1. Introduction
A new biomass material called transparent wood has attracted widespread attention [
1,
2]. Transparent wood is a polymer material with a matched refractive index as delignified wood or modified wood with lignin, thus giving it optical properties and improving its mechanical properties [
3]. The characteristic of transparent wood is that high transmittance and high haze exist side by side; thus, it is considered an excellent substitute for glass [
4]. Power consumption of a building has always occupied a large proportion of total power consumption [
5]. Therefore, if we could make full use of natural light to change the indoor lighting environment, we would save energy. Glass is widely used as a good transparent material, but the fragility of glass, the poor insulation effect, high energy consumption during construction, and other glass defects result in pollution. If transparent wood were used instead of glass as a light-guided material in modern intelligent buildings, the building would receive natural light under the premise of protecting privacy [
6] and reduce the energy consumption of heating and cooling. Because transparent wood retains the original structure of wood, its texture can also be retained, resulting in a “visual force”, which is conducive to good physical and mental health and improving the comfort of residents [
7].
A new kind of transparent wood with good near-infrared shielding ability and high visible light transmittance is available, which is made by dispersing nano-Cs
xWO
3 in PMMA and filling delignified wood raw materials with it. Transparent wood with nano-Cs
xWO
3 has excellent mechanical properties, as its fracture strength is 59.8 MPa [
8]. By removing lignin from 1 mm basswood with a NaOH/Na
2SO
3 and H
2O
2 system, a new transparent basswood with 90% transmittance and 80% haze was prepared. Then, the transparent wood was used as a cover for solar cells instead of glass [
9]. As a result, photoelectric conversion efficiency increased by about 18%. A new kind of transparent wood with fluorescent properties was prepared by compounding transparent wood with CdTe fluorescent quantum dots. This wood would be useful in luminous buildings or in furniture [
10]. Multilayered transparent wood with good mechanical properties and uniform fluorescence was prepared by laminating 0.6–0.8 mm balsawood at 45° and 90°, in accordance with the grain direction and adding fluorescent quantum dots [
11]. A new method aimed to use sodium chlorite to remove lignin from poplar wood, and then place the product in a particular concentration of hydrogen peroxide solution and boil for 4 h. Then, the sample was rinsed with distilled water, vacuum-dried at 45 °C for 24 h, and combined with nano-Fe
3O
4 particles to prepare transparent wood with good conductivity and magnetism [
