
Unveiling the Environmental Impacts of Concentrated Latex Manufacturing in Sri Lanka through a Life Cycle Assessment


Abstract
:1. Introduction
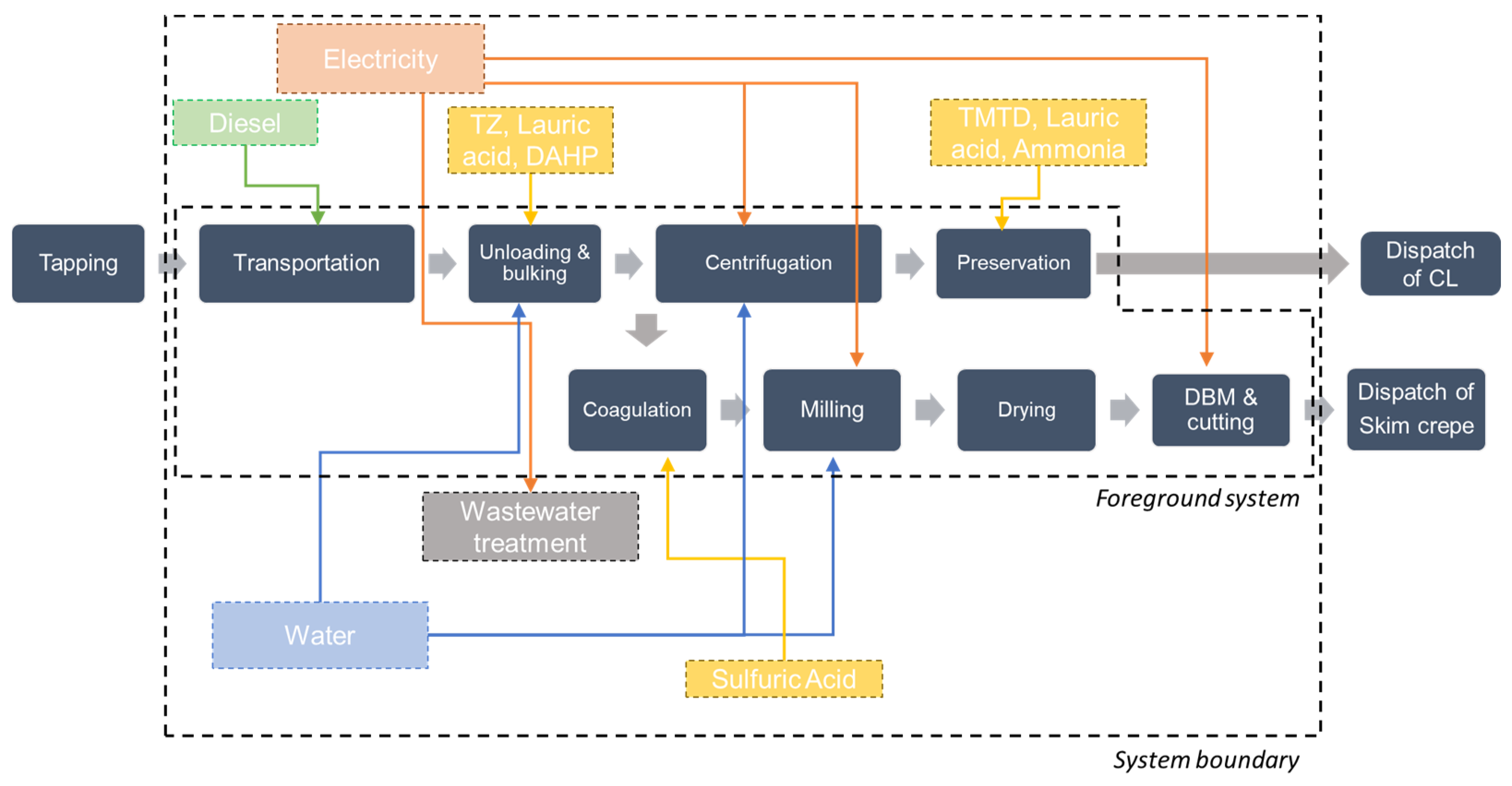
2. Concentrated Latex Manufacture
3. Materials and Methods
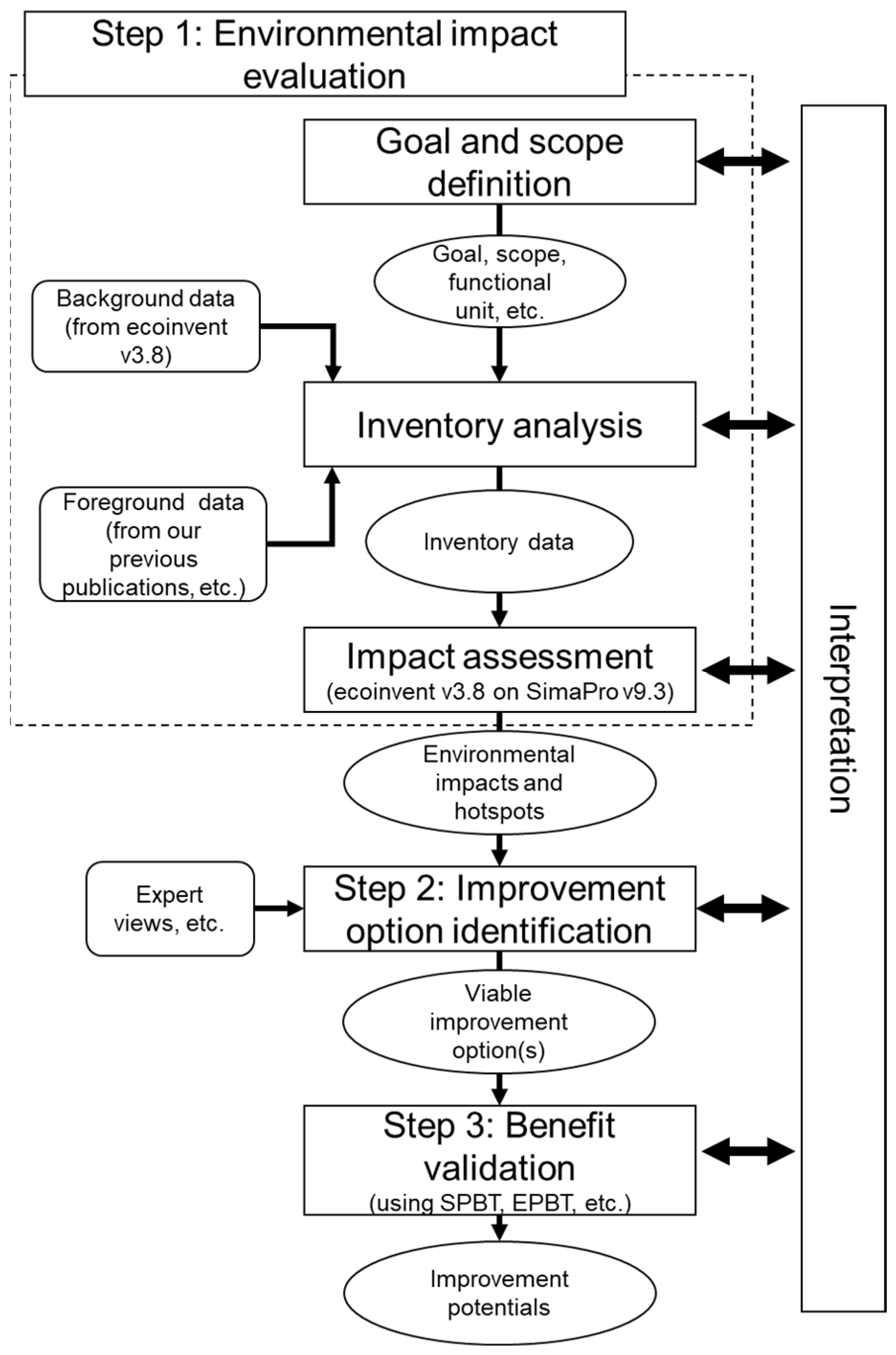
3.1. Step-1: Environmental Impact Evaluation
3.1.1. Goal and Scope Definition
3.1.2. Inventory Analysis
3.1.3. Impact Assessment
