
Comprehensive Diagnosis of Localized Rolling Bearing Faults during Rotating Machine Start-Up via Vibration Envelope Analysis




Abstract
:1. Introduction
2. Theoretical Background
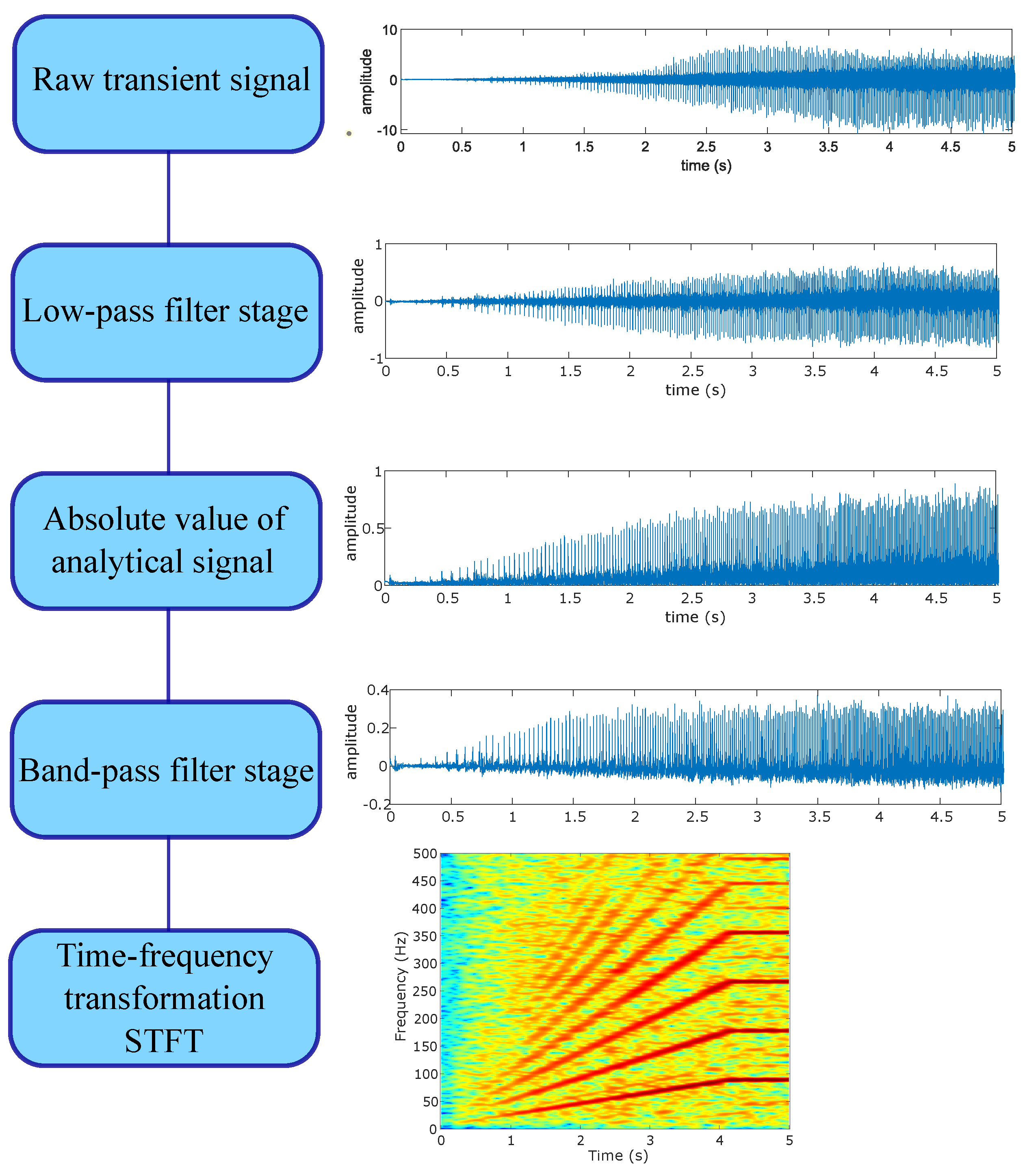
3. Proposed Methodology
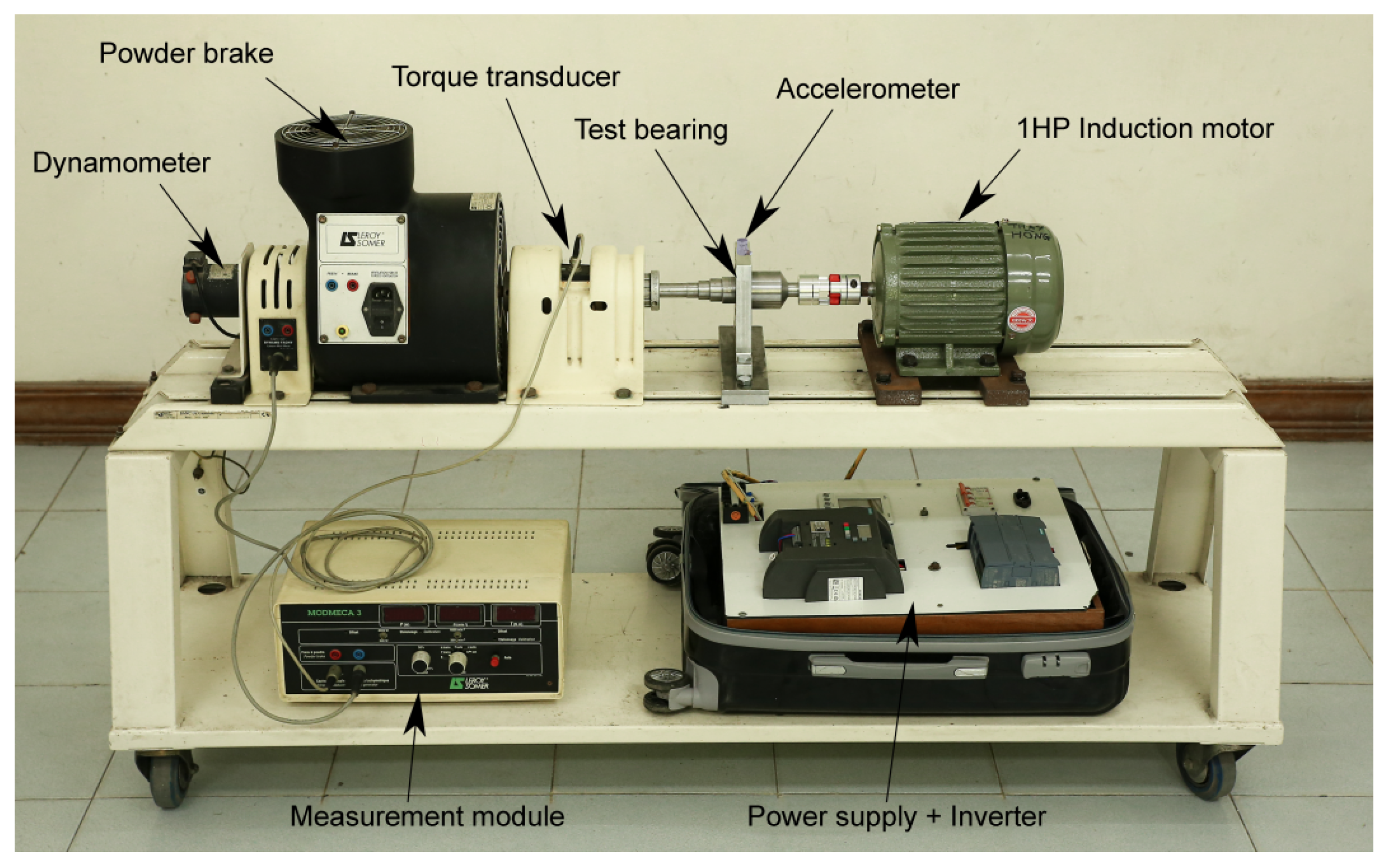
4. Method Test in the HUST Dataset
4.1. Dataset Description and Estimation of Characteristic Frequencies
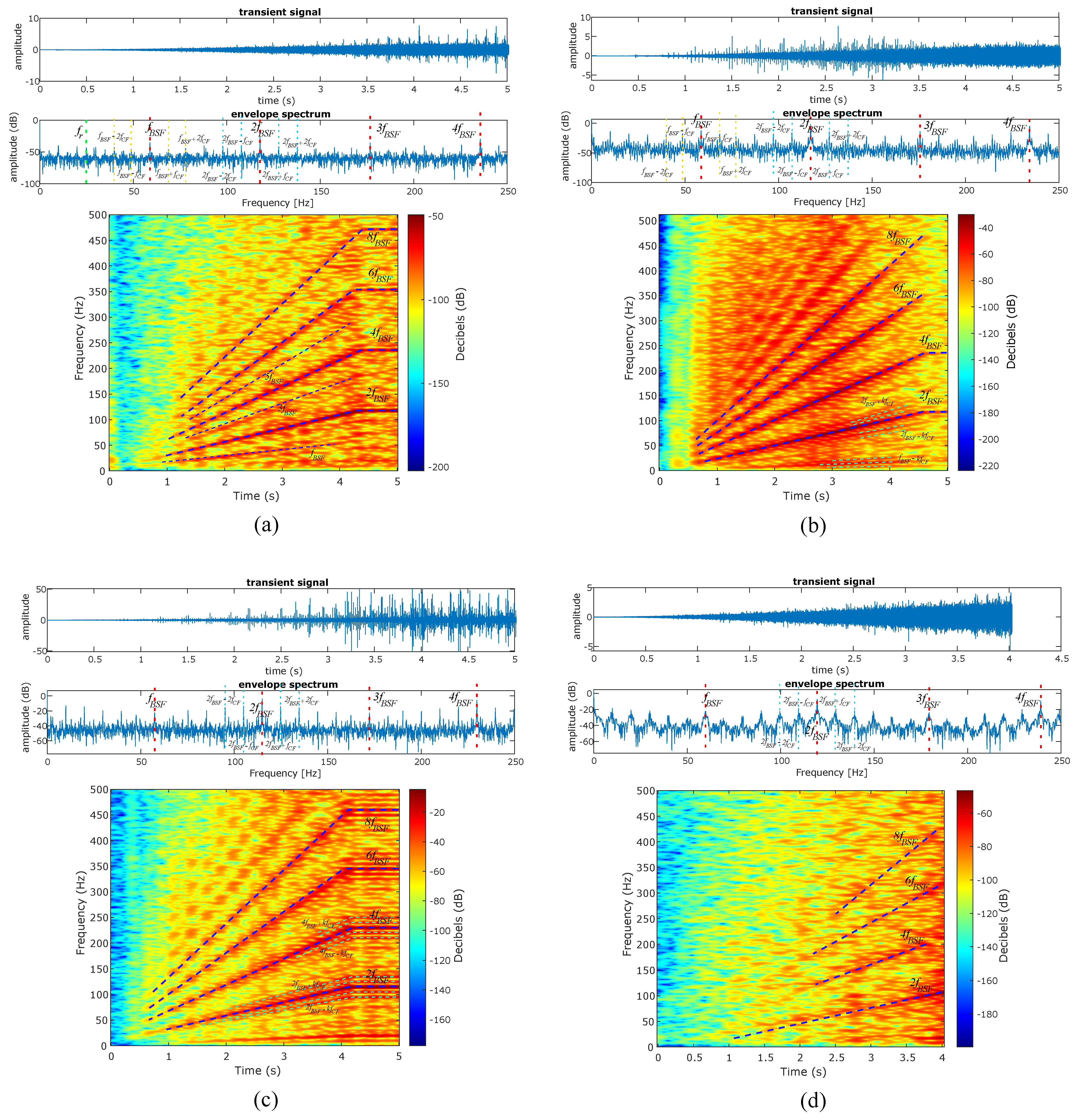
4.2. Identification of Characteristic Frequencies during Transient
4.2.1. Outer Race Bearing Fault
4.2.2. Inner Race Bearing Fault
4.2.3. Rolling Element Bearing Fault
4.3. Load Variation Effect
