
Methodology and Challenges of Implementing Advanced Technological Solutions in Small and Medium Shipyards: The Case Study of the Mari4_YARD Project

 ,
,  ,
,  , , ,
, , ,  , , , , ,
, , , , ,  , ,
, ,  add
Show full author list
add
Show full author list
Abstract
:1. Introduction
- 3D Modeling and Digitalization. Through digital twin (DT) technology, process digitalization enables the creation of digital replicas of entire vessels or specific components, allowing for real-time monitoring, predictive maintenance, and performance optimization [16,17]. This technology is particularly relevant for modeling and simulating complex shipbuilding processes and systems. Traditional stand-alone simulations are inadequate due to continuous environmental changes or lack of CAD models [7,18].
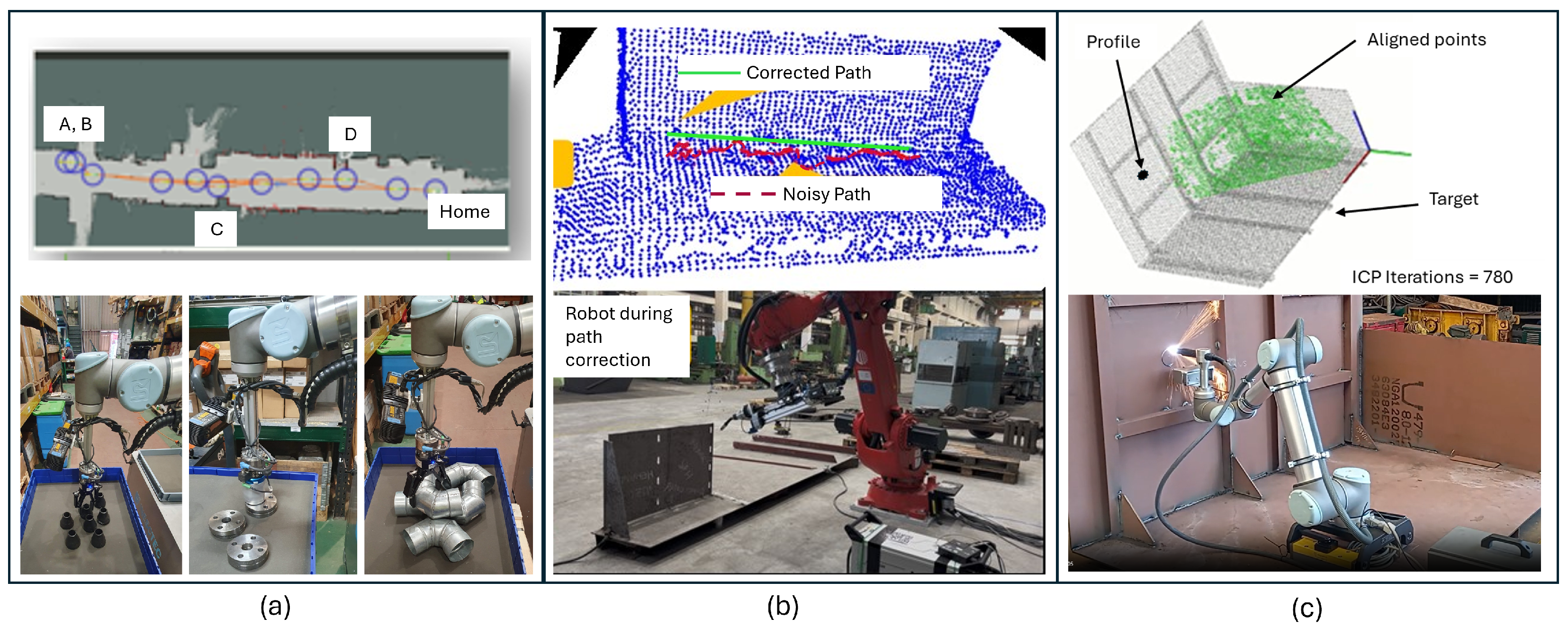
- Robotics. Originating during the third industrial revolution, robotics has become more flexible and autonomous [7,19], thus aligning with the shift from mass to customized production. In shipbuilding, robotic tools automate welding, assembly, and logistic operations [15,20,21], reducing manual and dangerous labor while enhancing productivity. Advanced sensors have given rise to collaborative robots (cobots), enabling human operators work closely with robotic devices [22]. However, the precise robot localization in the harsh shipyard environment is still a major challenge [23].
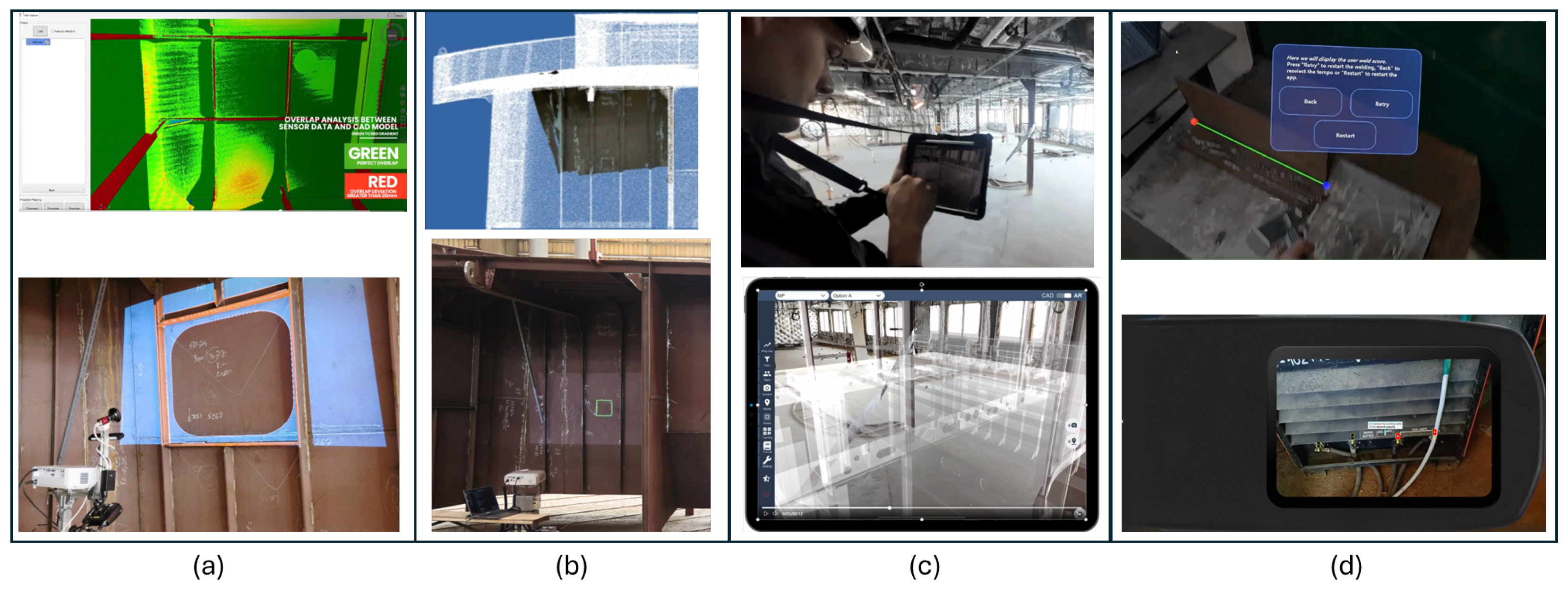
- Augmented and Mixed Reality (AR/MR). AR/MR has become a valuable tool in manufacturing, enabling workers to collaborate effectively, access real-time information, and monitor and control systems interactively [24,25,26]. AR fully immerses operators in a virtual world for training and knowledge improvement. Meanwhile, MR merges the real and virtual worlds, providing virtual data and information where and when needed [7]. Precise localization of the virtual and augmented information using projection and wearable devices is still a challenge due to the harsh shipbuilding environment.
