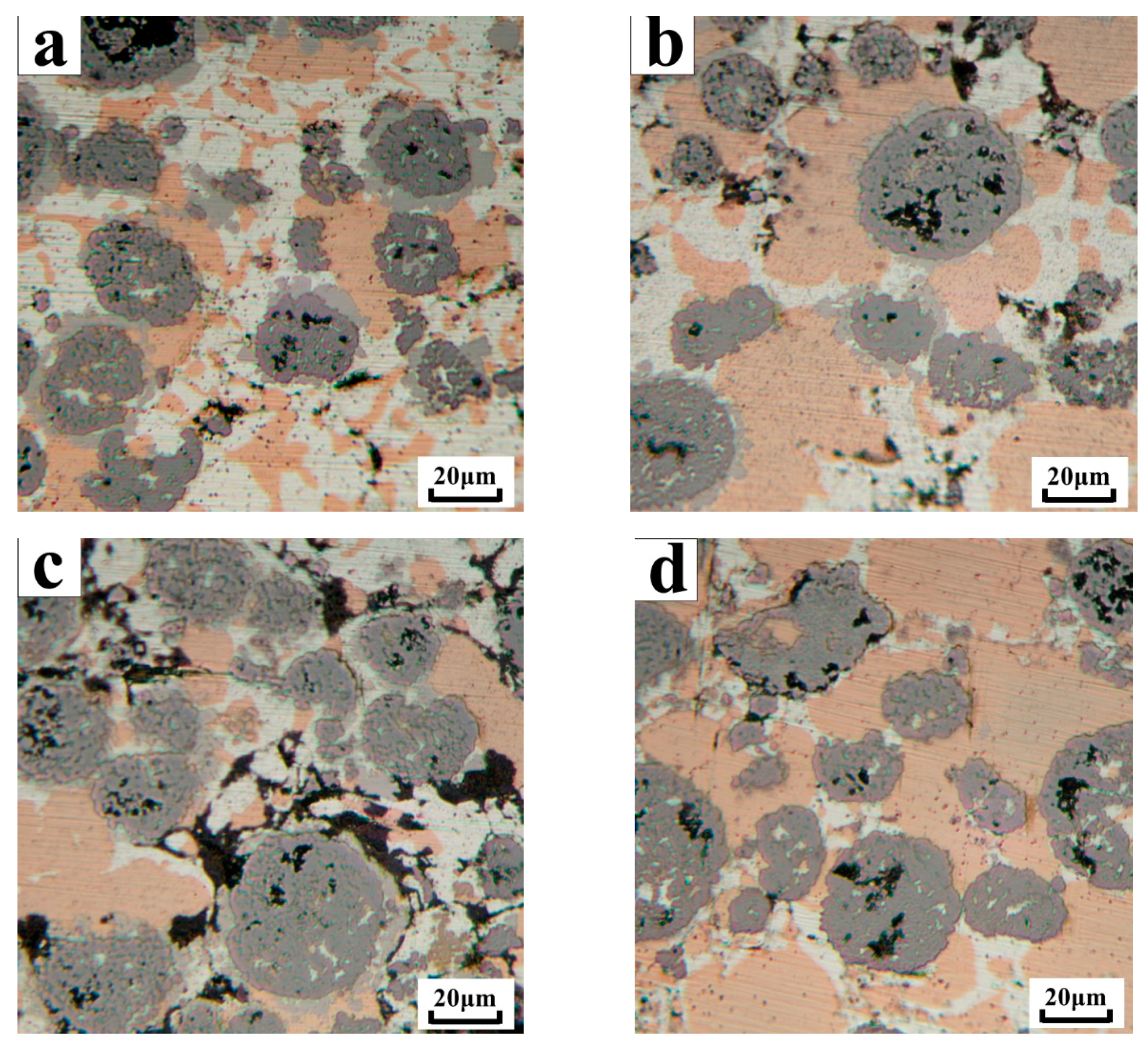
3.1. Microstructure and Structure Analysis of the Coating Section
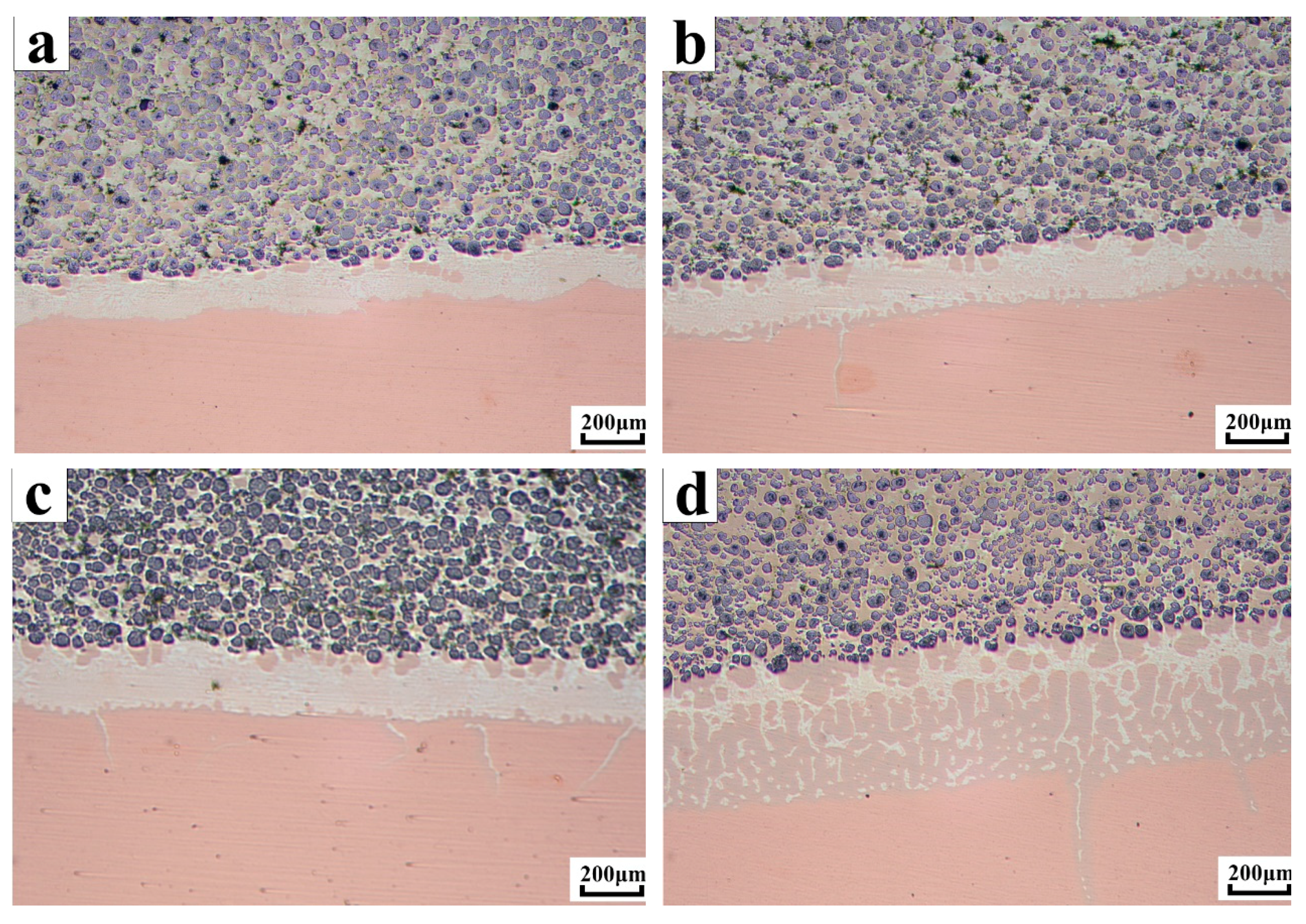
Figure 4 shows the cross-section of the sample at four different brazing temperatures. The orange area below was a copper substrate, the white area in the middle was a brazed joint, and the black area above was a WC-10Ni + AgCuTi composite coating. The composite coating consists of alternating soft and hard materials composed of reinforcing particles WC-10Ni on the AgCuTi brazing filler metal substrate. The hard phase WC particles were evenly distributed, and there was no phenomenon of aggregation or direct contact with the copper substrate. The entire section of the microscopic morphology can be divided into three different interfaces. The first interface was the interface between the braze and the copper substrate. The AgCuTi solder can wet the copper base material well, and the liquid solder and the substrate dissolved each other to form a brazing seam. At 830 °C, the silver in the solder hardly diffused into the substrate. As the temperature increased, the brazing seam gradually widened. More and more silver diffused into the copper substrate, and the copper in the substrate slowly diffused. In the brazing seam, it grew upward like a stalagmite, and it was getting bigger and bigger, more and more. The second interface was the interface between the coating and the brazing seam. As the temperature increased, more and more copper was on the interface. The third interface was the interface between the hard phase particles WC-10Ni and the AgCuTi solder. The AgCuTi solder wetted the substrate and also wet the reinforcing particles WC-10Ni.