5. Transfer Path Influence
5.1. CWRU Dataset Description
5.2. Outer Race Bearing Fault
5.3. Inner Race Bearing Fault
5.4. Rolling Element Bearing Fault
6. Discussion
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Albrecht, P.; Appiarius, J.; McCoy, R.; Owen, E.; Sharma, D. Assessment of the reliability of motors in utility applications-Updated. IEEE Trans. Energy Convers. 1986, EC-1, 39–46. [Google Scholar] [CrossRef]
- Nandi, S.; Toliyat, H.A.; Li, X. Condition monitoring and fault diagnosis of electrical motors—A review. IEEE Trans. Energy Convers. 2005, 20, 719–729. [Google Scholar] [CrossRef]
- Orlowska-Kowalska, T.; Wolkiewicz, M.; Pietrzak, P.; Skowron, M.; Ewert, P.; Tarchala, G.; Krzysztofiak, M.; Kowalski, C.T. Fault diagnosis and fault-tolerant control of PMSM drives–state of the art and future challenges. IEEE Access 2022, 10, 59979–60024. [Google Scholar] [CrossRef]
- Khan, M.A.; Asad, B.; Kudelina, K.; Vaimann, T.; Kallaste, A. The Bearing Faults Detection Methods for Electrical Machines—The State of the Art. Energies 2022, 16, 296. [Google Scholar] [CrossRef]
- ISO 10816-2:1996; Mechanical Vibration—Evaluation of Machine Vibration by Measurements on Non-Rotating Parts. ISO: Geneva, Switzerland, 1996.
