Abstract
Cotton and polyester fiber blends are commonly used to improve the aesthetic features of finished items. The denim industry’s growing need for polyester fiber aids in analyzing the performance of denim fabrics woven from rigid and stretched weft yarn combined with cotton and polyester. This study evaluates the weight, dimensional changes, stiffness, tensile and tearing strength, stretch, and comfort properties of denim fabric woven from cotton and polyester in various blended ratios. Here, Ne 14/1 (42 tex) 100% cotton warp yarn and Ne 18/1 (33 tex) weft yarns, consisting of 100% cotton, 75/25, 50/50, and 25/75 cotton/polyester (CO/PES) blends, as well as 100% polyester, were used to produce 3/1 Z twill denim fabric. The weft yarns were categorized into three groups: rigid, core-spun, and dual-core-spun yarns. Experimental results showed a higher polyester content in weft yarn, and denim fabrics’ tensile and tearing strength was improved, whereas fabrics’ weight loss, dimensional changes, and stretch properties were reduced. Furthermore, different statistical analyses were conducted to evaluate the type of weft yarn and blending ratio interaction and correlation with fabric properties. Additionally, a regression model was developed with the weft yarn type and blending ratio as independent variables to predict the fabric properties.
1. Introduction
In recent years, a significant variety of denim fabrics has been seen. Due to customers’ demand for fashionable looks and aesthetic properties, manufacturers have carried out technological development. For this reason, different kinds of blended yarn, along with stretching properties, have been found in denim fabrics, which increases not only aesthetic pleasure but also comfort as a result of innovation. To fulfill consumers’ expectations and make it a fashion icon, nowadays, denim fabric is produced with blended yarn, where cotton is blended with another natural or polyester fiber in order to achieve or improve qualities and performance [1,2,3,4]. Due to having several benefits, such as evenness, spinnability, durability, tenacity, and easy care, cotton fiber is commonly blended with polyester fiber [3,5,6,7,8,9].
In recent decades, the global textile market has witnessed a surge in demand for manmade fibers due to their superior quality compared to natural fiber. Polyester fiber has been a key component in this demand growth. Transitioning from conventional to advanced applications, whether within domestic settings or industrial contexts, polyester fiber has firmly established its role owing to its distinctive attributes such as durability, strength, wrinkle resistance, color retention, affordability, and stretch-enhanced comfort [10,11,12]. Over ten years, beginning in 2020 and ending in 2030, the growth rate of polyester fiber will be approximately 25%, from 56 million tons to 70 million tons, continuing its dominance over other natural or manmade fibers [13,14,15]. In global fiber production, the proportion of polyester fiber production is 54%, while that of cotton is almost 22%. However, considering living standards, it is inevitable that economically low-cost products will appeal to a large audience, and the demand for polyester will increase due to its low cost, easy processing, and ability to be blended [12,15].
It has been noted that polyester content positively influences relative water vapor permeability, wickability, air permeability, and thermal resistance, although a negative influence has been found on thermal conductivity when blended with cotton in knitted and woven fabrics [16,17,18,19,20]. Polyester/cotton blended woven fabric has become more popular among consumers due to the development of moisture absorption, wrinkle resistance, transport efficiency, crispiness, and dimensional stability, although the blended fabric has issues with pilling [21,22,23]. It has been found that a good pilling grade can be obtained from cotton/polyester blended fabric if the blended yarn is manufactured by air-vortex spinning [24]. Not only can the fiber constituent of the yarn influence these properties, but the spinning method and fabric structure also affect the cotton/polyester blended fabric properties [17,24,25]. Yarn linear density, filament fineness, and core content all significantly affect the comfort of woven fabrics because these factors have an impact on the fabric’s porosity [26].
In addition to the fiber composition, the denim fabric’s elastic properties are a major factor in increasing its stretchability and comfort. In general, 10 to 35% elasticity is required for denim fabric [27]. Different elastic material is used to achieve the desired elasticity during the yarn or fabric production. In the yarn stage, different elastic components are used in the yarn core, which is referred to as single-core, dual-core, or multi-core-spun yarn. There are two components used for core-spun yarn: the elastomeric filament, as a core component, is wrapped by a sheath fiber like cotton, viscose, polyester, etc., whereas in dual-core-spun yarn, two elastomeric filaments are used as core components [28,29,30,31].
Different studies have found that dual-core-spun yarn has several advantages over core-spun yarn, like good elongation and recovery properties [32,33]. Filament fineness, elastane ratio, and yarn count from the core-spun and dual-core-spun yarn have a significant impact on tensile and tearing strength, and they additionally influence other denim fabric performances [34,35,36]. Many studies regarding cotton/polyester blended yarn and its fabric have been found [37]. However, no studies have been found regarding a cotton/polyester blended core and dual-core-spun yarn in terms of the performance of denim fabric and the effect of its blending ratio. In response to the escalating demand for polyester fiber and stretched denim fabric, coupled with an increased emphasis on enhancing dual-core-spun yarn performance, this study compares denim fabric performance across various metrics. The focus lies on cotton/polyester blended rigid, core-spun, and dual-core-spun yarns. The objective is to systematically evaluate and understand the nuanced performance characteristics of cotton/polyester blended stretched denim fabric.
2. Materials and Methods
2.1. Materials
This study investigated the effect of cotton–polyester (CO/PES) blended rigid, core-spun, and dual-core-spun weft yarn composition and its blending ratio on denim fabric performance. In order to achieve this, Ne14/1 (42 tex) warp yarns and Ne18/1 (33 tex) weft yarns were made entirely of cotton, and blended cotton and polyester fiber, respectively. The changes in weft yarn were made in three categories: firstly, rigid yarn, where 100% cotton, cotton–polyester blends with different ratios, and 100% polyester were used; secondly core-spun yarn where the rigid yarns were cored with 78dtex Lycra® (elastane (El)) yarn; and lastly dual-core-spun yarns were produced by incorporating 78dtex Lycra® (elastane) and 50dtex Polybutylene terephthalate (PBT) filament. Cotton and polyester (Dacron®) fiber properties are shown in Table 1 and Table 2, respectively. The modified ring-spinning process, which is generally acknowledged in the industry, was utilized to produce these weft yarns. The core component was fed in the middle of the feeding system [38]. For the purpose of producing yarn, all three groups used the same machine settings. The elastane draft was 3.5 and the PBT draft was 1.0. Table 3 shows the design of the experiment for the yarn composition with the blending ratio, and Table 4 indicates the yarn properties. With fifteen different types of weft yarns and a fixed warp count, fifteen samples of 3/1 Z twill denim fabric were prepared. For fabric production, the reed was 70/4 and 20 picks/cm were used for the weft. The produced denim fabrics then underwent different finishing processes, like singeing, mercerizing, washing, softening, and sanforizing, along with standard methods.

Table 1.
Cotton fiber properties used in this study [39].
Table 2.
Polyester fiber properties used in this study [39].
Table 3.
Weft yarn composition [39].
Table 4.
Yarn properties used in this study [39].
2.2. Methods
To determine the denim fabric performance, all the samples were preserved in standard atmospheric conditions for at least 24 h according to the TS EN ISO 139: 2008 [40] standard; after that, the testing began. To determine the denim fabrics’ gsm (gram per square meter) and dimensional changes, TS EN 12127:1999 [41] and TS EN ISO 5077:2012 [42] test standards were applied. For this study, denim fabrics’ tensile strength, tearing strength, and stiffness were assessed according to the test standards TS EN ISO 13934-1: 2013 [43], TS EN ISO 13934-2: 2013 [44], and TS 1409:1973 [45], respectively. Stretch properties, fabric elasticity, and growth properties were evaluated according to ASTM D3107 [46]. Air and water vapor permeability were measured to evaluate the comfort properties of denim fabrics. TS 391 EN ISO 9237: 1999 [47] and TS 257 EN 2081 1:1996 [48] were used to determine these comfort properties. Five tests were conducted for each, and the calculated average value was used for evaluation.
Using SPSS 25.0, a two-way ANOVA test was conducted for the fabric properties to examine the impact of two independent factors on a dependent variable. In addition to analyzing the main effect of each independent variable, ANOVA also establishes whether there is any interaction between the two variables. Weft yarn type (rigid, core, or dual-core) and blending ratio were regarded as independent variables in this study in order to statistically assess the denim fabric qualities. A correlation analysis was performed among the weft yarn type, blending ratio, and fabric properties. The statistical relationship between the type of weft yarn and the blending ratio on fabric properties was measured by the Pearson correlation, which also provided information on the relationship’s direction and magnitude. A perfect negative relation is represented by a coefficient value of −1 in correlation analysis, and a perfect positive relationship is represented by a coefficient value of +1. Zero indicates no association at all. A strong relationship is considered to exist if the coefficient value falls within the range of ±0.50 to ±1. A correlation of ±0.30 to ±0.49 is regarded as medium, and if it is less than ±0.29, it is regarded as a small correlation. Additionally, a regression model was established using the results of the regression analysis for the yarn qualities, in which the blending ratio (B) and weft yarn type (A) served as independent factors or predictors for the fabric properties, also known as dependent variables.