As shown in
Figure 5, it can be seen that there was a wide and narrow gray area around the WC particles, which was a diffusion layer. As the brazing temperature increased, the transition layer became narrower and narrower. At 920 °C, the transition layer almost disappeared. The gray area wrapped around the WC particles was Ni. When the brazing temperature reached 780 °C, Ag–Cu melted, and the temperature continued to rise. The Ti element dissolved in the liquid phase and accumulated around the WC-10Ni particles, and reacted with the W-coated Ni to form a Ni–Ti compound. As the reaction progressed, part of the Ti entered the inside of the WC particles during the reaction with Ni, and the C element in the WC particles also diffused outward across the interface, and C reacted with Ti to form TiC. Therefore, the Ni wrapped outside the WC particles was continuously consumed, and the higher the brazing temperature, the more the reaction, until the brazing temperature reached 920 °C, Ni was almost completely consumed, and the gray region was substantially disappeared. From this point of view, the copper substrate and the composite coating had a good bond at the interface of the brazing joint, and the bonding between the reinforcing particles WC and the AgCuTi brazing filler metal was good. The combination of the WC-10Ni/AgCuTi composite coating with the substrate was a typical metallurgical bond.
3.2. Internal Microstructure and Microstructure Analysis of Coating
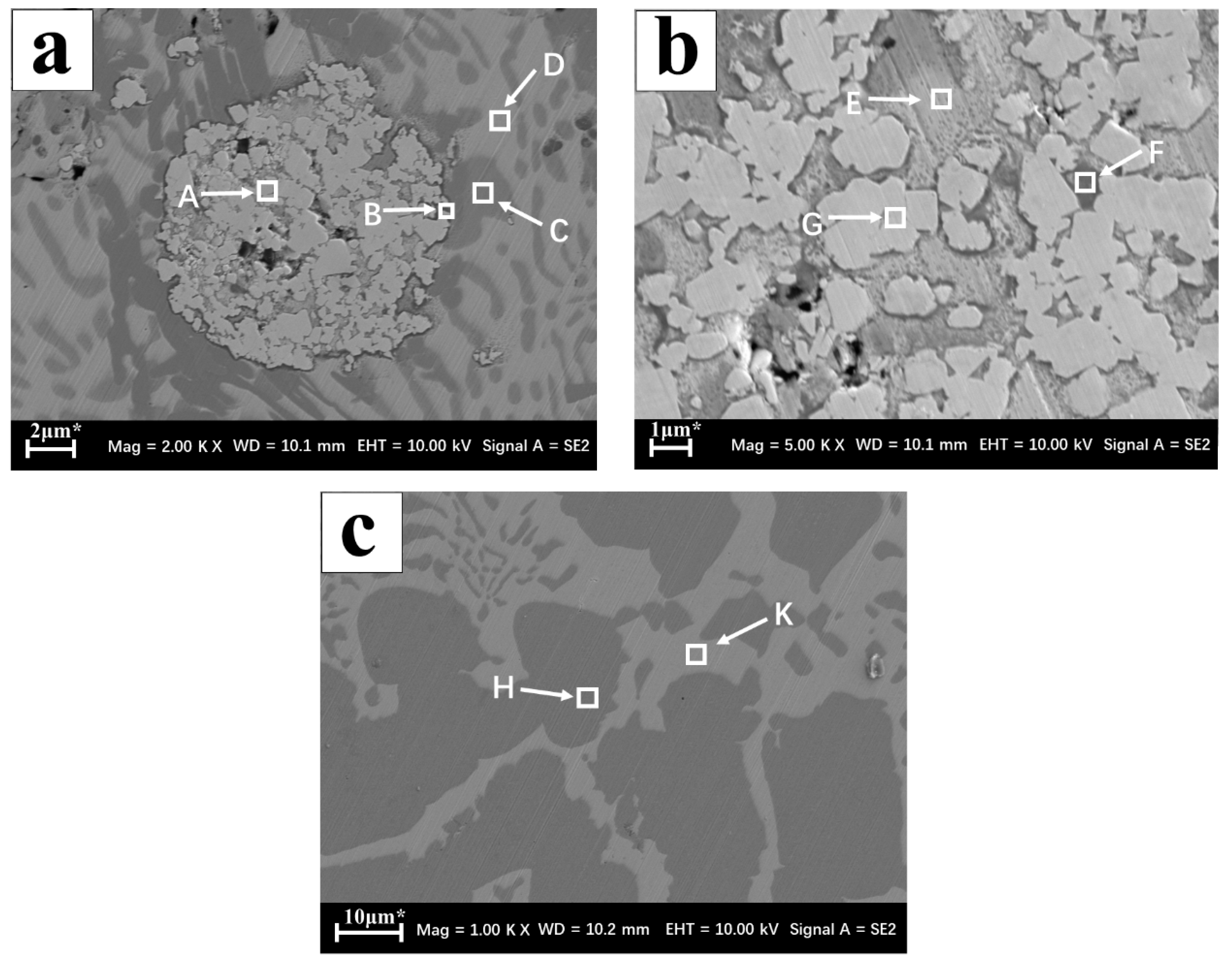
