Facile Fabrication of PA66/GO/MWNTs-COOH Nanocomposites and Their Fibers

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
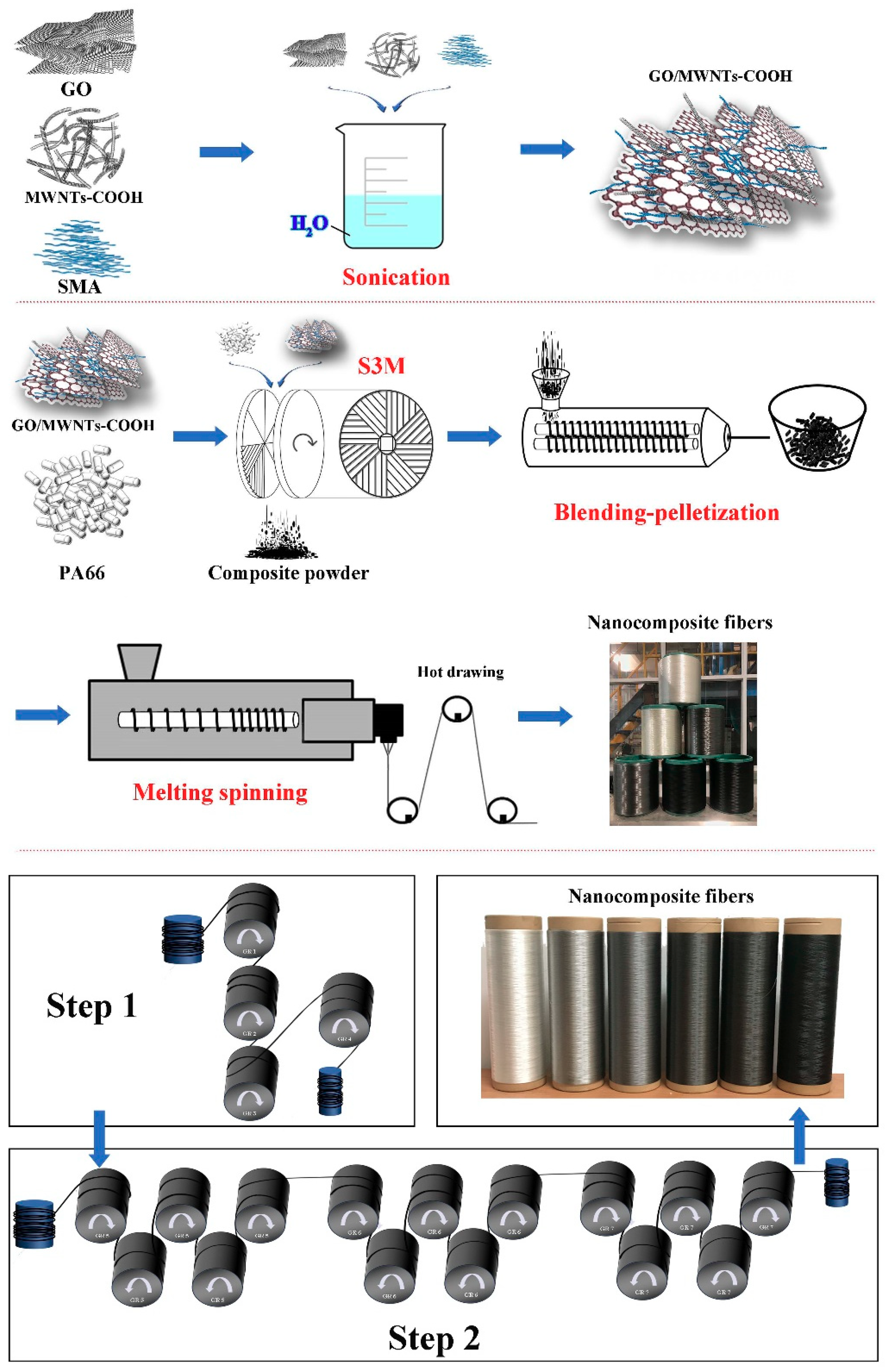
2.2. Fabrication of the SMA-Treated Mixture of GO/MWNTs-COOH
2.3. Fabrication of the PA66/GO/MWNTs-COOH Nanocomposite Chips
2.4. Fabrication of the PA66/GO/MWNTs-COOH Nanocomposite Fibers
2.5. Characterization
3. Results and Discussion
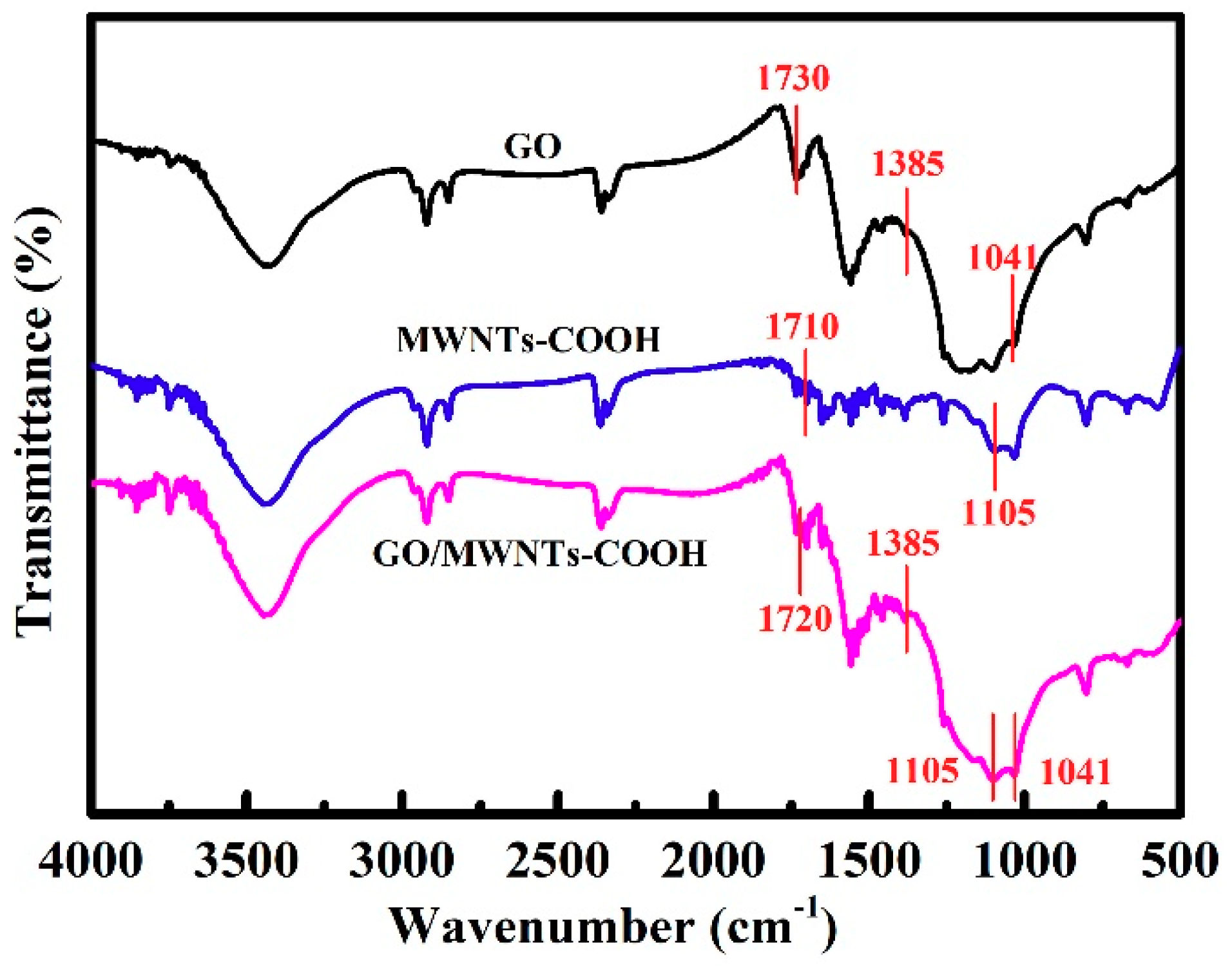
3.1. FTIR Analysis
3.2. Viscosity Analysis
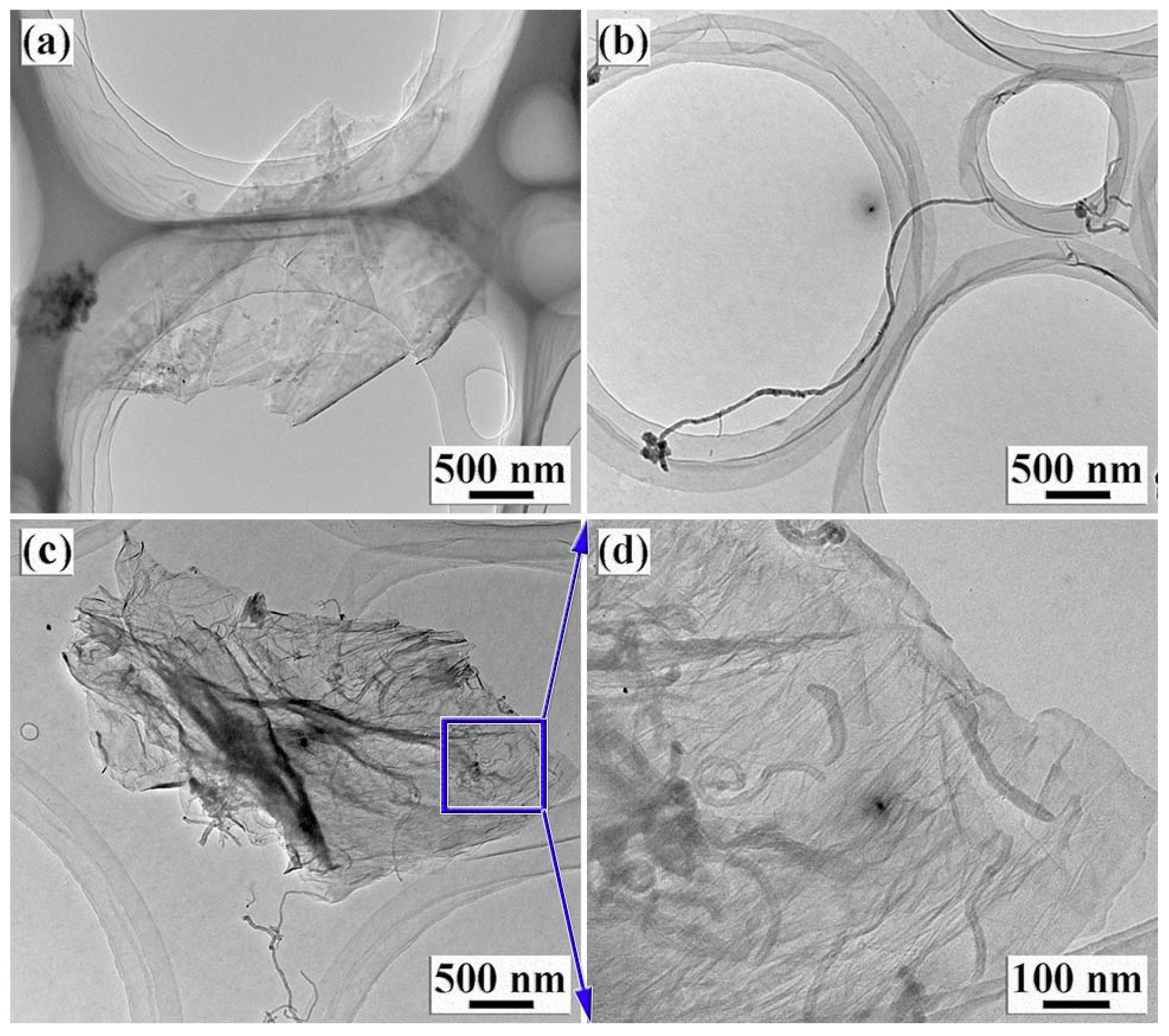
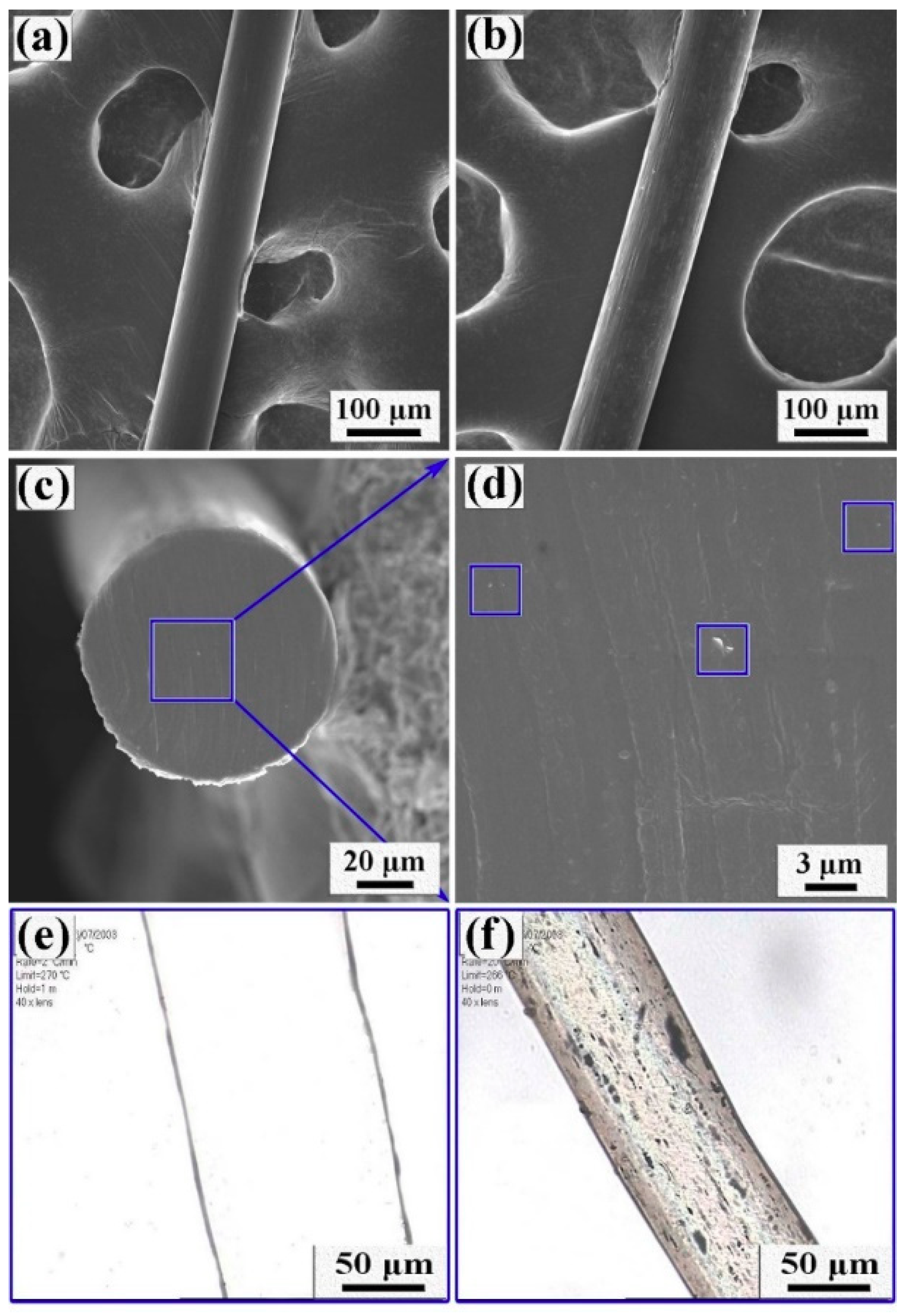
3.3. Morphology and Structure of GO/MWNTs-COOH and Nanocomposite Fibers
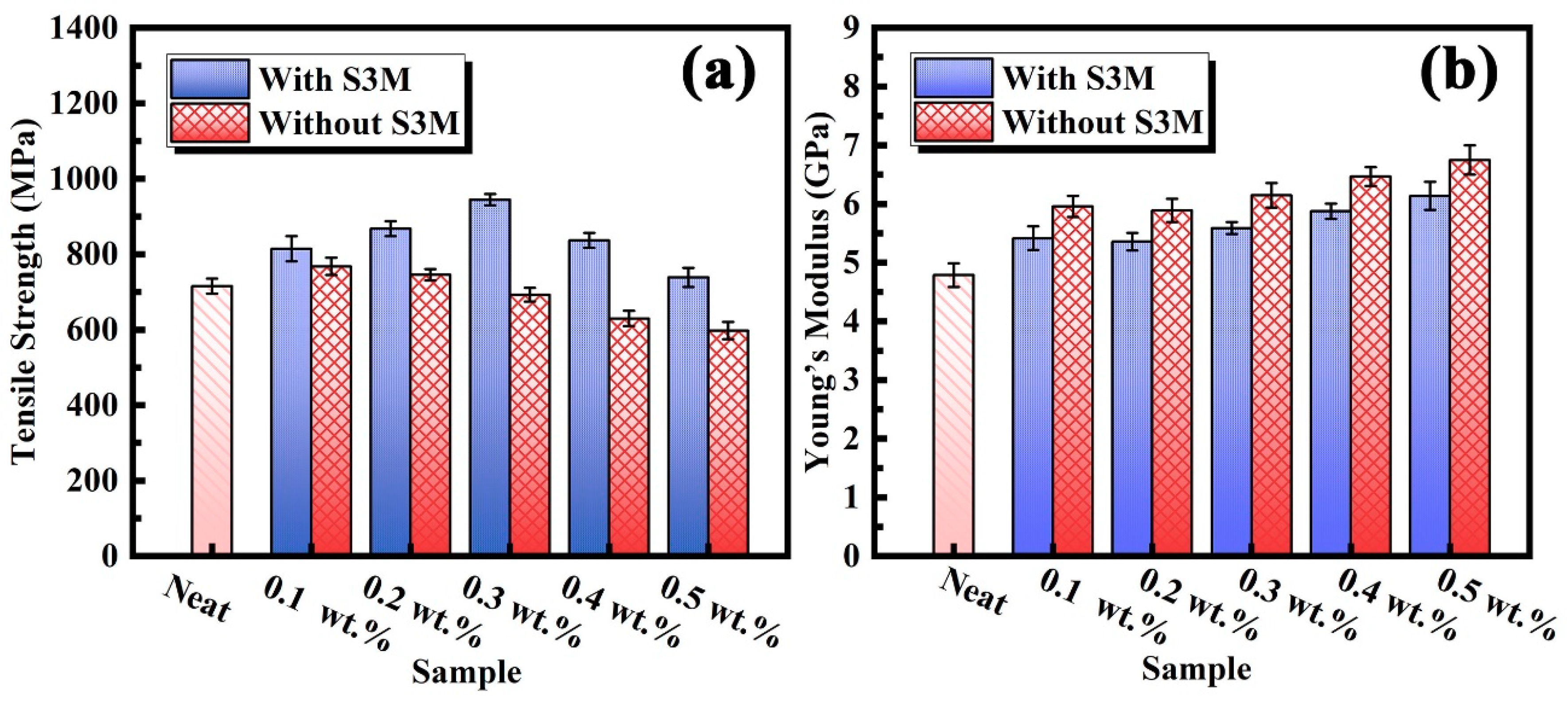
3.4. Physical–Mechanical Properties
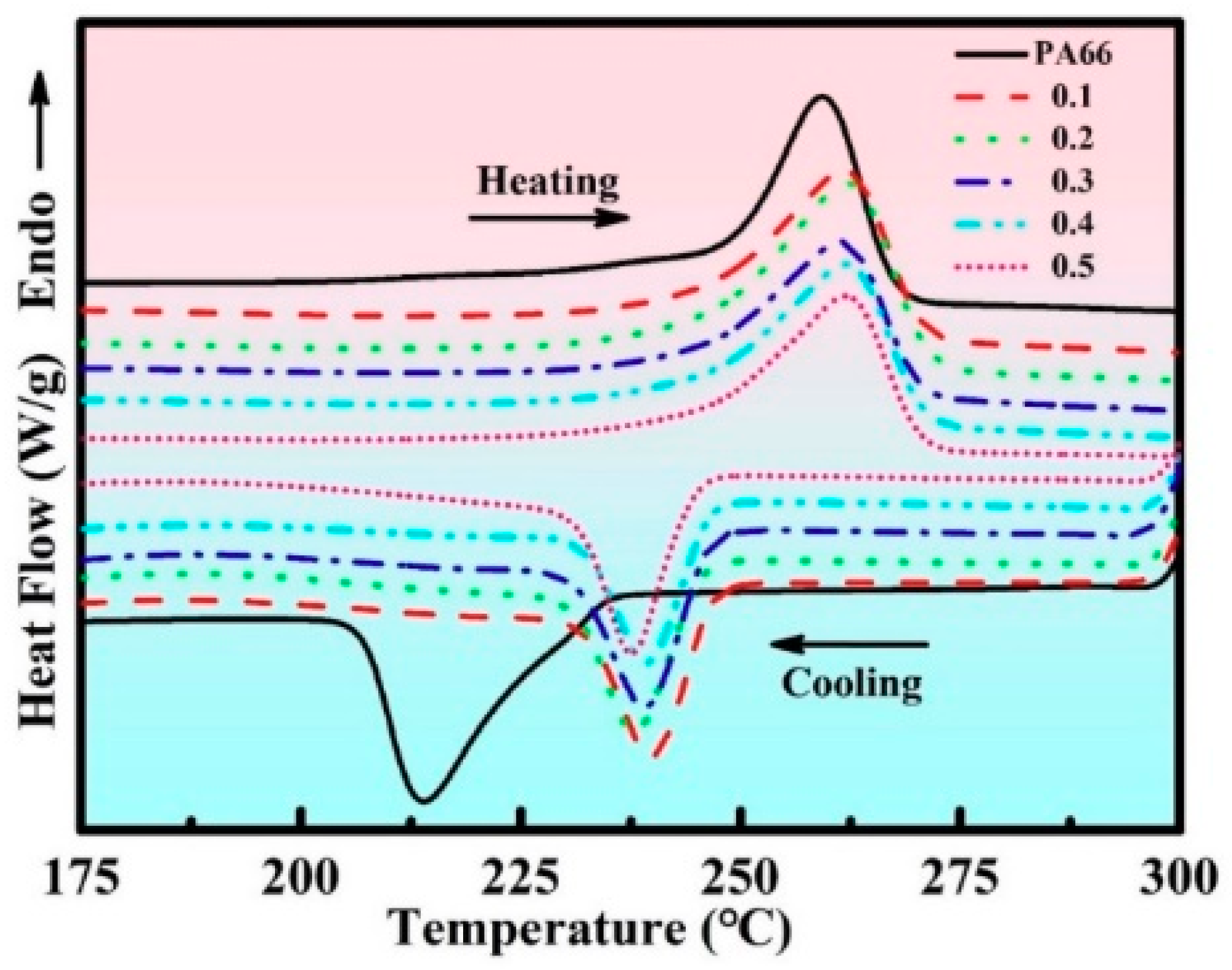
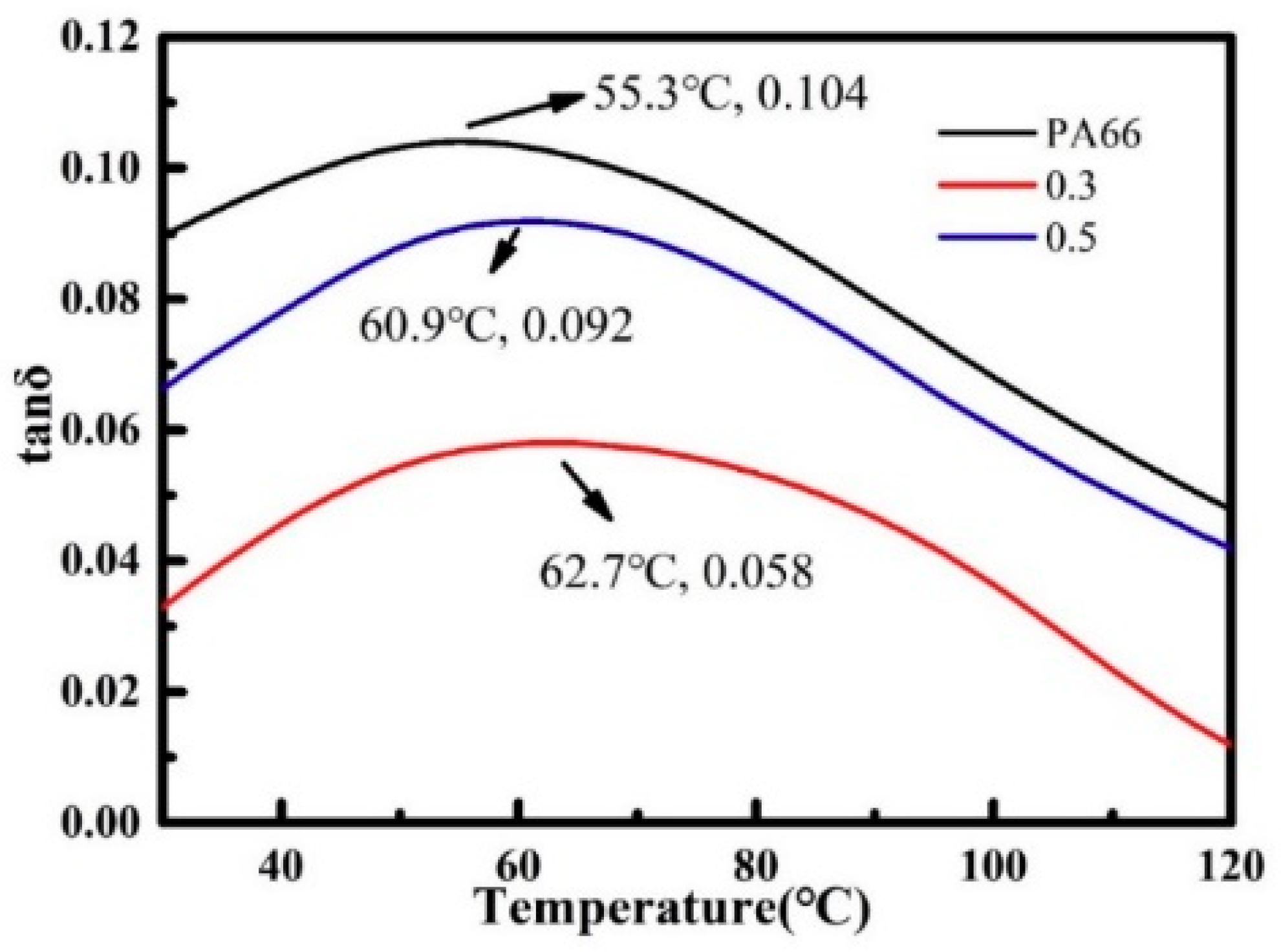
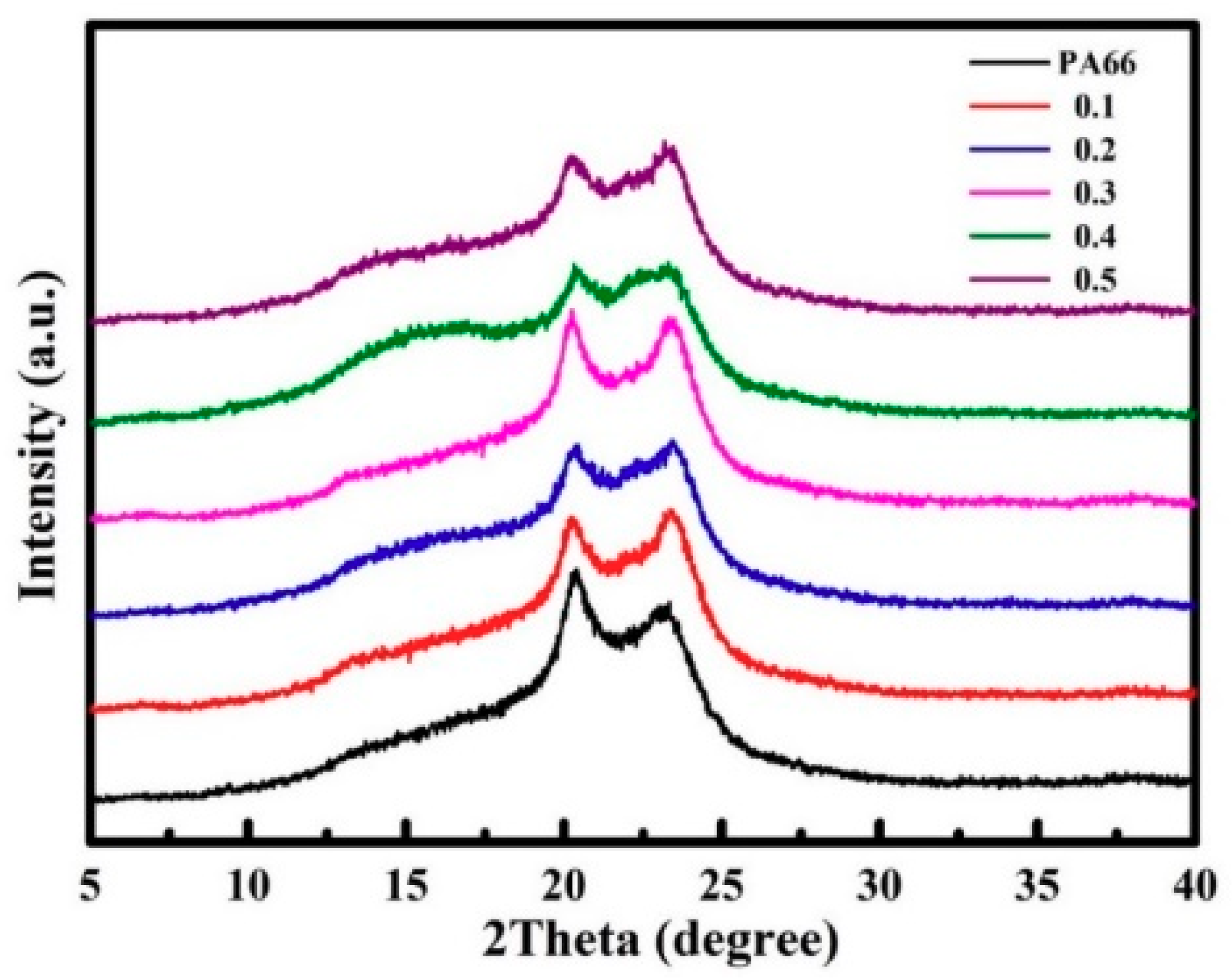
3.5. Thermal and Crystallization Behavior
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Bellenger, V.; Tcharkhtchi, A.; Castaing, P. Thermal and mechanical fatigue of a PA66/glass fibers composite material. Int. J. Fatigue 2006, 28, 1348–1352. [Google Scholar] [CrossRef]
- Jin, J.; Zhang, L.; Chen, W.; Li, C.Z. Synthesis of glass fiber-multiwall carbon nanotube hybrid structures for high-performance conductive composites. Polym. Compos. 2013, 34, 1313–1320. [Google Scholar] [CrossRef]
- Chang, Q.X.; Zhao, H.J.; He, R.Q. The addition of clay on the mechanical properties of surface-treated CF-filled PA66 composites. Surf. Interface Anal. 2017, 49, 837–842. [Google Scholar] [CrossRef]