- Schoen, R.R.; Habetler, T.G.; Kamran, F.; Bartfield, R. Motor bearing damage detection using stator current monitoring. IEEE Trans. Ind. Appl. 1995, 31, 1274–1279. [Google Scholar] [CrossRef]
- Benbouzid, M.E.H. A review of induction motors signature analysis as a medium for faults detection. IEEE Trans. Ind. Electron. 2000, 47, 984–993. [Google Scholar] [CrossRef]
- Bellini, A.; Filippetti, F.; Tassoni, C.; Capolino, G.A. Advances in diagnostic techniques for induction machines. IEEE Trans. Ind. Electron. 2008, 55, 4109–4126. [Google Scholar] [CrossRef]
- Haddad, R.Z.; Lopez, C.A.; Pons-Llinares, J.; Antonino-Daviu, J.; Strangas, E.G. Outer race bearing fault detection in induction machines using stator current signals. In Proceedings of the 2015 IEEE 13th International Conference on Industrial Informatics (INDIN), Cambridge, UK, 22–24 July 2015; pp. 801–808. [Google Scholar]
- Cureno-Osornio, J.; Zamudio-Ramirez, I.; Saucedo-Dorantes, J.J.; Osornio-Rios, R.A.; Antonino-Daviu, J.A. Outer Bearing Race Diagnosis by Means of Stray Flux Signals and Shannon Entropy. In Proceedings of the 2023 IEEE 14th International Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives (SDEMPED), Chania, Greece, 28–31 August 2023; pp. 397–402. [Google Scholar]
- Randal, R. Vibration-Based Condition Monitoring Industrial, Aerospace and Automotive Applications; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2011; Volume 2. [Google Scholar]
- McFadden, P.; Smith, J. Model for the vibration produced by a single point defect in a rolling element bearing. J. Sound Vib. 1984, 96, 69–82. [Google Scholar] [CrossRef]
- Ugwiri, M.A.; Mpia, I.; Lay-Ekuakille, A. Vibrations for fault detection in electric machines. IEEE Instrum. Meas. Mag. 2020, 23, 66–72. [Google Scholar] [CrossRef]
- Junsheng, C.; Dejie, Y.; Yu, Y. A fault diagnosis approach for roller bearings based on EMD method and AR model. Mech. Syst. Signal Process. 2006, 20, 350–362. [Google Scholar] [CrossRef]
- Prabhakar, S.; Mohanty, A.R.; Sekhar, A. Application of discrete wavelet transform for detection of ball bearing race faults. Tribol. Int. 2002, 35, 793–800. [Google Scholar] [CrossRef]
- Randall, R.B.; Antoni, J.; Chobsaard, S. A comparison of cyclostationary and envelope analysis in the diagnostics of rolling element bearings. In Proceedings of the 2000 IEEE International Conference on Acoustics, Speech, and Signal Processing. Proceedings (Cat. No. 00CH37100), Istanbul, Turkey, 5–9 June 2000; Volume 6, pp. 3882–3885. [Google Scholar]
- Antonino-Daviu, J. Electrical monitoring under transient conditions: A new paradigm in electric motors predictive maintenance. Appl. Sci. 2020, 10, 6137. [Google Scholar] [CrossRef]
- Rai, A.; Upadhyay, S.H. A review on signal processing techniques utilized in the fault diagnosis of rolling element bearings. Tribol. Int. 2016, 96, 289–306. [Google Scholar] [CrossRef]
- Antoni, J.; Bonnardot, F.; Raad, A.; El Badaoui, M. Cyclostationary modelling of rotating machine vibration signals. Mech. Syst. Signal Process. 2004, 18, 1285–1314. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, T.W.; Na, J.; Fung, R.F. Envelope order tracking for fault detection in rolling element bearings. J. Sound Vib. 2012, 331, 5644–5654. [Google Scholar] [CrossRef]
- Coats, M.D.; Randall, R.B. Single and multi-stage phase demodulation based order-tracking. Mech. Syst. Signal Process. 2014, 44, 86–117. [Google Scholar] [CrossRef]
