Study on the Damage Mechanism of TiN/Ti Coatings Based on Multi-Directional Impact

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
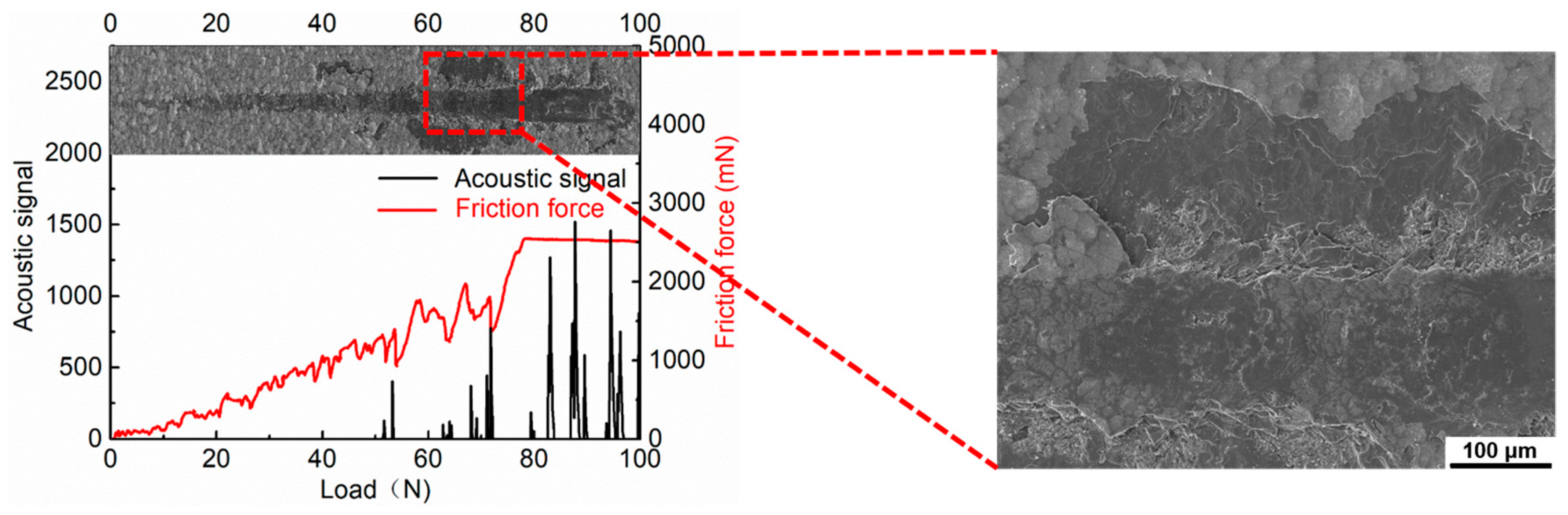
