
Rotation Estimation and Segmentation for Patterned Image Vision Inspection

Abstract
:1. Introduction
2. Previous Work and Problem
2.1. Rotation-Angle Estimation
2.1.1. Radon Transformation
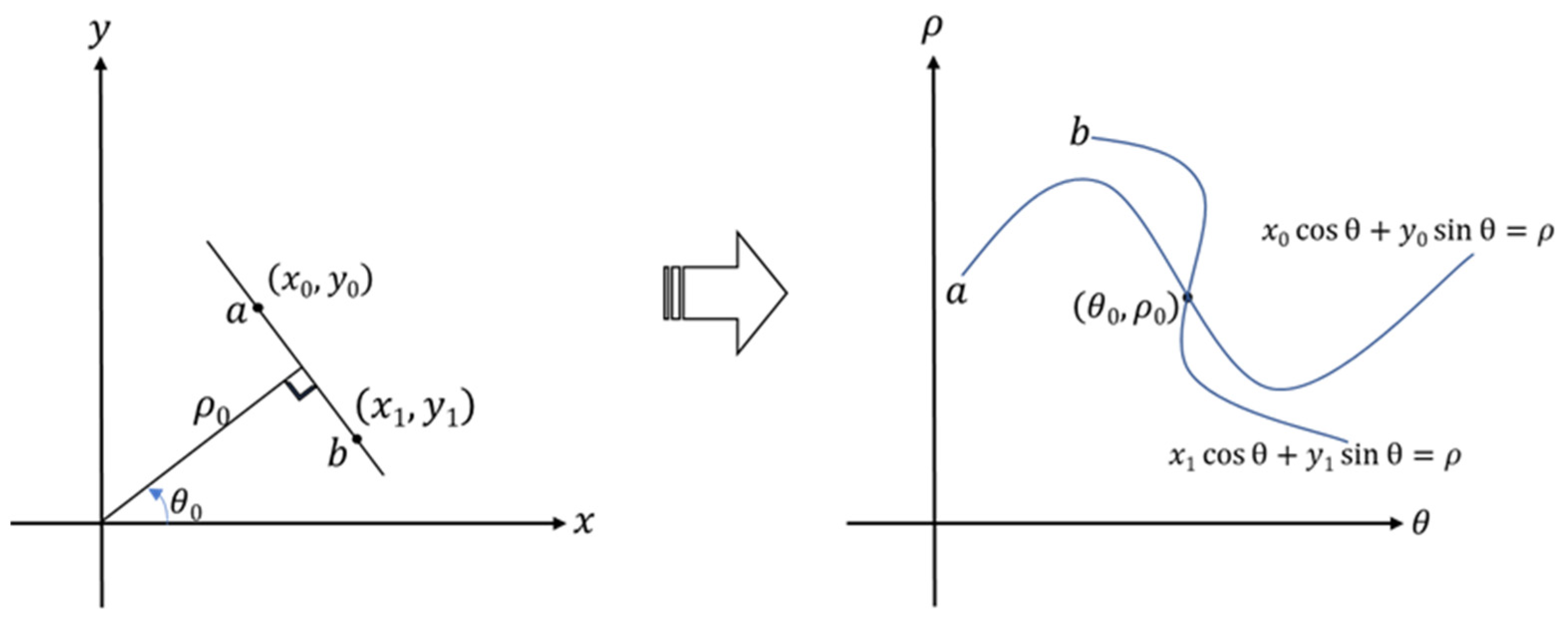
2.1.2. Hough Transformation
2.2. TC Segmentation
3. Proposed Structure
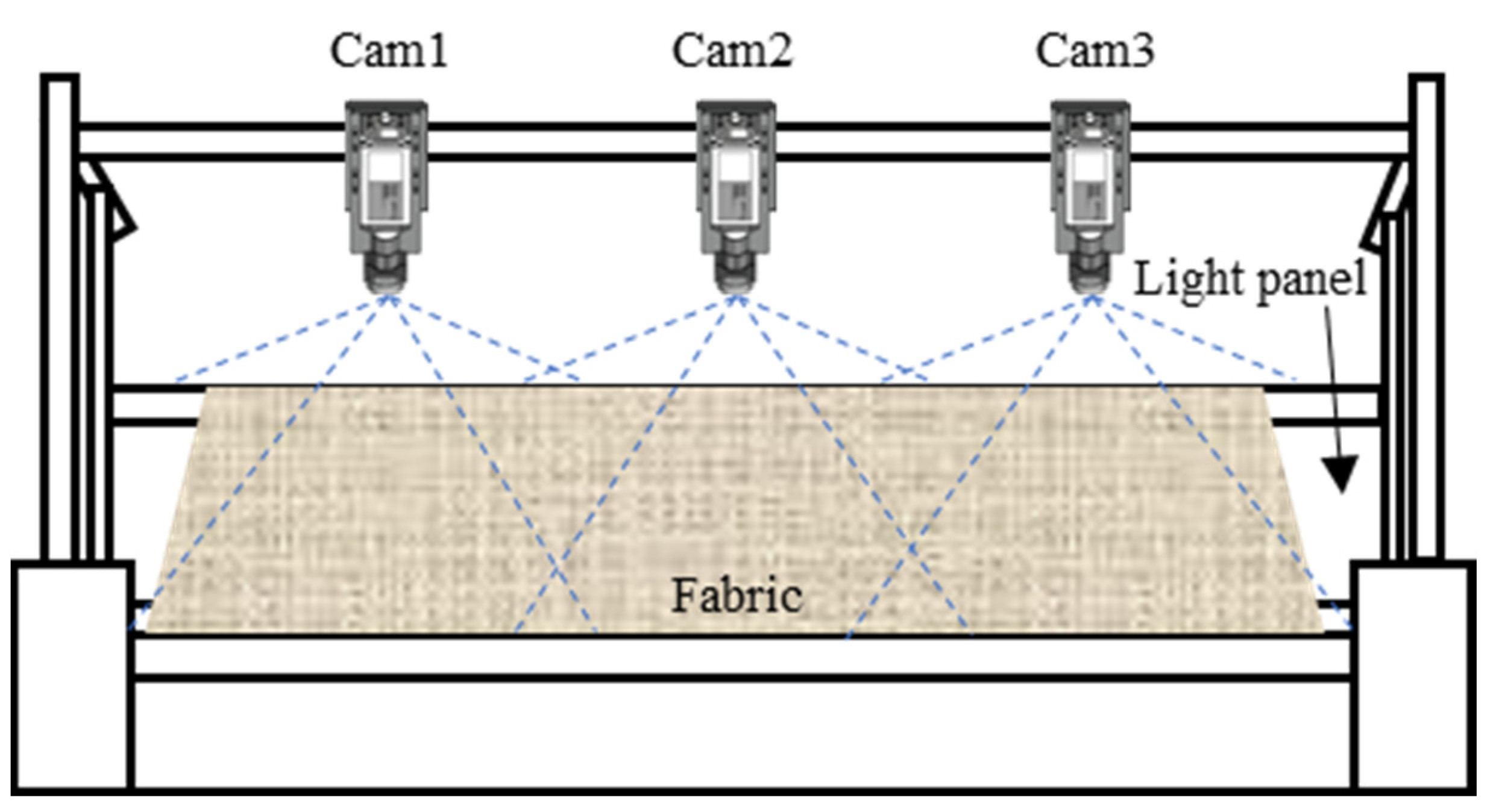
3.1. Target Scenario
3.2. Overall Procedure
4. SRPC-Based Segmentation
4.1. SRPC Extraction
4.1.1. EDM Generation
4.1.2. MSD Auto Decision and Find Local Maxima
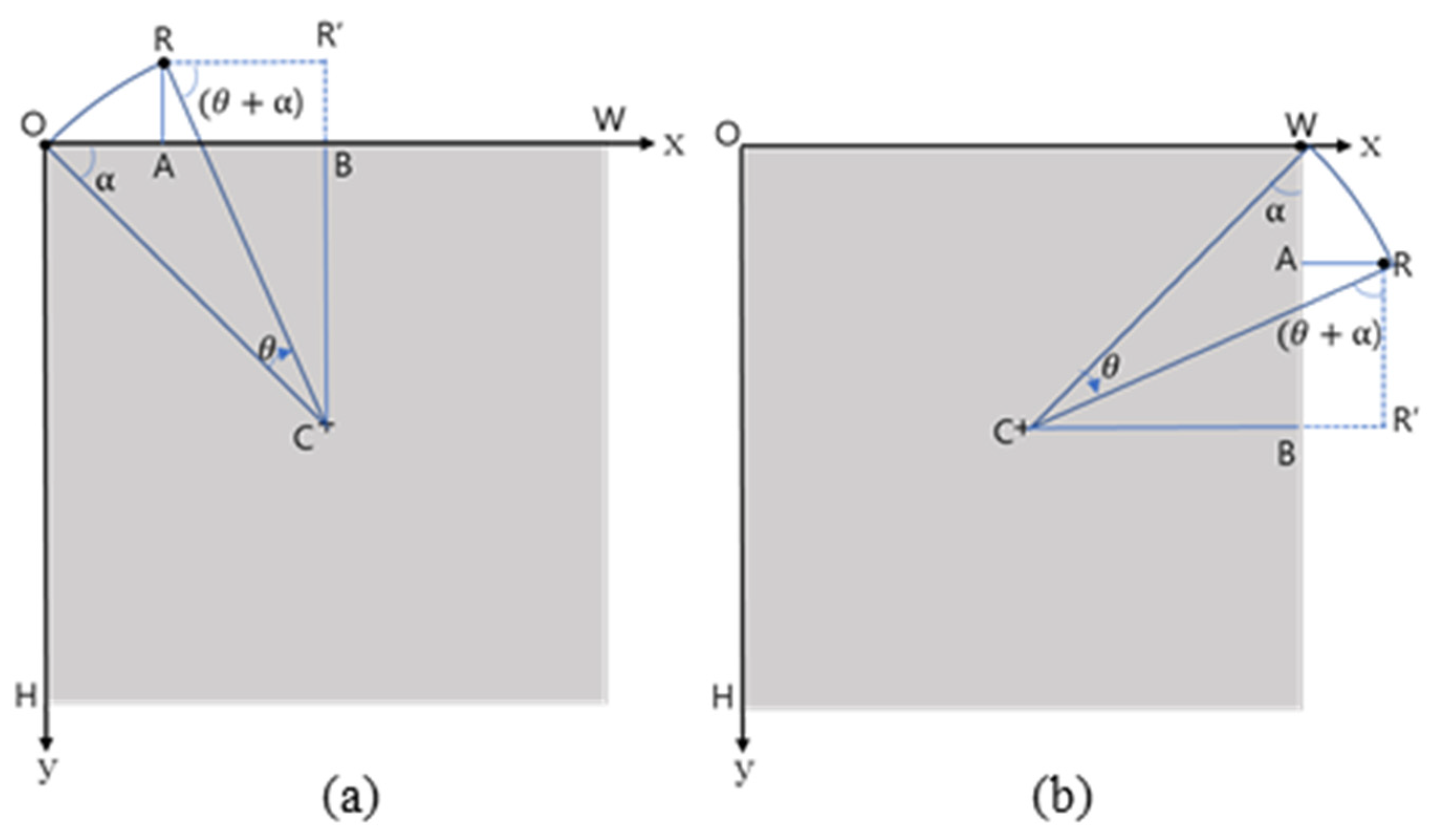
4.2. Rotation-Angle Estimation
| Algorithm 1. Estimate rotation angle. | |
| Input: A list , where each element consists of pixel Output: Rotation Angle | |
| 1 | 11124142 |
| 2 | 11 = [0, 0]12 = [0, 0]41 = [0, 0]42 = [0, 0]; //Initialize the direction vector elements |
| 3 | |
| 4 | |
