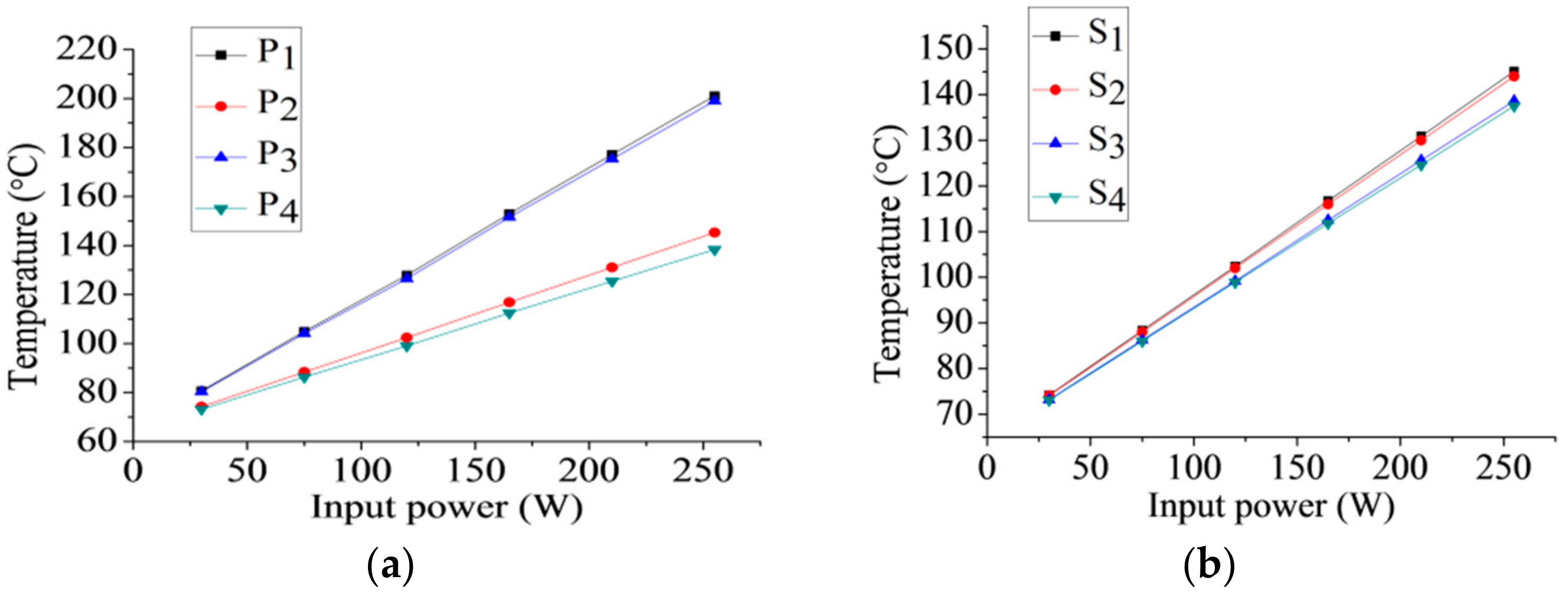
Laser Power
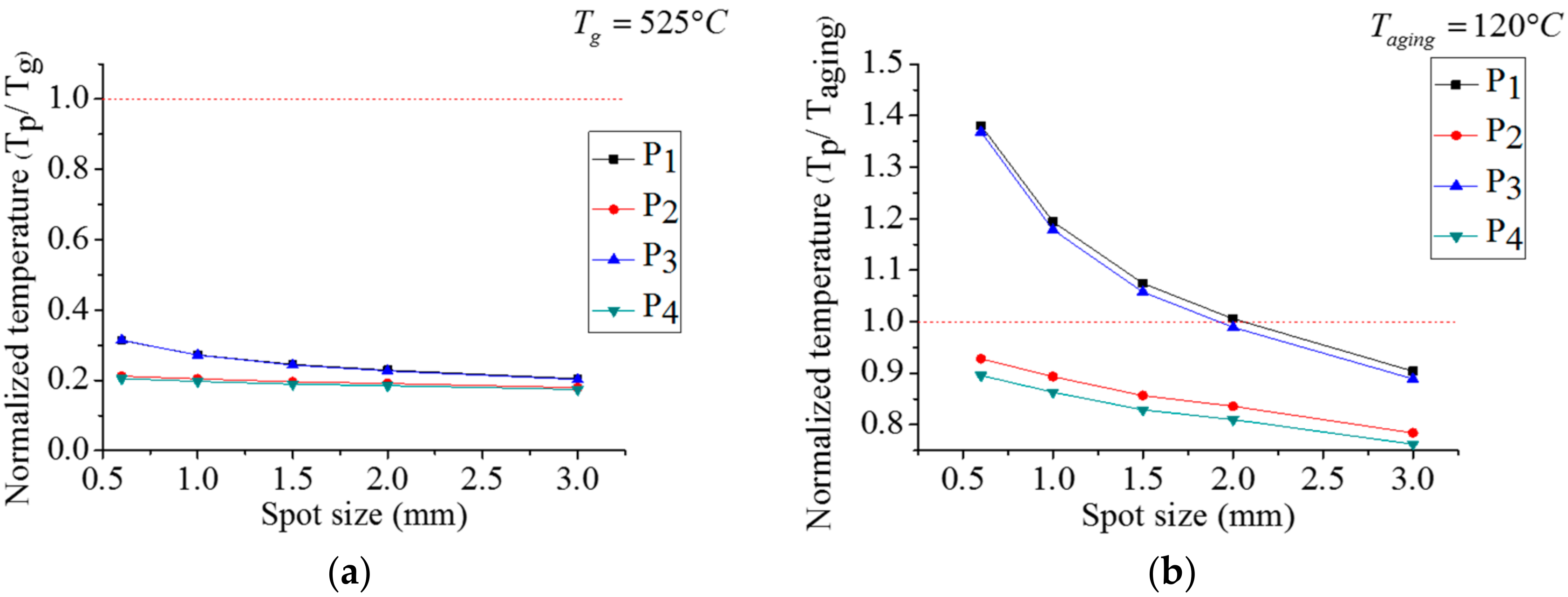
Laser Spot
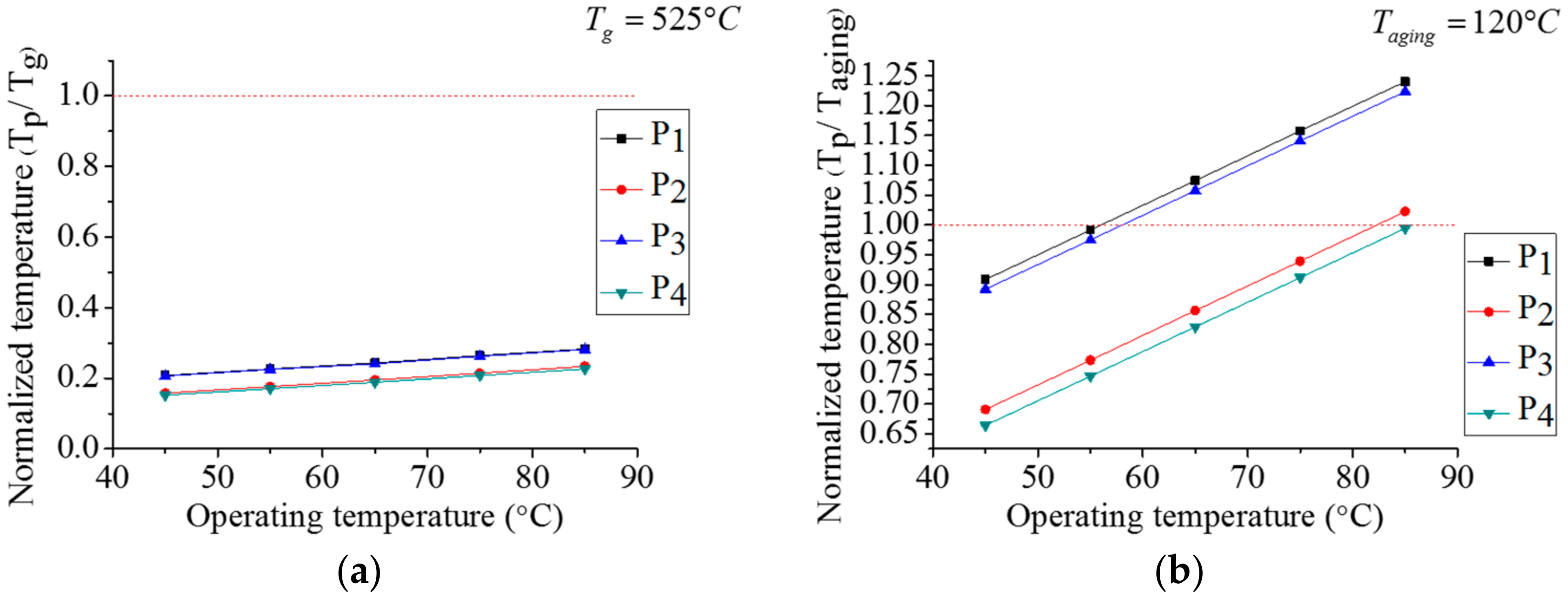
Operating Temperature
Heat Convection Coefficient
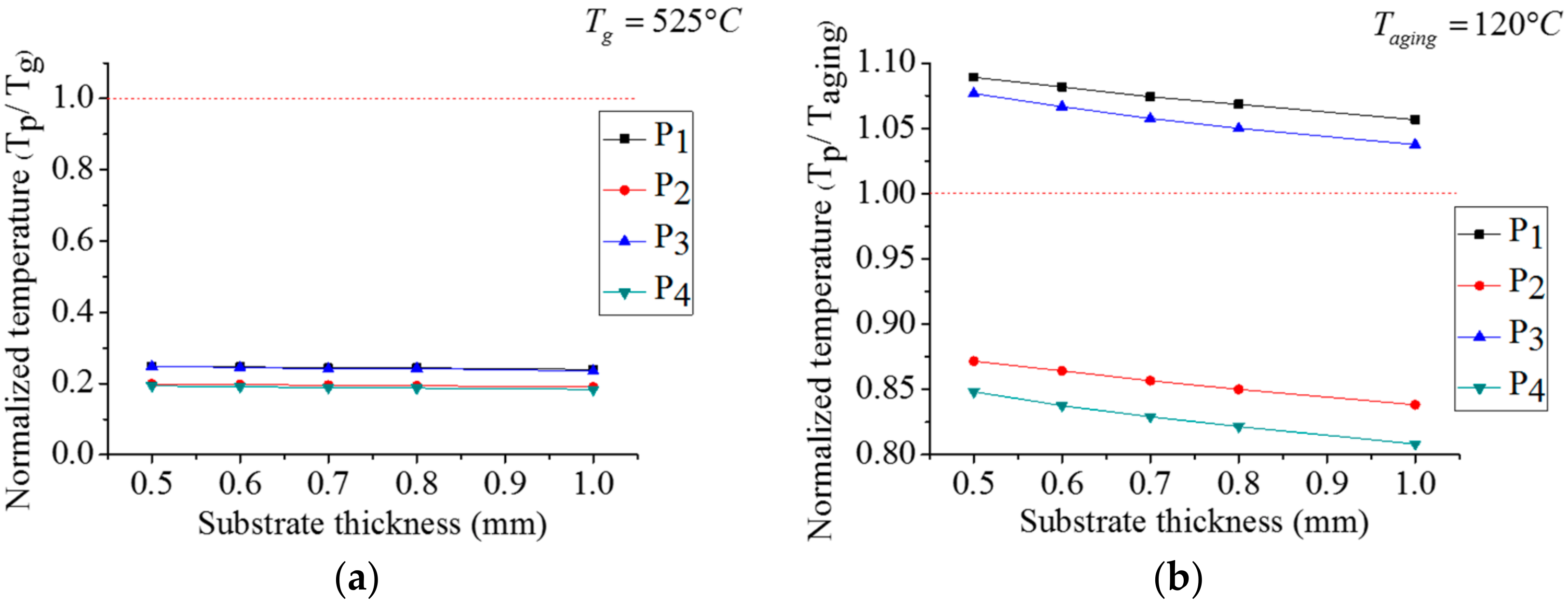
Substrate Thickness
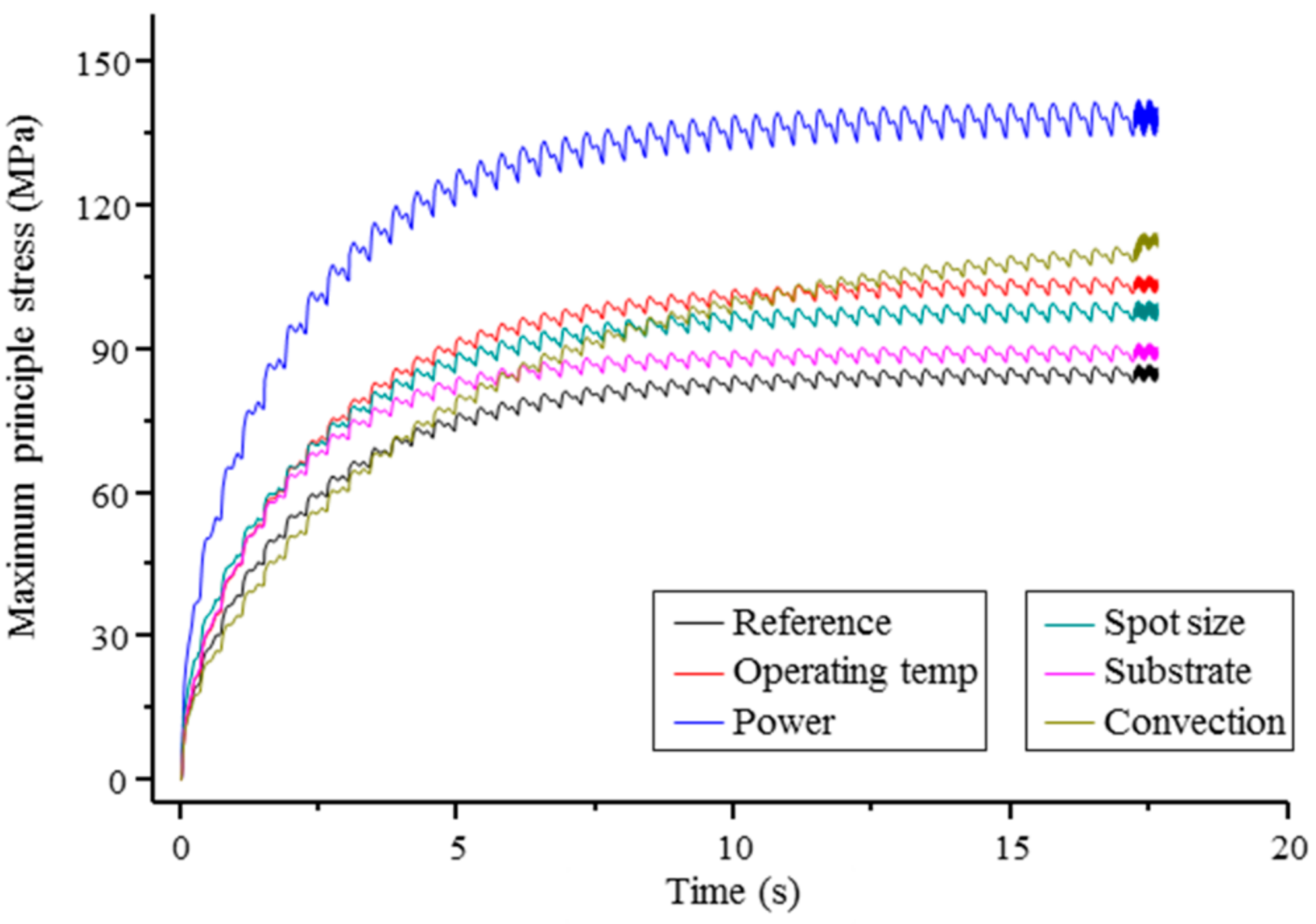
3.2.2. Stress Analysis under Steady-State Conditions
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chewpraditkul, W.; Swiderski, L.; Moszynski, M.; Szczesniak, T.; Syntfeld-Kazuch, A.; Wanarak, C.; Limsuwan, P. Scintillation properties of LuAG: Ce, YAG: Ce and LYSO: Ce crystals for gamma-ray detection. IEEE Trans. Nucl. Sci. 2009, 56, 3800–3805. [Google Scholar] [CrossRef]
- Comanzo, H.A. Aluminum Fluoride Flux Synthesis Method for Producing Cerium Doped YAG. U.S. Patent 6,409,938 B1, 25 June 2002. [Google Scholar]
