1. Introduction
In recent years, continuum robots have increasingly been used for operations in confined and complex spaces due to their inherent dexterity, compact structure, large potential workspace, and high environmental adaptability [
1,
2,
3]. However, most continuum robots are constructed using modular backbone structures and actuated by long driving cables/tendons with the actuators normally located remotely, far away from the area of operation of the manipulator [
4]. The stiffness of a conventional continuum robot is an important factor as it affects its kinematic accuracy. This stiffness is mainly dependent on the tension of the driving cables (higher tension equates to higher stiffness [
5]) and robot shape (i.e., bending angle and bending direction [
6]). By just increasing the tension of the driving cables, the stiffness of the continuum robot can be enhanced to some extent, but this results in a change in the internal loads, especially in the friction along the backbone. Moreover, the high tension can result in a higher risk of creep in the driving cables, structural damage, and reduced stability of the system [
7,
8].
Significant efforts have been made to develop continuum robots to satisfy the requirements of specific industrial and medical applications. For example, researchers at Columbia University developed a multi-segment continuum robot (i.e., 17-DoF, diameter: 6.4 mm, length: 75 mm) [
9], and later a dual-arm manipulator with 21 joints with a rigid ‘central stem’ structure [
10] to perform single port access surgery. Similar backbone structures have been widely adopted to guide the continuum robot into deep/confined spaces for high-accuracy operations. However, the dexterity and accessibility of the continuum robot is limited by this structure [
10]. Due to the slenderness of these structures, the payload capability is often low. Researchers at Nottingham University recently developed a 16-DoF large length–diameter ratio continuum robot (length: 1.5 m, diameter: 12.6 mm) composed of ten 1-DoF sections and three 2-DoF sections, for inspection and repair in the confined space of aeroengines [
11]. However, the stiffness of the system was largely limited by its slender structure.
Soft, steerable, ‘snake’ robots have been developed at Stanford University and the University of California in order to improve navigation in tightly constrained environments through the controlled asymmetric growth or extension of the robot body [
12,
13]. However, as the actuation is via pneumatic control of a highly compliant body, the payload capacity of the robot is quite low. Generally, it is found that the payload capacity for continuum robots with a slender structure or high dexterity is too low for most practical applications, whereas those with an acceptable payload capacity are often bulky structures with low dexterity.
Here, the mechanical performance (stiffness, payload capacity) of a continuum robot was improved with the inclusion of flexure hinge-based mechanisms. Flexure hinge-based mechanisms have been developed for many applications over the past few decades at the macro-scale (e.g., rotational joints [
14] and parallel manipulators [
15]) and micro-scale (e.g., scanning electron microscopy (SEM) [
16] and cell injection [
17]). Including flexure mechanisms in a system can greatly improve its kinematic accuracy by removing backlash and improve its working life by reducing creep in the cables and the load on actuators. For example, by using three radially symmetrically distributed cross-spring mechanisms, a parallel universal joint with constant rotational stiffness was developed [
18]. Further, a variable stiffness actuator was realised wherein the stiffness can be adjusted through the changing of the second moment of area of the spring elements within, allowing for joint-stiffness control of robots [
19]. By adopting four generalized cross-spring pivots, a 2-DoF rotational flexure mechanism was developed for precise unbalance measurements [
20]. From the previous references, it can be seen by integrating flexure-hinge mechanisms within a continuum robot, the stiffness of the system can be actively controlled for specific applications, thus regulating the kinematic accuracy.
In addition, many studies have focused on kinematic [
21,
22] and stiffness [
23,
24] modelling of conventional backbone structured continuum robots in order to control them. However, if flexure hinges are to be integrated with the existing continuum arm, a new kinetostatic model needs to be derived in order to determine their mechanical performance, and further, to guide the structure and controller design [
25]. Research has also been conducted on modelling the kinetostatic behaviour of flexure hinges [
26,
27]. For example, by utilizing the generalized equation for conic curves in polar coordinates, a 6-DoF compliance matrix was developed for flexure hinges with different conic sections [
28]. Moreover, a 2-DoF compliant parallel universal joint was theoretically and physically proven to have constant rotational stiffness [
18] when three identical cross-spring flexures were equally spaced around the central compliant shaft.