- Occupational Exoskeletons (OE). A key driver of Industry 4.0, AI-supported occupational exoskeletons can significantly support shipbuilding processes [25]. These active exoskeletons, equipped with onboard sensors, adapt to user needs by providing corresponding force and torque through actuators [27,28]. AI classifiers and algorithms work intelligently, adapting to user physiological requirements and reducing physical strain and fatigue-induced errors.
2. Mari4_YARD Methodology
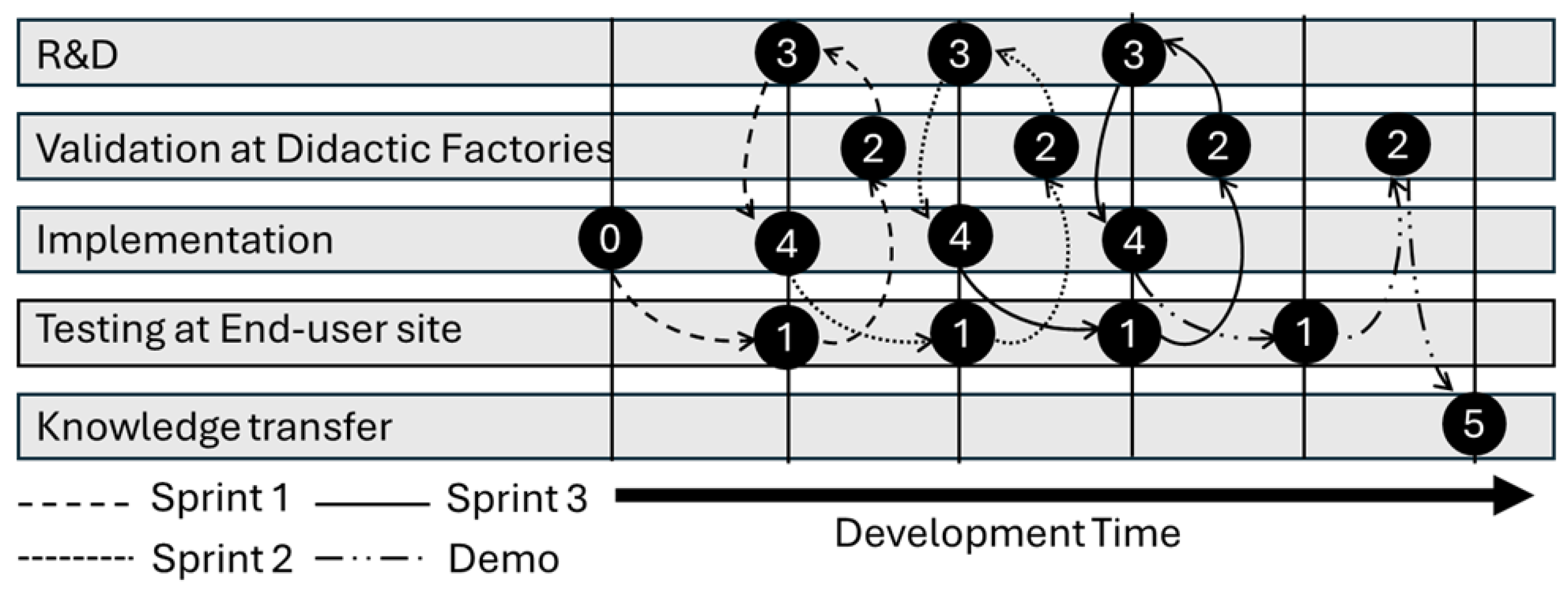
2.1. Iterative Approach
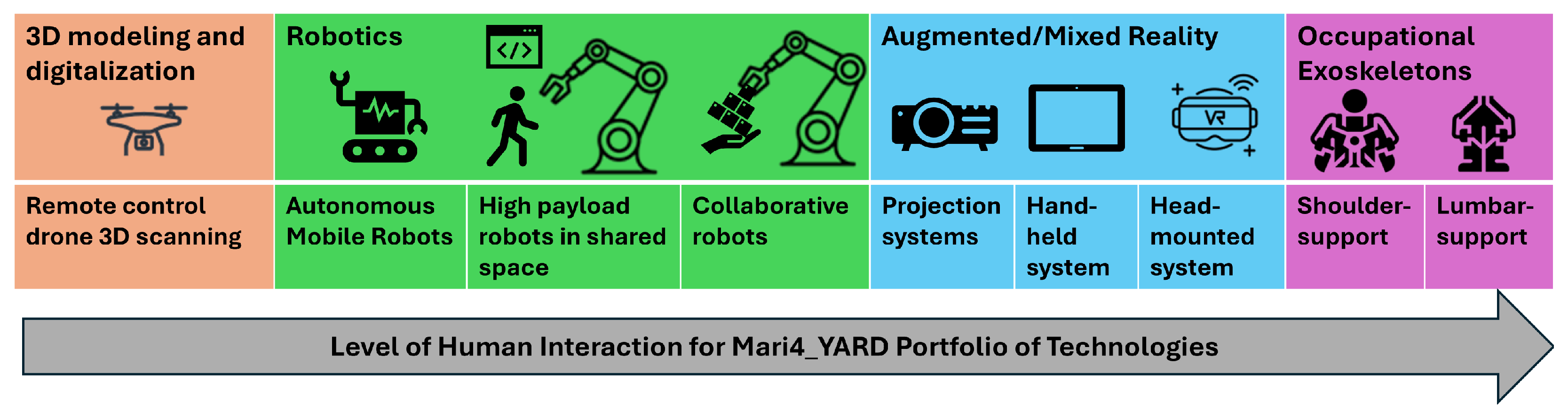
2.2. Portfolio of Technologies
2.2.1. 3D Modeling and Digitalization
2.2.2. Robotics
2.2.3. Augmented/Mixed Reality
2.2.4. Occupational Exoskeletons
2.3. Design of Demonstrators
2.3.1. Functional Requirements
2.3.2. Testing Scenarios
2.3.3. Key Performance Indicators
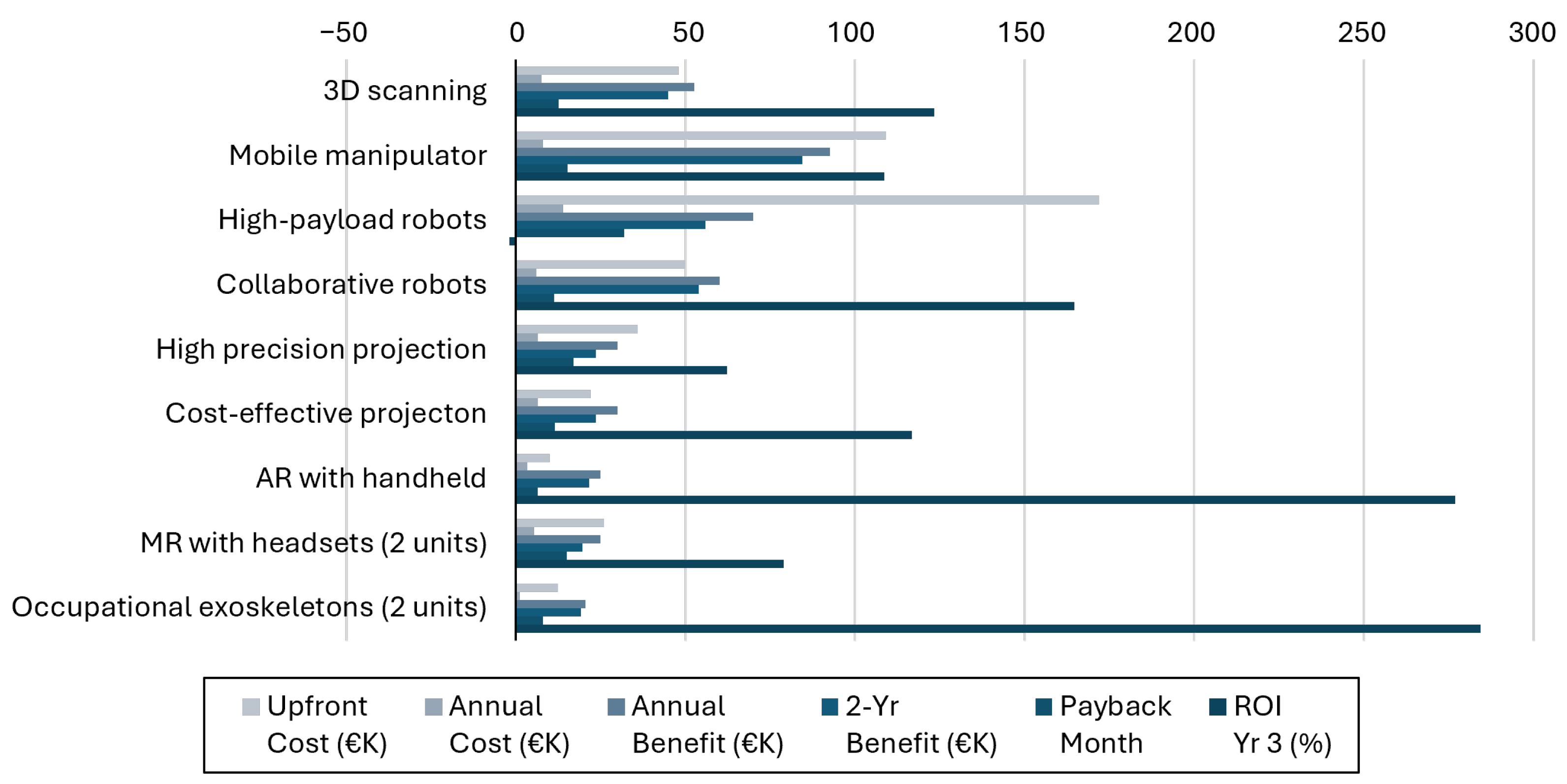
