
Investigation of the Role of the Initial Workpiece Diameter in Deformation Control in Electromagnetic Sheet Forming
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. Numerical Simulation
2.2.1. Electromagnetic Model
2.2.2. Mechanical Model
2.3. Process Parameter Setup
3. Results and Discussion
3.1. Forming Results
3.2. Analysis of Loading Process
3.3. Analysis of Deformation History
3.4. Implications on Deformation Control
4. Conclusions
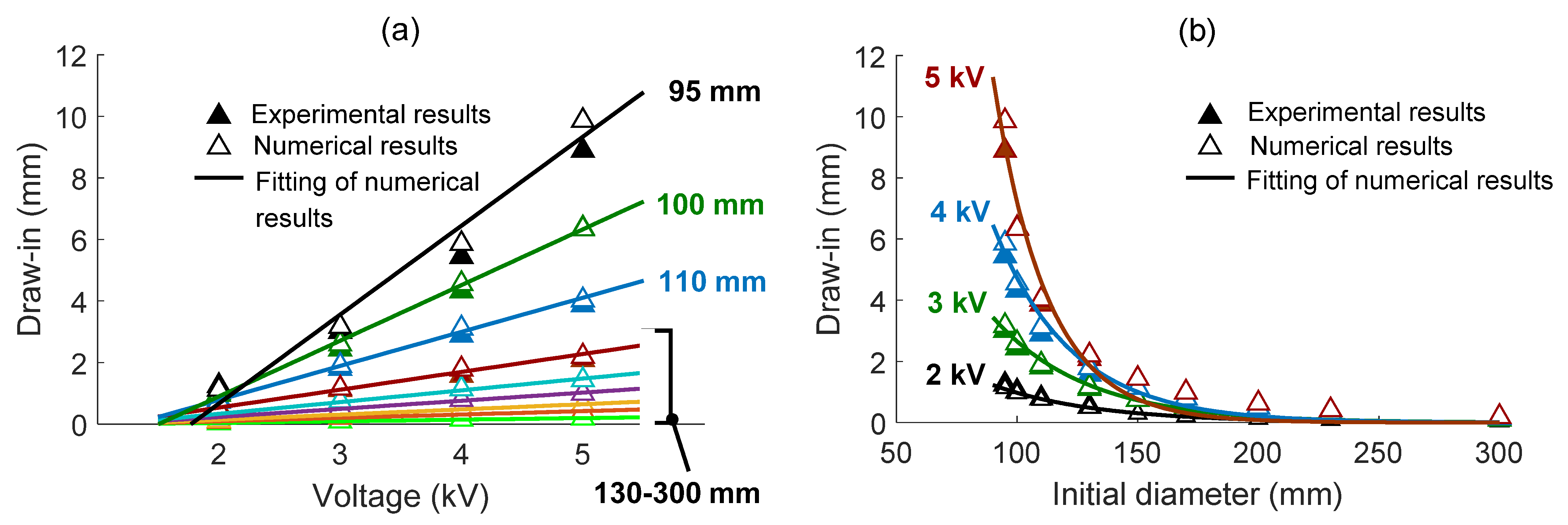
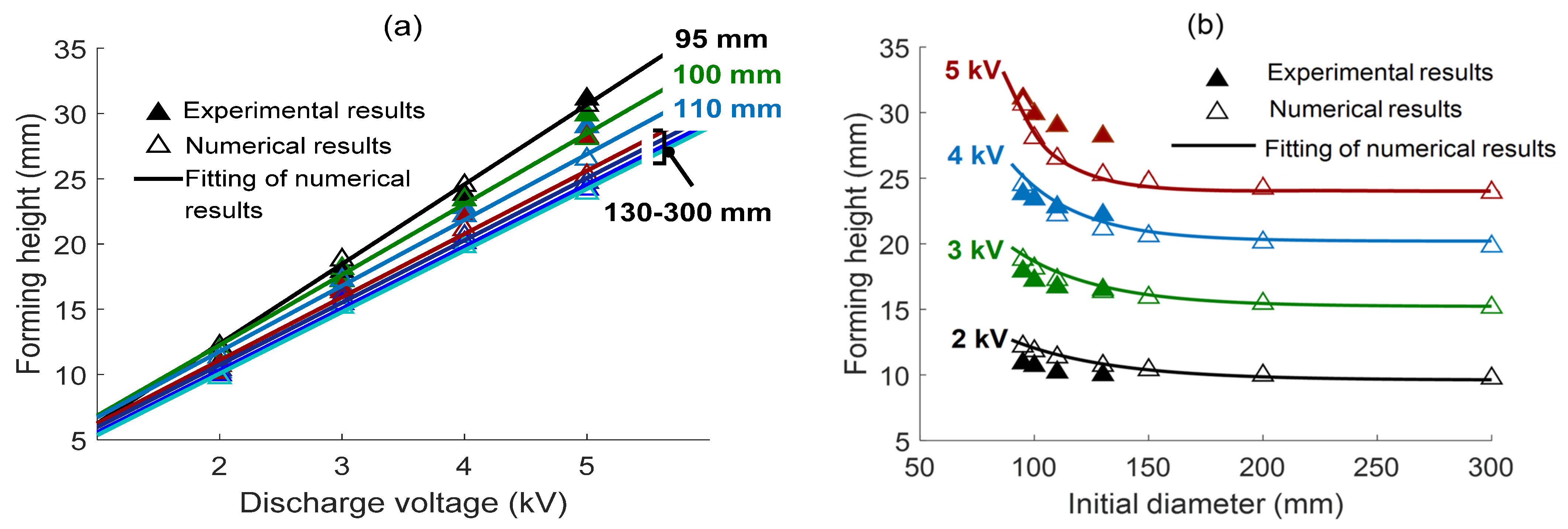
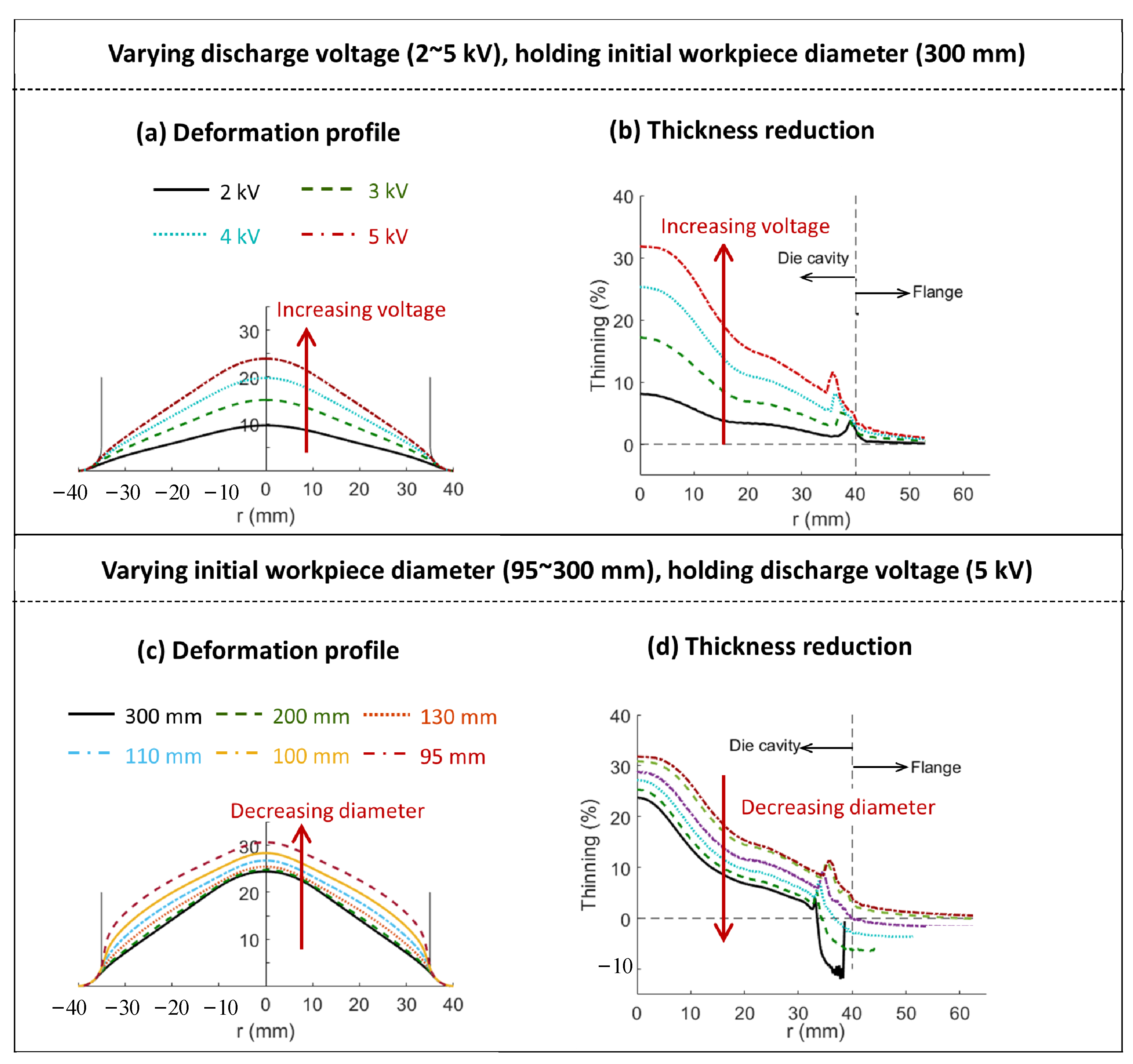
- Adjusting the initial workpiece diameter could effectively alter the deformation behavior of the workpiece during the EMF process, by controlling the draw-in material flow of the sheet flange. More specifically, decreasing the initial workpiece diameter can exponentially enhance the draw-in, which helps to increase the forming height (~40%), relieve the thickness reduction (~27%), and assist in the formation of a perpendicular side-wall at the die corner.
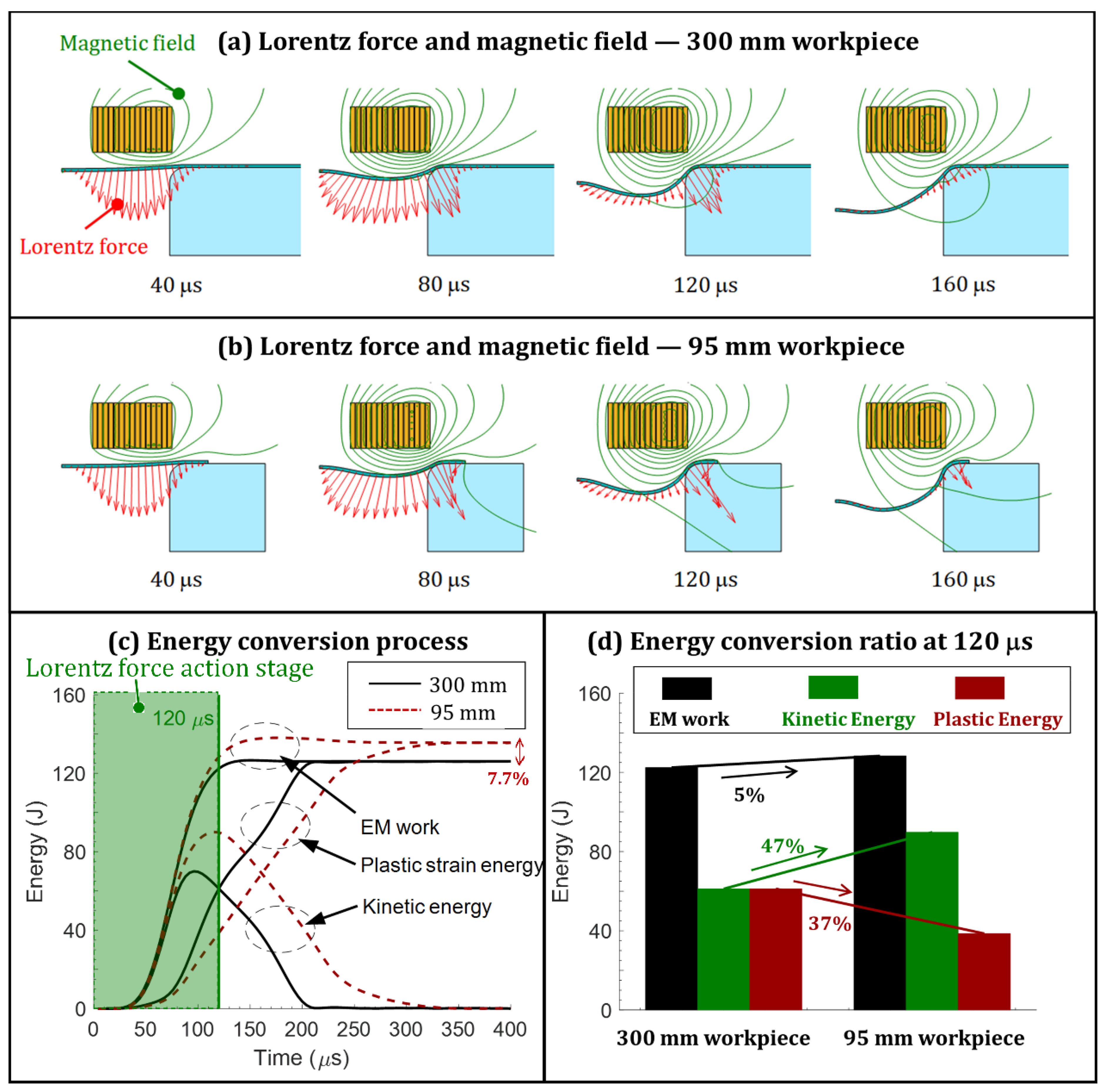
- According to the loading feature, the whole forming process can be divided into the Lorentz force action stage and the inertia-force-dominated stage. The majority of the deformation changes under varied initial workpiece diameters occur at the inertia-force-dominated stage. This is because the draw-in is limited at the Lorentz force action stage, while it is substantially accumulated at the latter inertia-force-dominated stage. The accumulated draw-in in the inertia stage feeds substantial flange metal into the die cavity, relieving the deformation severity and changing the forming shape.
- In summary, this study clearly demonstrates that the initial workpiece diameter could be an effective process parameter for deformation control in EMF. Introducing this design freedom could improve the controllability of the high-velocity deformation process, which helps to extend the available forming shape in EMF, thus opening avenues to new EMF applications.