Abstract
The Cell Formation Problem (CFP) is a widely studied issue that aims to group machines effectively based on criteria such as productivity, lower costs, and greater efficiency. In recent years, more characteristics were summarized relating to this problem. This paper provides a bibliographic examination of methodologies addressing the CFP in cellular manufacturing, focusing on novel approaches such as alternative routes and machine reliability. The articles were obtained from Scopus and Web of Science and filtered using the PRISMA methodology. Classification based on objective functions, constraints, and methodologies facilitated informative visualizations for analysis. Findings indicate a focus on capital utilization optimization, with cost reduction via intercellular moves minimization as the primary objective. Common constraints include limits on the number of machines per cell, restricting machines to a single cell and singular production routes per part. The genetic algorithm predominates as a non-exact solution approach, while the “-constraint” method is commonly used. This study offers insights into contemporary trends in solving the CFP with alternative routings and machine reliability, aiding researchers and professionals in the field to improve the quality of their investigations.
1. Introduction
Since its beginning, the Cell Formation Problem (CFP) has been a focal point of academic research and development endeavors aimed at enhancing efficiency and adaptability within industrial processes [1]. Within the manufacturing domain, cells denote clusters of machines dedicated to producing a specific array of parts or components aimed at optimizing resource allocation and reducing production durations and expenses [2]. Traditionally, the CFP has been approached as a combinatorial problem, trying to find the optimal grouping of machines [3].
The CFP’s significance has grown along with the complexity of the products and the burgeoning demand for customization in contemporary markets [4]. Presently, the proficient configuration of manufacturing cells has emerged as a strategic imperative for companies aiming at their competitive edge and operational flexibility [5] while also striving to differentiate themselves in the spheres of social, economic, and environmental performance (Triple Bottom Line) [6].
Among the benefits of cellular manufacturing, the following can be mentioned:
- Reducing machine setup times [7];
- Minimizing unnecessary part movements [7];
- Optimizing workflow [7];
- Fostering a collaborative and high-quality work environment [2];
- Innovation and job satisfaction [2].
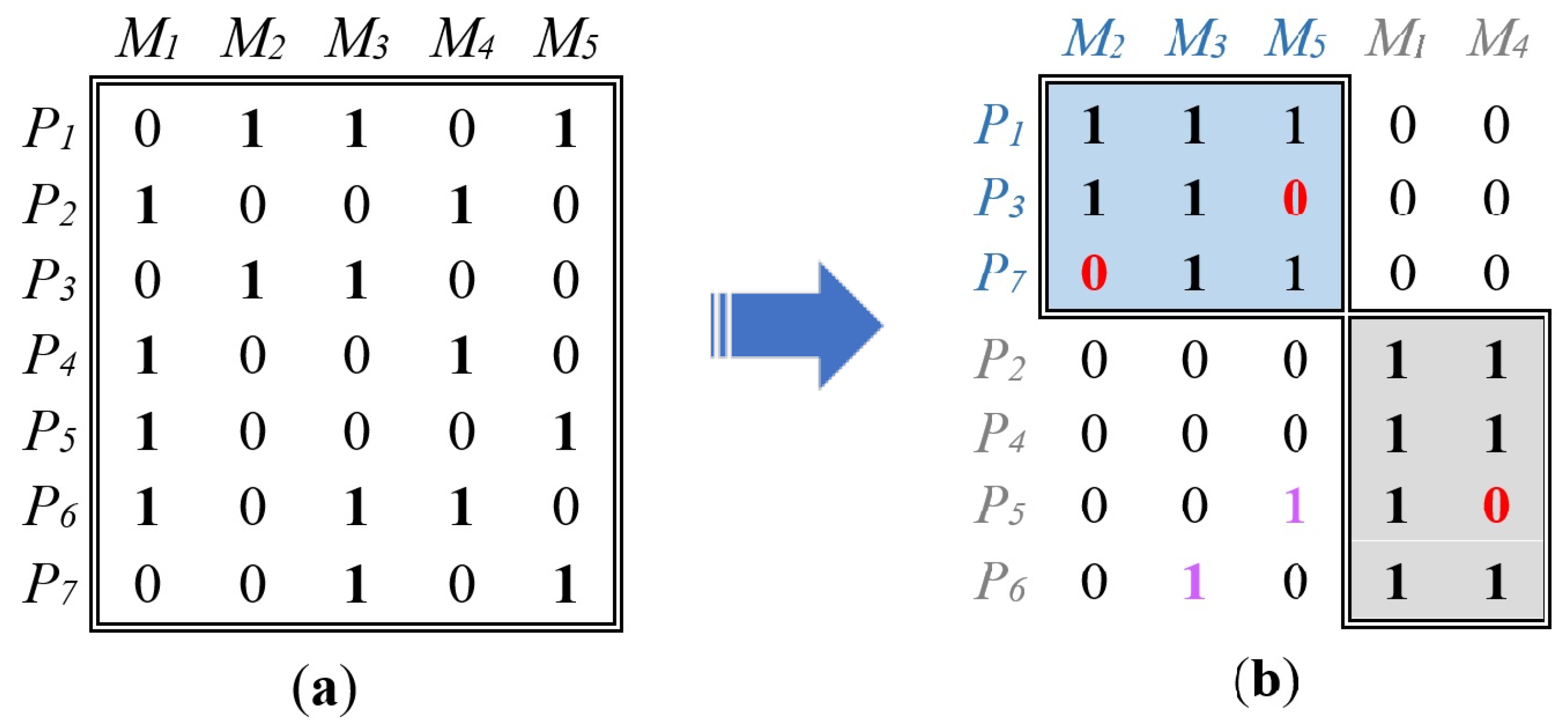
The primary objective of grouping machines into cells is to ensure that a set of parts belonging to the same family is manufactured by a single cell. Figure 1 serves as a reference to elucidate this concept. The figure illustrates the initial arrangement of machines alongside an incidence matrix indicating which parts can (1) or cannot (0) be produced. This incidence matrix, denoted as (a), is situated in Figure 1a. Subsequently, machines are selected based on the criterion above, resulting in the incidence matrix (b) in Figure 1b. As discernible in Figure 1b, two cells emerge: Cell 1 (comprising machines 2, 3, and 5) and Cell 2 (comprising machines 1 and 4). Additionally, the parts produced by Cell 1 (parts 1, 3, and 7) and Cell 2 (parts 2, 4, 5, and 6) are evident from the matrix.
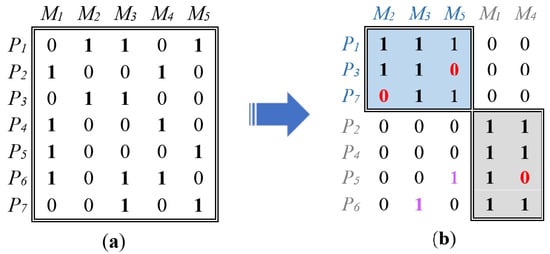
Figure 1.
Cell formation. = parts i; = machines k; Blue box= Cell 1; Gray box = Cell 2; Purple = exceptional elements (EEs); Red = voids.
According to Figure 1, certain 0’s within the cells are called “voids”, while 1’s outside the cells are referred to as “exceptional elements” (EEs). In cellular manufacturing, EEs could signify the utilization of more than one cell, necessitating movements between cells to produce specific parts. These transitions are termed intercellular movements (ICMs). For instance, considering Figure 1, part 5 () requires production through two machines situated in distinct cells (machine 5 in Cell 1 and machine 1 in Cell 2), thereby resulting in an ICM.
Advancements in technologies such as artificial intelligence and data analysis have spurred significant evolution within the domain of the Cell Formation Problem (CFP). These tools have facilitated a more sophisticated approach to cell formation, integrating additional considerations such as process variability, customer demand, and operational flexibility [1]. However, a prevalent limitation in CFP research lies in the unrealistic assumption that each part can only undergo processing through a single production plan. In response, researchers have introduced the concept of multiple process plans (routes) for each part, giving rise to the Generalized Cell Formation Problem (GCFP). Works such as those by [8] demonstrate the efficacy of the GCFP in enhancing the grouping of part families and machine cells, particularly in extensive instances involving numerous parts and machines.
Moreover, to address real-world complexities, the notion of machine reliability [9] has been introduced, acknowledging that machine breakdowns can lead to additional costs and delays reducing the efficiency of the cell. As delineated by [10], reliability represents the probability of a machine executing a designated function within specified parameters over a defined period. Considering machine failures during the design phase of cellular manufacturing systems (CMSs) is imperative, given that prompt repairs may not always be feasible, thereby impacting production line performance.