2.3.4. Cost and Benefit Analysis
3. Results
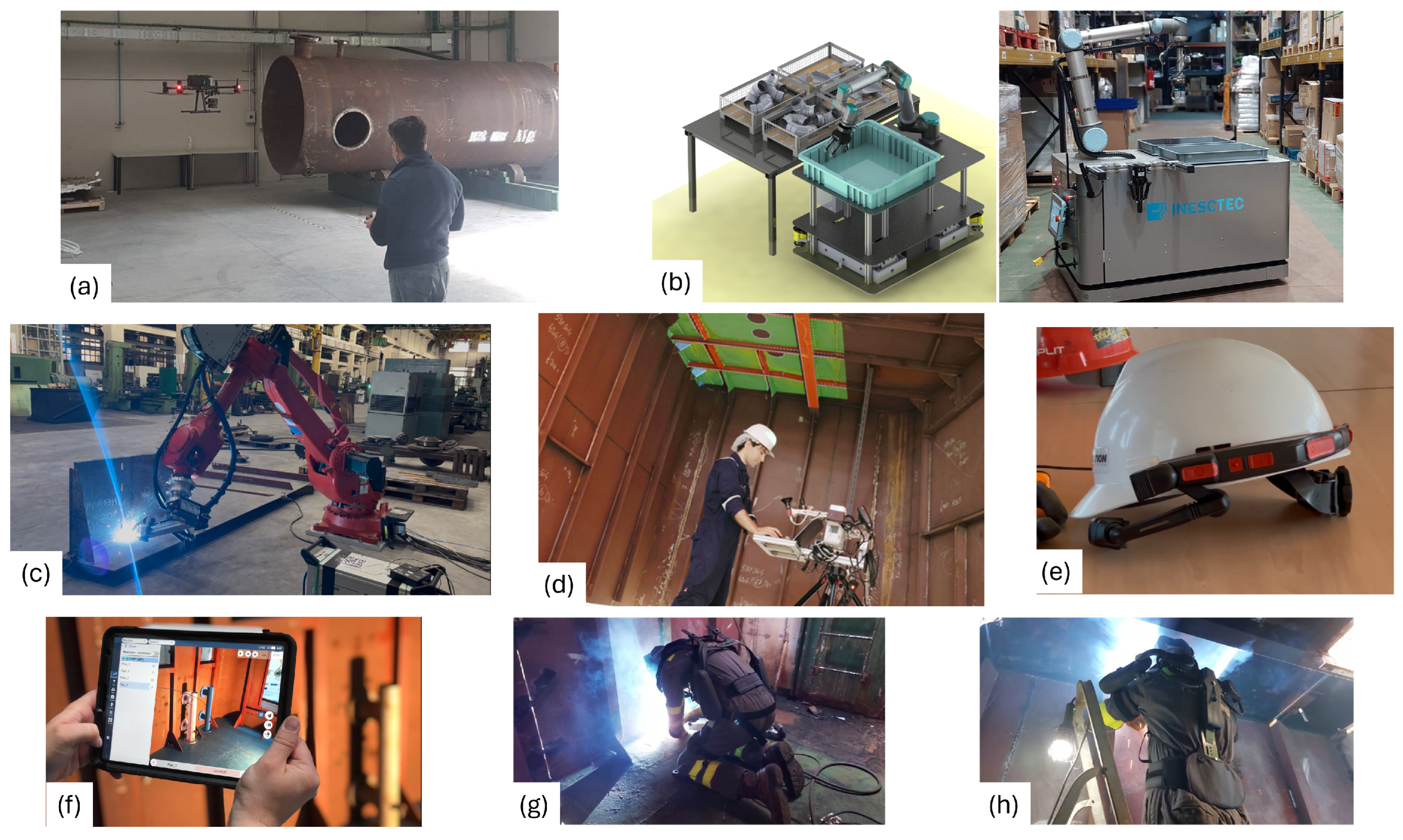
3.1. 3D Modeling and Digitalization
3.2. Robotics
3.3. Augmented/Mixed Reality
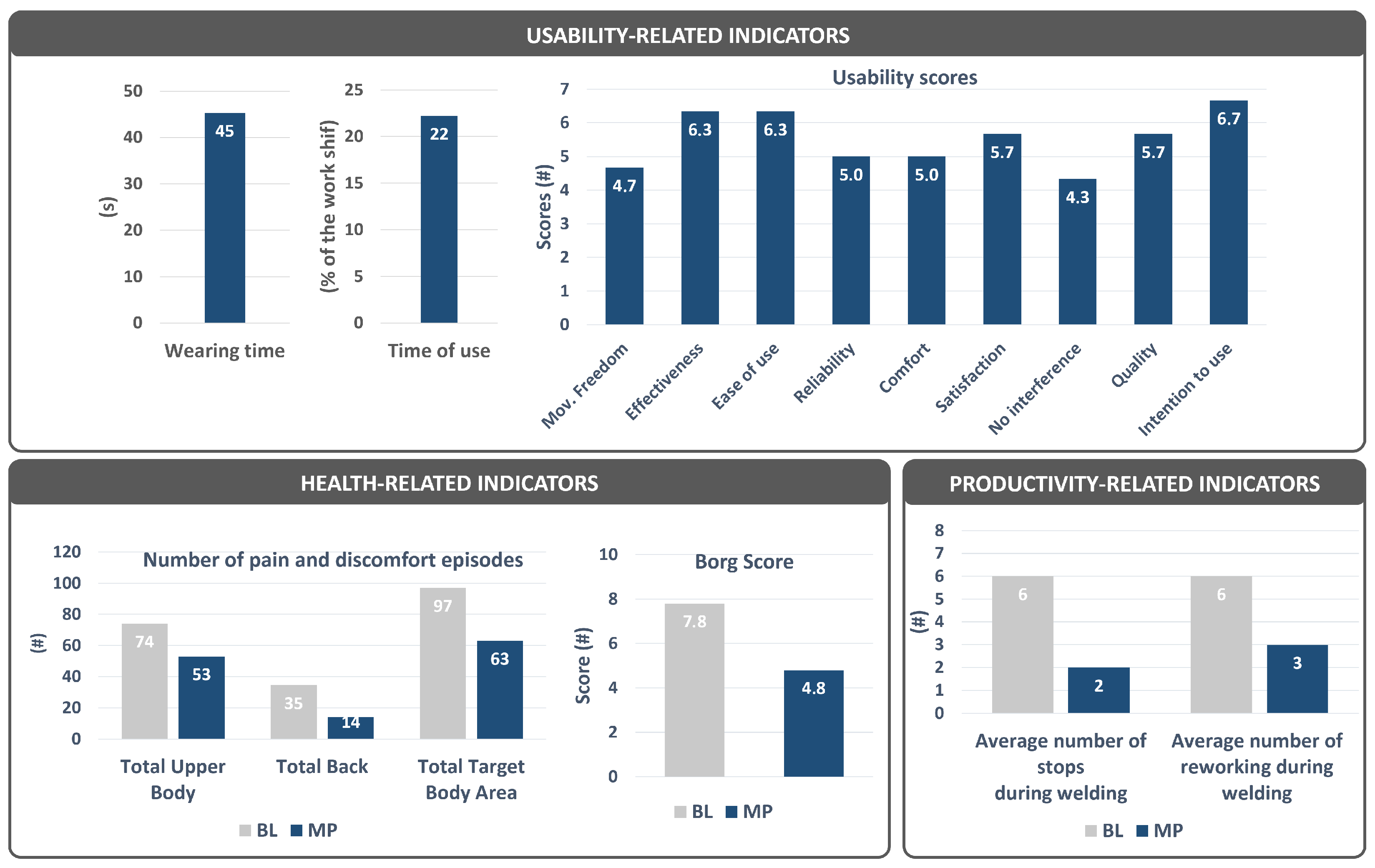
3.4. Occupational Exoskeletons
3.5. Training and Didactic Factories
4. Discussion
4.1. Technical Challenges During Development
- Requirement to Specification Gap. A common issue was the prompt and clear identification of functional requirements from the end user’s perspective, which had to be translated into technical specifications by developers. This gap impacted the design and development phases of our solutions. Indeed, delays and uncertainties in identifying adequate requirements from the beginning of the design phase caused a cascade of additional delays, the development of initially sub-optimal solutions, and modifications to the requirements along the way.