3. Results and Discussion
In this study, 3/1 Z twill denim fabric performances were evaluated. Here, weight and dimensional changes of the fabric, strength, stretch, and comfort properties of the fabric were analyzed along with statistical analysis. Figure 1, Figure 2, Figure 3, Figure 4, Figure 5, Figure 6 and Figure 7 represent the fabric performances, and Table 5, Table 6 and Table 7 represent two-way ANOVA analyses of fabric performances, regression analysis, and the Pearson correlation, respectively.
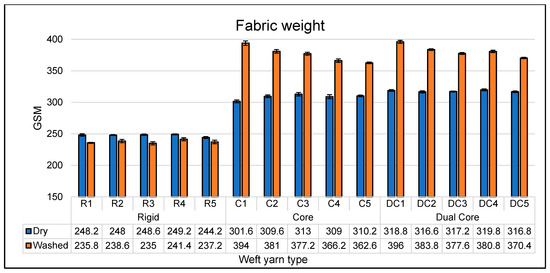
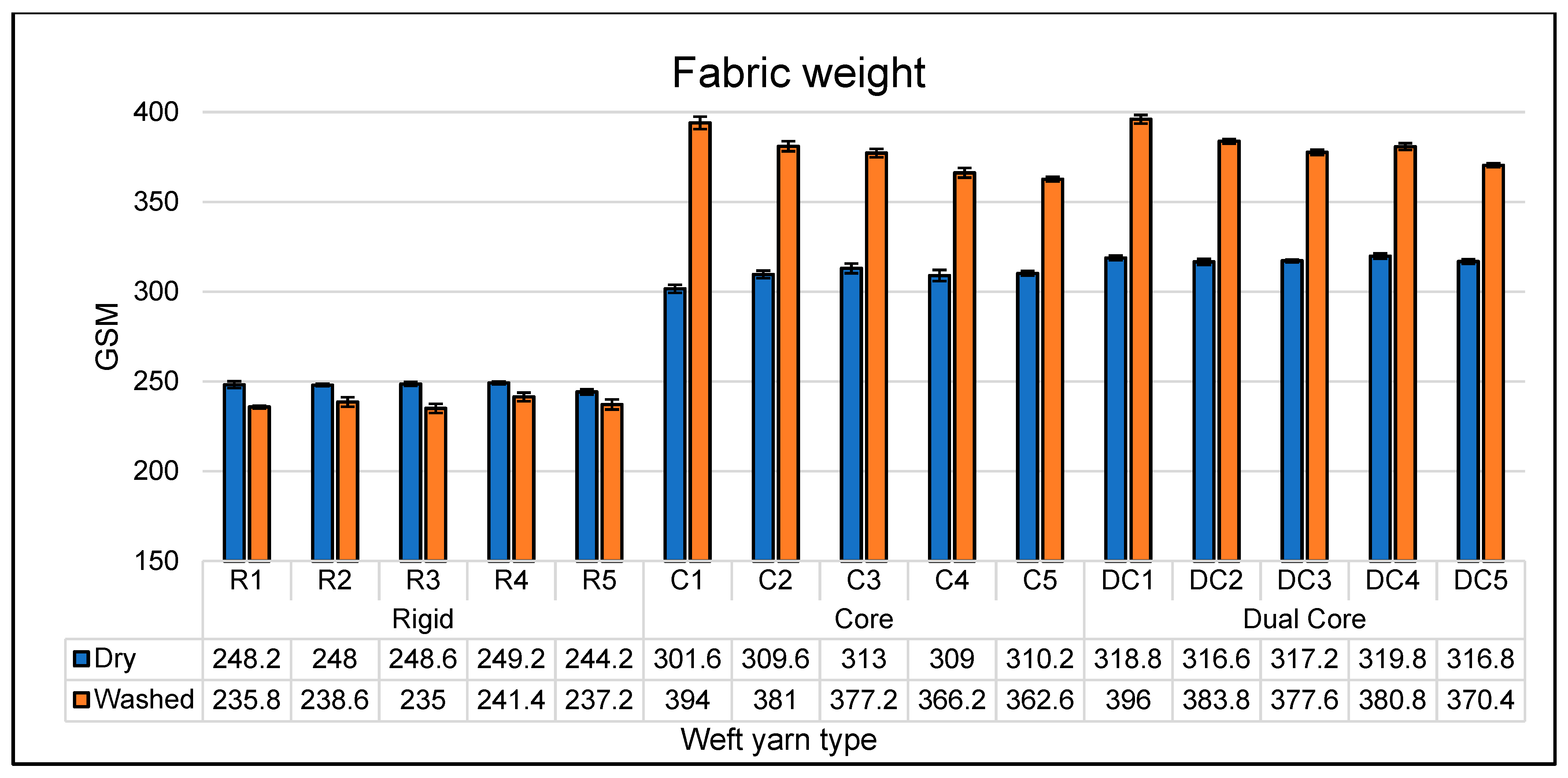
Figure 1.
Fabrics’ dry and washed weight.
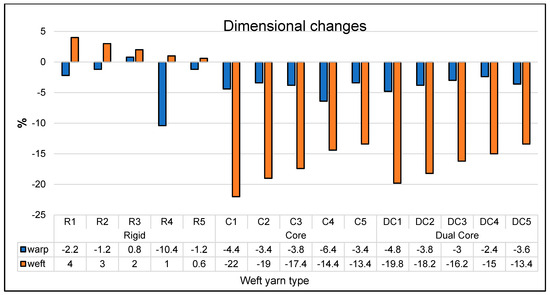
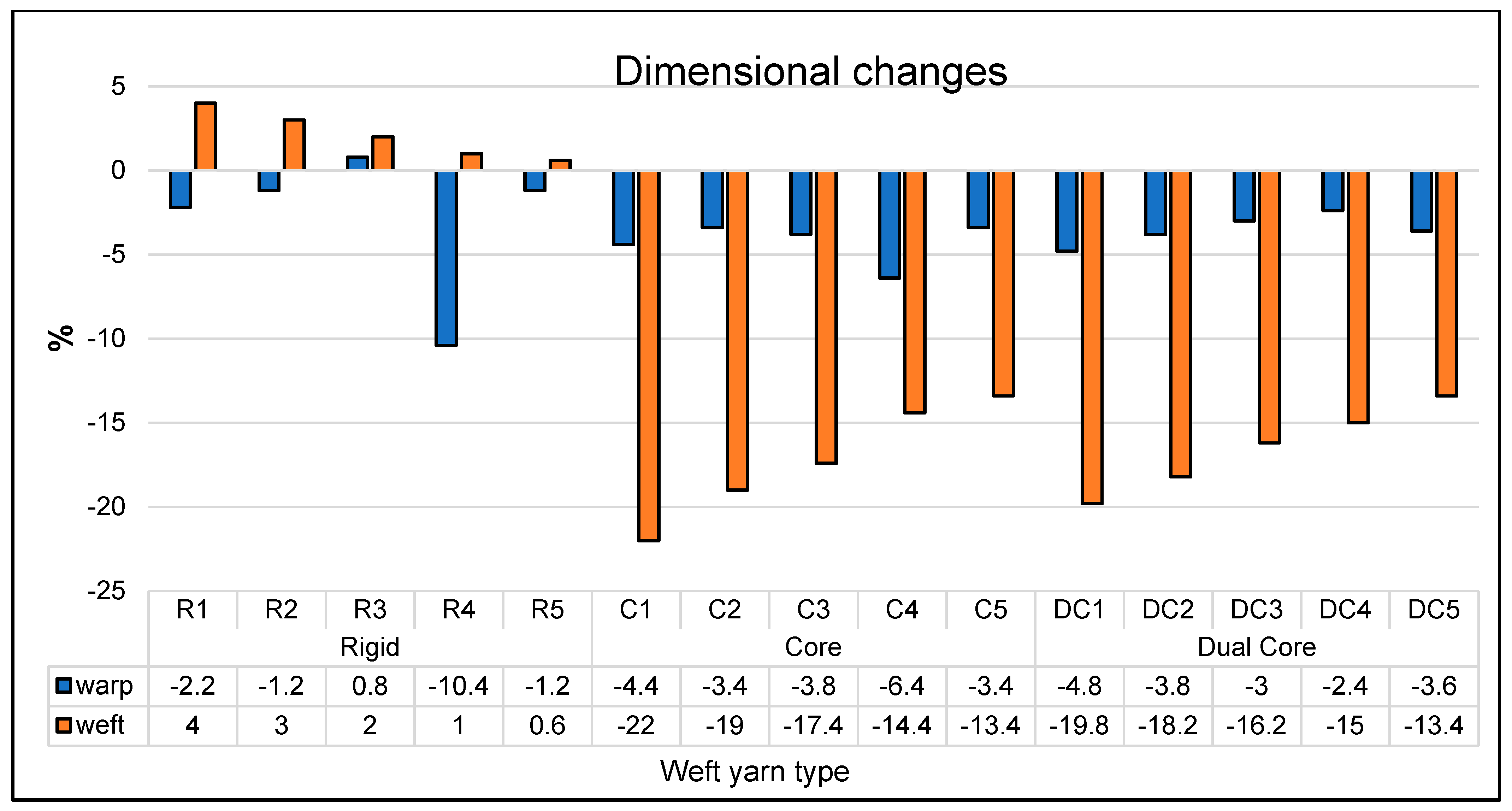
Figure 2.
Dimensional changes in warp and weft directions of the fabric.