This article provides a literature review of the Generalized Cell Formation Problem (GCFP), with a focus on alternative methodologies and machine reliability. The analysis aims to identify pivotal factors that will offer valuable insights for researchers seeking to deepen their comprehension of the GCFP. Moreover, these findings will shed light on the progress made thus far in the domain of the GCFP, encouraging further exploration and the integration of innovative methodologies in GCFP research. To facilitate this objective, we pose the following research question:
What are the most commonly used features (parameters, objectives, constraints, and resolution methodologies) in the context of the Generalized Cell Formation Problem?
This article is organized as follows: Section 2 explains the methodology used to obtain the analyzed articles. Section 3 presents the results obtained according to the parameters, objective functions, constraints, and most used methodologies. Subsequently, in Section 4, an analysis of the data collected in the previous section is conducted. Finally, Section 5 presents the conclusions of this review and discusses future trends that may emerge in the GCFP.
2. Research Method and Article Selection Process
At this stage, this article presents the criteria for selecting papers to include in the review. This study analyzes the reviewed articles to present the most frequently used parameters, objectives of functions, constraints, and methodologies.
2.1. Research Method
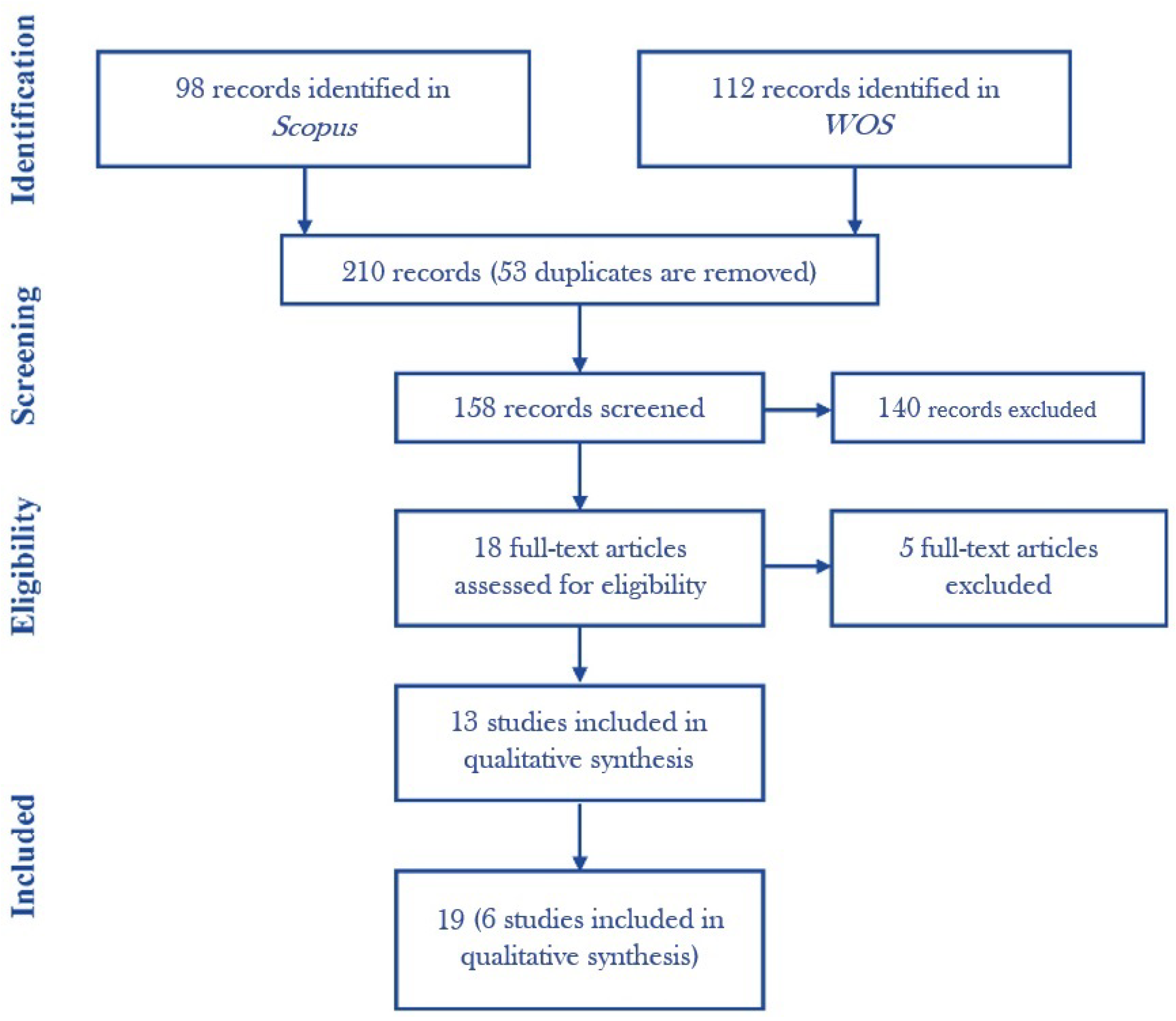
This study employs the Preferred Reporting Items for Systematic Reviews and Meta-Analyses (PRISMA) [11] methodology. PRISMA involves a four-phase flow diagram, depicted in Figure 2. Its primary objective is to enhance the reporting of systematic reviews and meta-analyses conducted by researchers.
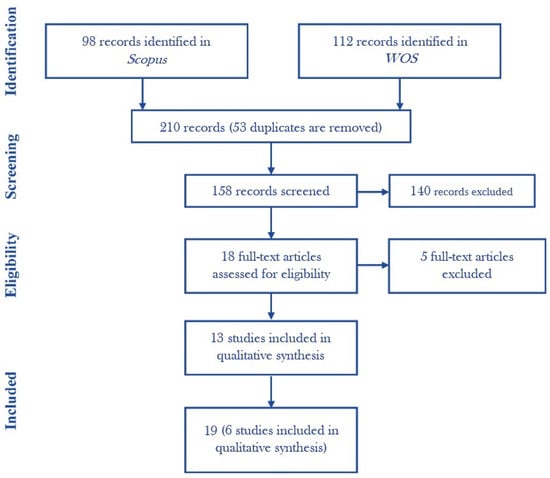
Figure 2.
The flow of information through the different phases of this review.
Some benefits of PRISMA highlighted in [11] include the following:
- The recognition of an iterative process;
- Public protocol for systematic reviews;
- Differentiation between conduct and reporting of research;
- Evaluation of the risk of bias at the study and outcome levels;
- The importance of reporting biases in presenting results.
Summarizing what is mentioned in [11], PRISMA offers explicit and well-organized instructions that tackle essential elements of performing and showcasing systematic reviews. Using PRISMA improves the caliber and transparency of these studies, enabling a more thorough assessment of the existing evidence.
2.2. Article Selection Process
The first set of inclusion criteria focused on papers centrally addressing the Cell Formation Problem, while the second criterion required papers to discuss “Alternative Routings”. Lastly, the selection was confined to papers available in both Scopus and “Web of Science” (WOS). Employing these criteria resulted in a total of 98 papers identified in Scopus and 112 papers in WOS. Currently, 210 articles are under consideration, necessitating the removal of duplicates. Of these, 53 articles appear in both sources, resulting in 158 unique articles.