12]. However, those researchers did not consider the delignification process in detail, which resulted in a long processing time, a waste of pharmaceutical and experimental resources, and increased complexity of the experiment. The relationship between lignin, transmittance, and tensile strength has been reported for delignified basswood at different times. The experimental results show that by treating the wood fibers, transparent wood with low thermal conductivity and controllable size can be prepared [
13]. Some researchers built a mini-cabin with transparent wood fibers instead of glass and found that the transparent wood fibers had a better thermal insulation effect than glass [
14].
However, wood itself is an anisotropic heterogeneous material, and various defects easily form during the growth process. Some shortcomings exist for large-scale preparation of transparent wood, such as difficult production, easy warping, and poor cross-grain properties. Moreover, the original three-dimensional structure of transparent wood needs to be retained, and the technological process of delignification needs to be precisely controlled to prevent disintegration of large-scale wood during delignification, which undoubtedly increases cost. Natural fibers have attracted attention as reinforcing polymers with the development of the green economy concept. Compared with synthetic fibers, the mechanical properties of natural fibers are poor, but they have the advantages of low cost and abundance. Among them, jute fiber has attracted attention because of its richness, renewability, low thermal conductivity and high toughness. Jute fibers can be classified into phloem fibers and leaf fibers. Phloem fibers mainly include hemp, jute, flax, ramie, and abutilon, whereas leaf fibers mainly include sisal and banana [
15]. In these fibers, the flax cell walls are not lignified, so the length and thickness of the fibers are similar to cotton, which can be used as textile raw materials. Jute, sisal, banana, and other cell walls are lignified, and the fibers are short and hard, which makes them suitable for packaging, sacks, and spinning ropes [
16]. Jute fibers are mainly phloem fibers, which is the basic skeleton of plants. Because phloem fibers are highly ordered and crystalline, and the fibers are distributed in a layered structure along the radial direction of the fibers, the mechanical strength of phloem fibers is better. Jute fiber is also widely used in the interior automobile industry as well as the textile industry. The application of composite materials made of jute fibers in automobiles extends from the interior, such as dashboards, to exterior parts, such as the engine hood, body, and structural components [
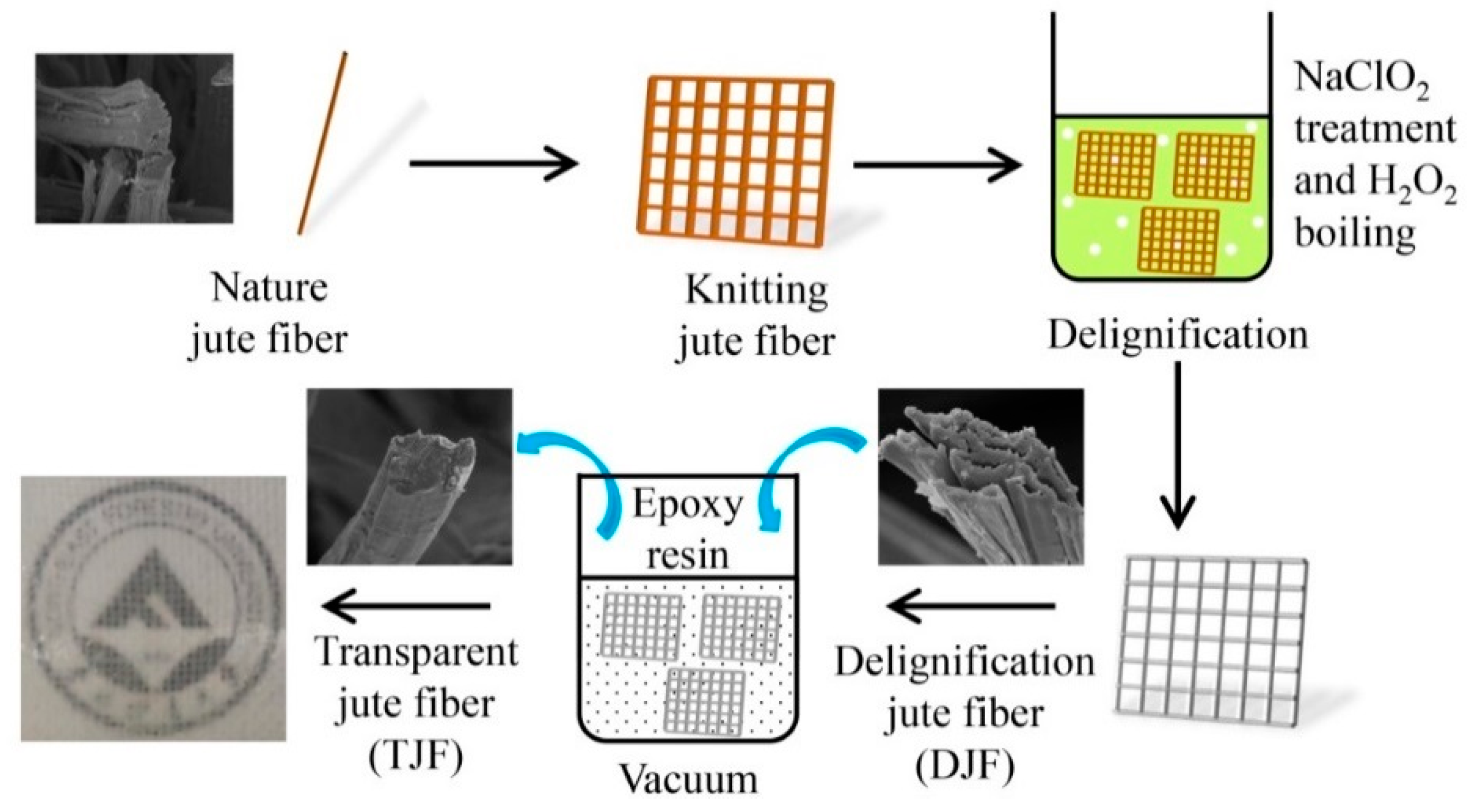
17]. If a single micron diameter jute fiber is used to replace wood by braiding, it can solve the problem of difficult-to-remove lignin and ease of splitting in the transverse direction during preparation of transparent wood.