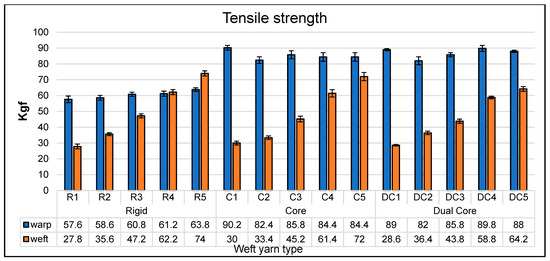
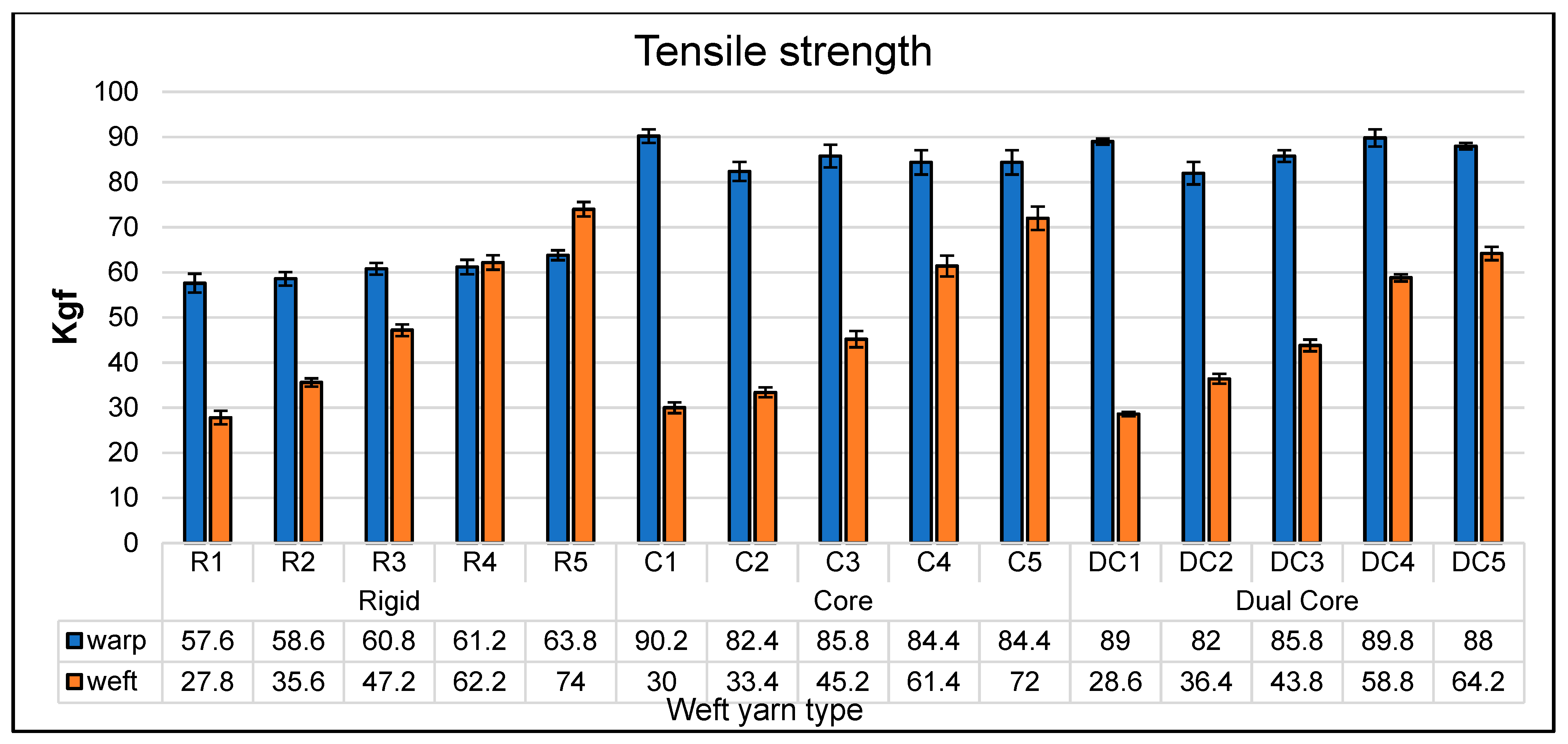
Figure 3.
Tensile strength of the fabrics.
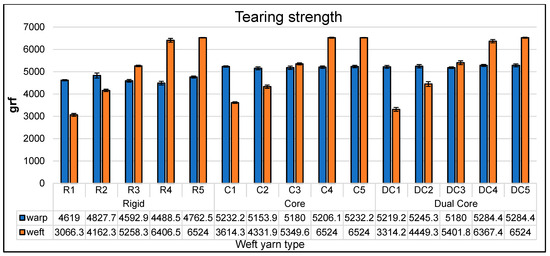
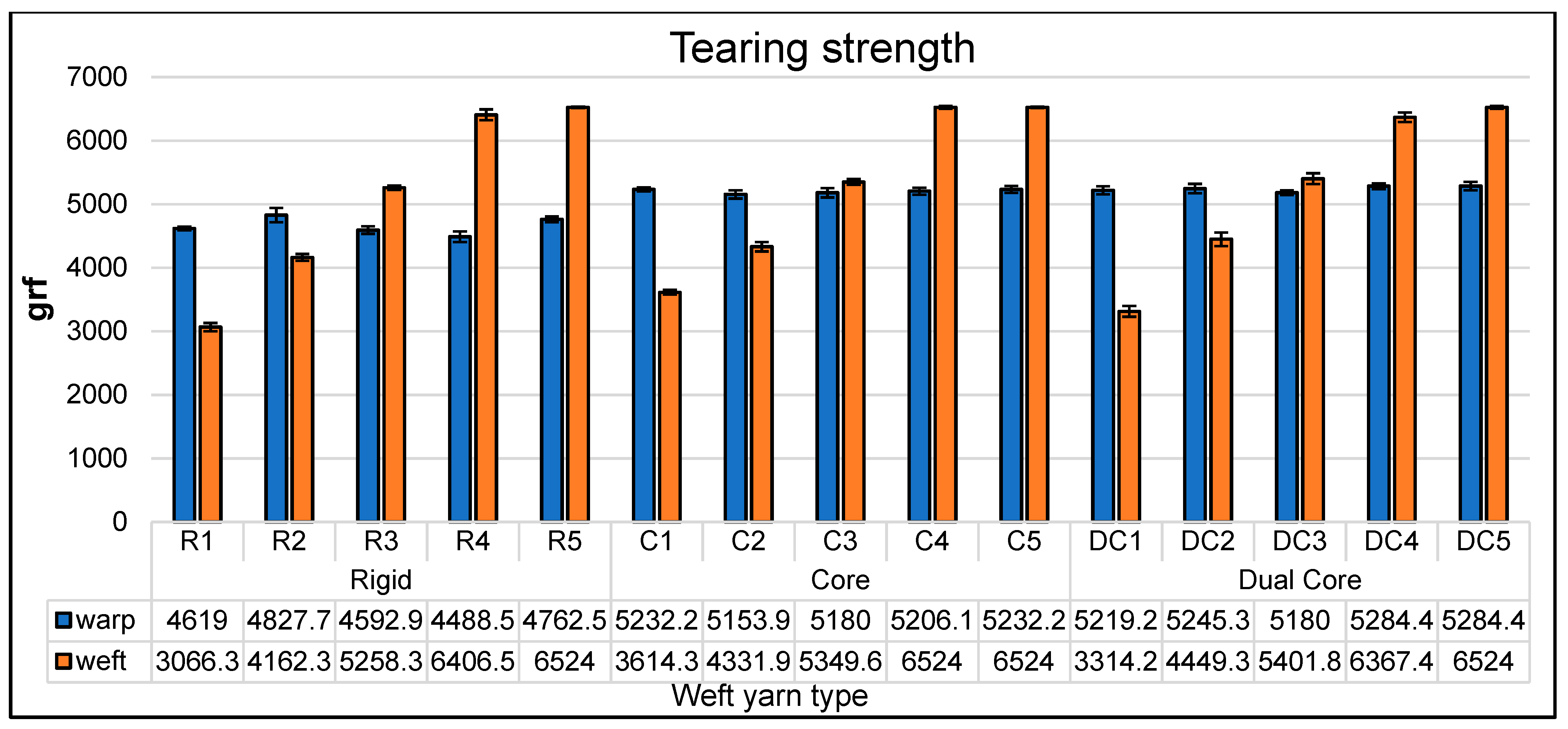
Figure 4.
Tearing strength of fabrics.