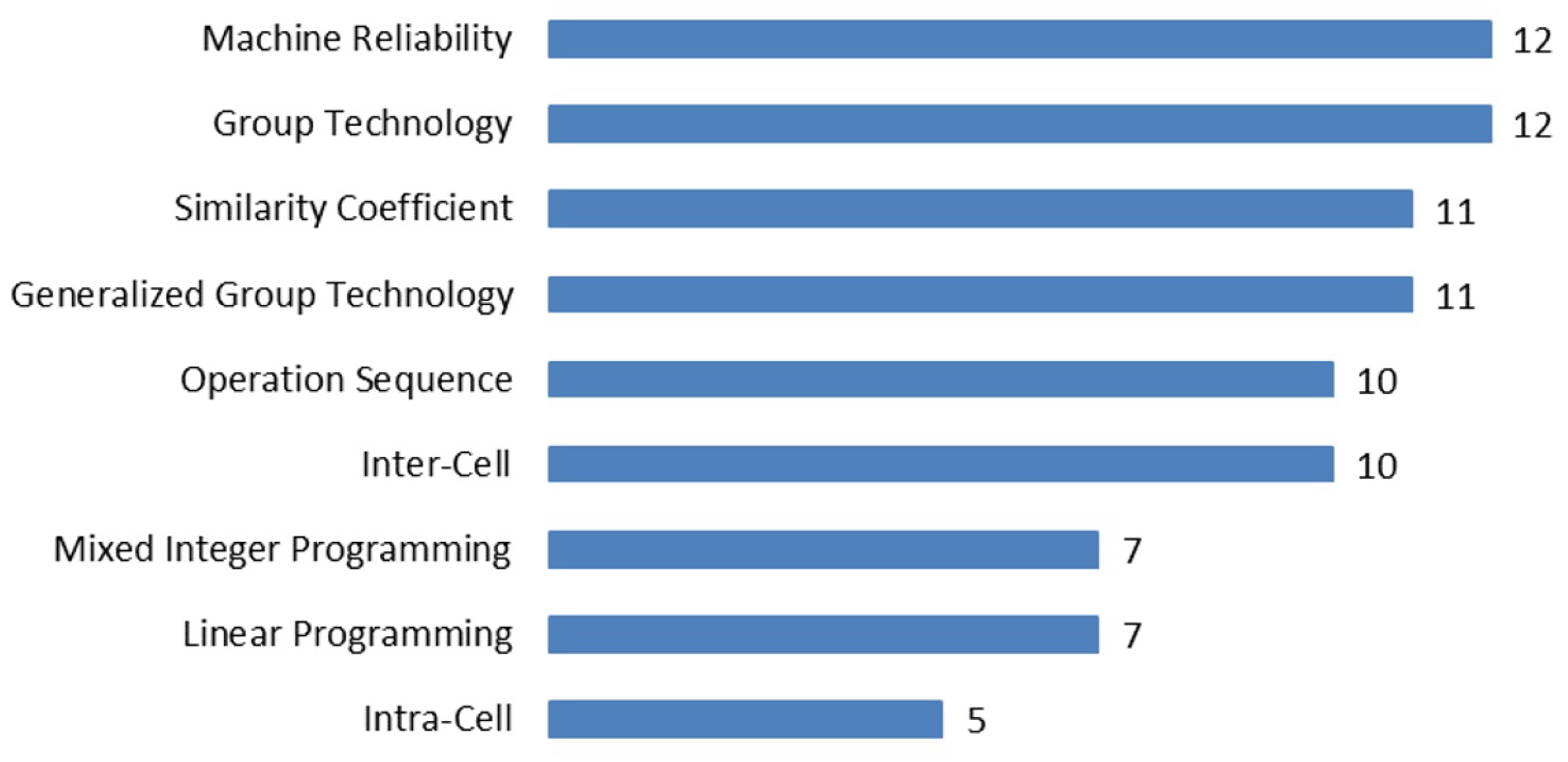
An analysis of the keywords from the 158 articles reveals the most commonly used keywords, as presented in Figure 3. Notably, keywords such as “Cell Formation Problem” or “Alternative Routings” were excluded as they formed part of the initial search filter.
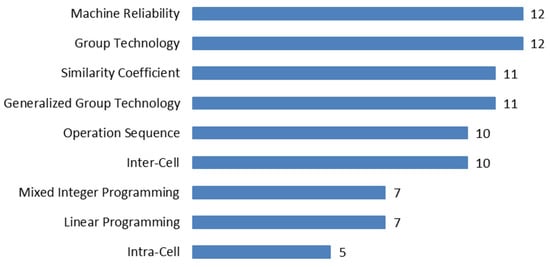
Figure 3.
Most relevant keywords.
As discussed previously, machine breakdowns can lead to unforeseen additional costs, highlighting the importance of machine reliability in achieving realistic outcomes. Figure 3 indicates a significant presence of the keyword “Machine Reliability” in the articles. An additional filter was applied to identify articles specifically addressing machine reliability, resulting in 18 articles. A Group Technology (GT) filter is not used since GT is a manufacturing approach in which parts with a high percentage of similarities are grouped and manufactured with a small number of machines or processes [12]. GT is employed for product design and manufacturing system design. In the GT literature, a group of parts with common similarities is known as a part family, and a group of machines used to process an individual part family is referred to as a machine cell [13]. In this context, cellular manufacturing (CM) emerges as an application of GT in which a machine cell manufactures a part family [14,15,16].
An exhaustive review of these 18 articles revealed that 5 articles did not meet the established filters. Some reasons for exclusion are that reliability is only mentioned in a context unrelated to the research (e.g., mentioning that the research document is reliable but not applying the reliability of machines in the research or similar). Consequently, the final count of articles meeting the criteria is 13. In addition, six articles not indexed in Scopus and WOS were included based on their relevance upon review, as their proximity to the topic was deemed significant for analysis. Consequently, the total number of articles selected for study is 19. The comprehensive article selection process conducted via PRISMA for this review is summarized in Figure 2.
3. Results
The ensuing section delineates the results derived from the analysis of the 19 articles. Table 1, Table 2, Table 3 and Table 4 display the findings. Within the tables, items are arranged chronologically, with the most recent appearing at the top and the oldest at the bottom.
3.1. Parameters
A parameter within the context of GCFP refers to constants that define the characteristics of the problem [17]. These values remain consistent throughout the problem solving process and can be adjusted to accommodate different scenarios or conditions. For the present review, a total of 102 distinct parameters were identified, from which the nine most prevalent were extracted, appearing in at least ten articles. These parameters and their occurrences are detailed in Table 1.

Table 1.
Most used parameters.
Table 1.
Most used parameters.
| [Ref] | Frequency | Number of Machines | Number of Parts | Number of Cells | Demand per Part/ Production Volume | Number of Routes | Maximum Number of Machines per Cell | Process Time/Operation per Part on One Machine | MTBF/Failure Rate | Intercellular Movement Cost |
|---|---|---|---|---|---|---|---|---|---|---|
| [18]—2023 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [19]—2020 | 8 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | |
| [20]—2019 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [21]—2019 | 5 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [22]—2019 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [23]—2017 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [24]—2017 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [25]—2016 | 7 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | ||
| [26]—2016 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [27]—2016 | 6 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | |||
| [28]—2014 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [29]—2011 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [30]—2011 | 7 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | ||
| [31]—2011 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [32]—2009 | 7 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | ||
| [33]—2008 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [34]—2008 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [35]—2008 | 9 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| [36]—2007 | 7 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
Table 2.
Most used types of objectives.
Table 2.
Most used types of objectives.
| [Ref] | Minimize Cost | Minimize SRI | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Intercellular Movement Cost | Intracellular Movement Cost | Breakdown (BD) | Machine Operation | Machine Constant | Outsourcing | Refixture/Relocation | Set-Up | LIR/SFR | |
| [18]—2023 | 🗸 | 🗸 | |||||||
| [19]—2020 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [20]—2019 | 🗸a | 🗸a | 🗸b | ||||||
| [21]—2019 | |||||||||
| [22]—2019 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [23]—2017 | 🗸 | 🗸 | |||||||
| [24]—2017 | 🗸a | 🗸a | 🗸a | 🗸a | 🗸b | ||||
| [25]—2016 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | |||
| [26]—2016 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [27]—2016 | 🗸 | 🗸 | |||||||
| [28]—2014 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [29]—2011 | 🗸a | 🗸a | 🗸a | 🗸b | |||||
| [30]—2011 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | |||
| [31]—2011 | 🗸 | 🗸 | |||||||
| [32]—2009 | 🗸a | 🗸a | 🗸a | ||||||
| [33]—2008 | 🗸 | 🗸 | |||||||
| [34]—2008 | 🗸a | 🗸a | 🗸a | ||||||
| [35]—2008 | 🗸 | 🗸 | |||||||
| [36]—2007 | 🗸a | 🗸a | 🗸a | 🗸b | |||||
| Frequency | 18 | 9 | 12 | 5 | 3 | 3 | 5 | 4 | 4 |
🗸a = The first part of the objective function; 🗸b = the second part of the objective function.
Table 3.
Most used constraints.
Table 3.
Most used constraints.
| [Ref] | Constraints Used | Only One Route/ Operation per Part | Only One Cell per Machine | Upper Machine Limit per Cell | Lower Machine Limit per Cell | Demand | Machine Capacity | Balance of Machines between Periods | Balance of Processed and Unprocessed Parts/Outsourcing | One Type of Operation per Machine |
|---|---|---|---|---|---|---|---|---|---|---|
| [18]—2023 | 4 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [19]—2020 | 3 | 🗸 | 🗸 | 🗸 | ||||||
| [20]—2019 | 2 | 🗸 | 🗸 | |||||||
| [21]—2019 | 2 | 🗸 | 🗸 | |||||||
| [22]—2019 | 4 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [23]—2017 | 4 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [24]—2017 | 6 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | |||
| [25]—2016 | 6 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [26]—2016 | 7 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸🗸 | 🗸 | |||
| [27]—2016 | 0 | |||||||||
| [28]—2014 | 4 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [29]—2011 | 5 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [30]—2011 | 11 | 🗸🗸 | 🗸 | 🗸🗸🗸 | 🗸 | 🗸🗸 | 🗸 | 🗸 | ||
| [31]—2011 | 4 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [32]—2009 | 6 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸🗸 | ||||
| [33]—2008 | 4 | 🗸 | 🗸 | 🗸 | 🗸 | |||||
| [34]—2008 | 3 | 🗸 | 🗸 | 🗸 | ||||||
| [35]—2008 | 3 | 🗸 | 🗸 | 🗸 | ||||||
| [36]—2007 | 3 | 🗸 | 🗸 | 🗸 | ||||||
| Frequency | 13 | 15 | 17 | 12 | 4 | 6 | 2 | 4 | 2 | |
🗸 = Only one constraint of this type; 🗸🗸 = two constraints of this type; 🗸🗸🗸 = three constraints of this type.