- Barton, D.L. Degradation of blue AlGaN/InGaN/GaN LEDs subjected to high current pulses. In Proceedings of the 33rd Annual Proceedings of Reliability Physics Symposium, Las Vegas, NV, USA, 4–6 April 1995; pp. 191–199. [Google Scholar]
- Fu, H.-K.; Ying, S.-P.; Chen, T.-T.; Hsieh, H.-H.; Yang, Y.-C. Accelerated life testing and fault analysis of high-power LED. IEEE Trans. Electron Devices 2018, 65, 1036–1042. [Google Scholar] [CrossRef]
- McIntosh, K.R.; Cotsell, J.N.; Cumpston, J.S.; Norris, A.W.; Powell, N.E.; Ketola, B.M. The Effect of Accelerated Aging Tests on the Optical Properties of Silicone and EVA Encapsulants; Dow Corning Corporation: Midland, MI, USA, 2009. [Google Scholar]
- Tsai, C.-C.; Chen, M.-H.; Huang, Y.-C.; Hsu, Y.-C.; Lo, Y.-T.; Lin, Y.-J.; Kuamg, J.-H.; Huang, S.-B.; Hu, H.-L.; Su, Y.-I.; et al. Decay mechanisms of radiation pattern and optical spectrum of high-power LED modules in aging test. IEEE J. Sel. Top. Quantum Electron. 2009, 15, 1156–1162. [Google Scholar] [CrossRef]
- Wang, J.; Tsai, C.-C.; Cheng, W.-C.; Chen, M.-H.; Chung, C.-H.; Cheng, W.-H. High thermal stability of phosphor-converted white light-emitting diodes employing Ce: YAG-doped glass. IEEE J. Sel. Top. Quantum Electron. 2011, 17, 741–746. [Google Scholar] [CrossRef]
- Pareek, R.; Kumbhare, M.N.; Joshi, A.V.; Banerjee, A.; Gupta, P. Optimization of single-layer sol-gel antireflection coatings on potassium dihydrogen phosphate crystals in quadrature