2.2. Mechanical Property Testing
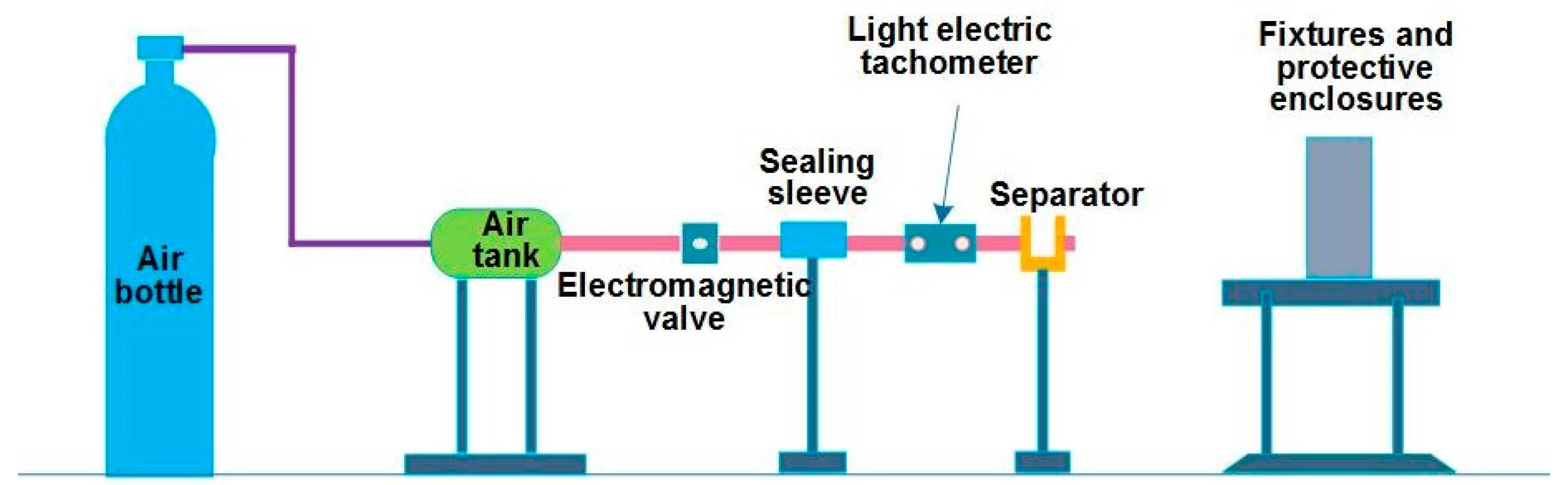
2.3. Multi-Directional Impact Testing
3. Results and Discussion
3.1. Structure and Phase Analysis