- Meng, Q.J.; Wang, Z.M.; Zhang, X.X.; Wang, X.C.; Bai, S.H. Fabrication and properties of polyamide-6, 6-functionalized carboxylic multi-walled carbon nanotube composite fibers. High Perform. Polym. 2010, 22, 848–862. [Google Scholar] [CrossRef]
- Zhang, X.X.; Meng, Q.J.; Wang, X.C.; Bai, S.H. Poly (adipic acid-hexamethylene diamine)-functionalized multi-walled carbon nanotube nanocomposites. J. Mater. Sci. 2011, 46, 923–930. [Google Scholar] [CrossRef]
- Tran, T.Q.; Fan, Z.; Mikhalchan, A.; Liu, P.; Duong, H.M. Post-treatments for multifunctional property enhancement of carbon nanotube fibers from the floating catalyst method. ACS Appl. Mater. Interfaces 2016, 8, 7948–7956. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.K.; Le, T.H.; Kim, S.; Park, G.S.; Yang, K.S.; Yoon, H.S. Single-walled carbon nanotube-in-binary-polymer nanofiber structures and their use as carbon precursors for electrochemical applications. J. Phys. Chem. C 2018, 122, 4189–4198. [Google Scholar] [CrossRef]
- Chen, T.; Wang, Y.Z.; Liu, H.H.; Zhang, X.X. Melt-spinning of carboxylated MWNTs reinforced polyamide 6 fibers with solid mixing nanocomposites. Polym. Compos. 2018, 39, 4298–4309. [Google Scholar] [CrossRef]
- Kim, J.W.; Oh, J.W.; Lee, K.Y.; Jung, I.; Park, M. Dispersion of graphene-based nanocarbon fillers in polyamide 66 by dry processing and its effect on mechanical properties. Compos. Part B 2017, 114, 445–456. [Google Scholar] [CrossRef]