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yang, D.Y.; Bambach, M.; Cao, J.; Duflou, J.R.; Groche, P.; Kuboki, T.; Sterzing, A.; Tekkaya, A.E.; Lee, C.W. Flexibility in metal forming. CIRP Ann. 2018, 67, 743–765. [Google Scholar] [CrossRef]
- Mamalis, A.G.; Manolakos, D.E.; Kladas, A.G.; Koumoutsos, A.K. Electromagnetic forming and powder processing: Trends and developments. Appl. Mech. Rev. 2004, 57, 299–324. [Google Scholar] [CrossRef]
- Daehn, G.S. High Velocity Metal Forming. In ASM Handbook, Metalworking: Sheet Forming; ASM International: Almere, The Netherlands, 2006; Volume 14B, pp. 405–418. [Google Scholar]
- Psyk, V.; Risch, D.; Kinsey, B.L.; Tekkaya, A.E.; Kleiner, M. Electromagnetic forming—A review. J. Mater. Process. Technol. 2011, 211, 787–829. [Google Scholar] [CrossRef]
- Kapil, A.; Sharma, A. Magnetic pulse welding: An efficient and environmentally friendly multi-material joining technique. J. Clean. Prod. 2015, 100, 35–58. [Google Scholar] [CrossRef]
- Kamal, M.; Daehn, G.S. A Uniform Pressure Electromagnetic Actuator for Forming Flat Sheets. J. Manuf. Sci. Eng. 2007, 129, 369–379. [Google Scholar] [CrossRef]
- Lai, Z.; Cao, Q.; Han, X.; Liu, N.; Li, X.; Huang, Y.; Chen, M.; Cai, H.; Wang, G.; Liu, L.; et al. A comprehensive electromagnetic forming approach for large sheet metal forming. Procedia Eng. 2017, 207, 54–59. [Google Scholar] [CrossRef]
- Vanbenthysen, R.; Thibaudeau, E.; Kinsey, B.L. Effect of specimen planar area on electromagnetic flanging. J. Manuf. Process. 2013, 15, 194–200. [Google Scholar] [CrossRef]
- Imbert, J.; Worswick, M. Reduction of a pre-formed radius in aluminium sheet using electromagnetic and conventional forming. J. Mater. Process. Technol. 2012, 212, 1963–1972. [Google Scholar] [CrossRef]