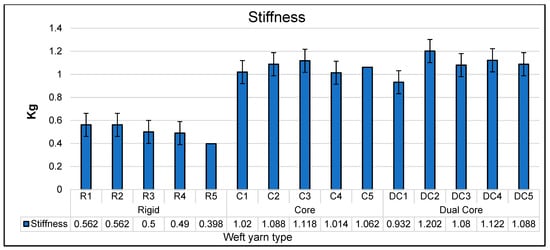
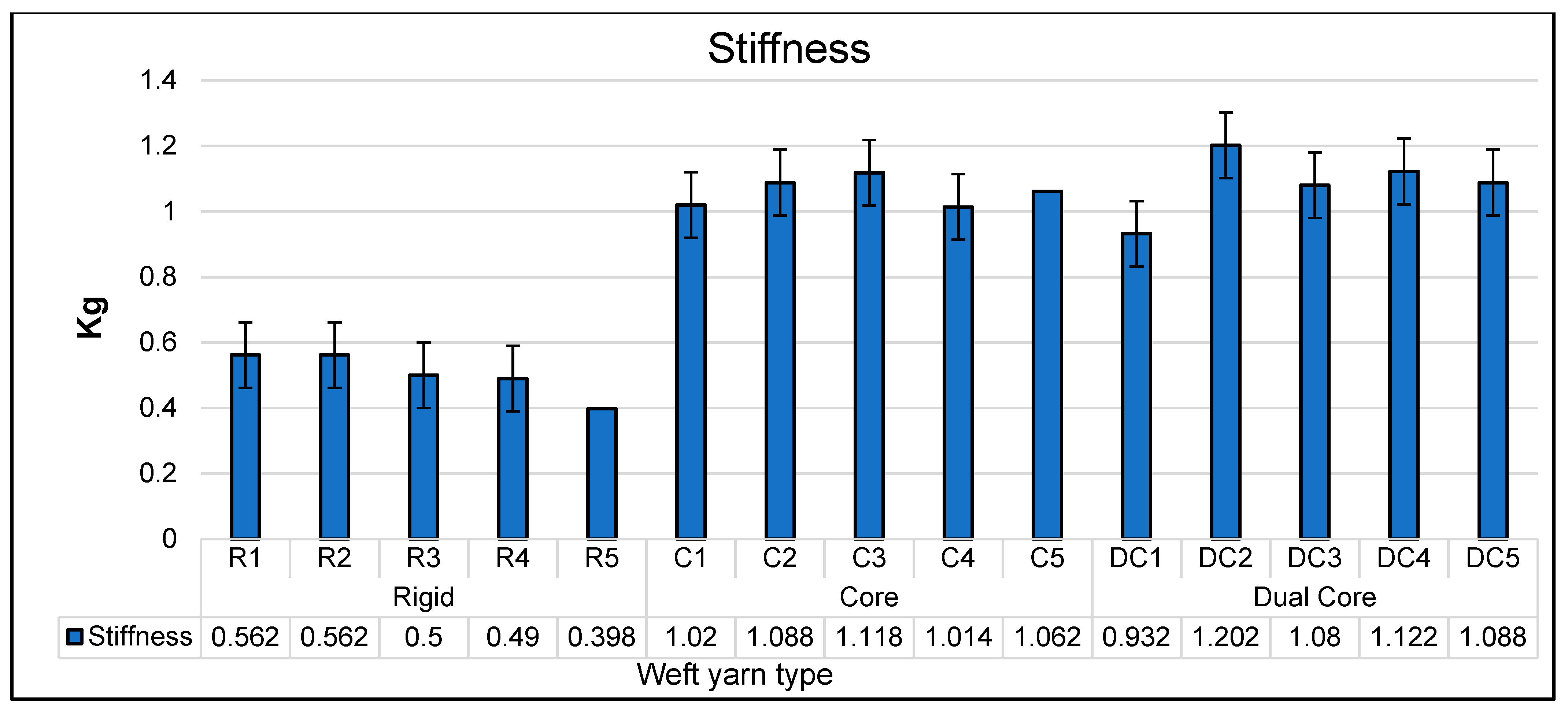
Figure 5.
Stiffness of the fabrics.
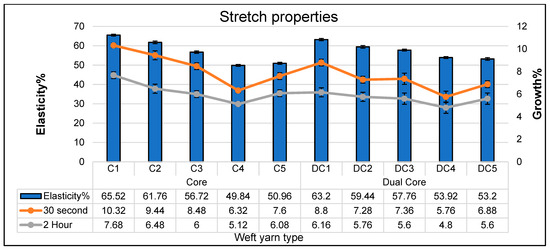
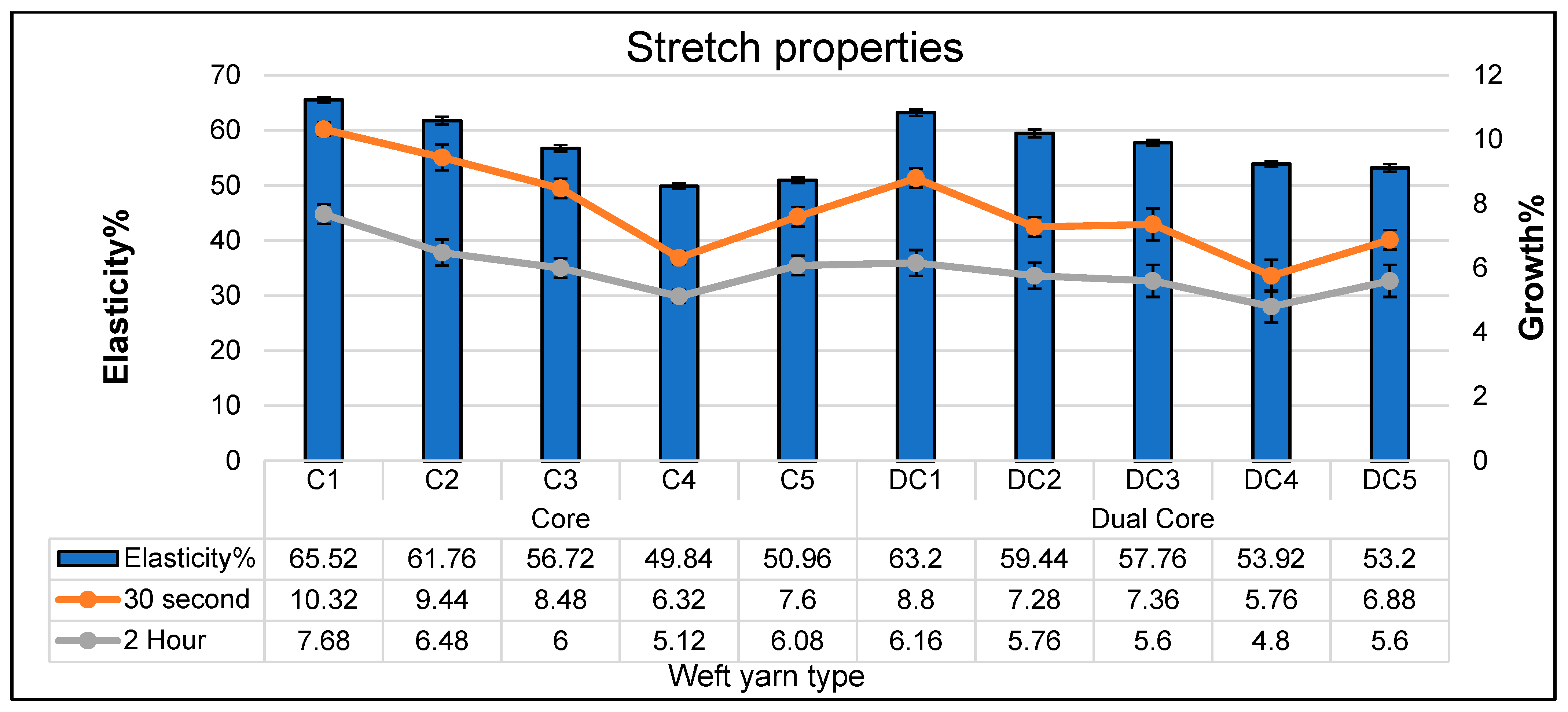
Figure 6.
Stretch properties of the fabrics.