- Zhao, M.; Lin, J.; Xu, X.; Lei, Y. Tacholess envelope order analysis and its application to fault detection of rolling element bearings with varying speeds. Sensors 2013, 13, 10856–10875. [Google Scholar] [CrossRef]
- Liu, D.; Cheng, W.; Wen, W. Generalized demodulation with tunable E-Factor for rolling bearing diagnosis under time-varying rotational speed. J. Sound Vib. 2018, 430, 59–74. [Google Scholar] [CrossRef]
- Romero-Troncoso, R.; Garcia-Perez, A.; Morinigo-Sotelo, D.; Duque-Perez, O.; Osornio-Rios, R.; Ibarra-Manzano, M. Rotor unbalance and broken rotor bar detection in inverter-fed induction motors at start-up and steady-state regimes by high-resolution spectral analysis. Electr. Power Syst. Res. 2016, 133, 142–148. [Google Scholar] [CrossRef]
- Morinigo-Sotelo, D.; Romero-Troncoso, R.d.J.; Panagiotou, P.A.; Antonino-Daviu, J.A.; Gyftakis, K.N. Reliable detection of rotor bars breakage in induction motors via MUSIC and ZSC. IEEE Trans. Ind. Appl. 2017, 54, 1224–1234. [Google Scholar] [CrossRef]
- Delgado-Arredondo, P.A.; Morinigo-Sotelo, D.; Osornio-Rios, R.A.; Avina-Cervantes, J.G.; Rostro-Gonzalez, H.; de Jesus Romero-Troncoso, R. Methodology for fault detection in induction motors via sound and vibration signals. Mech. Syst. Signal Process. 2017, 83, 568–589. [Google Scholar] [CrossRef]
- Climente-Alarcon, V.; Antonino-Daviu, J.; Riera-Guasp, M.; Pons-Llinares, J.; Roger-Folch, J.; Jover-Rodriguez, P.; Arkkio, A. Transient tracking of low and high-order eccentricity-related components in induction motors via TFD tools. Mech. Syst. Signal Process. 2011, 25, 667–679. [Google Scholar] [CrossRef]
- Fernandez-Cavero, V.; Morinigo-Sotelo, D.; Duque-Perez, O.; Pons-Llinares, J. A comparison of techniques for fault detection in inverter-fed induction motors in transient regime. IEEE Access 2017, 5, 8048–8063. [Google Scholar] [CrossRef]
- Sierra-Alonso, E.F.; Caicedo-Acosta, J.; Orozco Gutiérrez, Á.Á.; Quintero, H.F.; Castellanos-Dominguez, G. Short-time/-angle spectral analysis for vibration monitoring of bearing failures under variable speed. Appl. Sci. 2021, 11, 3369. [Google Scholar] [CrossRef]
- Shi, J.; Liang, M.; Guan, Y. Bearing fault diagnosis under variable rotational speed via the joint application of windowed fractal dimension transform and generalized demodulation: A method free from prefiltering and resampling. Mech. Syst. Signal Process. 2016, 68, 15–33. [Google Scholar] [CrossRef]
- Mauricio, A.; Smith, W.A.; Randall, R.B.; Antoni, J.; Gryllias, K. Improved Envelope Spectrum via Feature Optimisation-gram (IESFOgram): A novel tool for rolling element bearing diagnostics under non-stationary operating conditions. Mech. Syst. Signal Process. 2020, 144, 106891. [Google Scholar] [CrossRef]
- Feng, Z.; Liang, M.; Chu, F. Recent advances in time–frequency analysis methods for machinery fault diagnosis: A review with application examples. Mech. Syst. Signal Process. 2013, 38, 165–205. [Google Scholar] [CrossRef]
- Thuan, N.D.; Hong, H.S. HUST bearing: A practical dataset for ball bearing fault diagnosis. arXiv 2023, arXiv:2302.12533. [Google Scholar] [CrossRef]
- Loparo, K. Bearings Vibration Data Sets; Case Western Reserve University Bearing Data Center, Case Western Reserve University: Cleveland, OH, USA, 2012; pp. 22–28. [Google Scholar]
- Randall, R.B.; Antoni, J. Rolling element bearing diagnostics—A tutorial. Mech. Syst. Signal Process. 2011, 25, 485–520. [Google Scholar] [CrossRef]