3.1.4. Interpretation
3.1.5. Sensitivity Analysis
3.2. Step-2: Improvement Proposals
3.3. Step-3: Validation of Improvement Options
4. Results and Discussion
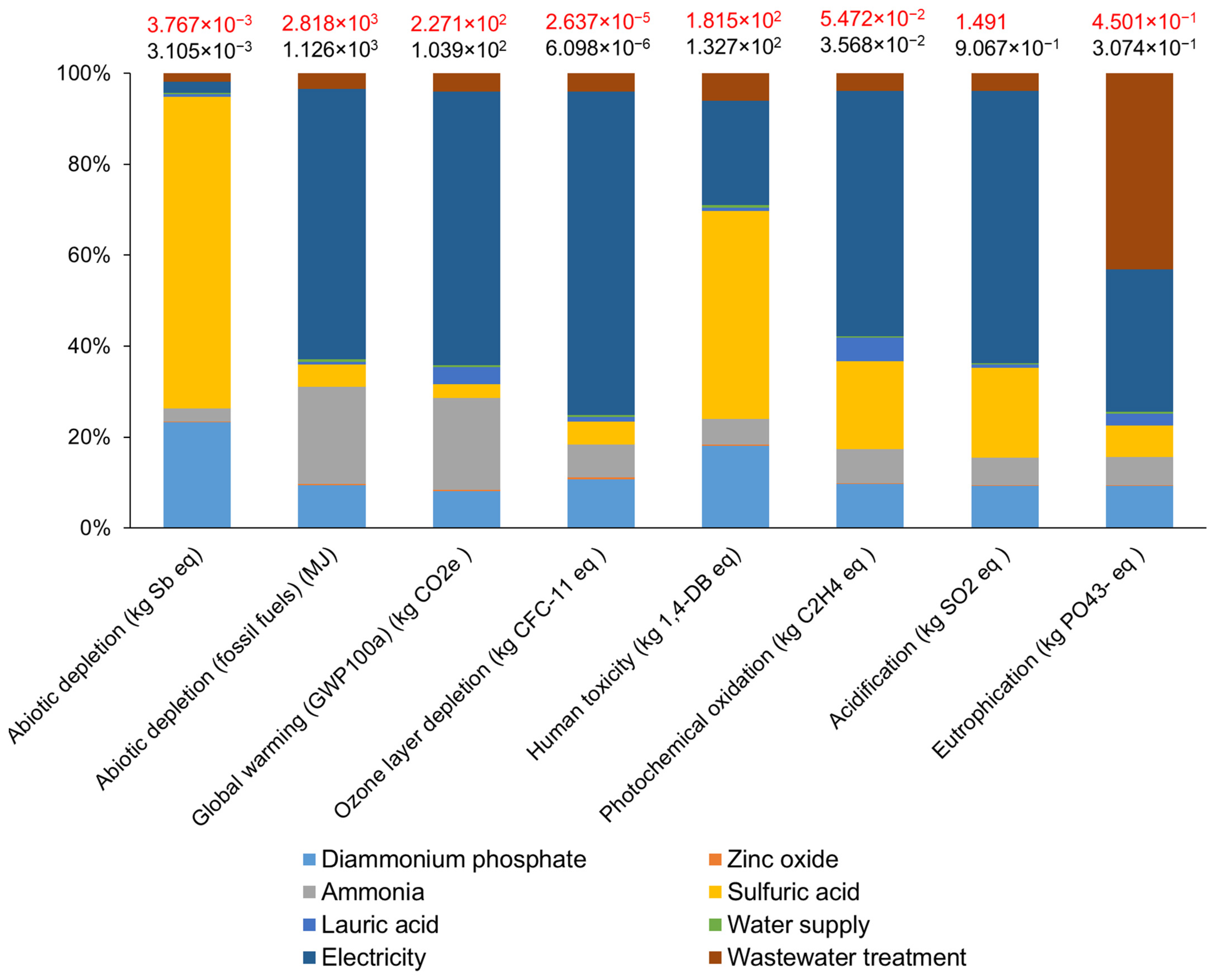
4.1. LCA Results
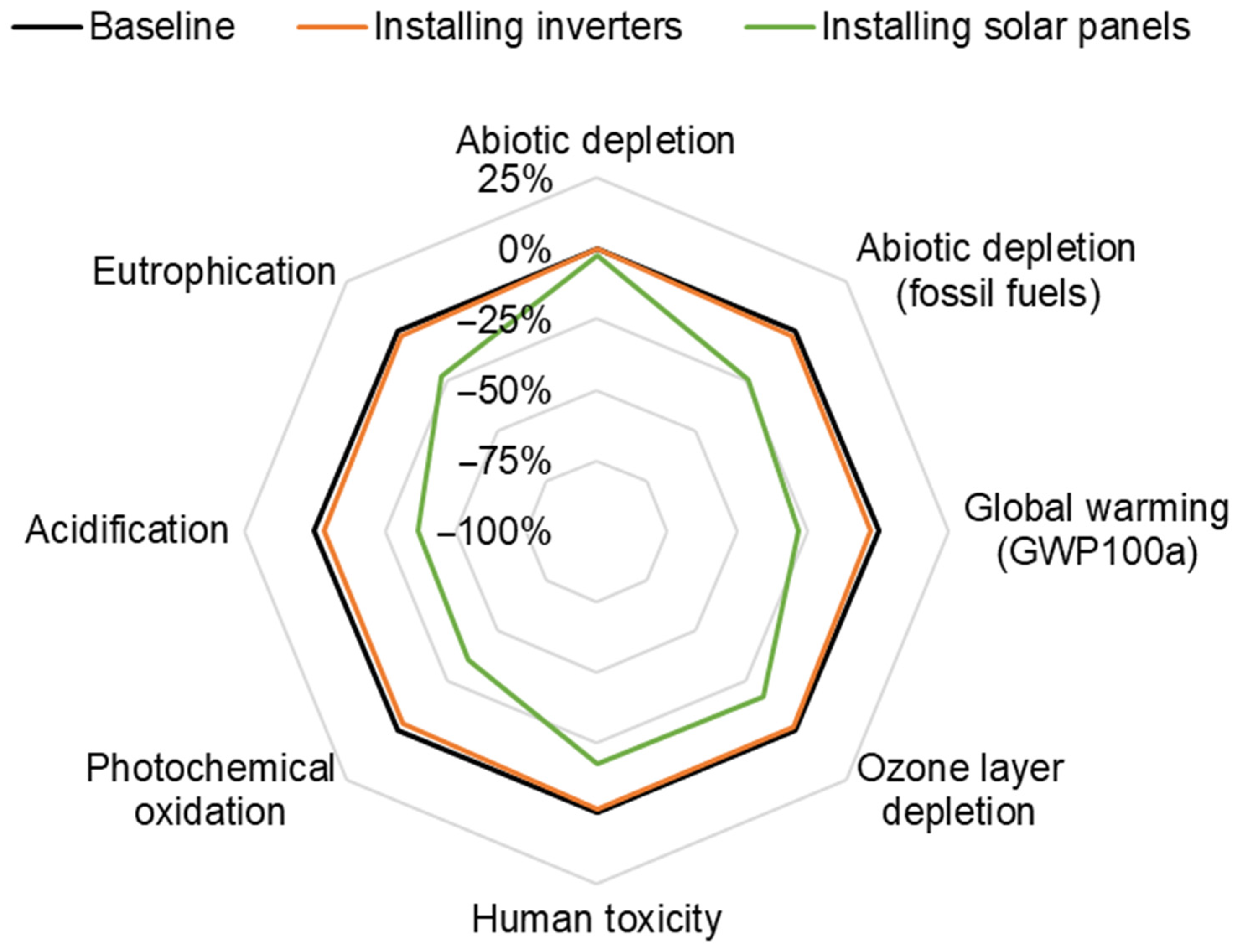
4.2. Improvement Options to Address the Hotspots
4.2.1. Option-1: Installing Inverters
4.2.2. Option-2: Installing Solar Panels
4.3. Reduction Potentials of the Options
4.3.1. Option-1: Installing Inverters
4.3.2. Option-2: Installing Solar Panels
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rubber Research Institute of Sri Lanka. Statistics. Available online: http://www.rrisl.gov.lk/statistics_e.php (accessed on 27 July 2023).
- Tillekeratne, L.M.K.; Nugawela, A.; Seneviratne, W.M.G. Handbook of Rubber; Vishva Lekha Printers: Ratmalana, Sri Lanka, 2003. [Google Scholar]
- Sri Lanka Export Development Board. Industry Capability Report Sri Lankan Rubber Products Sector; Sri Lanka Export Development Board: Colombo, Sri Lanka, 2016. [Google Scholar]
- Sri Lanka Export Development Board (EDB). The Natural Rubber Industry in Sri Lanka. Available online: http://www.srilankabusiness.com/blog/sri-lanka-natural-rubber-industry.html (accessed on 27 July 2016).