- Vijayaraghavan, V.; Zhang, L. Tensile and interfacial loading characteristics of boron Nitride-Carbon nanosheet reinforced polymer nanocomposites. Polymers 2019, 11, 1075. [Google Scholar] [CrossRef]
- Nezhad, H.; Thakur, V. Effect of morphological changes due to increasing carbon nanoparticles content on the quasi-static mechanical response of epoxy resin. Polymers 2018, 10, 1106. [Google Scholar] [CrossRef] [PubMed]
- Hasija, V.; Raizada, P.; Sudhaik, A.; Sharma, K.; Kumar, A.; Singh, P.; Jonnalagadda, S.B.; Thakur, V.K. Recent advances in noble metal free doped graphitic carbon nitride based nanohybrids for photocatalysis of organic contaminants in water: A review. Appl. Mater. Today 2019, 15, 494–524. [Google Scholar] [CrossRef]
- Sharma, S.; Dutta, V.; Singh, P.; Raizada, P.; Rahmani-Sani, A.; Hosseini-Bandegharaei, A.; Thakur, V.K. Carbon quantum dot supported semiconductor photocatalysts for efficient degradation of organic pollutants in water: A review. J. Clean. Prod. 2019, 228, 755–769. [Google Scholar] [CrossRef]
- Muhulet, A.; Miculescu, F.; Voicu, S.I.; Schütt, F.; Thakur, V.K.; Mishra, Y.K. Fundamentals and scopes of doped carbon nanotubes towards energy and biosensing applications. Mater. Today Energy 2018, 9, 154–186. [Google Scholar] [CrossRef]
- Zhu, Y.; Higginbotham, A.L.; Tour, J.M. Covalent functionalization of surfactant-wrapped graphene nanoribbons. Chem. Mater. 2009, 21, 5284–5291. [Google Scholar] [CrossRef]
- Kuila, T.; Bose, S.; Mishra, A.K.; Khanra, P.; Kim, N.H.; Lee, J.H. Chemical functionalization of graphene and its applications. Prog. Mater Sci. 2012, 57, 1061–1105. [Google Scholar] [CrossRef]