- Digital to Real Gap. Ensuring that physical environments match their digital counterparts, such as 3D CAD models, is key to effectively using projection systems and digital technologies [52]. The accuracy of these projection systems relied on how precise the digital models were. If the real world and its digital twin did not align, it could add inconsistencies during both the perception and projection stages, which could impair the system’s performance. One major issue was how ship structure deformation affected precision. Physical structures, especially in shipbuilding and industrial settings, can deform slightly due to material traits, temperature shifts, or mechanical stress. While 3D CAD models offer a theoretical design, they often ignore these real-world changes. The solution developed, based on a 3D point cloud registration algorithm used in the perception phase, was capable of handling outliers and proved to be resilient to these mismatches and deformations (in shipbuilding, most processes can handle deviations of up to ±5 cm).
- TRL Gap. The technologies implemented did not all start from the same TRL. Indeed, within the various solutions implemented, some of them were already available on the market (e.g., high-payload robots, drones, head-mounted devices), whereas others were at a more prototypical stage (e.g., exoskeletons). Therefore, we observed technical challenges at different layers. On the one hand, in the case of projection systems or collaborative robots, the main technical challenges were not related to the platform itself, but rather to the specific applications they were used for. On the other hand, in the case of OEs, the maturity level of the technology was at a more prototypical stage (i.e., not commercially available), so technical challenges were encountered from the beginning of the design and development phase.
- Environment Uncertainty Gap. Environment-related factors influenced the technical development, ranging from the presence of dusty, saline, and potentially explosive environments to the fact that these settings are heavily unstructured and inherently complex to target. In this context, for example, OEs were developed considering that the materials used needed to be resistant to flame, dust, and oxidation. Additionally, in the case of mobile robotic solutions, one of the main technical challenges was related to the fact that the shipyards were not yet ready for the deployment of such technologies, for example, due to component storage locations being organized to optimize space usage and human handling, which made the use of robotic devices challenging.
4.2. Operational Challenges During Demonstrations
- Environment Adaptation. In the context of autonomous mobile manipulators, their adaptation for specific applications required modifications tied to the warehouse’s item storage configuration. To validate this technology, adjustments were made to the storage layout, as illustrated in Figure 6a. Beyond these changes, no additional alterations to the warehouse environment were necessary. However, the adoption of mobile robots necessitated a careful evaluation of floor conditions. This assessment accounted for the type of wheels employed to ensure proper navigation and stability of the robot. For the use cases selected in this paper, and in typical warehouse settings, the floors were generally well-maintained, as they often accommodate pallet trucks for transporting parts. Consequently, no issues arose in this regard. Nevertheless, when deploying this solution to other locations, a thorough assessment of floor conditions remains essential to ensure operational success.
- Software Integration. The integration of the provided solution into the already existing production systems—both hardware and software—was one of the main challenges that technology developers faced while implementing their solutions within the shipyards. In the case of the software, the concept of vertical integration was adopted. It focused on the static uploading of different data file formats collected from standard shipyard software tools. The verification of integration was performed by means of dedicated graphical user interfaces. However, there were still some challenges surrounding the day-to-day data updates. For example, it was verified that the existence of ERP systems, such as 3D models and resource planning, was not sufficient for many applications to effectively use the new technologies (e.g., digitalization through 3D scanning with drones). Indeed, if these systems are outdated, the physical environment may not correlate with the digitalized version (e.g., 3D models). This mismatch could result in manufacturing errors such as incorrect openings in hull structures. This was the case for the high-precision and cost-effective projection systems, where inadequate CAD model adaptability for in situ modifications hindered the ability to efficiently modify and update the developed models in real time.
- Hardware Compatibility. The deployment of the pan-tilt unit projection system only required the presence of a horizontal ferromagnetic surface for attachment, whereas no additional modifications were necessary for on-site deployment. Additionally, ensuring compatibility between the new system’s hardware and the shipyard facility was a challenge. For example, power supply instability during one of the demonstrations at a shipyard risked damaging the projector system’s electrical components due to frequent voltage fluctuations. This was solved by implementing additional protective measures to ensure consistent power supply that were not foreseen in the design phase. The use of autonomous mobile robots in indoor environments suggested potential efficiency gains, but their application was constrained by factors such as floor conditions, robotic arm reachability, and payload limits. CAD models were necessary for part recognition, although ongoing research aims to eliminate this dependency. Challenges with reflective and transparent surfaces also highlighted the need for advancements in sensing and perception technologies [53]. Overall, these occurrences underscored the importance of developing robust and flexible solutions that can effectively address the complexity of real-world applications.
- Operator Usability. A relevant challenge was providing solutions that could be easily operated by shipyards’ operators, without the need for dedicated specialized personnel, such as engineers from the developer’s side, during the daily work routine [54]. This issue arose when some parameters or device configurations needed real-time changes because the design did not match real conditions. This mismatch could be due to unforeseen changes in the working environment with respect to the design phase, such as in the case of collaborative robots. In this case, we faced localization problems, because the robot’s positioning was compromised due to the structure’s dimensions and limitations in the initial view selection. Also in this case, the problem was solved through manual intervention by the developers.
- Productivity-Precision Balance. Maintaining a balance between cycle times and the precision of cutting and welding presented another challenge [55]. For example, with collaborative robots, we addressed this by splitting the process into two steps: robot teaching and automatic robotic operation. In the robot teaching step, the operator guides the robot to the correct position for the target ship structure, teaching it to reach the robotic working area for welding or cutting tasks. Then, in the second step, automatic robotic operation begins. From this point, the robot maintains a steady speed and accurately follows the planned paths. This method improved both precision and cycle time, particularly when welding similar profiles within the robot’s range of motion.