4. Conclusion
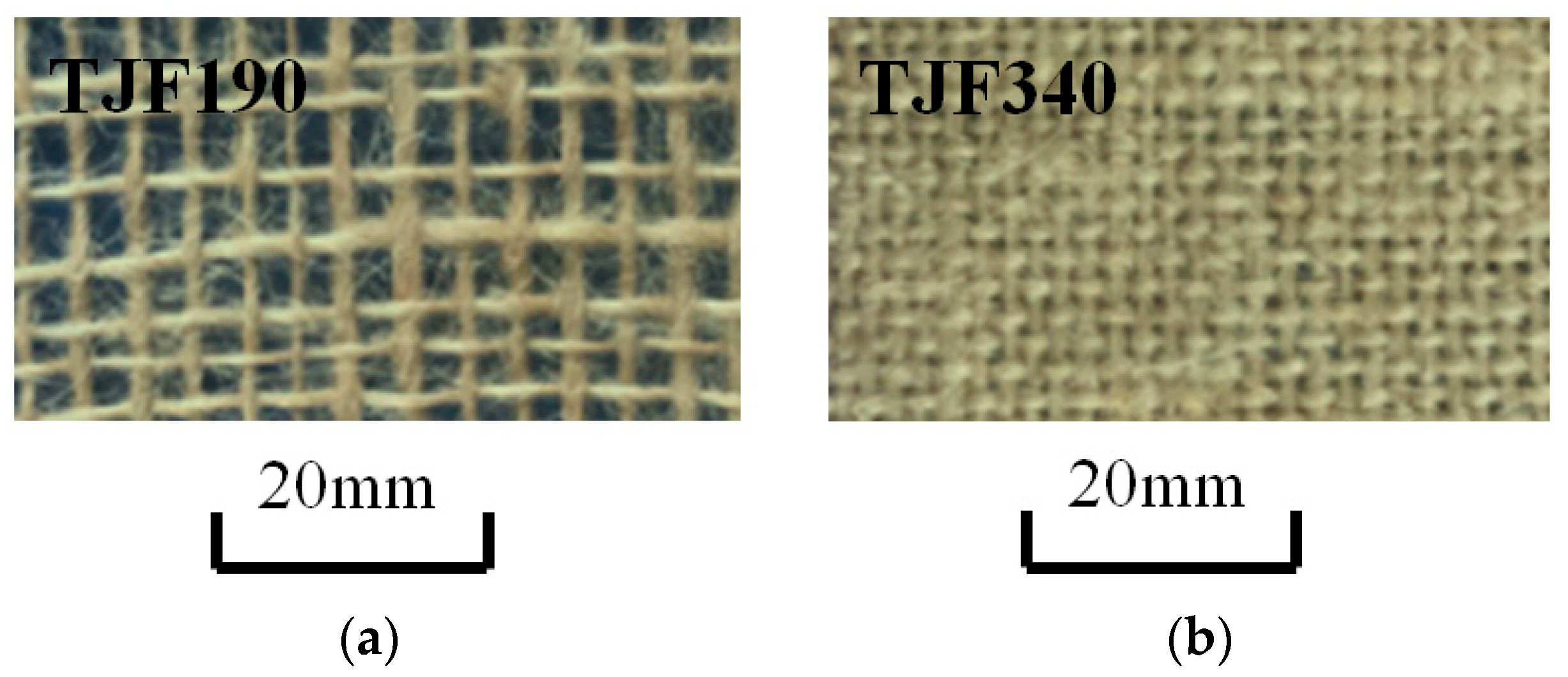
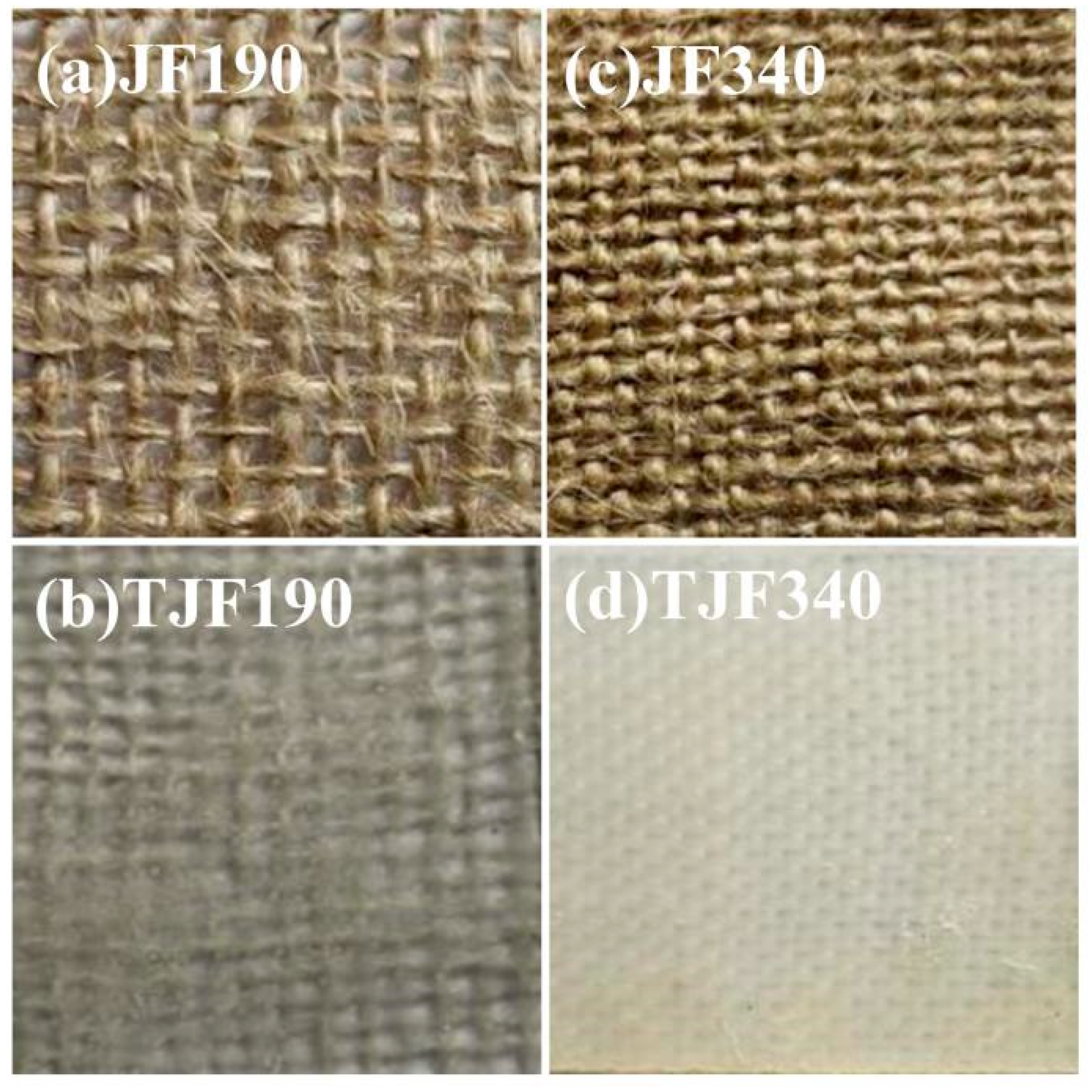
Through a comparative analysis of chromatic aberration, we determined that the brightness difference between the two kinds of TJF340 fibers was very significant (the two are TJF340 products treated with and without hydrogen peroxide and water after removing the lignin). However, this kind of performance was not prominent in TJF190. Therefore, we conclude that stricter color treatments should be used with denser jute fibers. Otherwise, the finished products will have a great aberration in chroma, which indirectly affects transmittance of the finished products.