- Layek, R.K.; Nandi, A.K. A review on synthesis and properties of polymer functionalized graphene. Polymer 2013, 54, 5087–5103. [Google Scholar] [CrossRef]
- Wu, C.K.; Wang, G.J.; Dai, J.F. Controlled functionalization of graphene oxide through surface modification with acetone. J. Mater. Sci. 2013, 48, 3436–3442. [Google Scholar] [CrossRef]
- Kinloch, I.A.; Suhr, J.; Lou, J.; Young, R.J.; Ajayan, P.M. Composites with carbon nanotubes and graphene: An outlook. Science 2018, 362, 547–553. [Google Scholar] [CrossRef]
- Ren, Y.; Fu, Y.Q.; Liao, K.; Li, F.; Cheng, H.M. Fatigue failure mechanisms of single-walled carbon nanotube ropes embedded in epoxy. Appl. Phys. Lett. 2004, 84, 2811–2813. [Google Scholar] [CrossRef]
- Wang, Z.M.; Zhang, X.X.; Wang, X.C.; Bai, S.H.; Qiao, Z.J. Preparation and properties of melt-blended carboxyl multi-walled carbon nanotubes/PA66 composite fibers. Acta Mater. Compos. Sin. 2011, 8, 16–21. [Google Scholar] [CrossRef]
- Mahmood, N.; Islam, M.; Hameed, A.; Saeed, S.; Khan, A.N. Polyamide-6-based composites reinforced with pristine or functionalized multi-walled carbon nanotubes produced using melt extrusion technique. J. Compos. Mater. 2014, 48, 1197–1207. [Google Scholar] [CrossRef]
- Wang, Z.M.; Bai, S.H.; Zhang, X.X.; Wang, X.C. Preparation and characterization of carboxylic multi-walled carbon nanotubes/PA66 composite by solution mixing process. Acta Mater. Compos. Sin. 2010, 27, 12–17. [Google Scholar] [CrossRef]