| 5 | C = sub (P, pi); //Move the center of P to pi, C = [p0, pn−1 − pi] |
| 6 | R = []; |
| 7 | //Pick points which lie on the quadrant 1 or 4 |
| 8 | |
| 9 | pass; |
| 10 | ; //R = [r0 |
| 11 | ; //Initialize a minimum separation distance(MSD) |
| 12 | |
| 13 | and R |
| 14 | ; |
| 15 | //Add the minimum vector to its direction vector element |
| 16 | //Quadrant 1 |
| 17 | 11 11); //Lower diagonal |
| 18 | 12 12); //Upper diagonal |
| 19 | //Quadrant 4 |
| 20 | 41 41); //Lower diagonal |
| 21 | 4242); //Upper diagonal |
| 22 | |
| 23 | 111111|); |
| 24 | 121212|); |
| 25 | 414141|); |
| 26 | 424242|); |
| 27 | |
| 28 | return angle |
4.3. Pattern Segmentation
4.3.1. Correct Rotation Angle
4.3.2. SRP Decision
5. Simulation
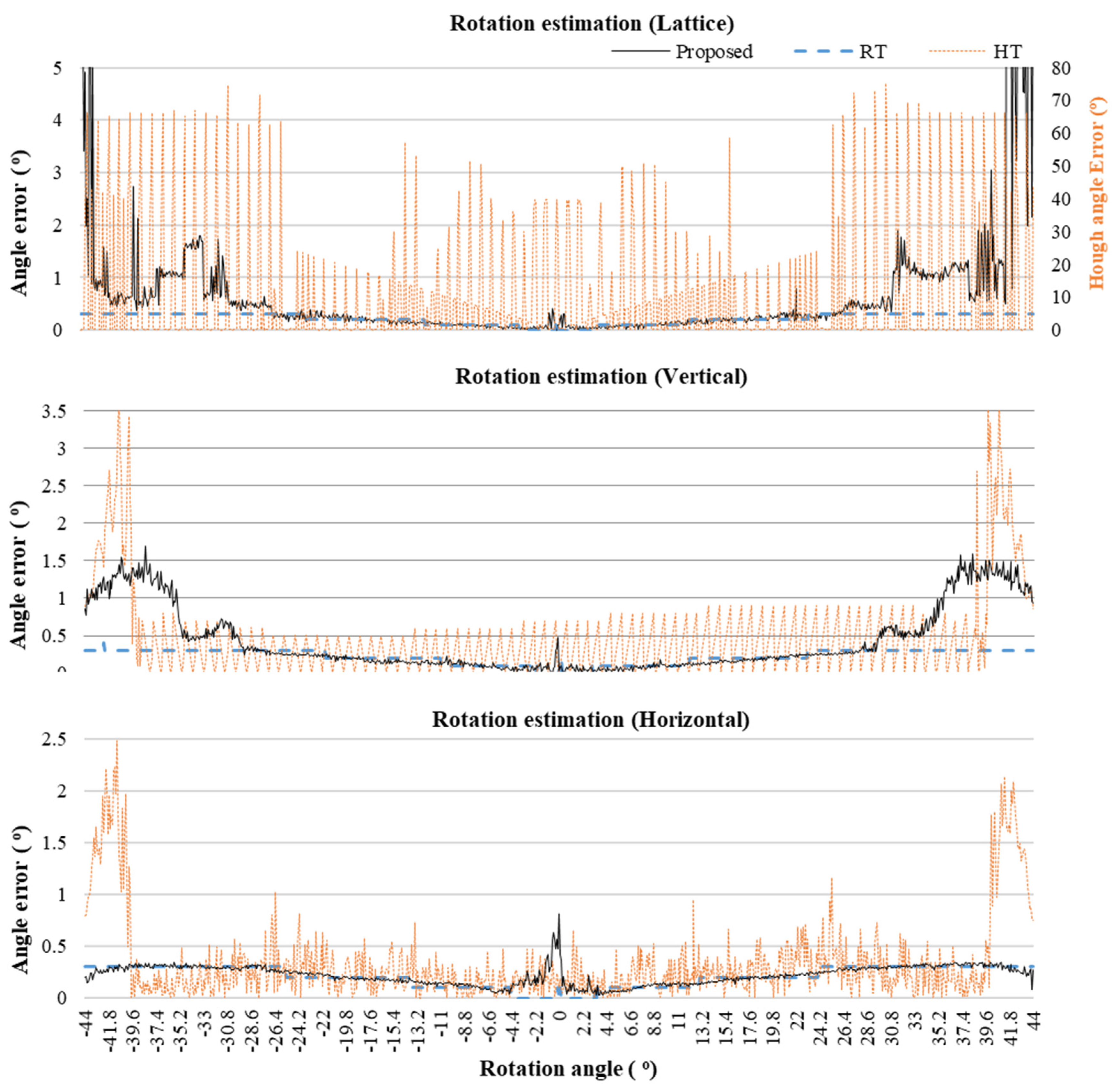
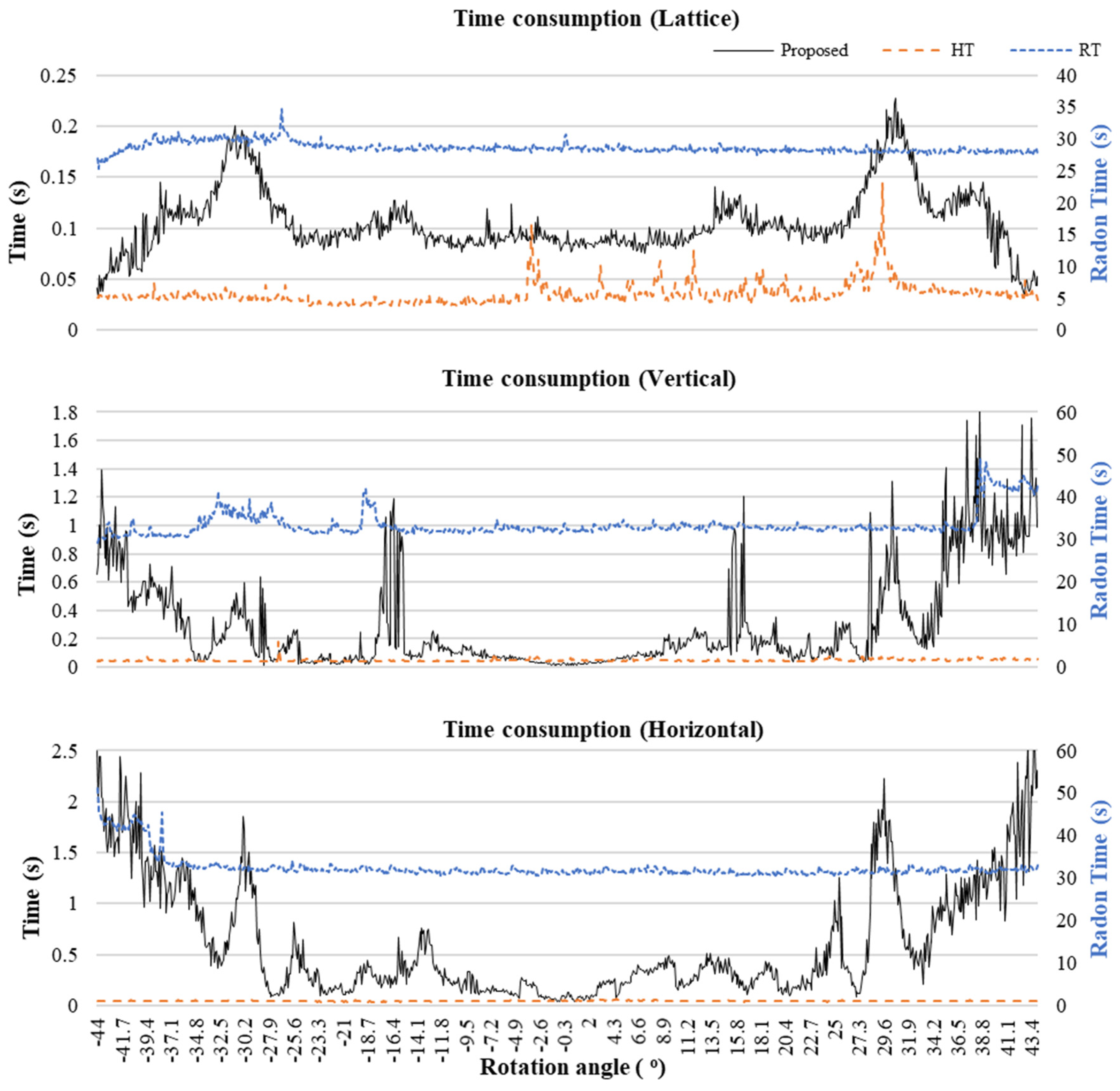
5.1. Error of Rotation-Angle Estimation