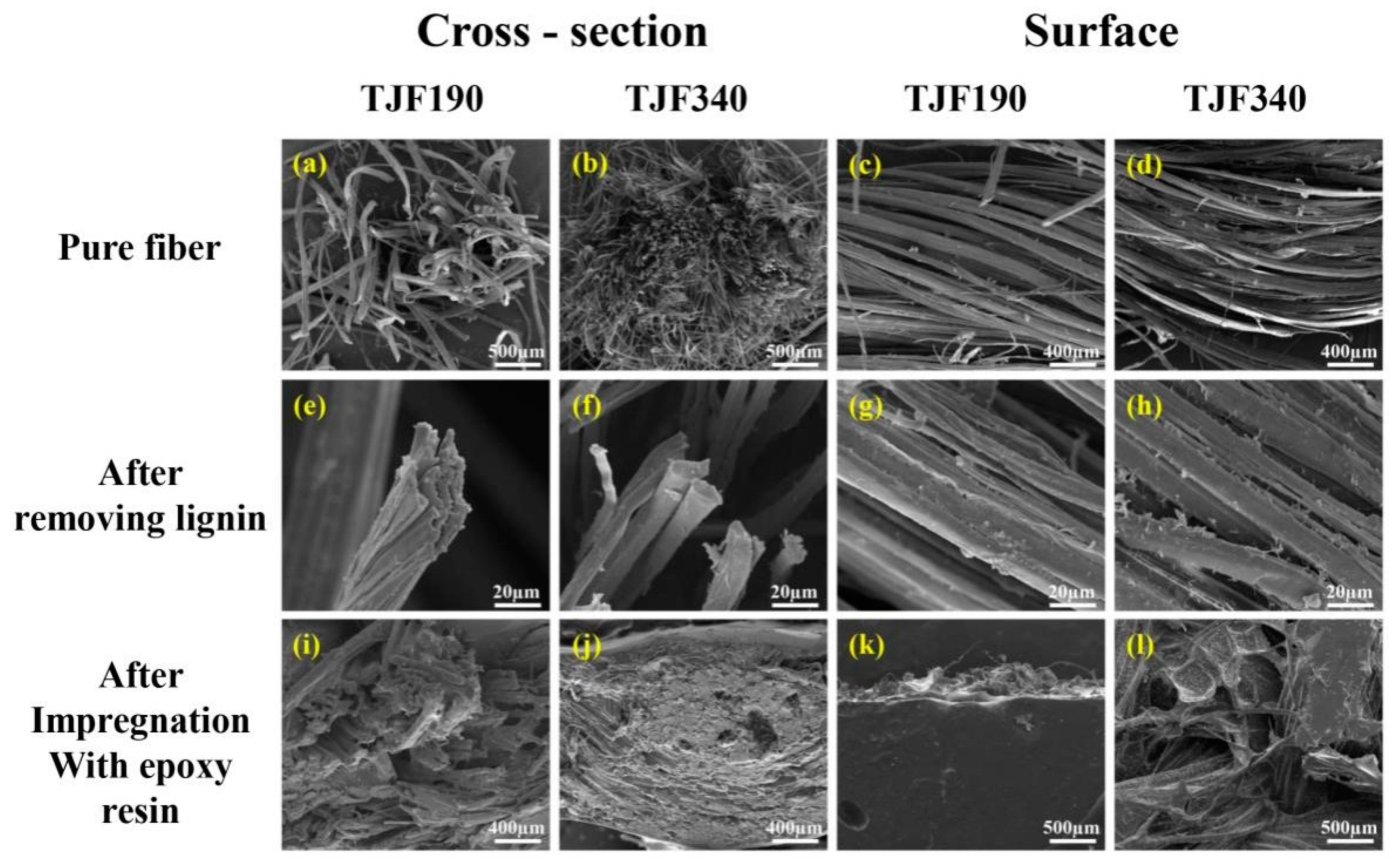
In this experiment, we used vacuum impregnation. The gap in the fibers was very large, and the knitting between the fibers exposed many spaces. This phenomenon was more prominent when the lignin was removed. The epoxy resin was used to fill the space occupied by the original lignin, so absolutely no air could enter the gap or space, which required demanding vacuum conditions. Air was continuously pumped out with a vacuum pump in a fully sealed vacuum dryer to create an internal vacuum environment. If a little air is mixed with the jute fibers and epoxy resin, the transmittance and mechanical properties of the whole product are greatly reduced. Therefore, in view of this demanding requirement, we choose the process of impregnating the jute fibers with high pressure vacuum pumping. Only by using this method can transparent jute fibers be produced efficiently in the industry.
The problem of interfacial bonding exists for jute fibers. The highest transmittance of the sparse fibers was 60%, and that of dense fibers was 51%. The maximum tensile strength of the transparent jute fibers was 38.69 MPa, which is much higher than that of TCF with 5% content. These findings show that the tensile strength of jute fibers increased greatly due to the overall braiding of the jute fibers. Delignified biomass fiber materials should be modified in further experiments to enhance their bonding ability with the matrix resin to better conduct stress and improve the mechanical properties of the composites.
The anisotropy of the TCFs and jute fibers was not obvious compared with transparent wood, and the tensile strength of transverse and longitudinal fibers was almost the same, which provides a solution to the problem of transverse splitting of the original transparent wood.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}