- Edirisinghe, J. Community Pressure and Environmental Compliance: Case of Rubber Processing in Sri Lanka. J. Environ. Prof. Sri Lanka 2013, 1, 14. [Google Scholar] [CrossRef]
- Nissanka, S.P. Cumulative Impact Assessment on Soil, Water, Workers, and Neighboring Community of the Estates of Lalan Rubbers Pvt Ltd. Available online: https://www.lalanrubber.com/monitoring_harvest.htm (accessed on 27 July 2023).
- IHS Markit Rubber, Natural—Chemical Economics Handbook. Available online: https://www.ihs.com/products/natural-rubber-chemical-economics-handbook.html (accessed on 18 December 2017).
- Bengtsen, P. Behind the Rubber Label; DanWatch: København, Denmark, 2013. [Google Scholar]
- Dunuwila, P.; Rodrigo, V.H.L.; Goto, N. Improving Financial and Environmental Sustainability in Concentrated Latex Manufacture. J. Clean. Prod. 2020, 255, 120202. [Google Scholar] [CrossRef]
- Kumara, P.R.; Munasinghe, E.S.; Rodrigo, V.H.L.; Karunaratna, A.S. Carbon Footprint of Rubber/Sugarcane Intercropping System in Sri Lanka: A Case Study. Procedia Food Sci. 2016, 6, 298–302. [Google Scholar] [CrossRef]
- Cecil, J.; Mitchell, P. Processing of Natural Rubber; FAO: Rome, Italy, 2003. [Google Scholar]
- Gamaralalage, D.; Sawai, O.; Nunoura, T. Effectiveness of Available Wastewater Treatment Facilities in Rubber Production Industries in Sri Lanka. Int. J. Environ. Sci. Dev. 2016, 7, 940–945. [Google Scholar]
- Dunuwila, P. Integration of Process Analysis and Decision-Making Tools for the Sustainability Improvements in Raw Rubber Manufacture; Toyohashi University of Technology: Toyohashi, Japan, 2019. [Google Scholar]
- Dunuwila, P.; Rodrigo, V.H.L.; Goto, N. Assessing the Financial and Environmental Sustainability in Raw Rubber Processing; a Case Study with Ribbed Smoked Sheet Manufacture in Sri Lanka. Indones. J. Life Cycle Assess. Sustain. 2018, 2, 1–7. [Google Scholar] [CrossRef]
- Dunuwila, P.; Rodrigo, V.H.L.; Goto, N. Sustainability of Natural Rubber Processing Can Be Improved: A Case Study with Crepe Rubber Manufacturing in Sri Lanka. Resour. Conserv. Recycl. 2018, 133, 417–427. [Google Scholar] [CrossRef]
- Dunuwila, P.; Rodrigo, V.H.L.; Daigo, I.; Goto, N. Social Impact Improving Model Based on a Novel Social Life Cycle Assessment for Raw Rubber Production: A Case of a Sri Lankan Rubber Estate. J. Clean. Prod. 2022, 338, 130555. [Google Scholar] [CrossRef]
- Tekasakul, S.; Tantichaowanan, M.; Otani, Y.; Kuruhongsa, P.; Tekasakul, P. Removal of Soot Particles in Rubber Smoking Chamber by Electrostatic Precipitator to Improve Rubber Sheet Color. Aerosol Air Qual. Res. 2006, 6, 1–14. [Google Scholar] [CrossRef]
- Leong, S.T.; Muttamara, S.; Laortanakul, P. Reutilization of Wastewater in a Rubber-Based Processing Factory: A Case Study in Southern Thailand. Resour. Conserv. Recycl. 2003, 37, 159–172. [Google Scholar] [CrossRef]
- Jawjit, W.; Kroeze, C.; Rattanapan, S. Greenhouse Gas Emissions from Rubber Industry in Thailand. J. Clean. Prod. 2010, 18, 403–411. [Google Scholar] [CrossRef]
- ISO 14040:2006 (En); Environmental Management—Life Cycle Assessment—Principles and Framework. The International Organization for Standardization (ISO): Geneva, Switzerland, 2006.