The test results of different phase compositions inside the coating and inside the brazing joint by EDS spectroscopy are shown in
Table 1. In
Figure 6a, the hard particle A region mainly contained W and a small amount of Ag, Cu, Ti, which indicated that the brazing material smoothly entered the inside of the WC particles and wetted the WC particles. The outer layer B region of the hard particles was rich in Ti and Ni, which indicated that the active element Ti aggregated around the WC particles reacted with the W-coated Ni to form a Ni-Ti compound, and was partially in the Ti and WC particles. The C element reacted to form TiC, which connected the solder to the hard phase.
Figure 6a C, D area was mainly Ag-based solid solution and Cu-based solid solution, only a trace of Ti. The E and F regions of
Figure 6b were mainly Ag-based solid solution and Cu-based solid solution, and a trace amount of W, which also indicated that the brazing material successfully entered the inside of the WC particles and wrapped the WC particles. The above showed that during vacuum brazing, some of the WC particles began to dissolve at high temperature, and diffused and reacted with the liquid solder. The H, K regions in the middle of the braze joint in
Figure 6c were alloy regions rich in Ag and Cu. The brazing gold area was mainly composed of an off-white H zone and a dark gray K zone. The energy spectrum analysis showed that the two solid solution components were Cu-rich Cu-based solid solution and Ag-rich Ag-based solid solution. The two solid solution structures were distributed in the eutectic form in the braze.