- Stack, J.R.; Habetler, T.G.; Harley, R.G. Fault classification and fault signature production for rolling element bearings in electric machines. IEEE Trans. Ind. Appl. 2004, 40, 735–739. [Google Scholar] [CrossRef]
- Smith, W.A.; Randall, R.B. Rolling element bearing diagnostics using the Case Western Reserve University data: A benchmark study. Mech. Syst. Signal Process. 2015, 64, 100–131. [Google Scholar] [CrossRef]
- Ding, A.; Qin, Y.; Wang, B.; Cheng, X.; Jia, L. An Elastic Expandable Fault Diagnosis Method of Three-Phase Motors Using Continual Learning for Class-Added Sample Accumulations. IEEE Trans. Ind. Electron. 2023. [Google Scholar] [CrossRef]
- Abudurexiti, Y.; Han, G.; Liu, L.; Zhang, F.; Wang, Z.; Peng, J. Graph-guided Higher-Order Attention Network for Industrial Rotating Machinery Intelligent Fault Diagnosis. IEEE Trans. Ind. Inform. 2023. [Google Scholar] [CrossRef]
- Chen, Z.; Mauricio, A.; Li, W.; Gryllias, K. A deep learning method for bearing fault diagnosis based on cyclic spectral coherence and convolutional neural networks. Mech. Syst. Signal Process. 2020, 140, 106683. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bearing Type | [mm] | [mm] | [mm] | [mm] | |
|---|---|---|---|---|---|
| 6204 | 8 | 20 | 47 | 7.6 | 33.5 |
| 6205 | 9 | 25 | 52 | 7.8 | 38.5 |
| 6206 | 9 | 30 | 62 | 9 | 46 |
| 6207 | 9 | 35 | 72 | 11 | 53.5 |
| 6208 | 9 | 40 | 80 | 12 | 60 |
| Bearing Type | ||||
|---|---|---|---|---|
| 6204 | 3.09 | 4.91 | 2.09 | 0.39 |
| 6205 | 3.59 | 5.41 | 2.37 | 0.40 |
| 6206 | 3.62 | 5.38 | 2.46 | 0.40 |
| 6207 | 3.57 | 5.43 | 2.33 | 0.40 |
| 6208 | 3.60 | 5.40 | 2.41 | 0.40 |
| [mm] | [mm] | [mm] | [mm] |
|---|---|---|---|
| 25 | 52 | 7.94 | 39.04 |
| 3.58 | 5.42 | 2.36 | 0.40 |
| Amplitude (dB) | No-Load | 1 HP Load | 2 HP Load | 3 HP Load |
|---|---|---|---|---|
| DE | −11 | −14.57 | −14.92 | −12.51 |
| NDE | −23.26 | −26.24 | −27.26 | −22.36 |
| Base | −41.11 | −37.13 | −38.07 | −34.93 |
| amplitude (dB) | no-load | 1 HP load | 2 HP load | 3 HP load |
| DE | −20.41 | −20.45 | −20.61 | −24.57 |
| NDE | −28.18 | −29.38 | −30.95 | −37.19 |
| Base | −41.06 | −38.27 | −36.36 | −39.91 |
| amplitude (dB) | no-load | 1 HP load | 2 HP load | 3 HP load |
| DE | −43.72 | −42.97 | −37.34 | −32.32 |
| NDE | −50.21 | −51.68 | −46.83 | −49.10 |
| Base | −56.18 | −66.15 | −60.46 | −55.70 |
| amplitude (dB) | no-load | 1 HP load | 2 HP load | 3 HP load |
| DE | −45.12 | −48.67 | −40.16 | −35.13 |
| NDE | −43.86 | −43.10 | −69.59 | −55.18 |
| Base | −54.81 | −51.12 | −51.08 | −53.42 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruiz-Sarrio, J.E.; Antonino-Daviu, J.A.; Martis, C. Comprehensive Diagnosis of Localized Rolling Bearing Faults during Rotating Machine Start-Up via Vibration Envelope Analysis. Electronics 2024, 13, 375. https://doi.org/10.3390/electronics13020375
Ruiz-Sarrio JE, Antonino-Daviu JA, Martis C. Comprehensive Diagnosis of Localized Rolling Bearing Faults during Rotating Machine Start-Up via Vibration Envelope Analysis. Electronics. 2024; 13(2):375. https://doi.org/10.3390/electronics13020375
Chicago/Turabian StyleRuiz-Sarrio, Jose E., Jose A. Antonino-Daviu, and Claudia Martis. 2024. "Comprehensive Diagnosis of Localized Rolling Bearing Faults during Rotating Machine Start-Up via Vibration Envelope Analysis" Electronics 13, no. 2: 375. https://doi.org/10.3390/electronics13020375