- Environmental Operation. As far as the use of drones for 3D scanning of shipyards is concerned, it was faced the problem of obtaining proper flight permissions and managing the local fauna, namely the presence of birds in the aerial environment. Additionally, the shipyard workers in the scanning area posed a significant operational challenge. The presence of both humans and birds was a condition that needed to be avoided in order to properly perform acquisitions with drones.
- Long-Term Impact. In the case of the OEs, demonstration of their impact (or its estimation) in improving the quality of life of workers and enhancing productivity in the medium or long term is still lacking [56]. Hence, the primary challenge was to design an experimental procedure that could clearly highlight the medium- or long-term benefits of using exoskeletons compared to baseline working conditions. The procedural strategy implemented to demonstrate the benefit of the exoskeletons in the shipyards allowed us to effectively measure and demonstrate the medium-term impact of exoskeletons in reducing symptoms of musculoskeletal pain and discomfort and enhance productivity.
- Economic Viability. The cost-benefit analysis emerged as a critical tool for evaluating the implementation potential of technologies at a higher TRL [57]. Our analysis revealed that most of the technology portfolio could achieve an ROI exceeding 100% by the end of three years. However, certain technologies, such as high-payload robots, high-precision systems, and mixed reality with headsets, would require a longer time frame to recover their initial investment costs. It is worth noting that the true benefits of these technologies could only be fully assessed post-implementation or through extended long-term deployment studies, which were outside the scope of this work. Moreover, the analysis was conducted based on the use cases under consideration. However, in practical scenarios, additional use cases within the industry could emerge as potential beneficiaries of the deployed technology, potentially leading to a higher return than what is estimated in this paper.
4.3. Best Practices and Recommendations
- Drone Application. While the use of drones for point cloud acquisition is highly promising, it will require careful planning and management. Regulatory requirements, local fauna interactions, and the presence of shipyard workers pose significant challenges. Mitigation strategies can be suggested, such as proper flight scheduling and the use of specialized devices to deter bird interference, to help overcoming these obstacles, although at an added cost.
- Robotics Efficiency. The autonomous mobile manipulator brings both direct and indirect benefits to shipbuilding warehouses. It supports pre-planned logistics operations by using digitized warehouse data to receive tasks ahead of time, prepare them, and deliver parts to the requester. The robot also handles heavy and varied objects, managing items of different weights and sizes that are often too challenging for human workers to carry or move. When connected to the warehouse management system (WMS), it automatically records picking details, reducing errors in kit preparation and inventory registration for a more efficient and accurate process. Robotics also drives warehouse digitalization. This enables precise tracking of part locations and quantities, which human operators currently struggle to know exactly. This ensures complete registration and traceability of parts from arrival to departure, unlike the slow manual requesting and registering processes that lower productivity today. Overall, this highlights how robotics can boost efficiency, reduce human workload, and improve accuracy in shipyard warehouse operations.
- Safety Compliance. Safety considerations are paramount in robotic systems, especially during deployment and task execution [58]. Proper training and the use of personal protective equipment are essential to mitigate risks [59]. The integration of collaborative robots also requires strict safety measures, especially for cutting or hazardous tasks and interaction with human operators on the shop floor.
- AR/MR Implementation. The implementation of AR/MR systems relies on precise 3D models and controlled projection environments. Environmental factors, such as avoiding direct sunlight on projection surfaces, are critical for maintaining accuracy [60]. While wider projections are possible, they compromise precision and must be carefully considered in operational planning. Additionally, the use of head-mounted or hand-held devices as tools for digitalization highlighted the need for shipyards to embrace higher levels of technological maturity. Digital models and integration with existing ERP and PLM systems are prerequisites for their successful implementation and for successful future use. Effective knowledge organization, data security, and user training are also critical to maximize the benefits of these systems.
- Training Simplicity. Since users have different levels of experience with AR/MR technologies, training sessions were included. Prototype training modules were integrated into both the web and mobile applications. During on-site trials, the workers using the tablet were given a short introduction, after which they were able to use the system without much difficulty. This, and the feedback we received, suggests that the application is easy to learn and user-friendly.
- Exoskeleton Deployment. When considering the deployment of OEs, three main recommendations can be highlighted: First, providing structured training on how to use and operate exoskeletons can enhance user acceptance and usability. These sessions not only clarify technical aspects but also educate users on the benefits, ensuring smooth integration into daily routines. Second, establishing a dedicated area for exoskeleton storage, such as a locker room or a nearby corner, can make the devices accessible and facilitate easy donning and doffing. Third, gradually introducing workers to the technology helps them adapt to human–machine interaction at their own pace, ensuring comfort and respecting their physical conditions.
- Training Consistency. Personnel training is a general aspect to be considered and homogeneously shared across almost all technologies. Indeed, through proper training activities shipyard’s operators can learn how to correctly use the new tools to enhance job efficiency, consequently reducing the barriers that could hinder their use in daily practice. This was particularly true for technologies that must be worn, such as head-mounted devices and exoskeletons. Moreover, the importance of this theme was recognized in the Mari4_YARD project, in which several training activities were conducted as previously reported.
- Infrastructure Adaptation. Warehouses and shop floors would possibly need modifications to ensure proper integration of the new systems, in terms of, for example, spaces where components are stored that must be accessible to autonomous mobile robots. Additionally, the floor where robots will operate must be in a good state in order to enable the correct maneuverability of such systems. Ensuring the compliance of actual software infrastructures, such as ERP and PLC systems and CAD and 3D models, is necessary to ensure that new solutions can be effectively integrated and work synergistically with the existing system. This is a fundamental aspect that will be considered, especially in the case of projection systems and digitalization processes.
- Sustainability. Finally, in the future, the long-term maintenance and support of these digital solutions could rely on licensing models with customer software support.