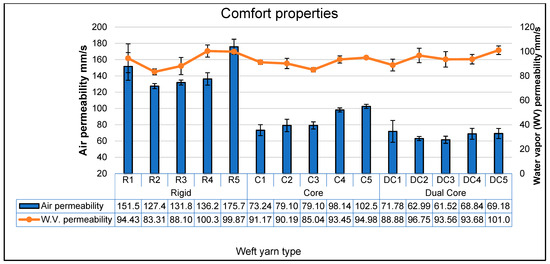
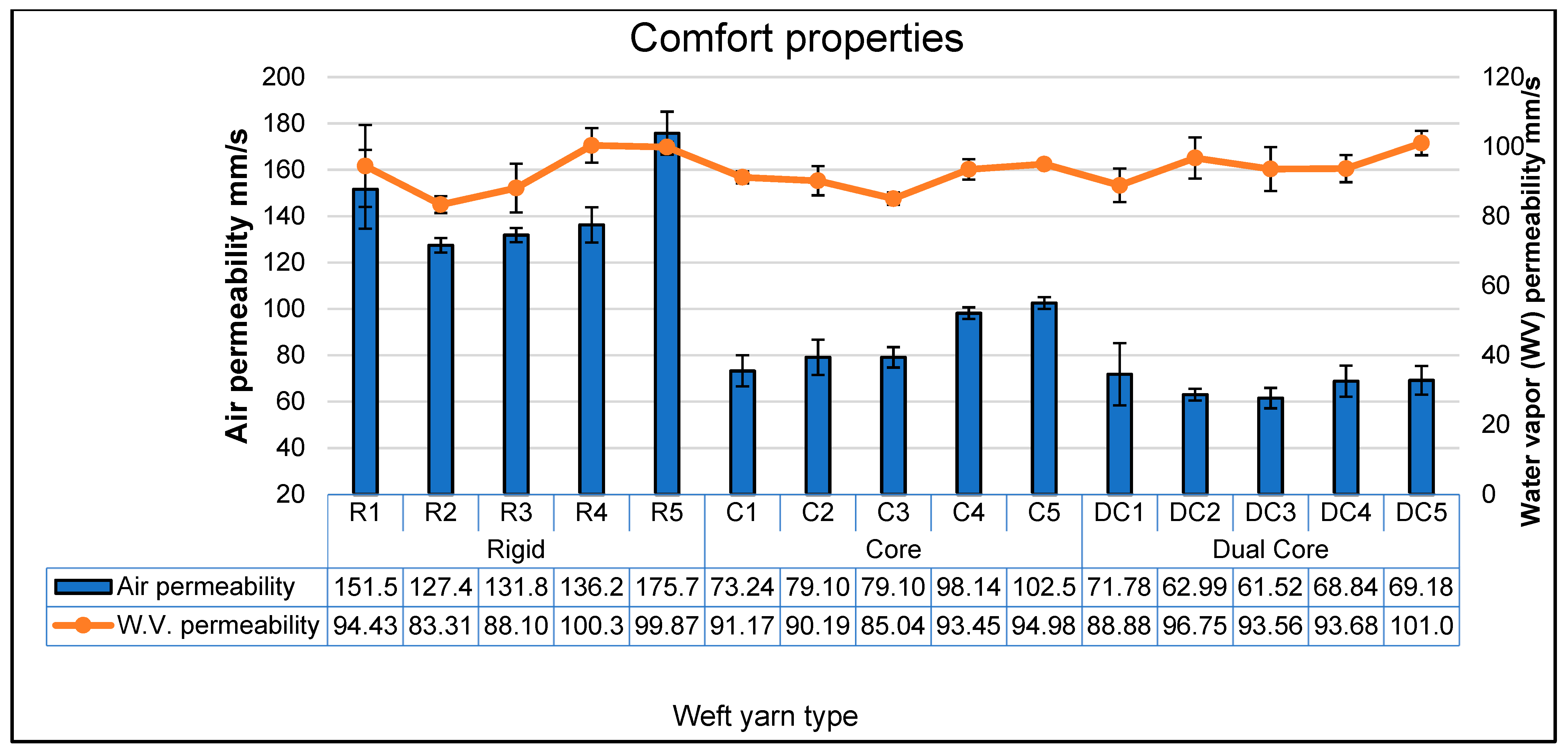
Figure 7.
Comfort properties of the fabrics.
Table 5.
Two-way ANOVA table for fabric properties.
Table 6.
Regression equation for fabric properties.
Table 7.
Pearson correlation coefficient table.
3.1. Weight and Dimensional Changes of the Fabric
The areal density of a woven fabric is contingent upon various factors, including warp and weft yarn count, weave type, and washing treatments applied to the sample. As depicted in Figure 1, experimental findings indicate that the 100% cotton sample exhibits higher areal density, while the 100% polyester counterpart is characterized by its lightweight nature.
Following a standard washing process, rigid samples exhibit a weight reduction of approximately 5%, 3.8%, 5.47%, 3.13%, and 2.8%, respectively, corresponding to an increased proportion of polyester in the weft yarn. This weight loss can be attributed to the removal of natural impurities during washing, and the absence of elastic materials facilitates fabric extension post-washing.
Further analysis reveals that core yarns contribute to an increase in fabric grams per square meter (gsm) due to filament incorporation, resulting in weight gain after a normal wash. Specifically, core samples exhibit weight increases of 30%, 23%, 20.5%, 18.5%, and 16.89% were found for C1, C2, C3, C4, and C5 samples, respectively. Dual-core-spun samples, incorporating elastane and PBT core materials, exhibit comparable behavior to single elastane filament cored samples. Experimental results indicate weight gains of approximately 19.49%, 21.22%, 19%, 19.1%, and 17% for different yarn compositions in DC1, DC2, DC3, DC4, and DC5 samples, respectively.
Comparatively, core yarn samples exhibit a more substantial weight gain than dual-core-spun samples, owing to the higher elastic component, elastane, present in the core. Conversely, the incorporation of semi-elastic PBT filament and elastane in the weft yarn enhances fabric recovery properties, minimizing dimensional changes and weight gain compared to core samples [28,32]. Additionally, an augmented ratio of polyester content in the weft yarn leads to a slight decrease in fabric gsm, both in dry and washed stages, attributed to the lower density of polyester compared to cotton fiber [37]. These findings offer valuable insights for fabric manufacturers in designing fabrics with minimal weight gain and enhanced recovery properties. Moreover, the results highlight that higher polyester content in core-spun woven fabrics renders them lighter than their dual-core-spun counterparts in both dry and washed stages.
Figure 2 shows the dimensional changes of the studied denim fabric samples. During the laundry process, a fabric changes its dimension, i.e., length and width, which is also addressed as fabric shrinkage. Different factors affect the shrinkage behavior of fabric; among them, the raw material property has a greater influence as the amount of water penetration depends on the functional groups of the fiber-forming polymers. The experimental results affirm that the weft yarn incorporating elastane exhibits a greater degree of shrinkage compared to the rigid counterpart, aligning with expectations attributed to the inherent elastic properties of elastane. Similarly, yarns that are formed by 100% cotton shrink more than polyester as cotton is a more absorbent fiber. Specifically, the core yarn with elastane demonstrated increased shrinkage when contrasted with the dual-core option, owing to the advantageous presence of a semi-elastic PBT filament. This presence contributes to an enhanced dimensional recovery, consequently minimizing alterations in dimensions.
DC1, DC2, DC3, DC4, and DC5 exhibit 11%, 4%, 7%, 4%, and 0% reduced shrinkage compared to C1, C2, C3, C4, and C5, respectively. The findings indicate that an increased proportion of polyester in the blended yarn leads to a decrease in fabric shrinkage, given the dimensional stability of polyester compared to cotton. However, it is noteworthy that both core and dual-core yarn samples with 100% polyester demonstrate similar shrinkage behavior, suggesting that the presence of PBT does not significantly influence 100% polyester samples. Moreover, 100% polyester samples exhibit the lowest shrinkage in both the warp and weft directions, which can be attributed to polyester’s moisture and heat resistance properties. The synthetic structure and heat-setting process during treatment stabilize the polyester fibers, minimizing shrinkage. The implications of these results suggest that opting for dual-core-spun yarn samples would be more prudent, given the critical importance of fabric shrinkage in ensuring quality and meeting customer expectations for size and fitting.
3.2. Strength and Stiffness
In this research, the evaluation of the fabric’s strength encompassed an assessment of its tensile and tearing capabilities, along with an analysis of its stiffness. The results for fabric tensile strength, tearing strength, and stiffness are illustrated in Figure 3, Figure 4 and Figure 5, respectively.
In Figure 3, it is evident that the tensile strength of rigid, core, and dual-core fabric samples within each group is nearly similar in the warp direction, owing to the consistent presence of similar warp yarn in the fabrics. Notably, in the warp direction, core and dual-core yarn samples exhibit comparable tensile strength. Despite the similarity in warp yarn, dual-core-spun yarn samples, characterized by a higher polyester content in the weft direction, demonstrate elevated tensile strength in the warp direction compared to core-spun yarn samples. Specifically, DC4 and DC5 exhibit 6% and 4% higher tensile strength in the warp direction than C4 and C5, respectively. Moreover, the experiment reveals that, among the group, the incorporation of the core in the weft yarn enhances yarn tensile strength in the warp direction. In contrast to rigid samples, both core and dual-core samples exhibit a noteworthy 25% enhancement in tensile strength within their respective warp directions. A plausible explanation for this phenomenon lies in the elastomeric behavior of the weft yarn and the presence of the polyester component in the weft direction.
In the weft direction, it is evident that, within the rigid group, an increment in the polyester content contributes to an augmentation in the tensile strength. This pattern holds true for both the core and dual-core groups. The higher tenacity of polyester fiber (Table 1) compared to cotton fiber explains the gradual rise in tensile strength with an increased proportion of polyester fiber. Notably, 100% polyester fiber consistently exhibits the highest tensile strength across all groups, while 100% cotton registers a comparatively lower value. Within the groups, a distinct observation emerges regarding tensile strength in the weft direction. Rigid samples demonstrate higher tensile strength compared to the core and dual-core groups, particularly when featuring a substantial polyester content—a trend corroborated by the yarn stage results in Table 4. The introduction of a core component in the weft yarn could account for this reduction, given that elastane, with lower strength, contributes to decreased amounts of cotton and polyester in the weft yarn. Additionally, the presence of a core component influences fiber dispersion and load distribution, resulting in reduced strength and consequential impacts on yarn packing density.
Figure 4 illustrates the evaluated tearing strength of denim fabric samples. Since yarn samples were used in the weft direction, the analysis focuses mostly on tearing strength in this direction. It is noteworthy to highlight that the introduction of a core in the weft yarn results in an approximately 10% increase in tearing strength in the warp direction, transitioning from rigid to core or dual-core samples. In the weft direction, an augmentation in the percentage of polyester in both rigid, core, and dual-core samples corresponds to an increase in tearing strength. This is attributed to the inherent strength of polyester, which surpasses that of cotton due to its chemical composition (Table 1 and Table 2), as depicted in Figure 4, which illustrates this upward trend. Notably, there is a substantial improvement in tearing strength, with increases of 112.7%, 80.5%, and 96.8% observed in the weft direction when transitioning from 100% cotton to 100% polyester samples for rigid, core, and dual-core configurations, respectively.