Kinetostatic modelling has also been adopted to predict the behaviour of continuum robots with integrated compliant mechanisms. For example, the kinetostatic equation was applied to a continuum robot with a flexible backbone to predict its deformation under external load [
29], thus allowing the optimization of the structural design to improve its performance. The stiffness of a continuum robot that included compliant joint-based modular 2-DoF segments [
30] was modelled to determine the displacement as a function of the externally applied load throughout the workspace to demonstrate its enhanced ability to access confined spaces.
Until now, to the best knowledge of the authors, most of the continuum robots that have incorporated additional compliant elements into their structure to enhance their stiffness have done so by modifying the compliance of the central shaft in the backbone. In contrast, the inclusion of flexure hinges (i.e., hinges constructed with compliant material with specific mechanical properties) within the modular structure of a continuum robot to improve the kinematic accuracy, and the corresponding kinetostatic modelling to predict its performance, have not been utilized. Here, the enhanced performance of a continuum robot arm that incorporates a novel leaf spring-like flexure hinges is demonstrated. To address these challenges, this paper focuses on solving the following problems: (1) a new kinetostatic and stiffness model of the 6-DoF continuum arm (i.e., modular flexible hinges are incorporated) is developed to investigate the mechanical performance variation; and (2) a physical prototype and control system are developed to experimentally validate the proposed model.
3. Model Validations and Performance Tests
In the previous section, the model of the flexure hinge (Equations (1)–(20)), 2-DoF segment (Equations (21)–(25)) and 6-DoF continuum robot (Equations (26)–(33)) were introduced. In order to validate the proposed kinetostatic model, a set of experiments were conducted by applying external loads to a prototype continuum robot. The displacements of the robot were determined from image analysis. Further, with the validated kinetostatic model, the performance of the continuum robot with varying external loads was investigated throughout its workspace to show its suitability for future applications.
3.1. Model Validation of Example 2-DoF Section
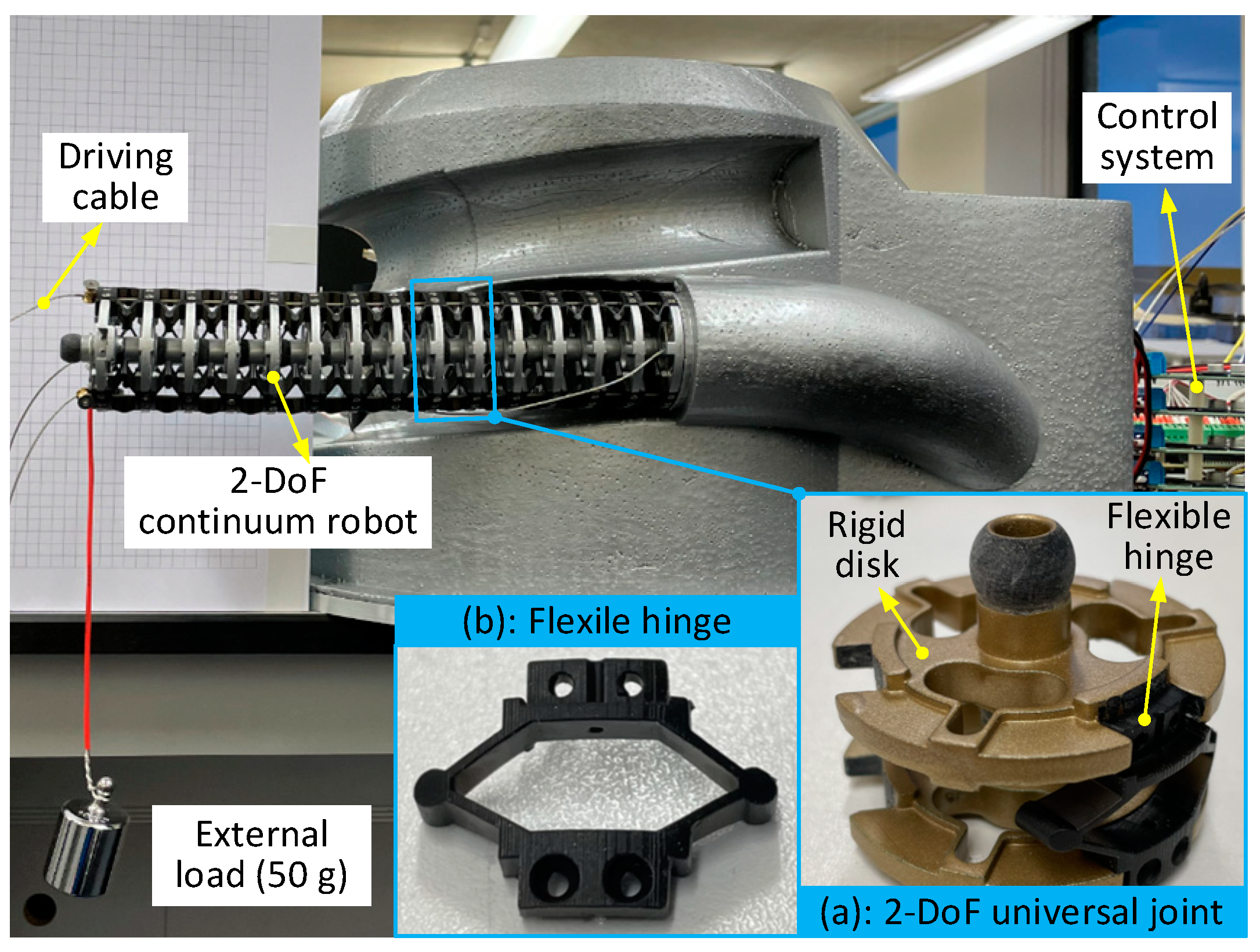