3.2. Mechanical Properties
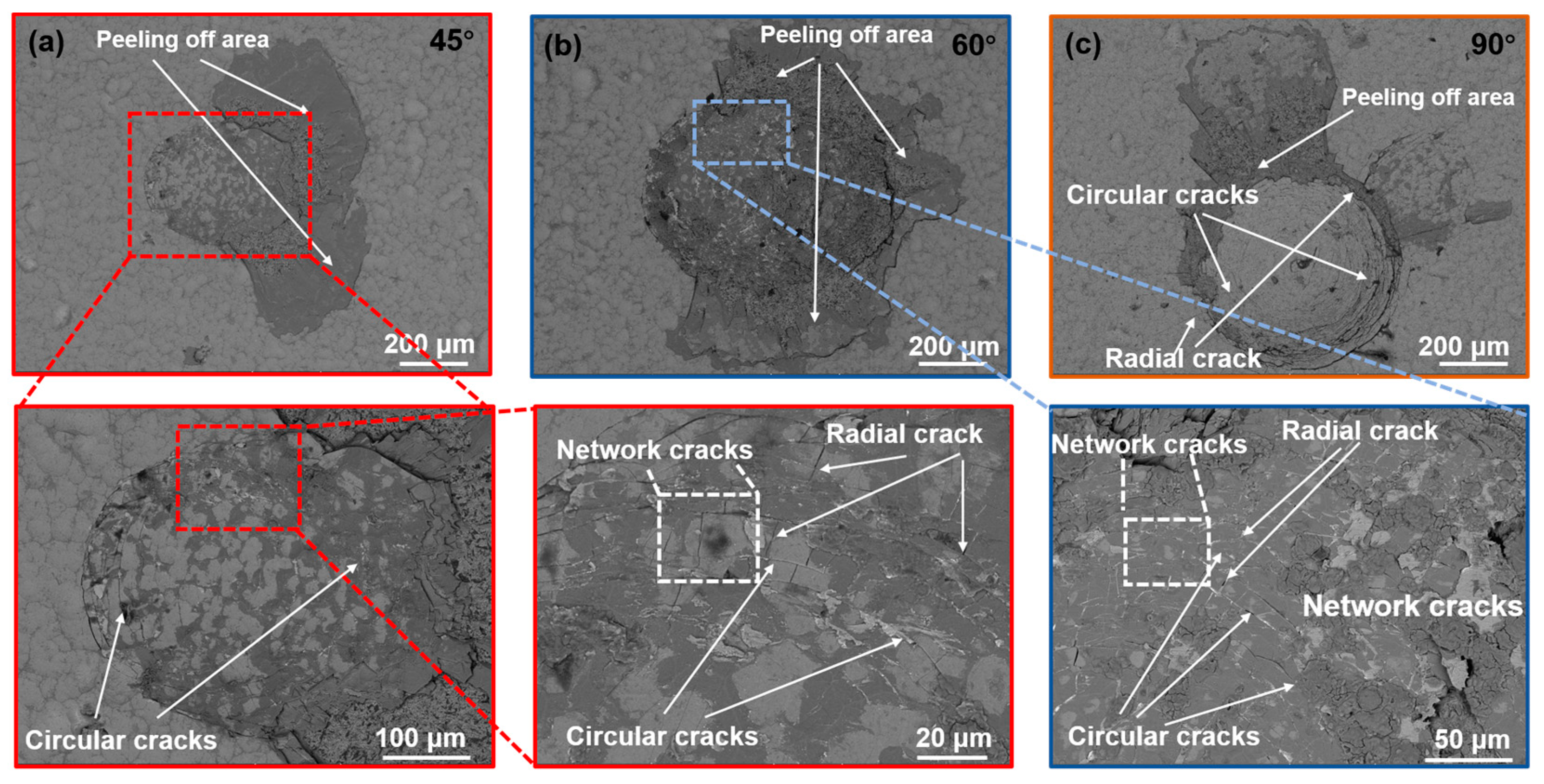
3.3. Damage Morphology
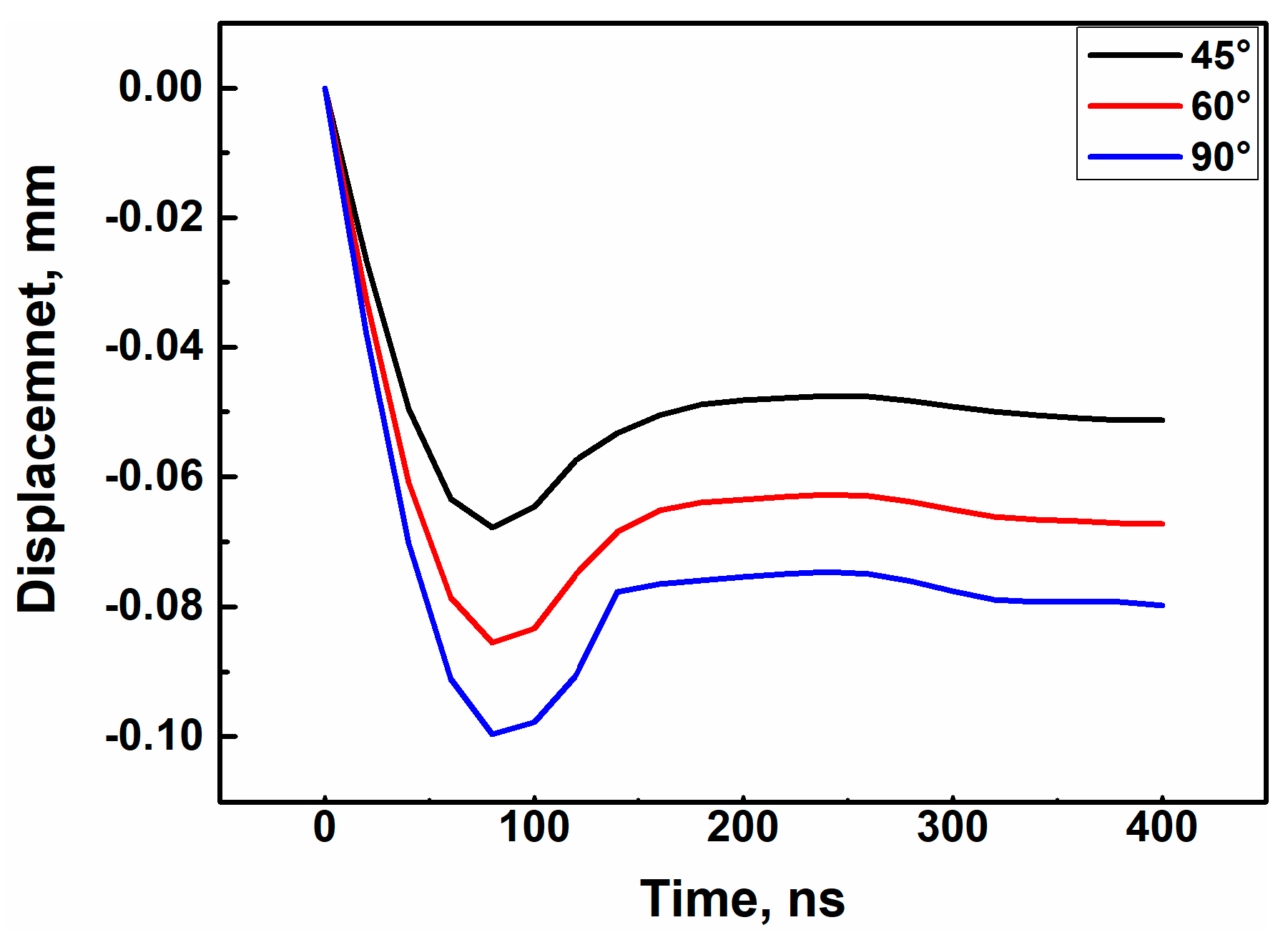
3.4. Coating Impact Damage Mechanism
4. Conclusions