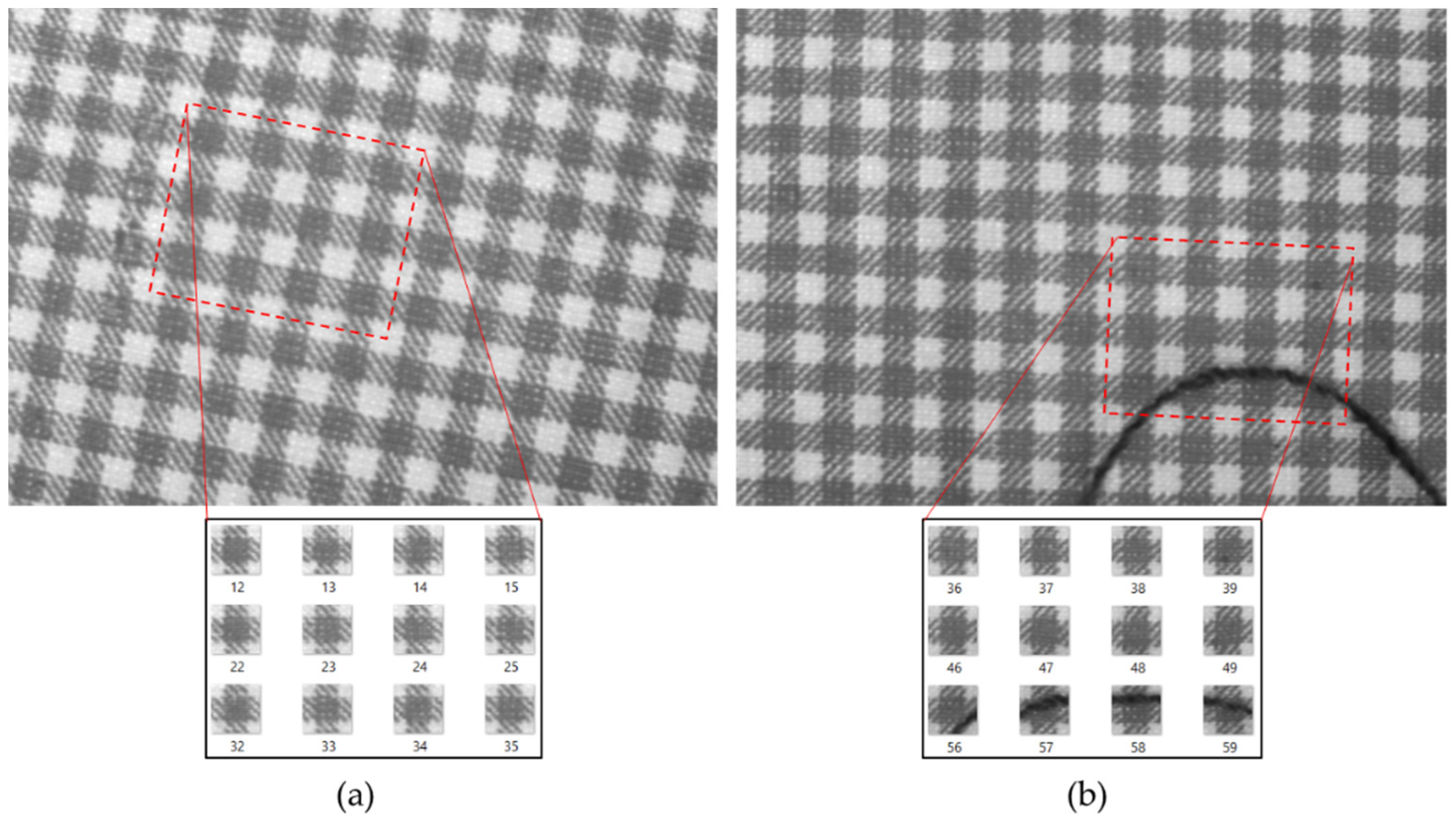
5.2. Segmented Images Similarity (SIS)
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, P.; Zhao, Z.; Zhang, L.; Zhang, H.; Jing, J. The Real-Time Vision System for Fabric Defect Detection with Combined Approach. In Proceedings of the 8th Internal Conference on Image and Graphics, Tianjin, China, 13–16 August 2015; pp. 460–473. [Google Scholar]
- Sotiropoulos, Y. Handling Variable Shaped & High-Resolution Images for Multi-Class Classification Problem. Master’s Thesis, University Polytechnique of Catalunya, Barcelona, Spain, April 2020; p. 1. [Google Scholar]
- Huang, S.; Pan, Y. Automated Visual Inspection in the Semiconductor Industry: A survey. Comput. Ind. 2015, 66, 1–10. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, D.; Guo, J.; Han, Y. Image Anomaly Detection Using Normal Data Only by Latent Space Resampling. Appl. Sci. 2020, 10, 8660. [Google Scholar] [CrossRef]