Within all groups, the tearing strength of samples with a 25/75 CO/PES composition and 100% polyester exhibits a similar level of strength. On the whole, incorporating a core within the samples results in enhanced tearing strength. For instance, 100% cotton samples demonstrate a 13% and 12% increase in tearing strength in core and dual-core samples, respectively, compared to rigid samples. A similar pattern is observed in other sample compositions, and this can be attributed to the weft core yarn contributing to a more compact structure of weft yarns during testing. While heightened tearing strength is crucial for denim fabric, the experimental findings suggest that having core and dual-core samples with a higher cotton content demonstrate an approximately 5% increase in tearing strength in the weft direction, while others exhibit comparable results.
The structure, along with different kinds of finishing processes, affects the stiffness behavior of a woven fabric, which depends on the movement of the free fiber in its weave type. Warp and weft directions can be responsible for different stiffness values for woven fabric. The term “stiffness” refers to a fabric’s resistance to bending, which both directly and indirectly affects how well it handles and drapes. The fiber-forming materials regulate the stiffness of the yarn and fiber, which in turn determines the overall stiffness of the fabric. Comprehending fabric stiffness is essential for manufacturers seeking to strike a balance between comfort, durability, and weight. The inherent slipperiness of 100% polyester imparts lower stiffness compared to 100% cotton, while core and dual-core samples exhibit heightened stiffness attributed to the inclusion of elastane and PBT fiber in the composition of weft yarns. The elastic behavior of these core components contributes to fabric compactness through dimensional changes, which leads to stiffness. Rigid samples demonstrate a slight decrease in stiffness with an increasing percentage of blended polyester. Notably, in core samples, the 50/50 blended ratio, and in dual-core samples, the 75/25 CO/PES composition, result in higher stiffness than other configurations.
For 100% polyester in both rigid and core samples, stiffness increases by 166.8%, with a marginal 2% increment observed between core and dual-core samples, as depicted in Figure 5. Interestingly, among rigid, core, and dual-core samples, the 100% cotton core sample exhibits greater stiffness, owing to the highly elastic elastane content. It surpasses the stiffness of rigid and dual-core samples by 81.5% and 9.4%, respectively. In the comparison across these three categories, 100% polyester rigid samples exhibit lower stiffness than the core and dual-core counterparts. This discrepancy is attributed to the absence of a core, which leads to shrinkage, increased fabric weight, and a perceptibly stiffer appearance.
3.3. Stretch Properties
To assess the stretch properties of the fabric, measurements of elasticity% and growth% were conducted at both 30 s and 2 h under a specified tension of 1.36 kg. In this process, a designated reference distance is increased after a defined interval period when stress is released, a phenomenon commonly referred to as growth%, expressed as a percentage of the original reference distance. Figure 6 illustrates the fabric’s stretch properties, demonstrating how the amount of deformation under specific tension is influenced by the properties of the raw materials and yarn structures on the same fabric construction. Notably, elastane fiber plays a significant role in shaping stretch properties, a feature not inherent in rigid yarn structures. The widespread use and growing popularity of elastane filament among consumers are attributed to its distinctive behavioral characteristics. In this study, with 100% cotton yarn as the warp and elastomeric material in the weft direction, the elasticity and growth performance of the sample fabrics were specifically assessed in the weft direction. It is important to note that fabric samples originating from rigid weft yarn were excluded from analysis due to the absence of elastic core components.
The analysis of Figure 6 reveals that samples composed of elastane core yarn exhibited elevated elasticity, particularly in the case of 100% cotton, surpassing the elasticity of 75/25, 50/50, and 25/75 CO/PES blended yarn samples, as well as 100% polyester samples, by 6.3%, 15.5%, 31.4%, and 28.6%, respectively. A similar trend is observed in dual-core samples, where weft yarn samples made of 100% cotton, elastane, and PBT exhibited higher elasticity. Conversely, the dual-core sample consisting of 100% polyester weft yarn demonstrated the least elastic behavior, registering 18.8% lower elasticity compared to the 100% cotton counterpart. In both groups, an escalation in the proportion of polyester results in a decrease in elasticity, a phenomenon attributed to the resilient characteristics of polyester fiber as opposed to elasticity. While polyester can endure deformation and revert to its initial shape, its stretchability falls short compared to elastane. This resilience contributes to an overall reduction in fabric elasticity. Compared to dual-core samples, core samples showed higher elasticity when the proportion of cotton was higher, but dual-core samples had greater elasticity when the percentage of polyester was equivalent or higher. This distinction can be attributed to the combined influence of polyester fiber and PBT filament in the dual-core samples for their dynamic core–sheath interaction. The findings underscore the intricate relationship between yarn composition and elasticity, providing valuable insights into the differential impact of core and dual-core structures on the elastic behavior of fabric samples.
In Figure 6, the evaluation of growth percentage in core samples reveals distinctive behaviors under a 1.36 kg load over time. Notably, the 100% cotton with elastane, C1, exhibited a higher growth percentage after 30 s, which decreased by 2.64% after 2 h, indicative of elastic deformation. Other core samples, C2, C3, C4, and C5, also demonstrated a reduction in growth percentage over time, registering decreases of 2.96%, 2.48%, 1.2%, and 1.52%, respectively. This time-dependent reduction suggests a gradual recovery in shape, influenced by different blending ratios. Similarly, dual-core samples exhibited a higher growth percentage after 30 s due to increased molecular distance under a 1.36 kg load. Post-load removal, the samples displayed shape recovery percentages of 2.64%, 2.04%, 1.76%, 0.96%, and 1.28% for DC1, DC2, DC3, DC4, and DC5, respectively, from 30 s to 2 h. A comparison between core and dual-core samples highlighted a greater growth rate in core samples for elastane fibers, emphasizing the role of PBT in the recovery process. Cotton samples, in both core and dual-core categories, exhibited higher deformation percentages, measuring 10.32% and 8.8%, respectively, after 30 s. The influence of polyester blending was evident in the improved shape retention and lower growth rate for both core and dual-core samples. Notably, the 25/75 CO/PES blending ratio in both sample types exhibited superior growth results, aligning with the preference for lower growth percentages to ensure consistent fit and comfort. These findings contribute to a nuanced understanding of the dynamic behavior of fabric samples under load, emphasizing the significance of blending ratios and core composition in shaping their mechanical responses over time.
3.4. Comfort Properties
Air permeability, moisture vapor resistance, thermal insulation, etc., are related to the thermal comfort of fabric. In this study, denim fabrics’ air permeability and water vapor permeability were measured as comfort properties.
The comparative evaluation of air permeability across diverse yarn types and compositions provides vital revelations into the structure–air flow relationships in fabrics. Weft-based 100% polyester samples devoid of elastomeric cores displayed the highest air permeability, attributable to their lower fabric cover and mass per unit area. The inverse relationship between fabric compactness and air penetration capability is evident, wherein a more compact structure with fewer pores results in decreased air permeability. The heat balance of the human body is intricately linked to the number of pores in the fabric structure and the conductivity of the materials employed. In the case of rigid samples, there is a discernible increase in air permeability with a higher blending ratio. Specifically, the 25% polyester blended sample exhibited the lowest permeability rate at 127.4 mm/s, marking a 27% increase for the 100% polyester sample. Elastane core samples displayed an incremental rise in air permeability of around 8%, 8%, 33%, and 40% within their respective groups as the percentage of polyester increased, in comparison to the 100% cotton core sample. Dual-core samples initially exhibited a decrease in air permeability with rising polyester content, reaching the lowest point at a 50/50 blending ratio. Subsequently, air permeability increased with further increments in polyester content. The comparative analysis underscores that 100% rigid polyester samples exhibited approximately 41% and 60% higher air permeability than single and dual-core samples, respectively, while 100% cotton was 16% less permeable. The study further reveals that the 25/75 CO/PES blending ratio demonstrated the highest air permeability among other ratios across all groups. The convolutions in the structure of cotton fibers, enhancing the contact between air and fiber surfaces, contribute to the decreased air permeability of fabrics in blends containing cotton. Notably, the group with lower air permeability suggests that dual-core samples are preferable for winter use, while rigid samples are most suitable for the summer season. This comprehensive examination provides valuable insights into the intricate dynamics between fabric composition, structure, and air permeability, offering considerations for seasonal suitability in diverse environmental conditions. The comparative examination of water vapor permeability (WVP) across varied yarn compositions reveals notable trends in moisture transport performance and provides insights into the seasonal suitability of fabric blends. In Figure 7, for rigid blended samples, those constituted of the 25/75 cotton/polyester (CO/PES) blend exhibit the highest WVP, surpassing the 75/25 and 50/50 CO/PES blends by 17% and 12%, respectively. This indicates an inverse correlation between cotton content and WVP among rigid blended fabrics. However, in core-spun constructions, 50/50 CO/PES samples demonstrate the lowest WVP, below those of 75/25 CO/PES, 100% CO, 25/75 CO/PES, and 100% PES, signifying a non-linear blending effect. Dual-core fabric samples woven from 100% cotton exhibited the minimum WVP, while their 100% PES counterparts showed the maximum. The differential moisture diffusion functionalities conferred by hydrophilic cotton and hydrophobic polyester fibers, alongside the moisture retention and surface area influences of elastane, are potentially accountable. This study reveals cotton and polyester blending effects on WVP are contingent on construction methodologies. For apparel and seasonal wearability contexts, moderately blended 50–75% CO/PES rigid and core-spun fabrics seem appropriate for winter applications where moisture accumulation may cause discomfort. In contrast, 25/75 CO/PES blends in both categories appear suitable for summer wear owing to their superior breathability. These findings not only underscore the nuanced relationship between yarn composition and WVP, but also provide valuable guidance for designing textiles tailored to specific seasonal requirements. The interplay of cotton, polyester, and elastane in these fabric blends offers a strategic approach to achieving optimal comfort and functionality, aligning with the varied demands of winter and summer seasons.