Table 4.
Methodologies.
Table 4.
Methodologies.
| [Ref] | Exact Method | Metaheuristic |
|---|---|---|
| [18]—2023 | Not used | BWO |
| [19]—2020 | Not used | GA |
| [20]—2019 | Not used | GA-KA-RDA |
| [21]—2019 | Not used | NSGA-II |
| [22]—2019 | Not used | CS |
| [23]—2017 | Not used | CSA |
| [24]—2017 | -constraint method | MOICA |
| [25]—2016 | Not used | SA-GA |
| [26]—2016 | RO | Not used |
| [27]—2016 | SCM | Not used |
| [28]—2014 | Not used | SA |
| [29]—2011 | -constraint method | Not used |
| [30]—2011 | Not used | SA-GA |
| [31]—2011 | Not used | TS-GA |
| [32]—2009 | -constraint method | Not used |
| [33]—2008 | Not used | SA-GA-MA |
| [34]—2008 | -constraint method | Not used |
| [35]—2008 | Not used | Not used |
| [36]—2007 | -constraint method | Not used |
Among these parameters, the most common in all the articles are as follows: “Number of machines”, “Number of parts”, “Demand per part/Production volume”, and “Process time/Operation per part on one machine”. Conversely, the least utilized parameters from the list are the following:
- Number of cells:In most cases, the cells are calculated as part of the model’s objectives, which implies that the calculation begins without knowing the number of cells. Ultimately, the model specifies how many cells are optimal for the case studied.
- Number of routes: This could be because, in certain cases, production routes are not defined with fixed production lines and specific machines. Instead, routes stem from machines’ capability to perform the required operations using a specific part. In this context, multiple machines may be available, but only the one capable of carrying out a necessary production operation for one or several parts is selected.
Some notable aspects include the absence of upper limits on machines per cell, which correlates with the omission of an assigned cell number. This interpretation is evident in studies [21,27]. Furthermore, only one study [21] refrains from utilizing a defined cost for intercellular movements. The reason is that the model primarily focuses on workload rather than intercellular movements.
The Mean Time Between Failure (MTBF) is a metric that measures the reliability of a system, indicating the average time between failures during its normal operation. It is calculated by dividing the total operating time by the number of failures that occur. A high MTBF suggests greater reliability, aiding in maintenance planning and design improvement. The incorporation of reliability is closely associated with the MTBF, as depicted in Table 1, with two exceptions, which are as follows:
- Create a specific preventive maintenance plan to prevent unexpected failures [21].
- Consider using outsourcing to address the case of a failure occurring. The researcher believes this allows the model’s reliability to be maintained [25].
3.2. Objective Function
The objective function, a mathematical expression within an optimization problem, serves to maximize or minimize according to the problem’s goal [37]. Within the 19 articles analyzed in this review, a total of 33 types of objectives were identified. These objectives were categorized based on the optimization goals pursued by the articles. It is noteworthy that many studies present multiple objectives to minimize or maximize within the same article. For instance, ref. [18] simultaneously minimizes intercellular movement costs and machine breakdown costs within a single objective function. The majority of functions aim to minimize costs, with 27 out of the 33 types targeting various cost reductions.
Moreover, the objectives of the functions also encompass minimizing time (three objectives), maximizing system and cell reliability (two objectives), and, lastly, minimizing the “System Reliability Index” (SRI) (one objective). The SRI is alternatively known as the “Logarithmic Reliability Index” (LIR) or “System Failure Range” (SFR). For further elucidation, Table 2 presents the ten most frequently utilized types of objectives within the objective functions presented in the 19 articles under review. Notably, article [21] does not employ any objective from Table 2. Instead, it prioritizes minimizing loading time while concurrently maximizing cell reliability.
The most commonly used objective type involves minimizing costs associated with intercellular movements. This objective is prevalent in all studies except [21], which do not focus on penalties or cost minimization but rather on time considerations. Another widely utilized cost-related function is the breakdown (BD) cost. BD is integrated into reliability calculations akin to the LIR. The minimization of BD is evident in 12 studies, while LIR minimization is present in 4 studies. Additionally, apart from BD and LIR, three studies incorporate other methods for reliability calculation or consideration. The referenced articles are as follows:
- Addresses the increase in the reliability of a workstation [21].
- Considers outsourcing as a method to address breakdowns [25].
- Focuses on considering the overall system reliability [32].
3.3. Constraints
As discussed in [38], constraints represent the conditions that pose boundaries to the feasible solutions of an optimization problem. These conditions, whether equalities or inequalities, delineate the limitations of the problem under scrutiny, specifically in our case, the CFP. A total of 29 types of constraints were identified. Table 3 is provided to aid in the classification and identification of these constraints. It is pertinent to note that this table exclusively includes constraints that manifest in more than one article.
Upon examining the data from Table 3, it becomes apparent that the article leveraging the selected constraints most extensively is [30], incorporating a total of 11 constraints across seven types. Additionally, it is noteworthy that this same study identifies a total of 26 types of constraints. Similarly, the most commonly employed type of constraint is the upper limit of machines per cell, featured in 17 out of the 19 articles encompassed in this review.
Furthermore, it is significant to acknowledge that article [27] omits constraints as it employs the “Similarity Coefficient” (SCM). The SCM, introduced by Jaccard in [39], serves as a rudimentary metric utilizing binary data to assess similarity between machines. It is imperative to clarify that the SCM assesses similarity solely based on the number of part types visited by the machines without considering other production data, such as the lot size and tools requirement.
Finally, two types of relationships can be identified in Table 3:
- Demand constraints only appear when capacity constraints are also present, indicating that in these studies, demand is dependent on the production capacity of the machines.
- Lower limit constraints only appear when upper limit constraints are present, indicating a priority in avoiding exceeding the capacity of a machine cell.
3.4. Methodology
Previously, in the context of GCFP, exact methodologies predominated, as noted by [40], referring to methods that determine the optimal solution to the problem under examination. However, over time, the volume of information and data utilized by GCFP has significantly increased, rendering Exact Methods susceptible to computational times that may become excessive. Consequently, metaheuristics assume significance in achieving favorable outcomes within feasible timeframes. According to [41], metaheuristics constitute iterative generation methods that steer a heuristic through intelligent amalgamation of diverse concepts, thereby exploring and exploiting a search space intrinsic to the problem at hand. Table 4 illustrates the transition in methodologies over time, shifting from Exact Methods to metaheuristics.
In Table 4, it is evident that the most commonly employed exact method is the “-constraint” method, featured in [24,29,32,34,36]. The “-constraint” method comprises specific steps and is tailored for multi-objective functions. Initially, one objective is selected, and the remaining objectives are converted into constraints. Subsequently, by enforcing these constraints, the solution space is constrained until no feasible solutions remain, thereby delineating a well-defined boundary to identify the optimal solution for all initial participating functions [42].
It is important to note that the “-constraint” method has limitations and is best suited for small instances. Alternatively, solvers such as LINear Generalize Optimizer (LINGO) or General Algebraic Modeling System (GAMS) can be utilized to ascertain optimal solutions. In the case of [35], the study employed only LINGO as the resolution method. While these solvers can identify the optimal solution if it exists, their application may become impractical due to the computational time required for large instances. Hence, metaheuristics emerge as a viable alternative for such scenarios.
Metaheuristics Used
The employed metaheuristics are outlined alongside their years of origin and corresponding technical methodologies:
- Genetic algorithm (1975)—[19,20,25,30,31,33]: As described in [43], a genetic algorithm (GA) is a computational model inspired by biological evolution capable of representing solutions to various problems, game strategies, visual images, or computer programs. Solutions are stored in a computer’s memory and undergo gradual modifications over time, akin to how populations of individuals evolve through natural selection.
- -
- The GA typically commences by initializing a population of random individuals. Subsequently, over a fixed number of generations, the algorithm iterates through the following steps: evaluating the fitness of each individual in the population, selecting parents for reproduction utilizing a selection method (such as roulette wheel or tournament), applying genetic operators like crossover and mutation to generate a new population of offspring, and replacing the old population with the new offspring population. Optionally, the algorithm may incorporate elitism operators or survival selection methods to retain certain individuals from the previous generation in the subsequent one. Moreover, diversification techniques or convergence control methods may be incorporated. Finally, the algorithm yields the best-found individual or the final population.