- Liu, K.; Li, A.; Wen, X.; Chen, H.; Yang, P. Steel Surface Defect Detection Using GAN and One-Class Classifier. In Proceedings of the 2019 25th International Conference on Automation and Computing (ICAC), Lancaster, UK, 5–7 September 2019; pp. 1–6. [Google Scholar]
- Li, Y.; Zhao, W.; Pan, J. Deformable Patterned Fabric Defect Detection with Fisher Criterion-Based Deep Learning. IEEE Trans. Autom. Sci. Eng. 2017, 14, 1256–1264. [Google Scholar] [CrossRef]
- Chang, X.; Gu, C.; Liang, J.; Xu, X. Fabric Defect Detection Based on Pattern Template Correction. Math. Prob. Eng. 2018, 2018, 3709821. [Google Scholar] [CrossRef]
- Deans, S.R. The Radon Transform and Some of Its Applications; Wiley: New York, NY, USA, 1983. [Google Scholar]
- Dupa, R.O.; Hart, P.E. Use of the Hough Transformation to Detect Lines and Curves in Pictures. Commun. ACM 1972, 15, 11–15. [Google Scholar]
- Cui, Z.; Qi, W.; Liu, Y. A Fast Image Template Matching Algorithm Based on Normalized Cross Correlation. J. Phys. Conf. Ser. 2020, 1693, 012163. [Google Scholar] [CrossRef]
- Spiclin, Z.; Bukovec, M.; Pernus, F.; Likar, B. Image registration for visual inspection of imprinted pharmaceutical tablets. Mach. Vis. Appl. 2011, 22, 197–206. [Google Scholar] [CrossRef]
- Bratani, B.; Pernuá, F.; Likar, B.; Tomaževi, D. Real-time rotation estimation using histograms of oriented gradients. PLoS ONE 2014, 9, e92137. [Google Scholar] [CrossRef] [PubMed]
- Kourosh, J.K.; Hamid, S.Z. Radon Transform Orientation Estimation for Rotation Invariant Texture Analysis. IEEE Trans. Pattern Anal. Mach. Intell. 2005, 27, 1004–1008. [Google Scholar]