- Cao, Q.; Du, L.; Li, Z.; Lai, Z.; Li, Z.; Chen, M.; Li, X.; Xu, S.; Chen, Q.; Han, X.; et al. Investigation of the Lorentz-force-driven sheet metal stamping process for cylindrical cup forming. J. Mater. Process. Technol. 2019, 271, 532–541. [Google Scholar] [CrossRef]
- Iriondo, E.; Alcaraz, J.L.; Daehn, G.S.; Gutiérrez, M.A.; Jimbert, P. Shape calibration of high strength metal sheets by electromagnetic forming. J. Manuf. Process. 2013, 15, 183–193. [Google Scholar] [CrossRef]
- Woodward, S.; Weddeling, C.; Daehn, G.; Psyk, V.; Carson, B.; Tekkaya, A.E. Production of low-volume aviation components using disposable electromagnetic actuators. J. Mater. Process. Technol. 2011, 211, 886–895. [Google Scholar] [CrossRef]
- Qiu, L.; Yu, Y.; Xiong, Q.; Deng, C.; Cao, Q.; Han, X.; Li, L. Analysis of Electromagnetic Force and Deformation Behavior in Electromagnetic Tube Expansion with Concave Coil Based on Finite Element Method. IEEE Trans. Appl. Supercond. 2018, 28, 0600705. [Google Scholar] [CrossRef]
- Zhang, Z.; Lai, Z.; Li, C.; Zheng, Y.; Xu, W.; Wang, Z.; Li, M.; Gao, Y.; Cao, Q.; Han, X.; et al. Production and use of adaptive pulsed Lorentz force for multi-step electromagnetic sheet metal forming: Method, experimental validation, and application. Int. J. Adv. Manuf. Technol. 2022, 120, 5521–5536. [Google Scholar] [CrossRef]
- Zhang, Z.; Lai, Z.; Li, C.; Xu, W.; Hu, Y.; Li, X.; Cao, Q.; Han, X.; Li, L. A novel actuator for precise design of the spatial-distributed Lorentz force in electromagnetic sheet metal forming: Process principle, optimization methodology, and experimental validation. Int. J. Adv. Manuf. Technol. 2024, 131, 4425–4445. [Google Scholar] [CrossRef]
- Li, M.; Lai, Z.; Xu, W.; Zheng, Y.; Zhang, Z.; Li, C.; Gao, Y.; Wang, Z.; Cao, Q.; Han, X.; et al. A versatile electromagnetic actuator for sheet and tube flanging: Process principle, simulation, and experimental validation. J. Manuf. Process. 2022, 81, 311–327. [Google Scholar] [CrossRef]
- Yu, H.; Tong, Y. Magnetic pulse welding of aluminum to steel using uniform pressure electromagnetic actuator. Int. J. Adv. Manuf. Technol. 2017, 91, 2257–2265. [Google Scholar] [CrossRef]