- Deng, Z.; Yu, H.J.; Wang, L.; Zhai, X.T. A novel ferrocene-containing polymer based dispersant for noncovalent dispersion of multi-walled carbon nanotubes in chloroform. J. Organomet. Chem. 2015, 791, 274–278. [Google Scholar] [CrossRef]
- Loyta, M.; Hernandez, Y.; King, P.J.; Smith, R.J.; Nicolosi, V.; Karlsson, L.S. Liquid phase production of graphene by exfoliation of graphite in surfactant/water solutions. J. Am. Chem. Soc. 2009, 131, 3611–3620. [Google Scholar] [CrossRef] [PubMed]
- Wakabayashi, K.; Brunner, P.J.; Masuda, J.; Hewlett, S.A.; Torkelson, J.M. Polypropylene-graphite nanocomposites made by solid-state shear pulverization: Effects of significantly exfoliated, unmodified graphite content on physical. mechanical and electrical properties. Polymer 2010, 51, 5525–5531. [Google Scholar] [CrossRef]
- Jiang, X.; Drzal, L.T. Reduction in percolation threshold of injection molded high-density polyethylene/exfoliated graphene nanoplatelets composites by solid state ball milling and solid-state shear pulverization. J. Appl. Polym. Sci. 2012, 124, 525–535. [Google Scholar] [CrossRef]
- Shao, W.; Wang, Q.; Wang, F.; Chen, Y. Polyamide-6/natural clay mineral nanocomposites prepared by solid-state shear milling using pan-mill equipment. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 249–255. [Google Scholar] [CrossRef]
- Shao, W.; Wang, Q.; Wang, F.; Chen, Y. The cutting of multi-walled carbon nanotubes and their strong interfacial interaction with polyamide 6 in the solid state. Carbon 2006, 44, 2708–2714. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, H.; Zhang, X. Graphene and carbon nanotubes for the synergistic reinforcement of polyamide 6 fibers. J. Mater. Sci. 2015, 50, 2797–2805. [Google Scholar] [CrossRef]