One section of the 6-DoF continuum robot (i.e., a 2-DoF continuum section formed by a set of modular 2-DoF segments), was selected as an example for validating the proposed kinetostatic model. Initially, the 2-DoF section was configured as a cantilever beam, with its base fixed while the displacement of the section under given external loads was measured, as seen in
Figure 6. Grid paper (5 mm spacing) was utilized as the background for calibrating the shape of the section with a camera (to achieve the resolution of 0.2 mm in reality) placed in front of the test rig. The data obtained from the experiments are compared with the theoretical calculations.
This section of the continuum arm is composed of 15 serially connected 2-DoF segments. The length of each segment is 15 mm; thus, the total length of the continuum arm is 210 mm. The physical components (i.e., rigid disk and flexure hinges, seen in
Figure 1), were fabricated using additive manufacturing (Liquid Crystal Magna LCD Digital Light Processing) with different materials (i.e., rigid platforms: Photocentric Magna Hard; flexure hinge: Photocentric Duramax) to achieve the desired mechanical performance. As the stiffness of the rigid disk is much higher than that of the flexure hinge, it is assumed that the deformation only occurs in the flexure hinges. With the external loads applied, the deformation in the flexure hinges results in rotation about the ball joint between the adjacent rigid platforms.
Actuation of the sections of the continuum robot is achieved by changing the length of flexible steel cables (surrounded by flexible spring tubes with a high compression stiffness to reduce friction and maintain curvature of the cables). There are three cables per section. The length of the cables is changed by spooling them about a pulley wheel connected to a geared DC motor housed in the base of the continuum robots with the control system (motor type: Maxon RE 25, gearbox: GP26 A with reduction ratio of 1:236, encoder: ENC16 with 1024 pulses). The modular closed-loop PID-based controllers for the motors were developed using an FPGA with a LabView interface (FPGA type: sbRIO-9627, LabVIEW version: 2017) and a speed controller for the motors (type: Pololu VNH5019), enabling a displacement resolution of 0.15 μm for the driving cables. This control system allows for the shape, or configuration, of the continuum robot to be controlled in real-time using position closed-loop control. For this experiment, the motors were first turned to remove the slack in the cables and then controlled to maintain a static position.