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AHP | Analytical hierachy process |
| AI | Artificial intelligence |
| AR/MR | Augmented/mixed reality |
| CAD | Computer-aided design |
| Cobot | Collaborative robot |
| DT | Digital twin |
| KPIs | Key performance indicators |
| ICP | Iterative closest point |
| LiDAR | Light detecting and ranging |
| OEs | Occupational exoskeletons |
| PLM | Product lifecycle management |
| RGB | Red green blue (color camera context) |
| RTOs | Research and technology organizations |
| SLAM | Simultaneous localization and mapping |
| SMEs | Small to medium-sized enterprises |
| SMRC | Ship maintenance, repair, and conversion |
| TRL | Technology readiness level |
References
- Atanasova, I.; Damyanliev, T.; Georgiev, P.; Garbatov, Y. Analysis of SME ship repair yard capacity in building new ships. In Progress in Maritime Technology and Engineering; CRC Press: Boca Raton, FL, USA, 2018; pp. 431–438. [Google Scholar]
- Munín-Doce, A.; Díaz-Casás, V.; Trueba, P.; Ferreno-González, S.; Vilar-Montesinos, M. Industrial Internet of Things in the production environment of a Shipyard 4.0. Int. J. Adv. Manuf. Technol. 2020, 108, 47–59. [Google Scholar] [CrossRef]
- Solesvik, M.Z. Interfirm collaboration in the shipbuilding industry: The shipbuilding cycle perspective. Int. J. Bus. Syst. Res. 2011, 5, 388–405. [Google Scholar] [CrossRef]
- Mickeviciene, R. Global Shipbuilding Competition: Trends and Challenges for Europe. In The Economic Geography of Globalization; Pachura, P., Ed.; IntechOpen: Rijeka, Croatia, 2011; Chapter 11. [Google Scholar] [CrossRef]
- Montwiłł, A.; Kasińska, J.; Pietrzak, K. Importance of key phases of the ship manufacturing system for efficient vessel life cycle management. Procedia Manuf. 2018, 19, 34–41. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Brett, P.O.; Erikstad, S.O.; Asbjørnslett, B.E.; Agis, J.J.G. Ship design complexity, sources, drivers, and factors: A literature review. Int. Shipbuild. Prog. 2021, 67, 221–252. [Google Scholar] [CrossRef]
- Sánchez-Sotano, A.; Cerezo-Narváez, A.; Abad-Fraga, F.; Pastor-Fernández, A.; Salguero-Gómez, J. Trends of Digital Transformation in the Shipbuilding Sector. In New Trends in the Use of Artificial Intelligence for the Industry 4.0; Martínez, L.R., Rios, R.A.O., Prieto, M.D., Eds.; IntechOpen: Rijeka, Croatia, 2020; Chapter 1. [Google Scholar] [CrossRef]
- Hossain, K.A. Evaluation of Global and Local Shipbuilding Market. Sci. Technol. Public Policy 2023, 7, 52–68. [Google Scholar] [CrossRef]
- Arduino, G.; Aronietis, R.; Crozet, Y.; Frouws, K.; Ferrari, C.; Guihéry, L.; Kapros, S.; Kourounioti, I.; Laroche, F.; Lambrou, M.A.; et al. How to turn an innovative concept into a success? An application to seaport-related innovation. Res. Transp. Econ. 2013, 47, 1045–1063. [Google Scholar] [CrossRef]
- Luo, M.; Acciaro, M.; Verhetsel, A.; Sys, C. Innovation in the maritime sector: Aligning strategy with outcomes. Marit. Policy Manag. 2020, 47, 1045–1063. [Google Scholar] [CrossRef]
- Stanić, V.; Fafandjel, N.; Matulja, T. A Methodology for improving productivity of the existing shiipbuilding process using modern production concepts and the AHP method. Brodogradnja 2017, 68, 37–56. [Google Scholar] [CrossRef]
- Li, L.; Duan, L. Human centric innovation at the heart of industry 5.0–exploring research challenges and opportunities. Int. J. Prod. Res. 2025, 1–33. [Google Scholar] [CrossRef]
- Seppälä, L. Industry 5.0: Transforming ship design through human-centered approach. In Proceedings of the International Marine Design Conference, Delft, The Netherlands, 2–6 June 2024. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Mahdiraji, H.A.; Iranmanesh, M.; Jafari-Sadeghi, V. From Industry 4.0 digital manufacturing to Industry 5.0 digital society: A roadmap toward human-centric, sustainable, and resilient production. Inf. Syst. Front. 2024, 1–33. [Google Scholar] [CrossRef]
- Spoehr, J.; Jang, R.; Manning, K.; Rajagopalan, A.; Moretti, C.; Hordacre, A.L.; Howard, S.; Yaron, P.; Worrall, L. The Digital Shipyard: Opportunities and Challenges; Australian Industrial Transformation Institute, Flinders University of South Australia: Adelaide, Australia, 2020. [Google Scholar]
- Iwańkowicz, R.; Rutkowski, R. Digital Twin of Shipbuilding Process in Shipyard 4.0. Sustainability 2023, 15, 9733. [Google Scholar] [CrossRef]
- Herterich, M.M.; Uebernickel, F.; Brenner, W. The Impact of Cyber-physical Systems on Industrial Services in Manufacturing. Procedia CIRP 2015, 30, 323–328. [Google Scholar] [CrossRef]
- Kim, H.; Lee, S.S.; Park, J.H.; Lee, J.G. A model for a simulation-based shipbuilding system in a shipyard manufacturing process. Int. J. Comput. Integr. Manuf. 2005, 18, 427–441. [Google Scholar] [CrossRef]
- Fernandez-Andres, C.; Iborra, A.; Álvarez, B.; Pastor, J.; Pastor, J.A.; Sánchez, P.; Fernandez-Meroño, J.; Ortega, N.O. Ship shape in Europe: Cooperative robots in the ship repair industry. IEEE Robot. Autom. Mag. 2005, 12, 65–77. [Google Scholar] [CrossRef]
- Lee, J.; Kim, B.; Nam, M. Novel method for welding gantry robot scheduling at shipyards. Int. J. Prod. Res. 2022, 61, 5842–5859. [Google Scholar] [CrossRef]
- Galindo, P.L.; Morgado-Estévez, A.; Aparicio, J.L.; Bárcena, G.; Soto-Núñez, J.A.; Chavera, P.; Abad Fraga, F.J. Development of a customized interface for a robotic welding application at navantia shipbuilding company. In Proceedings of the ROBOT 2017: Third Iberian Robotics Conference, Sevilla, Spain, 22–24 November 2017; Springer: Cham, Switzerland, 2018; Volume 2, pp. 43–52. [Google Scholar] [CrossRef]
- Jones, J.E.; Rhoades, V.L.; Beard, J.; Arner, R.M.; Dydo, J.R.; Fast, K.; Bryant, A.; Gaffney, J.H. Development of a collaborative robot (COBOT) for increased welding productivity and quality in the shipyard. In Proceedings of the SNAME Maritime Convention, Providence, RI, USA, 4–6 November 2015; SNAME: Attica, Greece, 2015; p. D011S001R005. [Google Scholar] [CrossRef]
- Poggi, L.; Gaggero, T.; Gaiotti, M.; Ravina, E.; Rizzo, C.M. Robotic inspection of ships: Inherent challenges and assessment of their effectiveness. Ships Offshore Struct. 2022, 17, 742–756. [Google Scholar] [CrossRef]
- Molina Vargas, D.G.; Vijayan, K.K.; Mork, O.J. Augmented Reality for Future Research Opportunities and Challenges in the Shipbuilding Industry: A Literature Review. Procedia Manuf. 2020, 45, 497–503. [Google Scholar] [CrossRef]
- Fernández, R.P. How the industry 4.0 could affect the shipbuilding world. J. Marit. Res. 2020, 17, 18–27. [Google Scholar]
- Vidal-Balea, A.; Blanco-Novoa, O.; Fraga-Lamas, P.; Vilar-Montesinos, M.; Fernández-Caramés, T.M. A Collaborative Industrial Augmented Reality Digital Twin: Developing the Future of Shipyard 4.0. In Proceedings of the Science and Technologies for Smart Cities, Virtual Event, 2–4 December 2021; Paiva, S., Li, X., Lopes, S.I., Gupta, N., Rawat, D.B., Patel, A., Karimi, H.R., Eds.; Springer: Cham, Switzerland, 2022; pp. 104–120. [Google Scholar] [CrossRef]