- Simulated annealing (1983)—[25,28,30,33]: As elucidated in [44], this metaheuristic (SA) emulates the physical process wherein a solid within a heat bath is heated to a maximum value, causing all particles of the solid to arrange in the liquid phase randomly. Subsequently, the cooling process commences by gradually reducing the temperature of the heat bath. Consequently, all particles settle into the fundamental low-energy state of the corresponding lattice, provided the maximum temperature is sufficiently high and the cooling is sufficiently gradual.
- -
- SA initiates with a random or predetermined initial state and specifies an initial temperature and cooling factor. The algorithm iterates until a stopping criterion is satisfied: it generates a new neighboring state by randomly perturbing the current state, calculates the energy difference between the new state and the current state, and then, if the energy difference is negative or less than an acceptance value, accepts the new state as the current state. Otherwise, it computes the probability of accepting the new state based on the energy difference and the current temperature, generates a random number between 0 and 1, and, if the random number is less than the acceptance probability, accepts the new state as the current state. Subsequently, the temperature is reduced according to the cooling factor. Finally, the algorithm returns the best-found state or the final state.
- Tabu search (1986)—[31]: Embedded within problem solving strategies are approaches that merge adaptive memory with responsive exploration [45]. Within this framework, the adaptive memory component of tabu search (TS) facilitates the use of gathered information to direct local choices during the search process. Emphasizing responsive exploration is predicated on the belief that suboptimal strategic decisions often yield more informative outcomes than random selections.
- -
- TS begins with a random or predetermined initial solution and initializes an empty tabu list. The algorithm iterates until a stopping criterion is met: it generates a list of available moves from the current state, applies an aspiration criterion if necessary to permit tabu moves leading to a superior solution, selects the best available move not present in the tabu list, adds the move to the tabu list, applies the move to obtain a new state, updates the best-found solution if the new state surpasses the current best solution, and removes old moves from the tabu list if they have exceeded a certain time or iteration limit. Finally, the algorithm returns the best-found solution.
- Memetic algorithm (1989)—[33]: The MA is a metaheuristic combining elements of genetic algorithms and local search, as outlined by [46]. These algorithms utilize a population of solutions, along with crossover and mutation, akin to genetic algorithms (GAs). However, what sets apart a memetic algorithm is the incorporation of a local improvement phase. Following the application of genetic operators, local search steps are executed on the generated solutions to enhance their quality. This local search aids in refining the solutions and prevents the algorithm from stagnating in suboptimal local optima.
- -
- The MA initializes with a population of random individuals. Subsequently, over a fixed number of generations, the algorithm iterates as follows: for each individual in the population, it applies local improvement operators (such as local search, heuristics, or algorithms), evaluates the fitness of each individual, selects parents for reproduction using a selection method (such as roulette wheel or tournament), applies genetic operators such as crossover and mutation to generate a new population of offspring, and replaces the old population with the new offspring population. Optionally, the algorithm may incorporate elitism operators or survival selection methods to retain certain individuals from the previous generation in the subsequent one. Moreover, diversification techniques or convergence control methods may be employed. Finally, the algorithm returns the best-found individual or the final population.
- Non-Dominated Sorting Genetic Algorithm-II (2002)—[21]: As expounded by [47], the NSGA-II (Non-Dominated Sorting Genetic Algorithm-II) is inspired by the NSGA, a prevalent genetic algorithm based on non-domination for multi-objective optimization. While the NSGA is highly effective, it has been criticized for its computational complexity, lack of elitism, and the necessity to choose the optimal value of its sharing parameter. In response, a modified version was developed—NSGA-II—featuring an improved sorting algorithm, incorporation of elitism, and elimination of the need to preselect the sharing parameter.
- -
- The NSGA-II commences by initializing a population of random individuals. Then, over a fixed number of generations, the algorithm iterates: creating an empty population of offspring, performing parent selection operations (e.g., binary tournament) to choose parents for reproduction, applying crossover and mutation operators to generate offspring, combining the current population with the offspring population to form a combined population, performing non-dominated sorting on the combined population, selecting the best non-dominated individuals until the population is full, applying elitism operators or survival selection methods to maintain diversity, and optionally applying diversification techniques or convergence control. Finally, the algorithm returns the set of non-dominated solutions found.
- Cuckoo search (2009)—[22]: CS is an algorithm inspired by nature and developed based on the breeding behavior of cuckoo birds, as elucidated by [48]. Cuckoos adopt solutions as cuckoo eggs, laying their fertilized eggs in the nests of other cuckoos with the expectation that surrogate parents will nurture their offspring. Upon discovering foreign eggs in their nests, cuckoos either eject them or abandon the nest.
- -
- CS commences by initializing a population of random cuckoo nests. Subsequently, it iterates until a stopping criterion is met: for each cuckoo nest, it evaluates the quality of the nest (solution), generates a new cuckoo nest through a random flight, and assesses if the new nest is superior to the current one. If it is, the current nest is replaced with the new one; otherwise, if a cuckoo discovers a better nest, it abandons its egg (new solution) in the nest, replacing the existing egg (solution) with the new one (new solution). The population of nests is then updated using the Levy flight operator or another random search method, removing less-fit nests and optionally applying diversification techniques or convergence control. Finally, the best nest (solution) found is returned.
- Multi-objective imperialist competitive algorithm (2013)—[24]: As detailed by [49], the MOICA generates potential solutions termed as “countries”. Based on their merits, any country can assume the role of an imperialist or a colony. The most powerful countries are designated as imperialists, forming empires by exerting control over colonies. Subsequently, imperialist competition ensues among these empires, resulting in the dominance of a single empire.
- -
- The MOICA initializes a population comprising both imperialist countries and colonies, all randomly generated. It iterates until a stopping criterion is satisfied. For each imperialist, fitness is computed based on their objectives. Then, for each colony of every imperialist, the fitness of the colony is calculated, and the colony’s position is updated using local search operators. If the colony outperforms its imperialist in fitness, it supersedes the imperialist. The algorithm employs selection operators for both imperialists and colonies, alongside migration operators between them. It updates the positions of each imperialist and colony based on movement operators and applies techniques for diversification or convergence control. Finally, it returns the set of Pareto solutions found.
- Keshtel algorithm (2013)—[20]: This metaheuristic (KA) is inspired by the feeding behavior of Keshtel ducks, scientifically known as “Anas clypeata”, as detailed in [50]. Keshtels, a species of dabbling duck belonging to the Anas family, are commonly found in the northern regions of Iran. Characterized by distinctive large spoon-shaped bills, Keshtels exhibit unique feeding behavior, skimming the water’s surface in shallow lakes. They often form large flocks and migrate seasonally, primarily inhabiting sheltered wetlands or lakes where they feed on seeds and aquatic invertebrates. During foraging, Keshtels efficiently sift through water using their specialized bills equipped with comb-like teeth called lamellae, facilitating food particle filtration. Water is drawn in at the tip of the bill, filtered through the lamellae to capture food, and then expelled at the base.
- -
- The KA begins with an initial population of Keshtels introduced into a virtual lake to explore potential solutions. Keshtels that discover superior food sources upon landing are designated as lucky Keshtels and attract neighboring Keshtels. If a lucky Keshtel finds a superior food source, it and its neighbors relocate. Once local food is depleted, lucky Keshtels disperse, venturing in different directions to seek new sources. Some Keshtels explore uncharted areas, while others migrate to alternative territories or lakes. The positioning of a Keshtel in the lake represents a potential solution, with food source quality indicative of cost minimization in the objective function.
- Red Deer Algorithm (2016)—[20]: This metaheuristic (RDA) is inspired by the mating dynamics of Scottish Red Deer, as outlined in [51]. Red Deer, typically found in woodland and moorland habitats, are selective grazers, feeding on grasses, sedges, heathers, and woody species. Although widely distributed across Scotland, they are absent from certain regions, such as the Northern Isles and much of the central belt and southeast. During the breeding season, male Red Deer engage in loud roaring behavior, with females preferring higher roaring rates associated with greater reproductive success and fighting ability. Female choice may reflect a preference for successful males or those easily located, with competition between males influencing mating patterns.
- -
- The RDA initiates with an initial population of Red Deer, comprising selected individuals as male Red Deer and the remainder termed hinds. After displays of roaring and fighting, harems, groups of hinds, are formed and allocated among male Red Deer based on their abilities, characterized by grace and power. These attributes correspond to the fitness value in genetic algorithms, inversely proportional to roaring abilities, functioning as a means of local search. During fights, two males compete, with the victor selected as the better option at each level. The male Red Deer then redistributes all harems, and the male commanding a harem mates with a percentage of the hinds within it and from other harems. They also mate with the nearest hind, simulating the process of generating new solutions akin to the offspring of Red Deer in a generation.