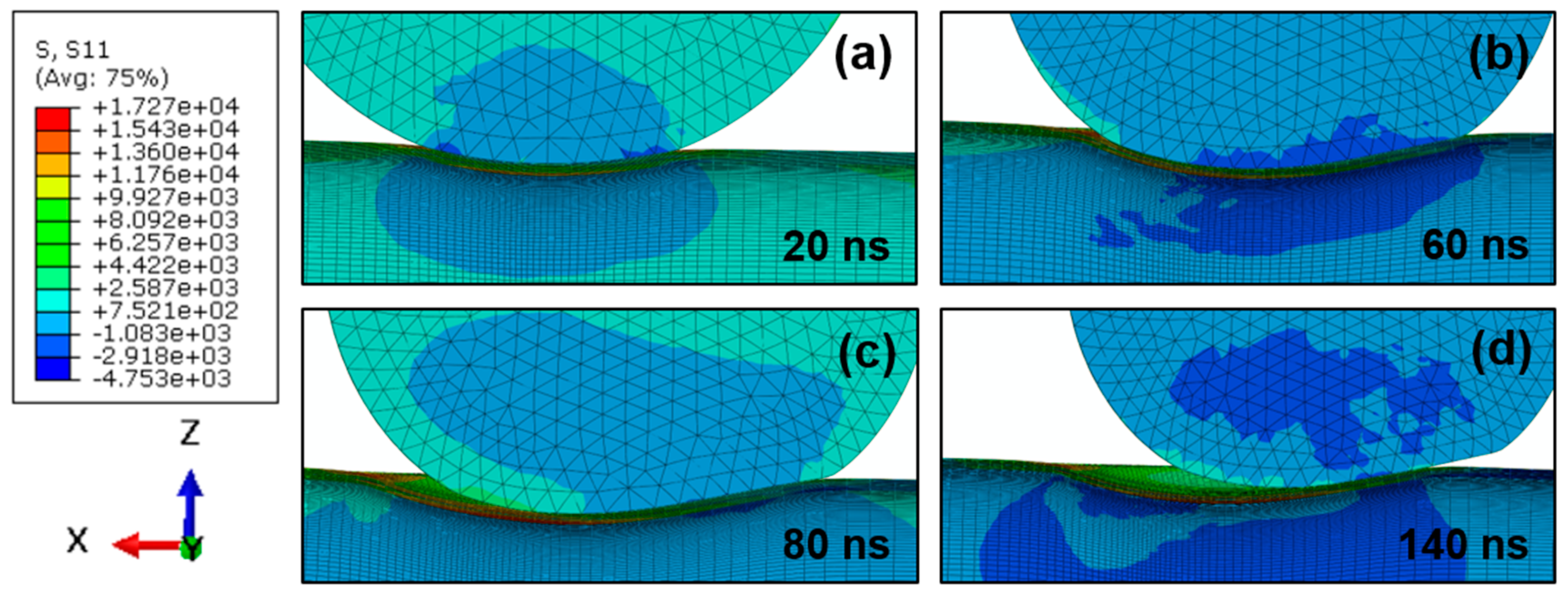
- Plastic deformation occurs both in the coatings and substrates and increases with an increase of the impact angle during high-speed impact.