- Weddeling, C.; Hahn, M.; Daehn, G.S.; Tekkaya, A.E. Uniform Pressure Electromagnetic Actuator—An Innovative Tool for Magnetic Pulse Welding. Procedia CIRP 2014, 18, 156–161. [Google Scholar] [CrossRef]
- Zhang, Y.; Babu, S.S.; Prothe, C.; Blakely, M.; Kwasegroch, J.; LaHa, M.; Daehn, G.S. Application of high velocity impact welding at varied different length scales. J. Mater. Process. Technol. 2011, 211, 944–952. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Buiron, N.; Rachik, M.; Haye, D.; Franz, G. Efficient welding conditions in magnetic pulse welding process. J. Manuf. Process. 2012, 14, 372–377. [Google Scholar] [CrossRef]
- Lai, Z.; Cao, Q.; Zhang, B.; Han, X.; Zhou, Z.; Xiong, Q.; Zhang, X.; Chen, Q.; Li, L. Radial Lorentz force augmented deep drawing for large drawing ratio using a novel dual-coil electromagnetic forming system. J. Mater. Process. Technol. 2015, 222, 13–20. [Google Scholar] [CrossRef]
- Takatsu, N.; Kato, M.; Sato, K.; Tobe, T. High-speed forming of metal sheets by electromagnetic force. Jpn. Soc. Mech. Eng. Int. J. Ser. III 1988, 31, 142–148. [Google Scholar] [CrossRef]
- Imbert, J.M.; Winkler, S.L.; Worswick, M.J.; Oliveira, D.A.; Golovashchenko, S. The Effect of Tool–Sheet Interaction on Damage Evolution in Electromagnetic Forming of Aluminum Alloy Sheet. J. Eng. Mater. Technol. 2005, 127, 145. [Google Scholar] [CrossRef]
- Risch, D.; Beerwald, C.; Brosius, A.; Kleiner, M. On the significance of the die design for electromagnetic sheet metal forming. In Proceedings of the 1st International Conference on High Speed Forming—ICHSF, Dortmund, Germany, 31 March–1 April 2004; pp. 191–200. [Google Scholar]
- Noh, H.-G.; Song, W.-J.; Kang, B.-S.; Kim, J. Numerical and experimental approach to reduce bouncing effect in electromagnetic forming process using cushion plate. J. Mech. Sci. Technol. 2014, 28, 3263–3271. [Google Scholar] [CrossRef]