3.5. Statistical Analysis
This study employed a two-way analysis of variance (ANOVA) to investigate the influence of weft yarn type and blending ratio on various mechanical and physical properties of the studied denim fabrics. The results in Table 5 reveal highly significant main effects for both factors, emphasizing their individual impact on fabric characteristics. The analysis reveals significant impacts on multiple fabric characteristics, including fabric dry and washed gsm, dimensional changes in both warp and weft directions, stiffness, tensile strength, tear strength, elasticity, growth percentage, air permeability, and water vapor permeability. Additionally, a significant interaction effect suggests that the influence of weft yarn type depends on the blending ratio and vice versa. A higher F-value is indicative of more compelling evidence that the dependent variable’s variance is largely explained by the model. This comprehensive understanding highlights the critical importance of considering both weft yarn type and blending ratio in denim fabric production and selection. The interdependence of these factors provides valuable insights for optimizing fabric performance, guiding manufacturers and designers in tailoring denim fabrics to specific characteristics.
The presented regression analysis, encapsulated in Table 6, unveils a predictive model for fabric properties with weft yarn type (A) and blending ratio (B) considered as independent variables. Each fabric property is associated with a regression equation, p-value, R squared, and corresponding equation number. Notably, the regression equations provide insight into the quantitative relationship between the independent variables and the fabric properties, offering a tool for predicting these properties based on the weft yarn type and blending ratio. The statistically significant p-values affirm the reliability of the regression models, while the R-squared values indicate the proportion of variance in the fabric properties explained by the predictors. The high R-squared values ranging from 0.947 to 1.000 underscore the substantial contribution of the weft yarn type and blending ratio to the observed variance in fabric performance measures. Collectively, these factors account for nearly all (94.7% to 100%) of the variability in the extensive set of properties assessed. Critical examination of these equations reveals nuanced relationships between weft yarn type, blending ratio, and fabric characteristics. The models showed that yarn type had a highly significant (p < 0.001) effect on all the dependent variables, including dry weight, washed weight, shrinkage, stiffness, tensile properties, tear properties, elasticity, dimensional growth, air permeability, and water vapor permeability. Blending ratio also showed a significant influence on most of the performance indicators except stiffness, tensile, and tear strength in the warp direction. Notably, yarn type and blending ratio together explained 74–99% of the variability in important fabric attributes like washed weight, shrinkage, stiffness, tensile strength, tear strength, and air permeability. However, these inputs accounted for only about 21% of the variance in water vapor permeability. Overall, the regression analysis demonstrates that yarn selections and blend ratios have a predominant effect on the mechanical and physical behavior of the fabrics. A precise specification of inputs (weft yarn type and blending ratio) is vital for fabric engineering, while a critical assessment of coefficients and limitations enhances interpretation for fabric development and selection.
Furthermore, the presented Pearson correlation analysis in Table 7 delves into the relationships between weft yarn type, blending ratio, and various fabric properties. The Pearson correlation results reveal strong, significant positive correlations between weft yarn type and important fabric performance attributes, including dry weight, washed weight, stiffness, warp tensile strength, warp tear strength, and stretch properties. This indicates that changes in weft yarn type substantially influence these fabric qualities in the same direction. In contrast, weft yarn type exhibits strong negative correlations with fabric shrinkage, air permeability and water vapor permeability, implying that alterations in weft yarn selection affect these fabric behaviors in the opposite manner. Notably, the blending ratio does not show significant correlations with most fabric indicators except weft tensile strength, weft tear strength, and water vapor permeability, where moderately strong positive relationships exist. This suggests blend ratio has a more isolated impact on fabric tensile and tear properties in the weft direction. Understanding the practical implications of the identified correlations in fabric properties for the end-user experience and functional attributes of fabrics is crucial, while the correlation analysis offers valuable insights into the relationships between weft yarn type, blending ratio, and fabric properties.
4. Conclusions
In the context of this research, denim fabric performances from the rigid, core, and dual-core groups of CO/PES with different blending ratios have been investigated. Due to the presence of elastane, which causes it to shrink more, the study observed that core yarn samples acquired more weight after a normal wash than dual-core-spun samples. As elastane is also present in dual-core-spun yarn, the presence of PBT assists the fabric recovery after washing. Furthermore, increasing the polyester component helps to reduce the fabric gsm because polyester fiber is more dimensionally stable than cotton fiber and does not enable the fabric to shrink more. Based on the findings of the fabric samples’ strength analysis, the existence of an elastic core component makes the fabric stiffer. In the core group, where 50/50 CO/PES has higher stiffness, the 75/25 CO/PES sample has higher stiffness than others for the dual-core group.
On the other hand, compared to rigid samples, the presence of elastic core components reduces the fabric’s tensile strength in the weft direction, and an increment in tensile strength was found with an increased amount of polyester. Although a similar trend of improvement in tearing strength was found due to polyester content, rigid samples showed less tearing strength than other groups in the weft direction. Stretch properties of the samples exhibited that elasticity% and growth% are lower when the proportion of polyester is higher. Blended samples of 25/75 CO/PES showed better shape retention for all groups, while the dual-core group showed less growth than the core samples. According to comfort properties, the rigid group showed higher air permeability, whereas there was no trend for water vapor permeability. Samples of 25/75 CO/PES have the highest air and water vapor permeability for all groups, except the water vapor permeability of the dual-core group. Based on statistical analysis, all evaluated fabric properties exhibit statistically significant interactions between weft yarn type and blending ratio.
Author Contributions
Conceptualization, O.B. and N.O.; methodology, O.B. and N.O.; validation, M.A.S. and N.O.; formal analysis, M.A.S.; investigation, M.A.S.; resources, N.O.; data curation, M.A.S.; writing—original draft preparation, M.A.S.; writing—review and editing, O.B. and M.A.S.; visualization, M.A.S.; supervision, O.B.; project administration, O.B. and N.O.; funding acquisition, O.B. and N.O. All authors have read and agreed to the published version of the manuscript.
Funding
The APC was funded by Karacasu Tekstil Ticaret ve Sanayi AŞ., R&D Centre, 46080 Kahramanmaraş, Turkey.
Data Availability Statement
Data will be available upon request through the email.
Acknowledgments
The authors wish to extend their gratitude to the R&D Center at Karacasu Tekstil Ticaret ve Sanayi AŞ and the R&D Department at ÇALIK DENİM Tekstil AŞ for their invaluable support and contributions.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Choudhury, A.K.R. Environmental Impacts of Denim Washing; Elsevier Ltd.: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Paul, R. Denim and Jeans: An Overview; Elsevier Ltd.: Amsterdam, The Netherlands, 2015. [Google Scholar] [CrossRef]
- Sowmya, R.; Vasugi Raaja, N.; Prakash, C. Investigation of Relationship between Blend Ratio and Yarn Twist on Yarn Properties of Bamboo, Cotton, Polyester, and its Blends. J. Nat. Fibers 2017, 14, 228–238. [Google Scholar] [CrossRef]
- Babaarslan, O.; Shahid, A.; Dilek, S. Evaluation of Denim Fabric Performances from Sustainable Yarn. Mater. Sci. Forum 2022, 1063, 15–23. [Google Scholar] [CrossRef]
- Yoon, H.N.; Sawyer, L.C.; Buckley, A. Improved Comfort Polyester: Part II: Mechanical and Surface Properties. Text. Res. J. 1984, 54, 357–365. [Google Scholar] [CrossRef]
- Ruppenicker, G.F.; Harper, R.J.; Sawhney, A.P.; Robert, K.Q. Comparison of Cotton/Polyester Core and Staple Blend Yarns and Fabrics. Text. Res. J. 1989, 59, 12–17. [Google Scholar] [CrossRef]
- Çelik, P.; Kadoǧlu, H. A research on yarn liveliness tendency of staple yarns. Tekst. Konfeksiyon 2009, 19, 189–196. [Google Scholar]
- Canoglu, S.; Tanir, S.K. Studies on Yarn Hairiness of Polyester/Cotton Blended Ring-Spun Yarns Made from Different Blend Ratios. Text. Res. J. 2009, 79, 235–242. [Google Scholar] [CrossRef]
- Temel, E.; Celik, P. A Reaserch on spinnability of 100% polyester and polyester-cotton blend sirospun yarns. Tekst. Konfeksiyon 2010, 20, 23–29. [Google Scholar]
- Scheirs, J.; Long, T.E. Modern Polyesters: Chemistry and Technology of Polyesters and Copolyesters; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2003; pp. 1–784. [Google Scholar]
- Chen, Q.; Zhao, T. The thermal decomposition and heat release properties of the nylon/cotton, polyester/cotton and Nomex/cotton blend fabrics. Text. Res. J. 2016, 86, 1859–1868. [Google Scholar] [CrossRef]
- Militky, J. The chemistry, manufacture and tensile behaviour of polyester fibers. In Handbook of Tensile Properties of Textile and Technical Fibres; Woodhead Publishing: Cambridge, UK, 2009; pp. 223–314. [Google Scholar]
- Grand View Research. Synthetic Fiber, Market Analysis, 2017–2028. 2021. Available online: https://www.grandviewresearch.com/industry-analysis/synthetic-fibers-market (accessed on 20 July 2024).