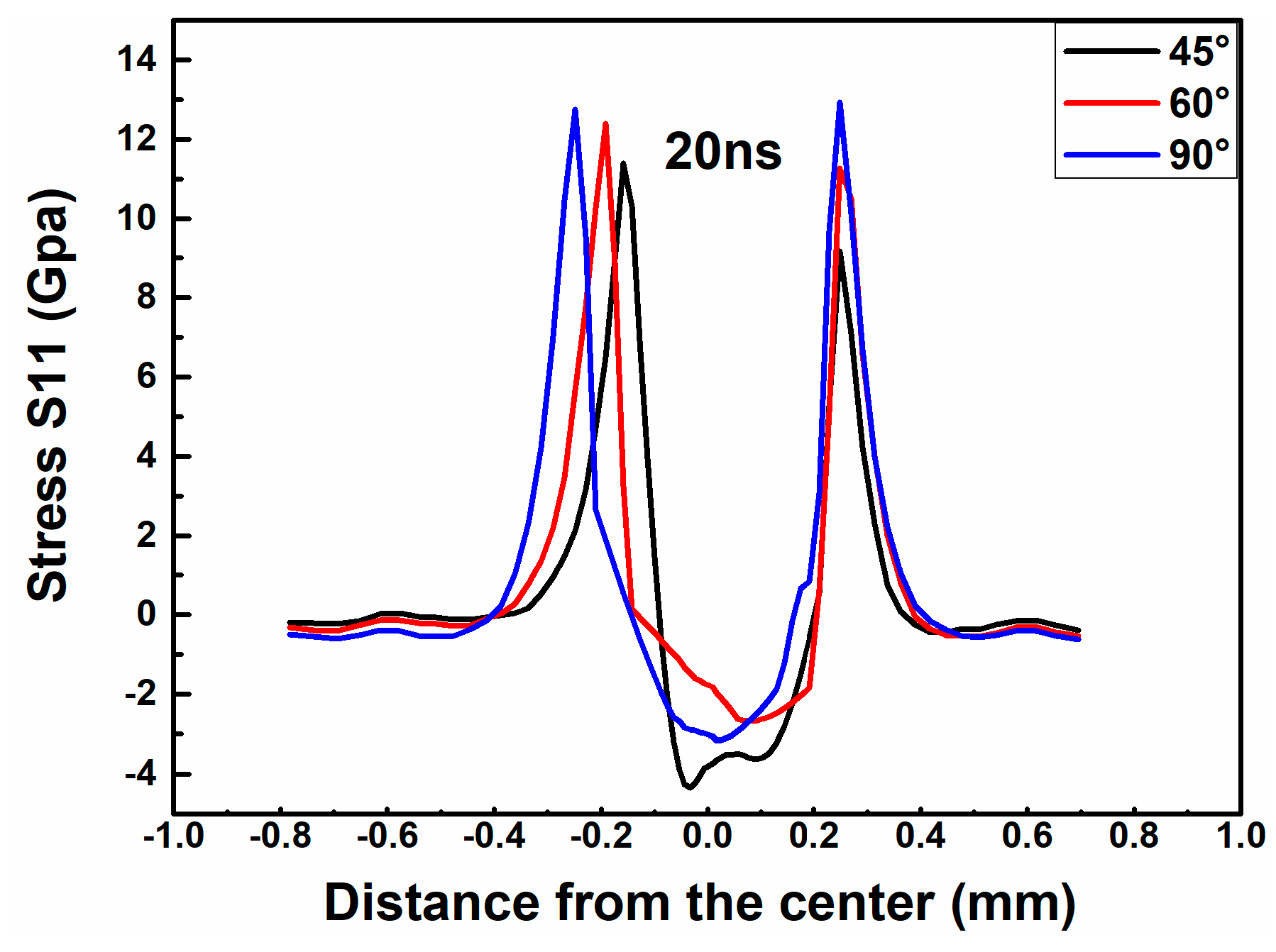
- The high tensile stress on the coating surface is responsible for the circular crack formation, and the crack density increases with the increasing of the tensile stress.
- Cracks deflect at the Ti layer because the Ti layer has good toughness and can absorb a certain amount of fracture work. Crack deflection and branching more easily occurs when the driving force is lower (at 45° and 60°), but cracks grow through the Ti layer when the driving force is enough.