geometry for second-harmonic conversion of high-power Nd: Glass lasers. Opt. Eng. 2010, 49, 091010. [Google Scholar] [CrossRef]
- Chang, J.K.; Cheng, W.C.; Chang, Y.P.; Kuo, Y.Y.; Tsai, C.C.; Huang, Y.C.; Chen, L.Y.; Cheng, W.H. Next-generation glass-base phosphor-converted laser light engine. In Proceedings of the Fourteenth International Conference on Solid State Lighting and LED-Based Illumination Systems, San Diego, CA, USA, 8 September 2015. [Google Scholar]
- Cheng, W.H.; Tsai, C.C.; Wang, J. Lumen degradation and chromaticity shift in glass and silicone based high-power phosphor-converted white-emitting diodes under thermal tests. In Proceedings of the 11th International Conference on Solid State Lighting, San Diego, CA, USA, 21–25 August 2011. [Google Scholar]
- Tsai, C.-C. Thermal aging performance analysis of high color rendering index of glass-based phosphor-converted white-light-emitting diode. IEEE Trans. Device Mater. Reliab. 2015, 15, 617–620. [Google Scholar] [CrossRef]
- El-Daher, M.S. Finite element analysis of thermal effects in diode end-pumped solid-state lasers. Adv. Opt. Technol. 2017, 2017, 9256053. [Google Scholar] [CrossRef]
- Taiwan Color Optics, Inc. Homepage. Available online: http://taiwan-color-optics-inc.webnode.tw (accessed on 14 May 2018).
- Lee, H.; Nenille, K. Handbook of Epoxy Resins; McGraw-Hill: Taipei, Taiwan, 1984. [Google Scholar]
- The Material Properties of Transparent Glass. SCHOTT AG. Available online: https://www.us.schott.com (accessed on 14 May 2018).