- Black widow optimizer (2020)—[18]: Developed by [52], this metaheuristic (BWO) operates on a population-based approach and draws inspiration from the mating behavior observed in black widow spiders in their natural environment. During the black widow mating season, the female spider constructs a web and strategically marks specific areas to attract potential mates. Once a male enters the web, it discourages other males from attempting to enter. A noteworthy aspect of black widow mating behavior is the possibility of the female consuming the male, either during or after copulation. Following mating, the female proceeds to deposit eggs into her egg sac. Upon hatching, sibling cannibalism often occurs, with the mother sometimes participating in this process. This phenomenon of cannibalism ultimately promotes the survival of the fittest offspring.
- -
- BWO begins by initializing a population of spiders (representing potential solutions) randomly within the search space. It iterates until a stopping criterion is reached. Each spider’s quality, reflecting its corresponding solution, is evaluated in every iteration. The two best-performing spiders are selected as parents, and they are combined to generate offspring, representing potential solutions. The quality of the offspring is evaluated, and the weaker parent and offspring are removed from the population. Furthermore, a certain number of spiders undergo mutation to prevent local optima, and the quality of the mutated spiders is assessed. Finally, the new population is selected from the surviving spiders (including the stronger parent, offspring, and mutated spiders) based on their quality. This process continues iteratively until the stopping criterion is met, ultimately returning the best solution found.
4. Main Insights Collected
Upon conducting a thorough analysis of the 19 articles, several noteworthy aspects have been identified that are worth mentioning and sharing.
4.1. Line Stoppage after Machine Downtime
Not considering production interruption following a machine failure should be viewed as a critical oversight, one that some studies fail to acknowledge. This oversight is comparable to assuming that machines are always infallible, which is far from the truth in practice [27].
Overlooking the possibility that a failure could halt the flow and operation of the production line ignores a fundamental aspect of production management. Failures are inevitable in any industrial environment, whether due to wear and tear, human error, or unexpected problems.
Therefore, the ability to detect and respond effectively to these failures is essential to maintaining production efficiency and quality. Assuming that machines are always reliable is an unrealistic approach that can lead to poor planning and inadequate preparation for unforeseen events. In reality, all machines are susceptible to failure at some point [18], so having a contingency plan in place to deal with these eventualities is crucial for business continuity.
Research and production management approaches must recognize the significance of considering the possibility of stopping production lines following a failure. This realistic approach allows for more robust planning and a more effective response to the challenges that inevitably arise in any manufacturing environment. Rather than assuming machine perfection, it is wiser to prepare for contingencies and develop strategies that minimize the impact of failures on production. By doing so, the overall efficiency and reliability of the manufacturing process can be significantly improved.
4.2. MTTR
The “Mean Time To Repair”, or MTTR, as defined in [53], refers to the average time required to perform a repair. It is a metric indicating the efficiency of a system’s repair process, calculated as the total repair time divided by the total number of failures. A lower MTTR signifies a quicker response to failures and greater efficiency in issue resolution, crucial for minimizing downtime and maintaining system operability. In recent years, researchers have realized the importance of incorporating MTTR into their models and calculations related to GCFP, alternative routes, and machine reliability.
However, it has been noticed that only a small number of studies have integrated MTTR into their models, with most focusing solely on specific aspects of machine availability and the temporal effects of failures on the production process.
For example, studies like [29,36] highlight the significance of MTTR in calculating machine availability, recognizing that the speed at which machines can be repaired directly impacts their operational availability.
Moreover, a study conducted by [30] explored the downtime caused by machine failures. It emphasized the need to consider the time required to repair machines as an essential component of production planning and analysis.
Similarly, the research conducted by [34] focused on the temporal effects of machine failures on processing time and acknowledged the crucial role that MTTR plays in managing downtime and production planning.
These examples demonstrate the importance of incorporating MTTR more broadly into the models and calculations used in research related to GCFP and machine reliability. By doing so, the accuracy and utility of these models for manufacturing process planning and optimization can be substantially improved, enabling more effective resource management and reducing unplanned downtime.
4.3. Multiple Periods in the Models
The consideration of models that incorporate dynamism or multiple periods for different parameters, such as market demand or system reliability, has emerged as a crucial research area in cellular manufacturing and related fields. This approach involves analyzing and understanding the variability and evolution over time of these key parameters, enabling better adaptation and decision making in highly dynamic production environments.
Although cellular manufacturing has been widely recognized for its ability to enhance efficiency and flexibility in production processes, its effective implementation faces challenges related to managing variable demand and system reliability, as well as the behavior of reliability over time. Only a limited set of five articles has delved into this specific aspect, underscoring its importance and both theoretical and practical implications in the context of cellular manufacturing. The five referenced articles are [19,25,26,29,30].
These studies have revealed how the inclusion of multiple periods or dynamic analysis can impact the effectiveness and efficiency of cellular manufacturing systems. By considering the variability, the changing nature of demand and challenges related to system reliability can be more accurately captured, leading to more effective planning and operation of manufacturing cells.
However, despite its importance, research in this field is still in its early stages. Greater effort is required to develop and validate models that effectively incorporate temporal dynamism in a variety of cellular manufacturing contexts, from demand management to capacity planning and production scheduling. These additional efforts can significantly contribute to improving understanding and predictive capability in manufacturing environments characterized by variability and complexity.
4.4. Most Commonly Used Model
The most predominant and widely used model in the articles reviewed for this study is the one proposed in [35]. The investigations that made use of the mathematical model were [18,22,23,28,31,33,34]. The model has been adopted as a fundamental tool in optimizing cellular manufacturing systems. Its main function is to minimize the sum of two types of costs: the costs associated with movements between manufacturing cells or intercellular movements (ICMs) and the costs resulting from potential machine failures. Below, we present the objective function of this model in Equation (1). The model components are shown below:
4.4.1. Model Assumptions
The assumptions used are as follows:
- The total number of cells is defined;
- The lower limit of machines per cell is known;
- The upper limit of machines per cell is known;
- Each part has at least one process route, but only a single route can be selected;
- Each route has different operations with ordered sequences, and machines perform these operations. The sequence must be taken into account, as it will help determine when a part passes from one cell to another, in addition to collaborating with the calculation of material handling costs;
- Each type of part has its time of operation (or processing) in each machine;
- Multiple identical machines were not considered;
- The production demand of each part is known and said demand is also deterministic;
- The Mean Time Between Failures (MTBFs) was used for the machine reliability calculation.
4.4.2. Parameters
The parameters considered are as follows:
| m: | Quantity of machines; |
| n: | Quantity of parts; |
| c: | Quantity of cells; |
| r: | Total quantity of routes; |
| : | Part i production volume; |
| : | Quantity of routes per part i; |
| : | Lower limit of the quantity of machines in cell l; |
| : | Upper limit of the quantity of machines in cell l; |
| : | Quantity of machines in route j of part i; |
| , ,…, : | Machines index of route j of part i; |
| : | Duration required for processing a part i on machine k; |
| : | Cost associated with machine k breakdown; |
| : | Cost associated with intercellular movement for part i in route j; |
| : | Mean time between failure of machine k. |
4.4.3. Variables
The decision variables are as follows:
4.4.4. Mathematical Model
The following development illustrates the objective function and constraints: Equation (1) consists of two components that calculate intercellular movement costs and machine breakdown costs.
This is subject to:
Equation (2) specifies that only one route per part can be selected, while Equation (3) limits each machine to one cell. Equations (4) and (5), presented as equations, establish the maximum and minimum number of machines allowed per cell. Equation (6) indicates that an intercellular move occurs from a selected part’s chosen path, and Equation (7) states that intercellular movement is only possible if the cell and machine are already selected. Equation (8) requires the target machine of intercellular movement to differ from the originating machine’s cell. Equation (9) specifies that intercellular movement must originate from a route starting at a preselected cell’s machine and ending at a different cell’s machine. Equation (10) denotes that the variables are binary.
Numerous studies have employed this model to address various applications and issues in the cellular manufacturing field, including [18,22,23,28,31,33,34]. Each of these articles uses the model proposed in [35] as a foundation to explore and solve unique challenges related to optimizing cellular manufacturing systems, contributing to the field’s knowledge advancement.
4.5. Lower Limit of Machines per Cell
It is worth noting that within the realm of restrictions, little attention has been paid to establishing a minimum number of machines assigned per cell. This omission is significant because without a lower limit, an excessive number of cells may be generated, potentially resulting in a cell being created for every machine. Such an incidence could happen when the costs associated with moving between cells are undervalued, leading to a situation where they are very small or even zero. The need for a lower limit on the number of machines per cell raises questions about the effectiveness and feasibility of the proposed design. It is essential to consider the optimal relationship between the number of machines and the cell’s size to ensure a balanced workload distribution and maximize operational efficiency. Ignoring this constraint could compromise the cellular manufacturing system’s ability to achieve its performance and efficiency goals. To summarize, it is crucial to establish a lower limit for the number of machines assigned per cell when designing and implementing cellular manufacturing systems. This constraint plays a critical role in configuring the system correctly and optimizing the available resources, ultimately contributing to improved performance and competitiveness in the production process.