- Kumar, M.; Kumar Choubey, V.; Deepak, A.; Gedam, V.V.; Raut, R.D. Life Cycle Assessment (LCA) of Dairy Processing Industry: A Case Study of North India. J. Clean. Prod. 2021, 326, 129331. [Google Scholar] [CrossRef]
- Mahath, C.S.; Mophin Kani, K.; Dubey, B. Gate-to-Gate Environmental Impacts of Dairy Processing Products in Thiruvananthapuram, India. Resour. Conserv. Recycl. 2019, 141, 40–53. [Google Scholar] [CrossRef]
- Wijaya, R.; Fukushima, Y. Management Alternatives for Developing the Degraded Peat Swamp Forests in Central Kalimantan, Indonesia-Development of Inventory Data and Discussions on Framework for Comparisons. In Proceedings of the Seventh Conference of ILCAJ, Tokyo, Japan, 7–9 March 2012; pp. 178–179. [Google Scholar]
- Jawjit, W.; Pavasant, P.; Kroeze, C. Evaluating Environmental Performance of Concentrated Latex Production in Thailand. J. Clean. Prod. 2015, 98, 84–91. [Google Scholar] [CrossRef]
- Jawjit, W.; Pavasant, P.; Kroeze, C.; Tuffey, J. Evaluation of the Potential Environmental Impacts of Condom Production in Thailand. J. Integr. Environ. Sci. 2021, 18, 89–114. [Google Scholar] [CrossRef]
- Birnbach, M.; Lehmann, A.; Naranjo, E.; Finkbeiner, M. A Condom’s Footprint—Life Cycle Assessment of a Natural Rubber Condom. Int. J. Life Cycle Assess. 2020, 25, 964–979. [Google Scholar] [CrossRef]
- Dunuwila, P.; Hamada, K.; Takeyama, K.; Panasiuk, D.; Hoshino, T.; Morimoto, S.; Tahara, K.; Daigo, I. Influence of Different Allocation Methods for Recycling and Dynamic Inventory on CO2 Savings and Payback Times of Light-Weighted Vehicles Computed under Product- and Fleet-Based Analyses: A Case of Internal Combustion Engine Vehicles. Sustainability 2021, 13, 13935. [Google Scholar] [CrossRef]
- Liu, J.; Daigo, I.; Panasiuk, D.; Dunuwila, P.; Hamada, K.; Hoshino, T. Impact of Recycling Effect in Comparative Life Cycle Assessment for Materials Selection—A Case Study of Light-Weighting Vehicles. J. Clean. Prod. 2022, 349, 131317. [Google Scholar] [CrossRef]
- Guinée, J.B. Handbook on Life Cycle Assessment: Operational Guide to the ISO Standards, 2nd ed.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2002; ISBN 1402005571. [Google Scholar]
- Frischknecht, R.; Rebitzer, G. The Ecoinvent Database System: A Comprehensive Web-Based LCA Database. J. Clean. Prod. 2005, 13, 1337–1343. [Google Scholar] [CrossRef]
- Kamali, A.K.; Glogic, E.; Keppetipola, N.M.; Sonnemann, G.; Toupance, T.; Cojocaru, L. Prospective Life Cycle Assessment of Two Supercapacitor Architectures. ACS Sustain. Chem. Eng. 2023, 11, 15898–15909. [Google Scholar] [CrossRef]
- Sills, D.L.; Van Doren, L.G.; Beal, C.; Raynor, E. The Effect of Functional Unit and Co-Product Handling Methods on Life Cycle Assessment of an Algal Biorefinery. Algal Res. 2020, 46, 101770. [Google Scholar] [CrossRef]
- PRé Sustainability About SimaPro—SimaPro. Available online: https://simapro.com/about/ (accessed on 16 March 2023).
- Leiden University. CML-IA Characterisation Factors. Available online: https://www.universiteitleiden.nl/en/research/research-output/science/cml-ia-characterisation-factors (accessed on 17 July 2023).
- Humbert, S.; De Schryver, A.; Bengoa, X.; Margni, M.; Jolliet, O. IMPACT 2002+: User Guide. 2012. Available online: https://www.quantis.com/pdf/IMPACT2002+_UserGuide_for_vQ2.21_30April2014a.pdf (accessed on 17 July 2023).
- Goedkoop, M. Eco-Indicator 95; PRé Consultants: Amersfoort, The Netherlands, 1995. [Google Scholar]
- EPD International. Environmental Performance Indicators; EPD International: Stockholm, Sweden, 2023. [Google Scholar]
- CEB. CEB|Business with CEB. Available online: https://www.ceb.lk/electricity-generated/en (accessed on 17 July 2023).