- Yan, D.; Yang, G. A novel approach of in situ grafting polyamide 6 to the surface of multi-walled carbon nanotubes. Mater. Lett. 2009, 63, 298–300. [Google Scholar] [CrossRef]
- He, Z.X.; Zhang, B.Q.; Zhang, H.B.; Zhi, X.; Hu, Q.H.; Gui, C.X.; Yu, Z.Z. Improved rheological and electrical properties of graphene/polystyrene nanocomposites modified with styrene maleic anhydride copolymer. Compos. Sci. Technol. 2014, 102, 176–182. [Google Scholar] [CrossRef]
- Shah, D.; Maiti, P.; Jiang, D.D.; Batt, C.A.; Giannelis, E.P. Effect of nanoparticle mobility on toughness of polymer nanocomposites. Adv. Mater. 2005, 17, 525–528. [Google Scholar] [CrossRef]
- Meng, H.; Sui, G.X.; Fang, P.F.; Yang, R. Effects of acid-and diamine-modified MWNTs on the mechanical properties and crystallization behavior of polyamide 6. Polymer 2008, 49, 610–620. [Google Scholar] [CrossRef]
- Chen, T.; Liu, H.H.; Wang, X.C.; Zhang, H.; Zhang, X.X. Properties and fabrication of PA66/surface-modified multi-walled nanotubes composite fibers by ball milling and melt-spinning. Polymers 2018, 10, 547. [Google Scholar] [CrossRef] [PubMed]
- Fang, M.; Pan, D.D.; Gao, X.; Yao, M.J. Extension-induced mechanical reinforcement in melt-spun fibers of polyamide 66/multiwalled carbon nanotube composites. Polym. Int. 2011, 60, 1646–1654. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Time (s) | [ηr] 1 | [ηsp] 2 | [η] 3 | M4 |