- Yu, H.; Chen, J.; Liu, W.; Yin, H.; Li, C. Electromagnetic forming of aluminum circular tubes into square tubes: Experiment and numerical simulation. J. Manuf. Process. 2018, 31, 613–623. [Google Scholar] [CrossRef]
- Ahmed, M.; Panthi, S.K.; Ramakrishnan, N.; Jha, A.K.; Yegneswaran, A.H.; Dasgupta, R.; Ahmed, S. Alternative flat coil design for electromagnetic forming using FEM. Trans. Nonferrous Met. Soc. China 2011, 21, 618–625. [Google Scholar] [CrossRef]
- Lai, Z.; Cao, Q.; Han, X.; Li, L. Analytical optimization on geometry of uniform pressure coil in electromagnetic forming and welding. Int. J. Adv. Manuf. Technol. 2019, 104, 3137. [Google Scholar] [CrossRef]
- Lai, Z.; Cao, Q.; Han, X.; Chen, M.; Liu, N.; Li, X.; Cao, Q.; Huang, Y.; Chen, Q.; Li, L. Insight into analytical modeling of electromagnetic forming. Int. J. Adv. Manuf. Technol. 2019, 101, 2585–2607. [Google Scholar] [CrossRef]
- Kamal, M.; Shang, J.; Cheng, V.; Hatkevich, S.; Daehn, G.S. Agile manufacturing of a micro-embossed case by a two-step electromagnetic forming process. J. Mater. Process. Technol. 2007, 190, 41–50. [Google Scholar] [CrossRef]
- Hu, J.; Marciniak, Z.; Duncan, J. Mechanics of Sheet Metal Forming, in High Velocity Forming; Elsevier: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Golovashchenko, S. Electromagnetic forming and joining for automotive applications. In Proceedings of the 2nd International Conference on High Speed Forming—ICHSF, Dortmund, Germany, 20–21 March 2006; pp. 201–206. [Google Scholar]
- El-Azab, A.; Garnich, M.; Kapoor, A. Modeling of the electromagnetic forming of sheet metals: State-of-the-art and future needs. J. Mater. Process. Technol. 2003, 142, 744–754. [Google Scholar] [CrossRef]
- Lai, Z.; Cao, Q.; Han, X.; Huang, Y.; Deng, F.; Chen, Q.; Li, L. Investigation on plastic deformation behavior of sheet workpiece during radial Lorentz force augmented deep drawing process. J. Mater. Process. Technol. 2017, 245, 193–206. [Google Scholar] [CrossRef]