- Dunuwila, P.; Rodrigo, V.H.L.; Goto, N. Financial and Environmental Sustainability in Manufacturing of Crepe Rubber in Terms of Material Flow Analysis, Material Flow Cost Accounting and Life Cycle Assessment. J. Clean. Prod. 2018, 182, 587–599. [Google Scholar] [CrossRef]
- dn Media Group Sri Lanka Eyes Renewables to Boost Energy Security|Upstream Online. Available online: https://www.upstreamonline.com/exploration/sri-lanka-eyes-renewables-to-boost-energy-security/2-1-1439837 (accessed on 20 July 2023).
- Energypedia Indonesia Energy Situation—Energypedia. Available online: https://energypedia.info/wiki/Indonesia_Energy_Situation (accessed on 20 July 2023).
- Chaiprapat, S.; Wongchana, S.; Loykulnant, S.; Kongkaew, C.; Charnnok, B. Evaluating Sulfuric Acid Reduction, Substitution, and Recovery to Improve Environmental Performance and Biogas Productivity in Rubber Latex Industry. Process Saf. Environ. Prot. 2015, 94, 420–429. [Google Scholar] [CrossRef]
- Department of Industrial Works (DIW). Industrial Sector Code of Practice for Pollution Prevention (Cleaner Technology); Department of Industrial Works: Ratchathewi, Bangkok, 2001. [Google Scholar]
- Dunuwila, P.; Rodrigo, V.H.L.; Daigo, I.; Goto, N. Social Sustainability of Raw Rubber Production: A Supply Chain Analysis under Sri Lankan Scenario. Sustainability 2023, 15, 11623. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input/Output | Factory A | Factory B | Factory C | Mean Value |
|---|---|---|---|---|
| Material inputs | ||||
| Field latex (kg) (dry basis) | 1136.38 | 1107.70 | 1152.55 | 1132.21 |
| Field latex (kg) (wet basis) | 3554.93 | 3415.23 | 3974.32 | 3648.16 |
| DAHP (kg) | 5.32 | 3.05 | 6.89 | 5.09 |
| Lauric acid (kg) | 1.07 | 1.23 | 0.28 | 0.86 |
| TMTD (kg) | 0.30 | 0.16 | 0.70 | 0.38 |
| ZnO (kg) | 0.30 | 0.16 | 0.70 | 0.38 |
| Ammonia (kg) | 2.08 | 10.50 | N/A | 6.29 |
| Sulfuric acid (kg) | 19.89 | 15.95 | 24.73 | 20.19 |
| Water (kg) | 8522.82 | 6646.21 | 5762.76 | 6977.26 |
| Energy inputs | ||||
| Electricity for centrifuging and milling (kWh) | 73.07 | 48.14 | 190.41 | 103.87 |
| Transportation of latex to the factory | ||||
| Bowser truck (tkm) | 216.87 | 256.14 | 207.89 | 226.97 |
| Main product | ||||
| Concentrated latex (kg) (dry basis) | 1000.00 | 1000.00 | 1000.00 | 1000.00 |
| Concentrated latex (kg) (wet basis) | 1658.36 | 1646.10 | 1652.90 | 1652.45 |
| By-product | ||||
| Skim crepe rubber (kg) | 113.56 | 77.78 | 117.80 | 103.05 |
| Other outputs | ||||
| Rubber dissolved in wastewater | 22.82 | 29.91 | 34.75 | 29.16 |
| Waste | ||||
| Wastewater (kg) | 10,267.58 | 8344.53 | 7892.56 | 8834.89 |
| Sludge (of non-rubber particles) (kg) | 12.74 | 10.61 | 12.15 | 11.83 |
| Water vapor (kg) | 65.58 | 22.26 | 101.08 | 62.97 |
| Environmental Impact/Pollutants | Unit | Total |
|---|---|---|
| Abiotic depletion | ||
| Tellurium | mg | 62.12 |
| Silver | mg | 215.04 |
| Copper | g | 181.76 |
| Gold | mg | 4.50 |
| Lead | g | 35.48 |
| Zinc | g | 159.82 |
| Abiotic depletion (fossil fuels) | ||