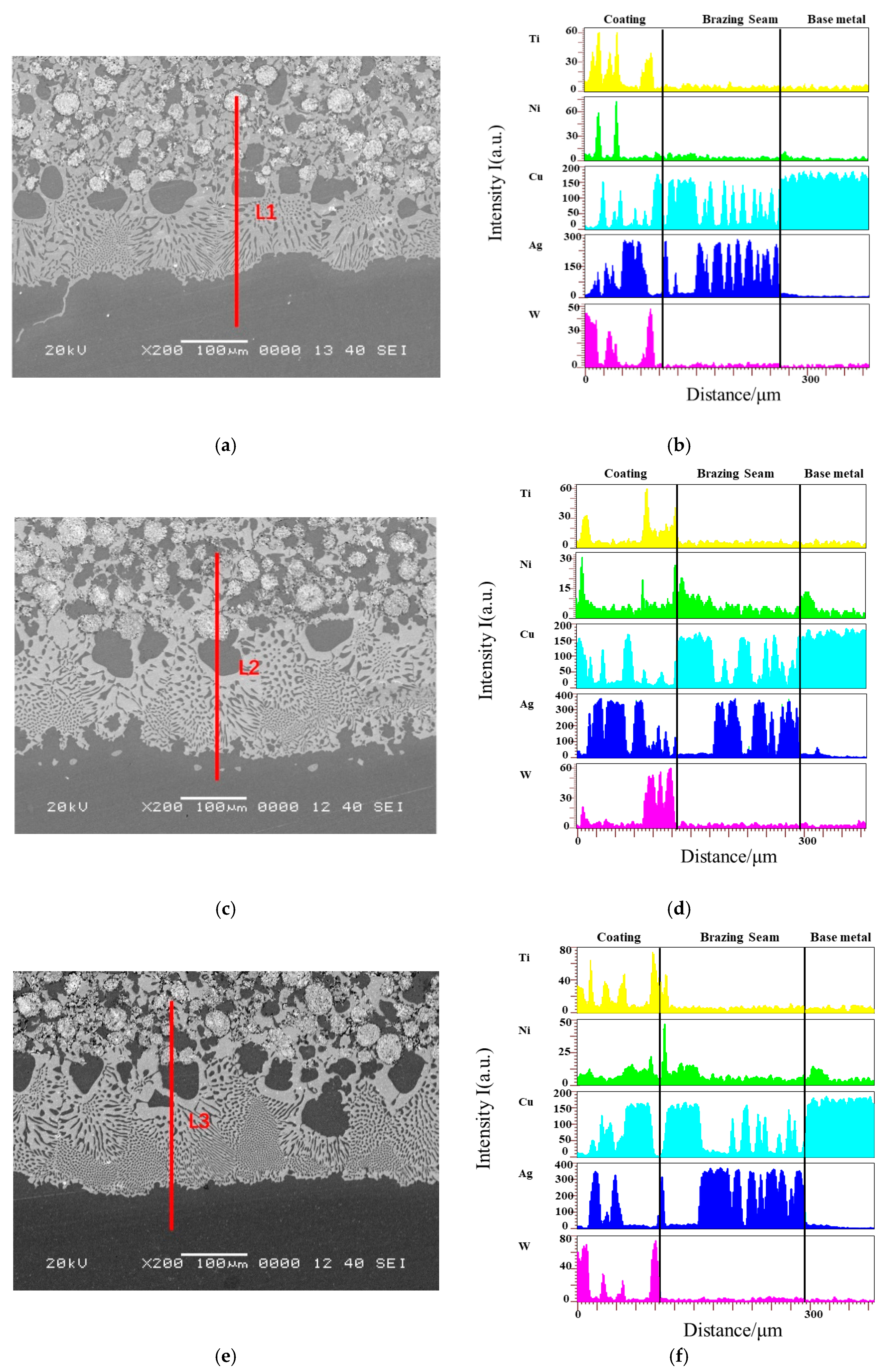
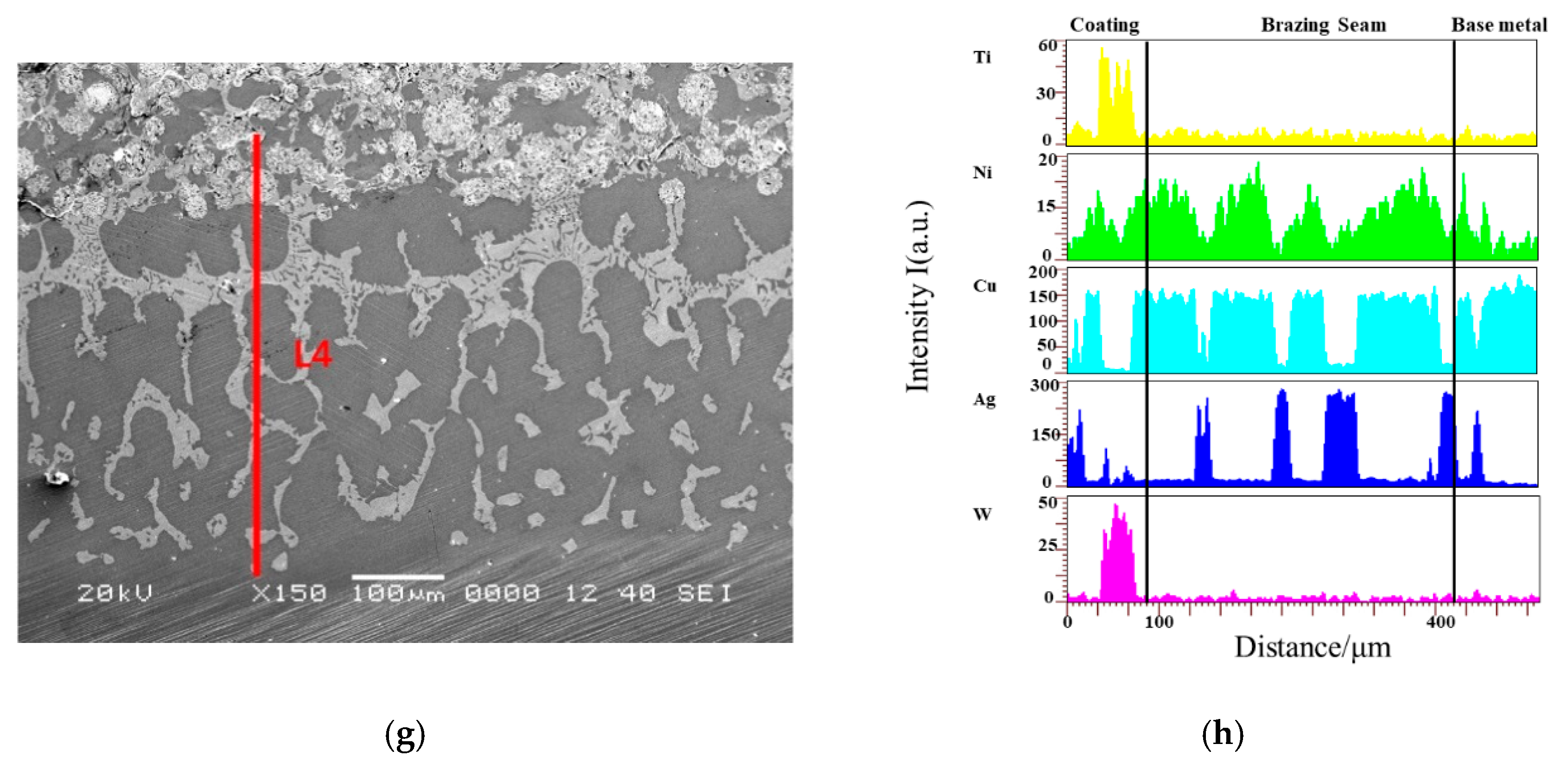
The microstructure of the coating and substrate reaction layers at four different brazing temperatures are shown in
Figure 7. The interface between the four coatings and the base metal was well wetted, the microstructure of the brazing joint was dense and uniform, and the WC particles were well wetted with the brazing filler metal. The element line scan was performed at the line segments L1, L2, L3, and L4 in the figure by EDS, and the elements at the interface were distributed, as shown in
Figure 7b,d,f,h. It was found that the elements W and Ti hardly diffused into the brazing seam and the substrate, and the elements Ag and Cu diffused toward the substrate. Based on the above analysis, the interface between the brazing seam and the substrate was metallurgically bonded, and the brazing seam mainly carried the combination of the coating and the substrate. As the brazing temperature increased, Cu near the side of the hard layer and Cu near the side of the substrate diffused more, so excessive brazing temperature was not conducive to the metallurgical reaction between the coating and the substrate.