- The relative sliding between the particle and coating on the network area is the main reason for the peeling off on the coatings.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, J.; Geng, M.; Li, Y.; Yang, Z.; Chai, Y.; He, G. Erosion resistance and damage mechanism of TiN/ZrN nanoscale multilayer coating. Coatings 2019, 9, 64. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; He, W.; Liao, B.; He, G.; Cao, X.; Li, Y. Damage evolution and mechanism of TiN/Ti multilayer coatings in sand erosion condition. Surf. Coat. Technol. 2018, 353, 210–220. [Google Scholar] [CrossRef]
- Sharma, S.; Padenko, E.; Bijwe, J.; Wetzel, B.; Friedrich, K. Erosive and sliding wear of polybenzimidazole at elevated temperatures. J. Mater. Sci. 2016, 51, 262–270. [Google Scholar] [CrossRef]
- He, G.; Li, Y.; Chai, Y.; Zhang, Y.; Wang, G. Review of key issues on coating against sand erosion of aero-engine compressor blade. Acta Aeronaut. Astronaut. Sin. 2015, 36, 1733–1743. [Google Scholar]
- Hassani, S.; Bielawski, M.; Beres, W.; Balazinski, M.; Martinu, L.; Klemberg-Sapieha, J. Impact stress absorption and load spreading in multi-layered erosion-resistant coatings. Wear 2010, 268, 770–776. [Google Scholar] [CrossRef]
- Ma, Y.; Nie, X.; Northwood, D.; Hu, H. Corrosion and erosion properties of silicate and phosphate coatings on magnesium. Thin Solid Films 2004, 469, 472–477. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid particle erosion mechanisms of protective coatings for aerospace applications. Surf. Coat. Technol. 2014, 257, 165–181. [Google Scholar] [CrossRef]
- Bielawski, M.; Beres, W. FE modelling of surface stresses in erosion-resistant coatings under single particle impact. Wear 2007, 262, 167–175. [Google Scholar] [CrossRef]
- Talia, M.; Lankarani, H.; Talia, J.E. New experimental technique for the study and analysis of solid particle erosion mechanisms. Wear 1999, 225, 1070–1077. [Google Scholar] [CrossRef]
- Andrews, D.R. An analysis of solid particle erosion mechanisms. J. Phys. Appl. Phys. 1981, 14, 1979. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid particle erosion mechanisms of hard protective coatings. Surf. Coat. Technol. 2013, 235, 383–393. [Google Scholar] [CrossRef]
- Bhushan, B. Introduction to Tribology; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Hwang, T.W.; Malkin, S. Grinding mechanisms and energy balance for ceramics. J. Manuf. Sci. Eng. 1999, 121, 623–631. [Google Scholar] [CrossRef]
- Grewal, H.S.; Agrawal, A.; Singh, H. Identifying erosion mechanism: A novel approach. Tribol. Lett. 2013, 51, 1–7. [Google Scholar] [CrossRef]
- Oh, H.L.; Finnie, I. The ring cracking of glass by spherical indenters. J. Mech. Phys. Solids 1967, 15, 401–406. [Google Scholar] [CrossRef]
- Chen, W.W.; Zhou, K.; Keer, L.M.; Wang, Q.J. Modeling elasto-plastic indentation on layered materials using the equivalent inclusion method. Int. J. Solids Struct. 2010, 47, 2841–2854. [Google Scholar] [CrossRef]
- Evans, A.G.; Gulden, M.; Rosenblatt, M. Impact damage in brittle materials in the elastic-plastic response regime. Proc. R. Soc. Lond. Math. Phys. Sci. 1978, 361, 343–365. [Google Scholar] [CrossRef]
- Xu, W.-S.; He, G.-Y.; Cai, Z.-B.; Liao, B.; Cao, X.; He, W.-F. Damage analysis of TiN/Ti coatings under cycling impact with hard particles. China Surf. Eng. 2017, 30, 28–35. (In Chinese) [Google Scholar]
- Rong, L.; Yao, J.; Zhang, Q.; Yao, M.X.; Collier, R. Effects of molybdenum content on the wear/erosion and corrosion performance of low-carbon Stellite alloys. Mater. Des. 2015, 78, 95–106. [Google Scholar]
- Tian, H.H.; Addie, G.R.; Barsh, E.P. A new impact erosion testing setup through Coriolis approach. Wear 2007, 263, 289–294. [Google Scholar] [CrossRef]