- Toxiri, S.; Koopman, A.S.; Lazzaroni, M.; Ortiz, J.; Power, V.; de Looze, M.P.; O’Sullivan, L.; Caldwell, D.G. Rationale, Implementation and Evaluation of Assistive Strategies for an Active Back-Support Exoskeleton. Front. Robot. AI 2018, 5, 53. [Google Scholar] [CrossRef]
- Preethichandra, D.M.G.; Piyathilaka, L.; Sul, J.H.; Izhar, U.; Samarasinghe, R.; Arachchige, S.D.; de Silva, L.C. Passive and Active Exoskeleton Solutions: Sensors, Actuators, Applications, and Recent Trends. Sensors 2024, 24, 7095. [Google Scholar] [CrossRef]
- Schallock, B.; Rybski, C.; Jochem, R.; Kohl, H. Learning Factory for Industry 4.0 to provide future skills beyond technical training. Procedia Manuf. 2018, 23, 27–32. [Google Scholar] [CrossRef]
- Baena, F.; Guarin, A.; Mora, J.; Sauza, J.; Retat, S. Learning Factory: The Path to Industry 4.0. Procedia Manuf. 2017, 9, 73–80. [Google Scholar] [CrossRef]
- Vu, V.D.; Lützhöft, M.H. Improving human-centred design application in the maritime industry—Challenges and opportunities. Human Factors 2020, 19–20. [Google Scholar] [CrossRef]
- Santos, J.; Rebelo, P.M.; Rocha, L.F.; Costa, P.; Veiga, G. A* Based Routing and Scheduling Modules for Multiple AGVs in an Industrial Scenario. Robotics 2021, 10, 72. [Google Scholar] [CrossRef]
- Cordeiro, A.; Rocha, L.F.; Costa, C.; Silva, M.F. Object Segmentation for Bin Picking Using Deep Learning. In Proceedings of the ROBOT2022: Fifth Iberian Robotics Conference, Zaragoza, Spain, 23–25 November 2022; Tardioli, D., Matellán, V., Heredia, G., Silva, M.F., Marques, L., Eds.; Springer: Cham, Switzerland, 2023; pp. 53–66. [Google Scholar]
- Cordeiro, A.; Souza, J.P.; Costa, C.M.; Filipe, V.; Rocha, L.F.; Silva, M.F. Bin Picking for Ship-Building Logistics Using Perception and Grasping Systems. Robotics 2023, 12, 15. [Google Scholar] [CrossRef]
- Katsampiris-Salgado, K.; Dimitropoulos, N.; Michalos, G.; Makris, S. Suitability assessment method for safe robot tooling design in Human-Robot Collaborative applications. Procedia CIRP 2024, 128, 770–775. [Google Scholar] [CrossRef]
- Masood, J.; Vidal, F.; Castro, D.; Pertusa, A.M.; Feijoo, A. Robotized technologies for enhanced shipyard operations: Challenges and solutions. Green Manuf. Open 2024, 2, 6. [Google Scholar] [CrossRef]
- Afzal Maken, F.; Muthu, S.; Nguyen, C.; Sun, C.; Tong, J.; Wang, S.; Tsuchida, R.; Howard, D.; Dunstall, S.; Petersson, L. Improving 3D Reconstruction Through RGB-D Sensor Noise Modeling. Sensors 2025, 25, 950. [Google Scholar] [CrossRef]
- Mimica, R.; Željković, I.; Settler, V.; Köster, N.; Gąsiorek, A.; Neufeld, M. Technology Evaluation of Augmented and Mixed Reality Systems in Shipbuilding Processes: Preliminary Report. In Theory and Practice of Shipbuilding; IOS Press: Amsterdam, The Netherlands, 2024; pp. 298–313. [Google Scholar] [CrossRef]
- Theurel, J.; Desbrosses, K. Occupational exoskeletons: Overview of their benefits and limitations in preventing work-related musculoskeletal disorders. IISE Trans. Occup. Ergon. Hum. Factors 2019, 7, 264–280. [Google Scholar] [CrossRef]
- de Looze, M.P.; Bosch, T.; Krause, F.; Stadler, K.S.; O’Sullivan, L.W. Exoskeletons for industrial application and their potential effects on physical work load. Ergonomics 2016, 59, 671–681. [Google Scholar] [CrossRef]
- Rashedi, E.; Kim, S.; Nussbaum, M.A.; Agnew, M.J. Ergonomic evaluation of a wearable assistive device for overhead work. Ergonomics 2014, 57, 1864–1874. [Google Scholar] [CrossRef] [PubMed]
- Theurel, J.; Desbrosses, K.; Roux, T.; Savescu, A. Physiological consequences of using an upper limb exoskeleton during manual handling tasks. Appl. Ergon. 2018, 67, 211–217. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Nussbaum, M.A.; Mokhlespour Esfahani, M.I.; Alemi, M.M.; Alabdulkarim, S.; Rashedi, E. Assessing the influence of a passive, upper extremity exoskeletal vest for tasks requiring arm elevation: Part I—“Expected” effects on discomfort, shoulder muscle activity, and work task performance. Appl. Ergon. 2018, 70, 315–322. [Google Scholar] [CrossRef] [PubMed]
- Bosch, T.; van Eck, J.; Knitel, K.; de Looze, M. The effects of a passive exoskeleton on muscle activity, discomfort and endurance time in forward bending work. Appl. Ergon. 2016, 54, 212–217. [Google Scholar] [CrossRef]
- Huysamen, K.; de Looze, M.; Bosch, T.; Ortiz, J.; Toxiri, S.; O’Sullivan, L.W. Assessment of an active industrial exoskeleton to aid dynamic lifting and lowering manual handling tasks. Appl. Ergon. 2018, 68, 125–131. [Google Scholar] [CrossRef]
- Grazi, L.; Trigili, E.; Proface, G.; Giovacchini, F.; Crea, S.; Vitiello, N. Design and Experimental Evaluation of a Semi-Passive Upper-Limb Exoskeleton for Workers with Motorized Tuning of Assistance. IEEE Trans. Neural Syst. Rehabil. Eng. 2020, 28, 2276–2285. [Google Scholar] [CrossRef]
- Ramella, G.; Grazi, L.; Giovacchini, F.; Trigili, E.; Vitiello, N.; Crea, S. Evaluation of antigravitational support levels provided by a passive upper-limb occupational exoskeleton in repetitive arm movements. Appl. Ergon. 2024, 117, 104226. [Google Scholar] [CrossRef]
- Grazi, L.; Trigili, E.; Caloi, N.; Ramella, G.; Giovacchini, F.; Vitiello, N.; Crea, S. Kinematics-Based Adaptive Assistance of a Semi-Passive Upper-Limb Exoskeleton for Workers in Static and Dynamic Tasks. IEEE Robot. Autom. Lett. 2022, 7, 8675–8682. [Google Scholar] [CrossRef]
- Kanakis, A.; Katsampiris-Salgado, K.; Zacharaki, N.; Dimitropoulos, N.; Makris, S. Cognitive Exoskeletons: Harnessing AI for Enhanced Wearable Robotics in Shipbuilding. In Advances in Artificial Intelligence in Manufacturing; Wagner, A., Alexopoulos, K., Makris, S., Eds.; Springer Nature: Cham, Switzerland, 2024; pp. 126–135. [Google Scholar]
- Lanotte, F.; Baldoni, A.; Dell’ Agnello, F.; Scalamogna, A.; Mansi, N.; Grazi, L.; Chen, B.; Crea, S.; Vitiello, N. Design and characterization of a multi-joint underactuated low-back exoskeleton for lifting tasks. In Proceedings of the 2020 8th IEEE RAS/EMBS International Conference for Biomedical Robotics and Biomechatronics (BioRob), New York, NY, USA, 29 November 2020–1 December 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1146–1151. [Google Scholar] [CrossRef]
- McAtamney, L.; Nigel Corlett, E. RULA: A survey method for the investigation of work-related upper limb disorders. Appl. Ergon. 1993, 24, 91–99. [Google Scholar] [CrossRef]
- Blanco-Novoa, O.; Fernández-Caramés, T.M.; Fraga-Lamas, P.; Vilar-Montesinos, M.A. A Practical Evaluation of Commercial Industrial Augmented Reality Systems in an Industry 4.0 Shipyard. IEEE Access 2018, 6, 8201–8218. [Google Scholar] [CrossRef]
- Jiang, J.; Cao, G.; Deng, J.; Do, T.T.; Luo, S. Robotic Perception of Transparent Objects: A Review. IEEE Trans. Artif. Intell. 2024, 5, 2547–2567. [Google Scholar] [CrossRef]
- Hsieh, M.H.; Xia, Z.; Chen, C.H. Human-centred design and evaluation to enhance safety of maritime systems: A systematic review. Ocean Eng. 2024, 307, 118200. [Google Scholar] [CrossRef]
- Brogårdh, T. Present and future robot control development—An industrial perspective. Annu. Rev. Control 2007, 31, 69–79. [Google Scholar] [CrossRef]