|---|---|---|---|---|---|
| H2SO4 | 136.14 | 1 | 0 | 0 | - |
| a | 370.15 | 2.64 | 1.6377 | 115.57 | 27,972 |
| b | 383.26 | 2.82 | 1.8152 | 124.91 | 30,903 |
| c | 386.73 | 2.84 | 1.8407 | 126.23 | 31,323 |
| d | 388.97 | 2.86 | 1.8571 | 127.07 | 31,590 |
| e | 383.26 | 2.82 | 1.8152 | 124.91 | 30,903 |
| f | 379.55 | 2.79 | 1.7879 | 123.50 | 30,457 |
| Simple | Loadings (wt %) | Tensile Strength (MPa) (Improvement %) | Young’s Modulus (GPa) (Improvement %) | Elongation (%) | Reference | ||
|---|---|---|---|---|---|---|---|
| With S3M | Without S3M | With S3M | Without S3M | ||||
| PA66 | 0 | 742 | 742 | 4.96 | 4.96 | 13 | This work |
| PA66/GO/MWNTs-COOH | 0.1 | 845(14) | 796(7) | 6.18(25) | 5.14(4) | 12 | |
| 0.2 | 899(21) | 773(4) | 6.10(23) | 5.33(7) | 11 | ||
| 0.3 | 979(32) | 718(-3) | 6.37(28) | 5.35(8) | 12 | ||
| 0.4 | 867(17) | 652(-12) | 6.71(35) | 5.61(13) | 14 | ||
| 0.5 | 766(3) | 620(-16) | 7.00(41) | 5.73(16) | 13 | ||
| PA66/MWNTs | 0.5 | - | 640 | - | 3.05 | 57 | [4] |
| PA66/MWNTs | 1 | - | 640 | - | 3.78 | 44 | [21] |
| PA66/MWNTs-SDBS | 0.1 | - | 101 | - | 0.3 | 30 | [35] |
| PA66/MWNTs-COOH | 0.1 | - | 96 | - | 0.4 | 23 | |
| PA66/MWNTs | 1 | - | 96 | - | 4.7 | 150 | [36] |
| Loadings (wt %) | T5 wt % (°C) | Tmax (°C) |
|---|---|---|
| 0 | 385.1 | 439.4 |
| 0.1 | 386.1 | 441.4 |
| 0.2 | 387.9 | 443.6 |
| 0.3 | 390.8 | 445.2 |
| 0.4 | 390.3 | 439.7 |
| 0.5 | 387.8 | 437.9 |
| Loading (wt %) | Tm (°C) | ΔHm (J/g) | Tc (°C) | Xc (%) |