The process of depositing WC-10Ni/AgCuTi composite coating on the copper surface could be divided into three stages. In the first stage, liquid phase formation and particle rearrangement. When the heating temperature exceeded the melting point of the AgCuTi solder, the solder was gradually melted into a liquid phase as a binder phase, and the cemented carbide was suspended in the liquid solder as a reinforcing phase, and the liquid solder relies on capillary force formed between the gaps of the particles. And its own flow filled the pores between the particles. Finally, the WC particles reached a stable distribution and alignment under the combined action of gravity, capillary force, and viscous flow. In the second stage, the solder element diffused toward the substrate and reacted to form a reaction layer. When the heating temperature was between the melting point of the brazing filler metal, and the brazing temperature, the liquid brazing material diffused to the coating and the substrate to form a brazing seam, and the brazing seam played a major connecting role. Due to the difference in concentration between the liquid phase and the alloying elements in the substrate, elemental diffusion occurred at the interface, which was accompanied by the first stage. In the third stage, a composite coating was formed. As the brazing temperature decreased, the hard phase and the brazing material condensed to form a composite coating, and a metallurgical bond was formed between the coating and the substrate.
As shown in
Figure 7, the brazing joint was mainly composed of an Ag-based solid solution and a Cu-based solid solution, and the two types of solid solution structures were distributed in a joint in a typical eutectic form. One was a lamellar eutectic structure, and the other was an anomalous eutectic structure. The heating rate of this test was 10 °C/min, but after holding the brazing temperature for 30 min, the set cooling rate was only 5 °C/min, which was very close to the equilibrium solidification conditions. In addition, the Ag–Cu eutectic melt had a large thermal diffusivity, and the Ag–Cu eutectic had a long eutectic line, which could also cause a large number of lamellar eutectic structures in the brazing seam. However, it is precise because the Ag–Cu eutectic had a long eutectic line, it was impossible to meet the equilibrium solidification conditions in the actual brazing process, and non-equilibrium solidification would occur. Therefore, after the lamellar eutectic structure is first formed, a large number of lamellar eutectic crystals are melted under remelting, and part of the lamellar eutectic is transformed into an abnormal eutectic structure during cooling. When the brazing temperature is raised from 830 °C to 890 °C, due to the presence of WC particles in the coating, more nucleation substrate is provided for the solidification of the Ag–Cu eutectic; it is obvious that the sinter is covered by the eutectic slab and anomalous eutectic composition, and as the brazing temperature increases, more lamellar eutectic structures transform into point-like anomalous eutectic structures.