- Canny, J. A Computational Approach to Edge Detection. IEEE Trans. Pattern Anal. Mach. Intell. 1986, PAMI-8, 679–698. [Google Scholar] [CrossRef]
- Danielsson, P.E. Euclidean Distance Mapping. Comput. Graph. Image Process. 1980, 14, 227–248. [Google Scholar] [CrossRef] [Green Version]
- Otsu, N. A Threshold Selection Method from Gray-level Histograms. IEEE Trans. Syst. Man. Cyber. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Grana, C.; Borghesani, D.; Cucchiara, R. Optimized Block-based Connected Components Labeling with Decision Trees. IEEE Trans. Image Process. 2010, 19, 1596–1609. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hartley, R.; Zisserman, A. Multiple View Geometry in Computer Vision, 2nd ed.; Cambridge University Press: Cambridge, UK, 2004; pp. 37–44. [Google Scholar]
- Workgroup on Texture Analysis of DFG, TILDA Textile Texture-Database V1.0. 1996. Available online: http://lmb.informatik.uni-freiburg.de/resources/datasets/tilda.en.html (accessed on 4 September 2021).






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pattern Type | Algorithm | Error Type | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Normal | E1 | E2 | E3 | E4 | E5 | E6 | E7 | ||
| lattice | TC | 0.785 | 0.537 | 0.396 | 0.694 | 0.575 | 0.112 | 0.583 | 0.435 |
| SRP | 0.914 | 0.875 | 0.886 | 0.877 | 0.878 | 0.873 | 0.889 | 0.855 | |
| vertical | TC | 0.758 | 0.683 | 0.620 | 0.674 | 0.560 | 0.098 | 0.711 | 0.503 |
| SRP | 0.935 | 0.896 | 0.873 | 0.877 | 0.725 | 0.453 | 0.895 | 0.862 | |
| horizontal | TC | 0.766 | 0.630 | 0.633 | 0.707 | 0.543 | 0.451 | 0.694 | 0.520 |
| SRP | 0.882 | 0.809 | 0.827 | 0.867 | 0.897 | 0.653 | 0.792 | 0.822 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oh, C.; Kim, H.; Cho, H. Rotation Estimation and Segmentation for Patterned Image Vision Inspection. Electronics 2021, 10, 3040. https://doi.org/10.3390/electronics10233040
Oh C, Kim H, Cho H. Rotation Estimation and Segmentation for Patterned Image Vision Inspection. Electronics. 2021; 10(23):3040. https://doi.org/10.3390/electronics10233040
Chicago/Turabian StyleOh, Cheonin, Hyungwoo Kim, and Hyeonjoong Cho. 2021. "Rotation Estimation and Segmentation for Patterned Image Vision Inspection" Electronics 10, no. 23: 3040. https://doi.org/10.3390/electronics10233040
APA StyleOh, C., Kim, H., & Cho, H. (2021). Rotation Estimation and Segmentation for Patterned Image Vision Inspection. Electronics, 10(23), 3040. https://doi.org/10.3390/electronics10233040