- Textile Exchanges. Preferred Fiber & Materials Market Report 2020 Welcome to the 2020 Preferred Fiber & Materials Market Report. 2020. Available online: https://textileexchange.org/knowledge-center/reports/preferred-fiber-materials-market-report-2020/ (accessed on 20 July 2024).
- Jaffe, M.; Easts, A.J.; Feng, X. 8—Polyester Fibers. In Thermal Analysis of Textiles and Fibers; Woodhead Publishing: Cambridge, UK, 2020. [Google Scholar] [CrossRef]
- Kumar, D.V.; Raja, D. Study of Thermal Comfort Properties on Socks made from Recycled Polyester/Virgin Cotton and its Blends. Fibers Polym. 2021, 22, 841–846. [Google Scholar] [CrossRef]
- Tyagi, G.K.; Sharma, D. Thermal comfort characteristics of polyester-cotton MVS yarn fabrics. Indian J. Fibre Text. Res. 2005, 30, 363–370. [Google Scholar]
- Fiseha, K.; Das, D.; Palaniswamy, N.K. Effect of Blend Ratio of Deep-Grooved Polyester/Cotton Fibers on Mechanical and Comfort Properties of Woven Fabrics. Fibers Polym. 2019, 20, 2215–2221. [Google Scholar] [CrossRef]
- Özdemir, H. Thermal Comfort Properties of Clothing Fabrics Woven with Polyester/Cotton Blend Yarns. Autex Res. J. 2017, 17, 135–141. [Google Scholar] [CrossRef]
- Islam, T. A Study on Thermal Comfort Feeling Properties of 60%/40% and 80%/20% Cotton/Polyester and 100% Cotton Fleece. J. Text. Sci. Fash. Technol. 2019, 4, 1–5. [Google Scholar] [CrossRef]
- Xiao, Q.; Wang, R.; Zhang, S.; Li, D.; Sun, H.; Wang, L. Prediction of pilling of polyester—Cotton blended woven fabric using artificial neural network models. J. Eng. Fibers Fabr. 2020, 15, 1558925019900152. [Google Scholar] [CrossRef]
- Chandrasekaran, R.; Periyasamy, S.; Shabaridharan, K. Statistical analysis of the pilling behaviour of polyester/cotton and polyester/viscose blended woven fabrics. Fibres Text. East. Eur. 2018, 26, 66–70. [Google Scholar] [CrossRef]
- Kara, G.; Akgun, M. Effect of weft yarn fiber contents on the moisture management performance of denim fabrics woven with different constructional parameters. Tekst. Konfeksiyon 2018, 28, 151–161. [Google Scholar]
- Akhtar, K.S.; Ahmad, S.; Afzal, A.; Anam, W.; Ali, Z.; Hussain, T. Influence and comparison of emerging techniques of yarn manufacturing on physical–mechanical properties of polyester-/cotton-blended yarns and their woven fabrics. J. Text. Inst. 2020, 111, 555–564. [Google Scholar] [CrossRef]
- Anam, W.; Ashraf, M.; Qadir, M.B.; Akhtar, K.S.; Ahmad, S.; Afzal, A.; Ullah, T. Influence of Yarn Manufacturing Techniques on Dyeing Behavior of Polyester/Cotton Blended Woven Fabrics. Fibers Polym. 2019, 20, 2550–2555. [Google Scholar] [CrossRef]
- Sarıoğlu, E.; Babaarslan, O. Porosity and air permeability relationship of denim fabrics produced using core-spun yarns with different filament finenesses for filling. J. Eng. Fibers Fabr. 2019, 14, 1558925019837810. [Google Scholar] [CrossRef]
- Bedez Ute, T. Analysis of mechanical and dimensional properties of the denim fabrics produced with double-core and core-spun weft yarns with different weft densities. J. Text. Inst. 2019, 110, 179–185. [Google Scholar] [CrossRef]
- Aydoǧdu, S.H.Ç.; Yilmaz, D. Analyzing some of the dual-core yarn spinning parameters on yarn and various fabric properties. Tekst. Konfeksiyon 2020, 29, 197–207. [Google Scholar]
- Türksoy, H.G.; Kılıç, G.; Üstüntağ, S.; Yılmaz, D. A comparative study on properties of dual-core yarns. J. Text. Inst. 2019, 110, 980–988. [Google Scholar] [CrossRef]
- Özdil, N. Stretch and bagging properties of denim fabrics containing different rates of elastane. Fibres Text. East. Eur. 2008, 16, 63–67. [Google Scholar]
- Shahid, M.A.; Dip, T.M.; Tanni, T.R.; Babaarslan, O. Natural fiber: Twistless and core spun yarn. In Multiscale Textile Preforms and Structures for Natural Fiber Composites; Woodhead Publishing: Cambridge, UK, 2023; pp. 87–118. [Google Scholar]
- Babaarslan, O.; Shahid, M.A.; Doğan, F.B. Comparative analysis of cotton covered elastomeric hybrid yarns and denim fabric properties. J. Eng. Fibers 2021, 16, 155892502110591. [Google Scholar] [CrossRef]
- Su, X.; Su, X.; Liu, X. Research on performance of twin-core spun yarn and fabric. Int. J. Cloth. Sci. Technol. 2019, 32, 338–355. [Google Scholar] [CrossRef]
- Babaarslan, O.; Balcı, H.; Guler, O. Elastan (SpandexIlavesininPoliester/Viskon Karişimli Dokuma KumaÖzellikleriÜzerindekiEtkisi Effect of Elastane on the Properties of Pes/Vis Blend. Tekst. Konfeksiyon 2007, 2, 110–114. [Google Scholar]
- Almetwally; Mmmmheaa. Physical and Stretch Properties of Woven Cotton Fabrics Containing Different Rates of Spandex. J. Am. Sci. 2012, 8, 567–572. [Google Scholar]
- Babaarslan, O.; Shahid, M.A.; Doǧan, F.B. Design of Hybrid Yarn with the Combination of Fiber and Filaments and Its Effect on the Denim Fabric Performance. Fibres Text. East. Eur. 2023, 31, 25–37. [Google Scholar] [CrossRef]
- Akter, N.; Repon, M.R.; Mikučionienė, D.; Jalil, M.A.; Islam, T.; Karim, M.R. Fabrication and characterization of stretchable denim fabric using core spun yarn. Heliyon 2021, 7, e08532. [Google Scholar] [CrossRef]
- Babaarslan, O.; Sarıoğlu, E.; Ertek Avcı, M. A comparative study on performance characteristics of multicomponent core-spun yarns containing cotton/PET/elastane. J. Text. Inst. 2020, 111, 775–784. [Google Scholar] [CrossRef]
- Babaarslan, O.; Shahid, M.A.; Okyay, N. Investigation of the Performance of Cotton/Polyester Blend in Different Yarn Structures. Autex Res. J. 2022, 23, 370–380. [Google Scholar] [CrossRef]
- TS EN ISO 139; Textiles-Standard Atmospheres for Conditioning and Testing. Türk Standardları Enstitüsü: Ankara, Turkey, 2008.
- TS EN 12127; Textiles-Fabrics-Determination of Mass per Unit Area Using Small Samples. Türk Standardları Enstitüsü: Ankara, Turkey, 1999.
- TS EN ISO 5077; Textiles-Determination of Dimensional Change in Washing and Drying. Türk Standardları Enstitüsü: Ankara, Turkey, 2012.
- TS EN ISO 13934-1; Textiles-Tensile Properties of Fabrics—Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. Türk Standardları Enstitüsü: Ankara, Turkey, 2013.
- TS EN ISO 13934-2; Textiles-Tensile Properties of Fabrics—Part 2: Determination of Maximum Force Using the Grab Method. Türk Standardları Enstitüsü: Ankara, Turkey, 2014.
- TS 1409; Stiffness Determination of Woven Textiles. Türk Standardları Enstitüsü: Ankara, Turkey, 1973.
- ASTM D3107; Standard Test Methods for Stretch Properties of Fabrics Woven from Stretch Yarns. ASTM: West Conshohocken, PA, USA, 2019.
- TS 391 EN ISO 9237; Textiles-Determination of Permeability of Fabrics to Air. Türk Standardları Enstitüsü: Ankara, Turkey, 1999.
- TS 257 EN 20811; Textiles Fabrics-Determination of Resistance to Water Penetration-Hydrostatic Pressure Test. Türk Standardları Enstitüsü: Ankara, Turkey, 1996.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).