4.6. Metaheuristics as a Resolution Method for the GCFP
Combinatorial problems, like the GCFP, are known to be highly complex, as noted in studies such as [54,55]. In fact, the GCFP has been classified as an NP-Hard problem [56] by research like [24]. Consequently, resolving such problems can be quite challenging since NP-Hard problems lack efficient solution algorithms and may require exponential computational time to solve.
According to research like [57], there are two main approaches to solving NP-Hard optimization problems: “Exact Methods” and “Approximate Methods”. Exact Methods attempt to find the optimal solution by exhaustively exploring all possible solutions, which can be quite computation-heavy. However, in some cases, such an exhaustive search may be impractical due to the exponential growth of the search space. Unlimited growth can lead to even Exact Methods not finding a solution in a reasonable time.
On the other hand, Approximate Methods, such as metaheuristics, offer a viable alternative for solving NP-Hard problems. These methods aim to find acceptable solutions in a reasonable time, although they do not guarantee optimal solutions. Metaheuristics are particularly popular due to their ability to extensively explore the search space and find high-quality solutions in complex combinatorial problems like the GCFP.
4.7. The Lack of Applicability in Real Industrial Environments
It is worth noting that some studies, including [22,23], have acknowledged the challenges in implementing their mathematical models in industrial settings due to the extensive data requirements. This insight demonstrates a deep understanding of the practical obstacles that can arise despite the theoretical soundness of these models. Balancing model complexity and data availability ensures the relevance and usefulness of heuristics in real-world cellular manufacturing in tackling pragmatic, industry-specific approaches.
5. Conclusions
According to the findings of this review, the potential for exploring alternative routes and machine reliability in the CFP still needs to be explored. With a wide range of research resolutions presented, it is difficult to determine which is the best or most comprehensive. However, by combining certain studies, new models and methodologies can be generated, further advancing this field of study. A prime example is seen in [20], which utilized multiple metaheuristics for investigation, or in the case of [18], where the proposed model by [35] was combined with a new metaheuristic (BWO) in the realm of the CFP.
Regarding the research question, we can ascertain that the most commonly used parameters include the number of machines, while objectives focus on minimizing the intercellular movement cost. Constraints primarily relate to the upper limit of machines, and the predominant resolution methodology is the genetic algorithm (GA).
In terms of current and future methodologies, Artificial Intelligence (AI) can be employed to address the CFP in various ways, as it has made enormous advances in recent years [58], enhancing the efficiency and effectiveness of cell formation. Research such as [59] indicates that metaheuristics like the GA are considered one of the primary artificial intelligence and machine learning techniques today. Similarly, studies such as [60] combine PSO with AI to solve the CFP.
It is important to note that researchers have identified machine breakdowns as a critical factor in the GCFP. Failing to account for this aspect could result in unforeseen costs that have a significant impact on the final cost. Moreover, experts such as [27,32] recommend considering machine duplication when generating cells. This approach can reduce intercellular movement costs by including the same type of machine in different cells. Looking ahead, researchers should consider parameters such as demand and capacity, as well as the number of cells, from an uncertainty perspective. It is also essential to consider the costs of labor in conjunction with intracellular costs. In this context, incorporating multiperiod dynamism is crucial, as it is unreasonable to assume that parameters will remain constant over time, especially in areas such as demand or MTBF, which decrease as the machine lifecycle progresses.
It is important to bear in mind that when a machine stops working, it also causes the production line to come to a halt. In situations where production is linear, the failure of a machine results in the automatic cessation of part production for that line until the necessary repair or replacement of the machine (which is less likely) is carried out. Losses owing to machine stoppage have been observed in a similar scenario described in reference [34].
Author Contributions
Conceptualization, O.D., M.S. and P.F.-T.; Methodology, P.F.-T.; Validation, O.D. and M.S.; Investigation, P.F.-T. and O.D.; Writing—original draft, P.F.-T.; Writing—review & editing, O.D. and M.S.; Supervision, O.D. and M.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sarin, S.; Jain, P.K. A review on the developments of machine-cell formation problem in cellular manufacturing systems. Benchmarking Int. J. 2018, 25, 172–194. [Google Scholar]
- Albadawi, A.; Salman, A.; Essam, D. A comprehensive review of cell formation techniques in cellular manufacturing. Int. J. Adv. Manuf. Technol. 2019, 100, 1–24. [Google Scholar]
- Surynek, P. Compact representations of cooperative path-finding as SAT based on matchings in bipartite graphs. In Proceedings of the 2014 IEEE 26th International Conference on Tools with Artificial Intelligence, Limassol, Cyprus, 10–12 November 2014; pp. 875–882. [Google Scholar]
- Kumar, P.; Pant, M. A review on machine cell formation techniques for cellular manufacturing systems. Procedia Manuf. 2017, 11, 1675–1686. [Google Scholar]
- Gen, M.; Cheng, R.; Lin, L. A survey of cellular manufacturing systems. Int. J. Prod. Res. 2019, 572, 604–626. [Google Scholar]
- Henriques, A.; Richardson, J. The Triple Bottom Line: Does It All Add Up; Routledge: Abingdon, UK, 2013. [Google Scholar]
- Gupta, S.; Verma, R.; Agrawal, R. A Review on Recent Developments in Cellular Manufacturing Systems. Mater. Today Proc. 2020, 33, 1076–1081. [Google Scholar]
- Kusiak, A. The generalized group technology concept. Int. J. Prod. Res. 1987, 25, 561–569. [Google Scholar] [CrossRef]
- Kapur, K.C.; Pecht, M. Reliability Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Blache, K.M.; Shrivastava, A.B. Defining failure of manufacturing machinery and equipment. In Proceedings of the Annual Reliability and Maintainability Symposium (RAMS), Anaheim, CA, USA, 24–27 January 1994; pp. 69–75. [Google Scholar]
- Moher, D.; Liberati, A.; Tetzlaff, J.; Altman, D.G.; Group, P. Preferred reporting items for systematic reviews and meta-analyses: The PRISMA statement. Int. J. Surg. 2010, 8, 336–341. [Google Scholar] [CrossRef] [PubMed]
- Dekkers, R. Group technology: Amalgamation with design of organisational structures. Int. J. Prod. Econ. 2018, 200, 262–277. [Google Scholar] [CrossRef]
- del Pozo-Antúnez, J.J.; Fernández-Navarro, F.; Molina-Sánchez, H.; Ariza-Montes, A.; Carbonero-Ruz, M. The machine-part cell formation problem with non-binary values: A milp model and a case of study in the accounting profession. Mathematics 2021, 9, 1768. [Google Scholar] [CrossRef]
- Liu, C.; Wang, J.; Leung, J.Y.T. Integrated bacteria foraging algorithm for cellular manufacturing in supply chain considering facility transfer and production planning. Appl. Soft Comput. 2018, 62, 602–618. [Google Scholar] [CrossRef]
- Rostami, A.; Paydar, M.M.; Asadi-Gangraj, E. A hybrid genetic algorithm for integrating virtual cellular manufacturing with supply chain management considering new product development. Comput. Ind. Eng. 2020, 145, 106565. [Google Scholar] [CrossRef]
- Salimpour, S.; Pourvaziri, H.; Azab, A. Semi-robust layout design for cellular manufacturing in a dynamic environment. Comput. Oper. Res. 2021, 133, 105367. [Google Scholar] [CrossRef]
- Bazaraa, M.S.; Jarvis, J.J.; Sherali, H.D. Linear Programming and Network Flows; John Wiley and Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Figueroa-Torrez, P.; Durán, O.; Crawford, B.; Cisternas-Caneo, F. A Binary Black Widow Optimization Algorithm for Addressing the Cell Formation Problem Involving Alternative Routes and Machine Reliability. Mathematics 2023, 11, 3475. [Google Scholar] [CrossRef]