|---|---|---|---|---|
| 0 | 259.6 | 64 | 232.0 | 33.0 |
| 0.1 | 261.8 | 64 | 239.8 | 33.0 |
| 0.2 | 262.0 | 65 | 239.1 | 33.5 |
| 0.3 | 262.2 | 75 | 239.2 | 38.8 |
| 0.4 | 261.5 | 60 | 237.9 | 31.4 |
| 0.5 | 262.0 | 61 | 237.6 | 31.6 |
| Loading (wt %) | 2θ (°) | FWHM | D100 (nm) | D010 (nm) | ||
|---|---|---|---|---|---|---|
| α1 | α2 | α1 | α2 | |||
| 0 | 20.40 | 23.40 | 0.666 | 0.997 | 12.0 | 8.1 |
| 0.1 | 20.26 | 23.40 | 0.691 | 0.878 | 11.6 | 9.1 |
| 0.2 | 20.34 | 23.50 | 0.720 | 0.844 | 11.1 | 9.5 |
| 0.3 | 20.24 | 23.44 | 0.746 | 0.863 | 10.7 | 9.3 |
| 0.4 | 20.48 | 23.40 | 0.730 | 0.814 | 10.9 | 9.9 |
| 0.5 | 20.41 | 23.38 | 0.720 | 0.860 | 11.1 | 9.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, X.; Yu, W.; Zhang, X.; Zhang, J.; Liu, H.; Zhang, X. Facile Fabrication of PA66/GO/MWNTs-COOH Nanocomposites and Their Fibers. Fibers 2019, 7, 69. https://doi.org/10.3390/fib7080069
Gao X, Yu W, Zhang X, Zhang J, Liu H, Zhang X. Facile Fabrication of PA66/GO/MWNTs-COOH Nanocomposites and Their Fibers. Fibers. 2019; 7(8):69. https://doi.org/10.3390/fib7080069
Chicago/Turabian StyleGao, Xuefeng, Wenguang Yu, Xianye Zhang, Jiao Zhang, Haihui Liu, and Xingxiang Zhang. 2019. "Facile Fabrication of PA66/GO/MWNTs-COOH Nanocomposites and Their Fibers" Fibers 7, no. 8: 69. https://doi.org/10.3390/fib7080069
APA StyleGao, X., Yu, W., Zhang, X., Zhang, J., Liu, H., & Zhang, X. (2019). Facile Fabrication of PA66/GO/MWNTs-COOH Nanocomposites and Their Fibers. Fibers, 7(8), 69. https://doi.org/10.3390/fib7080069