| Oil, crude | kg | 42.57 |
| Coal, hard | kg | 35.04 |
| Gas, natural | m3 | 10.89 |
| Global warming (GWP100a) | ||
| CO2 | kg | 218.41 |
| CH4 | g | 219.90 |
| N2O | g | 6.69 |
| Ozone layer depletion | ||
| Halon 1301 | mg | 2.09 |
| Halon 1211 | µg | 115.43 |
| CFC-10 | µg | 312.76 |
| HCFC-22 | mg | 2.89 |
| Human Toxicity | ||
| Thallium | mg | 365.81 |
| Nickel | mg | 440.35 |
| Nitrogen oxides | kg | 1.01 |
| Sulfur dioxide | g | 801.35 |
| Ammonia | g | 12.06 |
| Particulates, <2.5 µm | g | 93.14 |
| Photochemical oxidation | ||
| SO2 | g | 801.35 |
| CO | g | 287.47 |
| CH4 | g | 219.90 |
| NOx | kg | 1.01 |
| NMVOC | g | 120.96 |
| Acidification | ||
| SO2 | g | 726.68 |
| NOx | kg | 1.01 |
| NH3 | g | 12.06 |
| Eutrophication | ||
| Phosphate | g | 185.09 |
| Nitrogen oxides | kg | 1.01 |
| Nitrate | g | 576.50 |
| Ammonium, ion | g | 111.69 |
| COD | kg | 1.28 |
| Impact Category | Unit | CML (Baseline) | IMPACT 2002+ | Eco-Indicator 95 | EPD (2013) |
|---|---|---|---|---|---|
| Global warming | kg CO2 eq | 2.271 × 102 | 2.230 × 102 | 2.271 × 102 | 2.276 × 102 |
| Ozone layer depletion | kg CFC-11 eq | 2.637 × 10−5 | 2.637 × 10−5 | 3.456 × 10−5 | 2.637 × 10−5 |
| Acidification | kg SO2 eq | 1.491 | 6.546 | 1.549 | 1.573 |
| Photochemical oxidation | kg C2H4 eq | 5.472 × 10−2 | 8.148 × 10−2 | 5.970 × 10−2 | 5.472 × 10−2 |
| Impact Category | Unit | Our Study (Sri Lanka; CML Method) | Jawjit et al. [19] (Thailand; IPCC 2007) | Jawijit et al. [24] (Thailand; CML Method) | Wijaya and Fukushima [23] (Indonesia; IPCC 2007) | Jawjit et al. [25] (Thailand; CML Method) |
|---|---|---|---|---|---|---|
| Global warming | kg CO2 eq | 227 | 144 | 169 | 436 | 165 |
| Human toxicity | 1,4-DB eq | 181 | N/A | 38 | N/A | 38 |
| Photochemical oxidation | kg C2H4 eq | 0.05 | N/A | 0.08 | N/A | 0.08 |
| Acidification | kg SO2 eq | 1.49 | N/A | 1.62 | N/A | 1.31 |
| Eutrophication | kg PO43− eq | 0.45 | N/A | 0.21 | N/A | 0.24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dunuwila, P.; Rodrigo, V.H.L.; Daigo, I.; Goto, N. Unveiling the Environmental Impacts of Concentrated Latex Manufacturing in Sri Lanka through a Life Cycle Assessment. Resources 2024, 13, 5. https://doi.org/10.3390/resources13010005
Dunuwila P, Rodrigo VHL, Daigo I, Goto N. Unveiling the Environmental Impacts of Concentrated Latex Manufacturing in Sri Lanka through a Life Cycle Assessment. Resources. 2024; 13(1):5. https://doi.org/10.3390/resources13010005
Chicago/Turabian StyleDunuwila, Pasan, V. H. L. Rodrigo, Ichiro Daigo, and Naohiro Goto. 2024. "Unveiling the Environmental Impacts of Concentrated Latex Manufacturing in Sri Lanka through a Life Cycle Assessment" Resources 13, no. 1: 5. https://doi.org/10.3390/resources13010005
APA StyleDunuwila, P., Rodrigo, V. H. L., Daigo, I., & Goto, N. (2024). Unveiling the Environmental Impacts of Concentrated Latex Manufacturing in Sri Lanka through a Life Cycle Assessment. Resources, 13(1), 5. https://doi.org/10.3390/resources13010005