3.3. Composite Coating Phase Composition
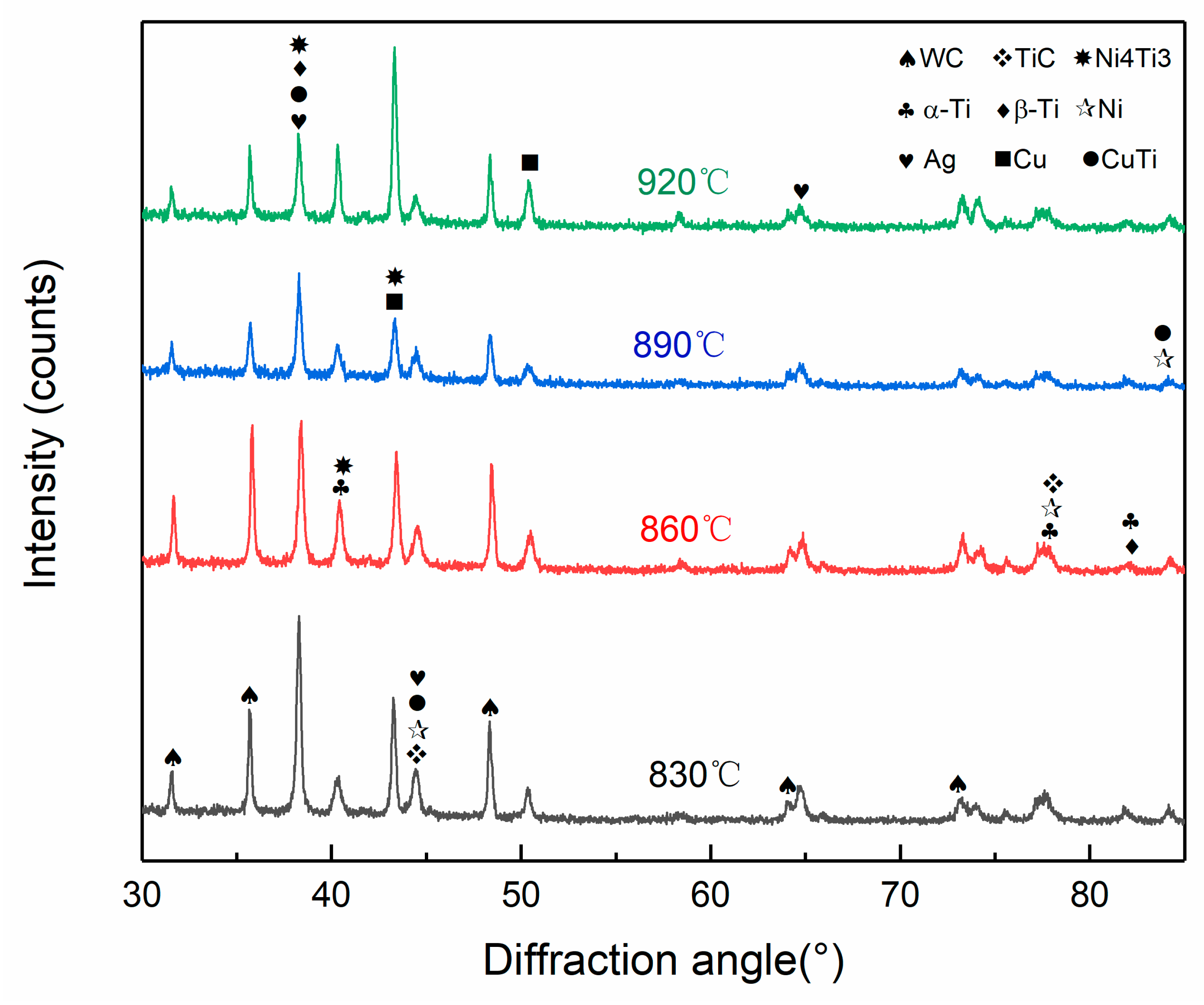
The cross-sectional phase composition of the 40% WC composite coating was analyzed by X-ray diffractometry, as shown in
Figure 8. It can be seen from
Figure 6 that the main phases on the surface of the composite coating layer were TiC, WC, Ni4Ti3, and CuTi. Ti had two typical allotrope structures, and its low-temperature crystal was α-Ti, which underwent allotropic transformations at 882.5 °C to form high-temperature crystalline β-Ti. At four different brazing temperatures, the Ti element in the joint existed in the form of β-Ti, and the high melting point WC particles could dissolve to some extent with β-Ti. In the subsequent cooling, when Ti changed from β-Ti→α-Ti, since the mutual solid solubility between α-Ti and WC was very low, the Ti element originally dissolved in the WC particles was in its precipitating state around, Ti and Cu formed a Ti–Cu intermetallic compound by the following formula under the strong affinity between the two. During the brazing cooling process, when Ti was released from around the WC particles, it could interact with Cu in the solder layer to form a Ti–Cu compound. Therefore, when the brazing temperature reached 920 °C, there was a harmful Ti–Cu compound in the composite coating. Although the brazing temperature was too high, although the reaction was sufficient, the mechanical properties of the coating were affected.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}