- Chen, M.; Lai, Z.; Cao, Q.; Han, X.; Liu, N.; Li, X.; Huang, Y.; Li, L. Investigation on deformation control of sheet metal in radial Lorentz force augmented deep drawing. Int. J. Adv. Manuf. Technol. 2019, 105, 2369–2381. [Google Scholar] [CrossRef]
- Lai, Z.; Cao, Q.; Chen, M.; Liu, N.; Li, X.; Huang, Y.; Han, X.; Li, L. The effect of coil polarity on electromagnetic forming using a multi-coil system. Int. J. Adv. Manuf. Technol. 2019, 103, 1555–1566. [Google Scholar] [CrossRef]
- Liu, N.; Lai, Z.; Cao, Q.; Han, X.; Huang, Y.; Li, X.; Chen, M.; Li, L. A comparative study on the effects of boundary constraints on electromagnetic sheet forming. Int. J. Adv. Manuf. Technol. 2019, 101, 2785–2793. [Google Scholar] [CrossRef]
- Chen, M.; Lai, Z.; Cao, Q.; Han, X.; Wang, C.; Liu, N.; Li, L. Improvement on formability and forming accuracy in electromagnetic forming of deep-cavity sheet metal part using a dual-coil system. J. Manuf. Process. 2020, 57, 209–221. [Google Scholar] [CrossRef]
- Cao, Q.; Li, Z.; Lai, Z.; Li, Z.; Han, X.; Li, L. Analysis of the effect of an electrically conductive die on electromagnetic sheet metal forming process using the finite element-circuit coupled method. Int. J. Adv. Manuf. Technol. 2019, 101, 549–563. [Google Scholar] [CrossRef]
- Yu, H.; Li, C.; Deng, J. Sequential coupling simulation for electromagnetic–mechanical tube compression by finite element analysis. J. Mater. Process. Technol. 2009, 209, 707–713. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Parameter | Value |
|---|---|---|
| Discharge circuit | Capacitance | 320 μF |
| Machine inductance | 10 μH | |
| Machine resistance | 25 mΩ | |
| Workpiece | Electrical resistivity | 2.65 × 10−8 Ω·m |
| Permeability | 4π × 10−7 H/m | |
| Mass density | 2.7 × 103 kg/m3 | |
| Young modulus | 70 GPa | |
| Poisson ratio | 0.34 | |
| Contact interface | Friction coefficient (Coulomb friction law) | 0.15 |