- Botti, L.; Melloni, R. Occupational Exoskeletons: Understanding the Impact on Workers and Suggesting Guidelines for Practitioners and Future Research Needs. Appl. Sci. 2024, 14, 84. [Google Scholar] [CrossRef]
- Jha, S. Emerging technologies: Impact on shipbuilding. Marit. Aff. J. Natl. Marit. Found. India 2016, 12, 78–88. [Google Scholar] [CrossRef]
- Eder, K.; Harper, C.; Leonards, U. Towards the safety of human-in-the-loop robotics: Challenges and opportunities for safety assurance of robotic co-workers’. In Proceedings of the 23rd IEEE International Symposium on Robot and Human Interactive Communication, Edinburgh, UK, 25–29 August 2014; pp. 660–665. [Google Scholar] [CrossRef]
- Fraguela Formoso, J.A.; López-Arranz, A.; Guerreiro, M.J.R.; Lamas-Galdo, I. Management of the Prevention of Labor Risks in Construction and Repair Shipyards. In Proceedings of the 25th Pan-American Conference of Naval Engineering—COPINAVAL, Panama City, Panama, 16–19 October 2017; Vega Sáenz, A., Pereira, N.N., Carral Couce, L.M., Fraguela Formoso, J.A., Eds.; Springer: Cham, Switzerland, 2019; pp. 461–472. [Google Scholar] [CrossRef]
- Zhan, T.; Yin, K.; Xiong, J.; He, Z.; Wu, S.T. Augmented Reality and Virtual Reality Displays: Perspectives and Challenges. iScience 2020, 23, 101397. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Time Saving | Process Control | Quality | Cost | Safety | Ergonomics |
|---|---|---|---|---|---|---|
| Improvement | Improvement | Reduction | Improvement | Improvements | ||
| 3D scanning | 0.8 | 0.7 | 0.6 | 0.4 | 0.2 | 0.1 |
| Mobile manipulator | 0.7 | 0.6 | 0.8 | 0.5 | 0.4 | 0.3 |
| High-payload robots | 0.6 | 0.5 | 0.4 | 0.2 | 0.4 | 0.3 |
| Collaborative robots | 0.8 | 0.7 | 0.9 | 0.6 | 0.5 | 0.4 |
| High-precision projection | 0.4 | 0.3 | 0.6 | 0.2 | 0.1 | 0.0 |
| Cost-effective projection | 0.3 | 0.2 | 0.5 | 0.1 | 0.0 | 0.0 |
| AR with handheld | 0.5 | 0.4 | 0.7 | 0.3 | 0.2 | 0.1 |
| MR with headsets | 0.6 | 0.5 | 0.8 | 0.4 | 0.3 | 0.2 |
| Occupational exoskeletons | 0.2 | 0.1 | 0.4 | 0.1 | 0.9 | 0.8 |
| Technology | KPI | Target | Result |
|---|---|---|---|
| 3D modeling and digitalization | |||
| Time to import point clouds/3D CAD elements (with format conversion) | <10 min (<15 min) | Achieved | |
| Time to import a ship block and locate it in open storage area/slipway | <15 min (<30 min) | Achieved | |
| Deviation in length measurement | ≤0.5% | 0.2% | |
| Deviation in area measurement | ≤1% | 0.5% | |
| Robotics | |||
| Autonomous mobile manipulator | |||
| Time to setup the full system in place | 1.5 days | Achieved | |
| System reliability | ≥95% | 90% | |
| Operators freed for other operations | ≥1 operator | Achieved | |
| High-payload robots | |||
| Cycle time reduction | >5% | 18% | |
| Reduction of robot programming time | >20% | 90% | |
| Improved ergonomics scores | 1 < score < 4 | Achieved | |
| Time diff. with/without hand-guiding assistance | ≤2 min | 2.4 min | |
| Use of external assistance to handle loads | 0 | Achieved | |
| Collaborative robots | |||
| Hardware component deployment time | <10 min | 5 min | |
| Time for electrical component connection | <5 min | 5 min | |
| Time for cut opening vs manual | ≤40% | 20% | |
| Robot position and cut accuracy error | ≤20 mm | 5–6 mm | |
| Augmented/Mixed Reality | |||
| High-precision projection | |||
| Time to setup system | 10 min | 8 min | |
| Precision error of projection | <5 mm | Achieved | |
| Time saved vs traditional approach | ≥70% | 73% | |
| Rework reduction | 80% | Achieved | |
| Cost-effective projection | |||
| Reduce paper drawing usage | <1 query | Achieved | |
| Mounting configurations | ≥2 | 2 | |
| Onsite rework reduction | ≤60% | Achieved | |
| Install/remove projector time | <5 min | Achieved | |
| AR with hand-held devices | |||
| Perform working task time | <5 min | 2 min | |
| Report/review issues time | <60 min | 20 min | |
| Document machine state time | <30 min | 3 min | |
| MR with headsets | |||
| Training time reduction | ≥25% | Achieved | |
| Reduction in training material writing | ≥80% | Achieved | |
| Occupational exoskeletons | |||
| Weekly utilization | >20% | 22% | |
| Usability | ≥5 | 5.5 | |
| Wearing/unwearing time | <60 s | 45 s | |
| Pain events reduction | >50% | 28% (shoulder), | |
| 65% (lumbar) | |||
| Fatigue reduction vs baseline | >25% | 40% | |
| Assembly error reduction | >30% | 50% | |
| Breaks reduction due to pain | >30% | 66% | |
| Technical Challenges | ||||
|---|---|---|---|---|
| Challenges | Technologies | |||
| Prompt and clear identification of functional requirements |  |  |  |  |
| Match between physical environment and its digital version | | | | |
| Initial technologies’ TRL | | | | |
| Environment-related factors | | | | |
| Operational Challenges | ||||
| Challenges | Technologies | |||
| Modification of the shipyard | | |||
| Integration of developed solutions into existing systems | | | | |
| Compliance of developed solutions with actual shipyard’s systems | | | | |
| Easy-to-operate solutions | | | | |
| Ensuring adequate work operations performance and quality compared to current practice | | | | |
| Obtaining flight permissions | | |||
| Planning prolonged time use of the developed solutions to improve workers well-being over time | | |||
3D modeling and digitalization; Robotics; Augmented/Mixed Reality; Occupational exoskeletons.Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grazi, L.; Feijoo Alonso, A.; Gąsiorek, A.; Pertusa Llopis, A.M.; Grajeda, A.; Kanakis, A.; Rodriguez Vidal, A.; Parri, A.; Vidal, F.; Ergas, I.; et al. Methodology and Challenges of Implementing Advanced Technological Solutions in Small and Medium Shipyards: The Case Study of the Mari4_YARD Project. Electronics 2025, 14, 1597. https://doi.org/10.3390/electronics14081597
Grazi L, Feijoo Alonso A, Gąsiorek A, Pertusa Llopis AM, Grajeda A, Kanakis A, Rodriguez Vidal A, Parri A, Vidal F, Ergas I, et al. Methodology and Challenges of Implementing Advanced Technological Solutions in Small and Medium Shipyards: The Case Study of the Mari4_YARD Project. Electronics. 2025; 14(8):1597. https://doi.org/10.3390/electronics14081597
Chicago/Turabian StyleGrazi, Lorenzo, Abel Feijoo Alonso, Adam Gąsiorek, Afra Maria Pertusa Llopis, Alejandro Grajeda, Alexandros Kanakis, Ana Rodriguez Vidal, Andrea Parri, Felix Vidal, Ioannis Ergas, and et al. 2025. "Methodology and Challenges of Implementing Advanced Technological Solutions in Small and Medium Shipyards: The Case Study of the Mari4_YARD Project" Electronics 14, no. 8: 1597. https://doi.org/10.3390/electronics14081597
APA StyleGrazi, L., Feijoo Alonso, A., Gąsiorek, A., Pertusa Llopis, A. M., Grajeda, A., Kanakis, A., Rodriguez Vidal, A., Parri, A., Vidal, F., Ergas, I., Zeljkovic, I., Durá, J. P., Mein, J. P., Katsampiris-Salgado, K., Rocha, L. F., Rodriguez, L. N., Petry, M. R., Neufeld, M., Dimitropoulos, N., ... Masood, J. (2025). Methodology and Challenges of Implementing Advanced Technological Solutions in Small and Medium Shipyards: The Case Study of the Mari4_YARD Project. Electronics, 14(8), 1597. https://doi.org/10.3390/electronics14081597