- Rafiee, M.; Mohamaditalab, A. Investigation into skill leveled operators in a multi-period cellular manufacturing system with the existence of multi-functional machines. Sci. Iran. 2020, 27, 3219–3232. [Google Scholar] [CrossRef]
- Golmohammadi, A.M.; Honarvar, M.; Guangdong, G.; Hosseini-Nasab, H. A new mathematical model for integration of cell formation with machine layout and cell layout by considering alternative process routing reliability; A novel hybrid metaheuristic. Int. J. Ind. Eng. Prod. Res. 2019, 30, 405–427. [Google Scholar]
- Souier, M.; Dahane, M.; Maliki, F. An NSGA-II-based multiobjective approach for real-time routing selection in a flexible manufacturing system under uncertainty and reliability constraints. Int. J. Adv. Manuf. Technol. 2019, 100, 2813–2829. [Google Scholar] [CrossRef]
- Karoum, B.; Elbenani, Y.B. Optimization of the material handling costs and the machine reliability in cellular manufacturing system using cuckoo search algorithm. Neural Comput. Appl. 2019, 31, 3743–3757. [Google Scholar] [CrossRef]
- Karoum, B.; Elbenani, Y.B. A clonal selection algorithm for the generalized cell formation problem considering machine reliability and alternative routings. Prod. Eng. 2017, 11, 545–556. [Google Scholar] [CrossRef]
- Shirzadi, S.; Tavakkoli-Moghaddam, R.; Kia, R.; Mohammadi, M. A multi-objective imperialist competitive algorithm for integrating intra-cell layout and processing route reliability in a cellular manufacturing system. Int. J. Comput. Integr. Manuf. 2017, 30, 839–855. [Google Scholar] [CrossRef]
- Deep, K.; Singh, P.K. Dynamic cellular manufacturing system design considering alternative routing and part operation tradeoff using simulated annealing based genetic algorithm. Sādhanā 2016, 41, 1063–1079. [Google Scholar] [CrossRef]
- Sakhaii, M.; Tavakkoli-Moghaddam, R.; Bagheri, M.; Vatani, B. A robust optimization approach for an integrated dynamic cellular manufacturing system and production planning with unreliable machines. Appl. Math. Model. 2016, 40, 169–191. [Google Scholar] [CrossRef]
- Alhourani, F. Cellular manufacturing system design considering machines reliability and parts alternative process routings. Int. J. Prod. Res. 2016, 54, 846–863. [Google Scholar] [CrossRef]
- Jouzdani, J.; Barzinpour, F.; Shafia, M.A.; Fathian, M. Applying simulated annealing to a generalized cell formation problem considering alternative routings and machine reliability. Asia-Pac. J. Oper. Res. 2014, 31, 1450021. [Google Scholar] [CrossRef]
- Das, K.; Abdul-Kader, W. Consideration of dynamic changes in machine reliability and part demand: A cellular manufacturing systems design model. Int. J. Prod. Res. 2011, 49, 2123–2142. [Google Scholar] [CrossRef]
- Saxena, L.K.; Jain, P.K. Dynamic cellular manufacturing systems design—A comprehensive model. Int. J. Adv. Manuf. Technol. 2011, 53, 11–34. [Google Scholar] [CrossRef]
- Chung, S.H.; Wu, T.H.; Chang, C.C. An efficient tabu search algorithm to the cell formation problem with alternative routings and machine reliability considerations. Comput. Ind. Eng. 2011, 60, 7–15. [Google Scholar] [CrossRef]
- Safaei, N.; Tavakkoli-Moghaddam, R.; Sassani, F. A series—Parallel redundant reliability system for cellular manufacturing design. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2009, 223, 233–250. [Google Scholar] [CrossRef]
- Jabalameli, M.S.; Arkat, J.; Sakri, M.S. Applying metaheuristics in the generalized cell formation problem considering machine reliability. J. Chin. Inst. Ind. Eng. 2008, 25, 261–274. [Google Scholar] [CrossRef]
- Jabal Ameli, M.S.; Arkat, J.; Barzinpour, F. Modelling the effects of machine breakdowns in the generalized cell formation problem. Int. J. Adv. Manuf. Technol. 2008, 39, 838–850. [Google Scholar] [CrossRef]
- Saeed Jabal Ameli, M.; Arkat, J. Cell formation with alternative process routings and machine reliability consideration. Int. J. Adv. Manuf. Technol. 2008, 35, 761–768. [Google Scholar] [CrossRef]
- Das, K.; Lashkari, R.S.; Sengupta, S. Reliability consideration in the design and analysis of cellular manufacturing systems. Int. J. Prod. Econ. 2007, 105, 243–262. [Google Scholar] [CrossRef]
- Winston, W.L. Operations Research: Applications and Algorithm; Thomson Learning, Inc.: Chicago, IN, USA, 2004. [Google Scholar]
- Taha, H.A. Operations Research: An Introduction; Pearson Education India: Hoboken, NJ, USA, 2013. [Google Scholar]
- Jaccard, T.J. Étude comparative de la distribution florale dans une portion des Alpes et des Jura. Bull. Société Vaudoise Sci. Nat. 1901, 37, 547–579. [Google Scholar]
- Jourdan, L.; Basseur, M.; Talbi, E.G. Hybridizing exact methods and metaheuristics: A taxonomy. Eur. J. Oper. Res. 2009, 199, 620–629. [Google Scholar] [CrossRef]
- Gogna, A.; Tayal, A. Metaheuristics: Review and application. J. Exp. Theor. Artif. Intell. 2013, 25, 503–526. [Google Scholar] [CrossRef]
- Laumanns, M.; Thiele, L.; Zitzler, E. An efficient, adaptive parameter variation scheme for metaheuristics based on the epsilon-constraint method. Eur. J. Oper. Res. 2006, 169, 932–942. [Google Scholar] [CrossRef]
- Forrest, S. Genetic Algorithms; ACM: New York, NY, USA, 1996; pp. 77–80. [Google Scholar]
- Kirkpatrick, S.; Gelatt, C.D., Jr.; Vecchi, M.P. Optimization by simulated annealing. Science 1983, 220, 671–680. [Google Scholar] [CrossRef] [PubMed]
- Glover, F.; Laguna, M.; Marti, R. Principles of tabu search. Approx. Algorithms Metaheuristics 2007, 23, 1–12. [Google Scholar]
- Chen, T.; Ning, Q.; Wang, H. A review of memetic algorithms. J. Bionic Eng. 2013, 10, 406–419. [Google Scholar]
- Seshadri, A. A fast elitist multiobjective genetic algorithm: NSGA-II. MATLAB Cent. 2006, 182, 182–197. [Google Scholar]
- Yang, X.S.; Deb, S. Cuckoo search via Lévy flights. In Proceedings of the 2009 World Congress on Nature & Biologically Inspired Computing (NaBIC), Coimbatore, India, 9–11 December 2009; pp. 210–214. [Google Scholar]
- Enayatifar, R.; Yousefi, M.; Abdullah, A.H.; Darus, A.N. MOICA: A novel multi-objective approach based on imperialist competitive algorithm. Appl. Math. Comput. 2013, 219, 8829–8841. [Google Scholar] [CrossRef]
- Hajiaghaei-Keshteli, M.; Aminnayeri, M. Solving the integrated scheduling of production and rail transportation problem by Keshtel algorithm. Appl. Soft Comput. 2014, 25, 184–203. [Google Scholar] [CrossRef]
- Fard, A.F.; Hajiaghaei-Keshteli, M. Red Deer Algorithm (RDA); a new optimization algorithm inspired by Red Deers’ mating. In Proceedings of the International Conference on Industrial Engineering, Chelyabinsk, Russia, 19–20 May 2016; pp. 331–342. [Google Scholar]
- Hayyolalam, V.; Kazem, A.A.P. Black widow optimization algorithm: A novel meta-heuristic approach for solving engineering optimization problems. Eng. Appl. Artif. Intell. 2020, 87, 103249. [Google Scholar] [CrossRef]
- Grover, W.D.; Sack, A. High availability survivable networks: When is reducing MTTR better than adding protection capacity? In Proceedings of the 6th International Workshop on Design and Reliable Communication Networks, La Rochelle, France, 7–10 October 2007; pp. 1–7. [Google Scholar]
- Luan, F.; Li, R.; Liu, S.Q.; Tang, B.; Li, S.; Masoud, M. An improved sparrow search algorithm for solving the energy-saving flexible job shop scheduling problem. Machines 2022, 10, 847. [Google Scholar] [CrossRef]
- Chang, J.; Yu, D.; Zhou, Z.; He, W.; Zhang, L. Hierarchical reinforcement learning for multi-objective real-time flexible scheduling in a smart shop floor. Machines 2022, 10, 1195. [Google Scholar] [CrossRef]
- Ballakur, A.; Steudel, H.J. A within-cell utilization based heuristic for designing cellular manufacturing systems. Int. J. Prod. Res. 1987, 25, 639–665. [Google Scholar] [CrossRef]
- Talbi, E.G. Metaheuristics: From Design to Implementation; John Wiley and Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Du-Harpur, X.; Watt, F.; Luscombe, N.; Lynch, M. What is AI? Applications of artificial intelligence to dermatology. Br. J. Dermatol. 2020, 183, 423–430. [Google Scholar] [CrossRef] [PubMed]
- Buruk Sahin, Y.; Alpay, S. Integrated cell formation and part scheduling: A new mathematical model along with two meta-heuristics and a case study for truck industry. Sci. Iran. 2024, 31, 888–905. [Google Scholar] [CrossRef]
- Mahmoodian, V.; Jabbarzadeh, A.; Rezazadeh, H.; Barzinpour, F. A novel intelligent particle swarm optimization algorithm for solving cell formation problem. Neural Comput. Appl. 2019, 31, 801–815. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).