| Copper conductor | Electrical resistivity | 1.75 × 10−8 Ω·m |
| Permeability | 4π × 10−7 H/m | |
| Mass density | 8.9 × 103 kg/m3 | |
| Young modulus | 110 GPa | |
| Poisson ratio | 0.34 | |
| Initial yield stress | 135 MPa | |
| Tangent modulus | 0.4 GPa | |
| Zylon fiber | Mass density | 1.56 × 103 kg/m3 |
| Young modulus (r/θ/z) | 3/230/3 GPa | |
| Poisson ratio (rz/rθ/zθ) | 0.34/0.0148/0.0148 | |
| Epoxy resin board | Mass density | 2.6 × 103 kg/m3 |
| Young modulus | 22 GPa | |
| Poisson ratio | 0.34 | |
| Die | Mass density | 7.9 × 103 kg/m3 |
| Young modulus | 180 GPa | |
| Poisson ratio | 0.34 |
| Voltage/kV | Diameter/mm | Drawing Ratio | |
|---|---|---|---|
| Experiment | 2, 3, 4, 5 | 95, 100, 110, 130 | 1.36, 1.43, 1.57, 1.86 |
| Simulation | 2, 3, 4, 5 | 95, 100, 110, 130, 150, 200, 300 | 1.36, 1.43, 1.57, 1.86, 2.14, 2.86, 4.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, M.; Xiao, H.; Wang, Z.; Wang, J.; Zuo, C.; Yang, W. Investigation of the Role of the Initial Workpiece Diameter in Deformation Control in Electromagnetic Sheet Forming. Electronics 2024, 13, 3828. https://doi.org/10.3390/electronics13193828
Chen M, Xiao H, Wang Z, Wang J, Zuo C, Yang W. Investigation of the Role of the Initial Workpiece Diameter in Deformation Control in Electromagnetic Sheet Forming. Electronics. 2024; 13(19):3828. https://doi.org/10.3390/electronics13193828
Chicago/Turabian StyleChen, Meng, Hanchen Xiao, Zuoshuai Wang, Jianxun Wang, Chao Zuo, and Wentie Yang. 2024. "Investigation of the Role of the Initial Workpiece Diameter in Deformation Control in Electromagnetic Sheet Forming" Electronics 13, no. 19: 3828. https://doi.org/10.3390/electronics13193828
APA StyleChen, M., Xiao, H., Wang, Z., Wang, J., Zuo, C., & Yang, W. (2024). Investigation of the Role of the Initial Workpiece Diameter in Deformation Control in Electromagnetic Sheet Forming. Electronics, 13(19), 3828. https://doi.org/10.3390/electronics13193828