- Immarigeon, J.; Chow, D.; Au, P.; Saari, H. Erosion testing of coatings for aero engine compressor components. Adv. Perform. Mater. 1997, 4, 371–388. [Google Scholar] [CrossRef]
- Yang, Q. Multilayered coatings with alternate pure Ti and TiN/CrN superlattice. Surf. Coat. Technol. 2004, 177, 204–208. [Google Scholar] [CrossRef]
- Evans, A.G.; Wilshaw, T.R. Dynamic solid particle damage in brittle materials: An appraisal. J. Mater. Sci. 1977, 12, 97–116. [Google Scholar] [CrossRef]
- Henderson, R.; Hennecke, D. Erosion Corrosion and Foreign Object Damage Effects in Gas Turbines; ADA: Rotterdam, The Netherlands, 1998. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Pelleg, J.; Zevin, L.Z.; Lungo, S.; Croitoru, N. Reactive-sputter-deposited TiN films on glass substrates. Thin Solid Films 1991, 197, 117–128. [Google Scholar] [CrossRef]
- Oh, U.; Je, J.H. Effects of strain energy on the preferred orientation of TiN thin films. J. Appl. Phys. 1993, 74, 1692–1696. [Google Scholar] [CrossRef]
- Rickerby, D.; Jones, A.; Bellamy, B. X-ray diffraction studies of physically vapour-deposited coatings. Surf. Coat. Technol. 1989, 37, 111–137. [Google Scholar] [CrossRef]
- Sundararajan, G.; Roy, M. Solid particle erosion behaviour of metallic materials at room and elevated temperatures. Tribol. Int. 1997, 30, 339–359. [Google Scholar] [CrossRef]
- Wheeler, D.W.; Wood, R.J.K. Solid particle erosion of diamond coatings under non-normal impact angles. Wear 2001, 250, 795–801. [Google Scholar] [CrossRef]
- Roberts, S. Hertzian testing of ceramics. Br. Ceram. Trans. 2000, 99, 31–38. [Google Scholar] [CrossRef]
- Freiman, S.W.; Mulville, D.R.; Mast, P.W. Crack propagation studies in brittle materials. J. Mater. Sci. 1973, 8, 1527–1533. [Google Scholar] [CrossRef]
- Lacerda, M.M.; Chen, Y.H.; Zhou, B.; Guruz, M.U. Synthesis of hard TiN coatings with suppressed columnar growth and reduced stress. J. Vac. Sci. Technol. A 1999, 17, 2915–2919. [Google Scholar] [CrossRef]
- Yong, Z.; Liu, W.; Wang, S.; Xiong, W. Effect of carbon content on the microstructure and mechanical properties of Ti(C, N)-based cermets. Ceram. Int. 2004, 30, 2111–2115. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | Fe | C | O | N | H |
| Content (wt.%) | Bal. | 5.70 | 4.00 | 0.10 | 0.02 | 0.05 | <0.01 | <0.001 |
| Deposition Parameters | N2 Pressure (Pa) | Bias Voltage (V) | Arc Current (A) | Coating Thickness (μm) |
|---|---|---|---|---|
| value | 1.0 | −200 | 100 | 16 |
| Element | Fe | C | Cr | Si | Mn | Mo | Ni | Cu |
| Content (wt.%) | Bal. | 1 | 1.65 | <0.35 | <1 | <0.1 | <0.3 | <0.25 |
| Adhesion (N) | Hardness (GPa) | Young’s Modulus (GPa) |
|---|---|---|
| 72. 5 ± 2.5 | 27.06 ± 0.59 | 365.62 ± 4.94 |
| Material | Density (kg/m3) | Young’s Modulus (GPa) | Poisson’s Ratio | A (MPa) | B (MPa) | n | C |
|---|---|---|---|---|---|---|---|
| Ti6Al4V | 4428 | 113.8 | 0.34 | 2415 | 2402 | 0.93 | 0.014 |
| Ti | 4500 | 112.0 | 0.34 | 1647 | 1638 | 0.16 | 0.014 |
| GCR15 | 7800 | 208.0 | 0.30 | 1000 | 1100 | 0.19 | 0.027 |
| TiN | 5400 | 400.0 | 0.27 | – | – | – | – |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Z.; Chen, J.; He, W.; Yang, Z.; Yuan, Z.; Geng, M.; He, G. Study on the Damage Mechanism of TiN/Ti Coatings Based on Multi-Directional Impact. Coatings 2019, 9, 765. https://doi.org/10.3390/coatings9110765
Fang Z, Chen J, He W, Yang Z, Yuan Z, Geng M, He G. Study on the Damage Mechanism of TiN/Ti Coatings Based on Multi-Directional Impact. Coatings. 2019; 9(11):765. https://doi.org/10.3390/coatings9110765
Chicago/Turabian StyleFang, Zhihao, Jiao Chen, Weifeng He, Zhufang Yang, Zhanwei Yuan, Mingrui Geng, and Guangyu He. 2019. "Study on the Damage Mechanism of TiN/Ti Coatings Based on Multi-Directional Impact" Coatings 9, no. 11: 765. https://doi.org/10.3390/coatings9110765