- Yuan, F.; Pan, K.; Guo, Y.; Chen, S. Study on thermal degradation of high power LEDs during high temperature and electrical aging. In Proceedings of the 10th China International Forum on Solid State Lighting (ChinaSSL), Beijing, China, 10–12 November 2013. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Dimensions | ||
|---|---|---|---|
| Radius/Width (mm) | Thickness (mm) | Angle (°) | |
| Green phosphor | 25.75 | 0.4 | 108 |
| Yellow phosphor | 25.75 | 0.4 | 196 |
| Anti-reflection (AR) glass | 25.75 | 0.4 | 56 |
| Substrate | 33.75 | 0.7 | 360 |
| Glue | 3.4 | 0.1 | 304 |
| Clamper | 14 | 1.0 | 360 |
| Center hole | 5 | 0.7 | 360 |
| Materials | Properties | ||||||
|---|---|---|---|---|---|---|---|
| ρ (kg/m3) | E (GPa) | υ | α (10−6/K) | k (W/m∙K) | cp (J/kg∙K) | ||
| Al | 2700 | 68 | 0.36 | 24 | 210 | 900 | |
| Cu | 8960 | 110 | 0.35 | 16.4 | 401 | 385 | |
| Ag | 10490 | 76 | 0.37 | 18.9 | 429 | 230 | |
| Ag–Epoxy | 2400 | 5.3 for temp. <110 °C 3.2 for others [14] | 0.35 | 89 for temp. >120 °C 39 for others [14] | 7.5 | 300 | |
| AR Glass | 2500 | 70 | 0.22 | 8.5 | 1.38 | 840 | |
| Si | 1000 | 0.01 | 0.45 | 310 | 2 | 1588 | |
| Air | 1.205 | – | – | – | 0.0257 | 1.005 | |
| Glass | 35 wt.% | 2969 | 95.6 | 0.22 | 8.31 | 2.208 | 753 |
| 40 wt.% | 3052 | 102.3 | 0.22 | 8.28 | 2.401 | 740 | |
| Si | 35 wt.% | 1376 | 0.013 | 0.45 | 274 | 2.448 | 987 |
| 40 wt.% | 1458 | 0.014 | 0.45 | 259 | 2.557 | 956 | |
| Specimens | Measurement Results | |||
|---|---|---|---|---|
| Input Laser Power (Pin) | Remaining Blue Ray (Pre) | Converted Laser Ray Power (Pcon) | Heat Absorption Coefficient (αg,p) | |
| 35% green GP layer | 0.54 | 0.050 | 0.280 | 0.39 |
| 35% green SP layer | 0.54 | 0.045 | 0.269 | 0.42 |
| 40% yellow GP layer | 0.54 | 0.047 | 0.269 | 0.41 |
| 40% yellow SP layer | 0.54 | 0.037 | 0.255 | 0.46 |
| Results | Parameters | ||
|---|---|---|---|
| Heat Convection Coefficient (W/m2·K) | Front Board Temperature (°С) | Back Board Temperature (°С) | |
| Measurement results | – | 43.75 | 33.33 |
| FEM results 1 | 75 | 51 | 40.4 |
| FEM results 2 | 150 | 44.16 | 34.57 |
| FEM results 3 | 175 | 42.97 | 33.43 |
| Modified results | 160 | 43.78 | 34.15 |
| Parameter | Reference Value | Domain | |
|---|---|---|---|
| Laser power | (Pin) | 120 W | 75~255 W |
| Laser spot size | (r) | Φ1.5 mm | Φ0.6~3 mm |
| Operating temperature | (Top) | 65 °С | 45~85 °С |
| Heat convection coefficient | (h) | 158.61 W/m2·K | 75~225 W/m2·K |
| Substrate thickness | (ts) | 0.7 mm | 0.5~1.0 mm |
| Parameter | Controlled Value | σ11,max (MPa) | σ11,min (MPa) |
|---|---|---|---|
| Reference parameter | – | 86.7 | 83.2 |
| Laser power (W) | 255 | 142 | 135 |
| Laser spot size (Φ, mm) | 0.6 | 100 | 95.9 |
| Operating temperature (°С) | 85 | 105 | 102 |
| Heat convection coefficient (W/m2·K) | 75 | 115 | 111 |
| Substrate thickness (mm) | 0.5 | 91.1 | 87.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, A.-D.; Kung, C.-L.; Hsu, S.-P.; Hsu, C.-M.; Chen, C.-Y. Effects of Coating Film Parameters on Thermal and Stress Distributions of Glass-Based Phosphor-Converted Color Wheels. Coatings 2018, 8, 188. https://doi.org/10.3390/coatings8050188
Lin A-D, Kung C-L, Hsu S-P, Hsu C-M, Chen C-Y. Effects of Coating Film Parameters on Thermal and Stress Distributions of Glass-Based Phosphor-Converted Color Wheels. Coatings. 2018; 8(5):188. https://doi.org/10.3390/coatings8050188
Chicago/Turabian StyleLin, Ah-Der, Chi-Liang Kung, Sung-Po Hsu, Chao-Ming Hsu, and Cheng-Yi Chen. 2018. "Effects of Coating Film Parameters on Thermal and Stress Distributions of Glass-Based Phosphor-Converted Color Wheels" Coatings 8, no. 5: 188. https://doi.org/10.3390/coatings8050188
APA StyleLin, A.-D., Kung, C.-L., Hsu, S.-P., Hsu, C.-M., & Chen, C.-Y. (2018). Effects of Coating Film Parameters on Thermal and Stress Distributions of Glass-Based Phosphor-Converted Color Wheels. Coatings, 8(5), 188. https://doi.org/10.3390/coatings8050188