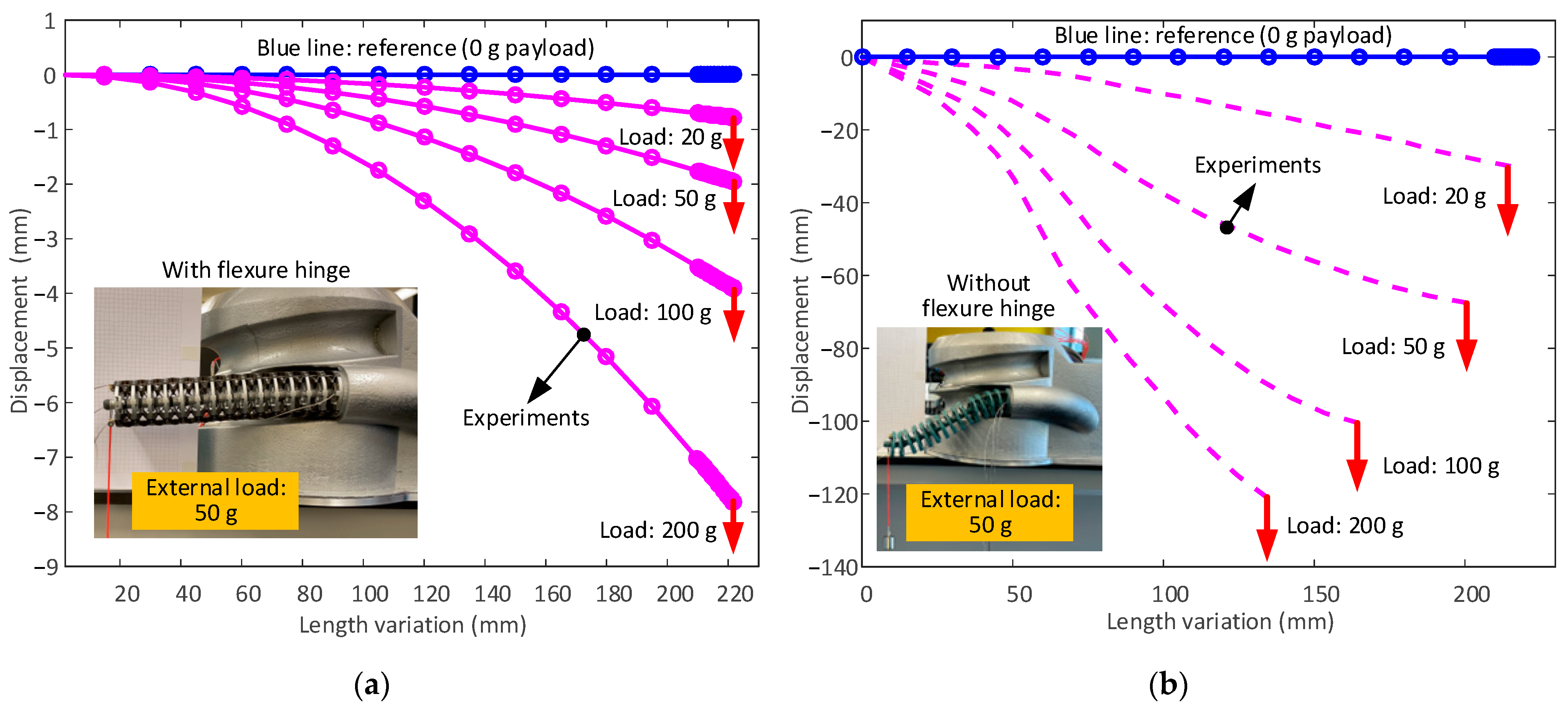
With the 2-DoF continuum section in a cantilever beam configuration, weights with different masses (20, 50, 100, and 200 g) were hung at the end of the section. The displacement of the section with and without the flexure hinges, as determined via image analysis, is seen in
Figure 7.
As expected,
Figure 7a shows the deformation of the 2-DoF continuum section with the flexure hinges increasing monotonically with load (i.e., from 0.6 to 8.2 mm as the load increases from 20 to 100 g. In
Figure 7b, the equivalent deformation of the 2-DoF section without the flexure hinges is seen to be much higher than with the flexure hinges (tip displacement with flexure hinges: 0.6, 1.7, 3.6 and 8.2 mm, displacement without flexure hinges: 30, 67.5, 100.4 and 118.6 mm, respectively). This corresponds to an improvement in the average stiffness by a factor of 32.8, by adding the flexure hinges to the continuum robot.
Figure 7c illustrates the errors between the theoretical calculations (Equation (32) multiplied by the wrench caused by the external load) and experimental results for the tip displacement of the 2-DoF continuum section under load (from
Figure 7a). Overall, the simulation results can match those from the experiments at the measured points with the average error of 9.1% (the percentage errors at the external loads 20, 50, 100, and 200 g are 14.8%, 10.8%, 6.1%, and 4.9%, respectively), which further validates the developed model.
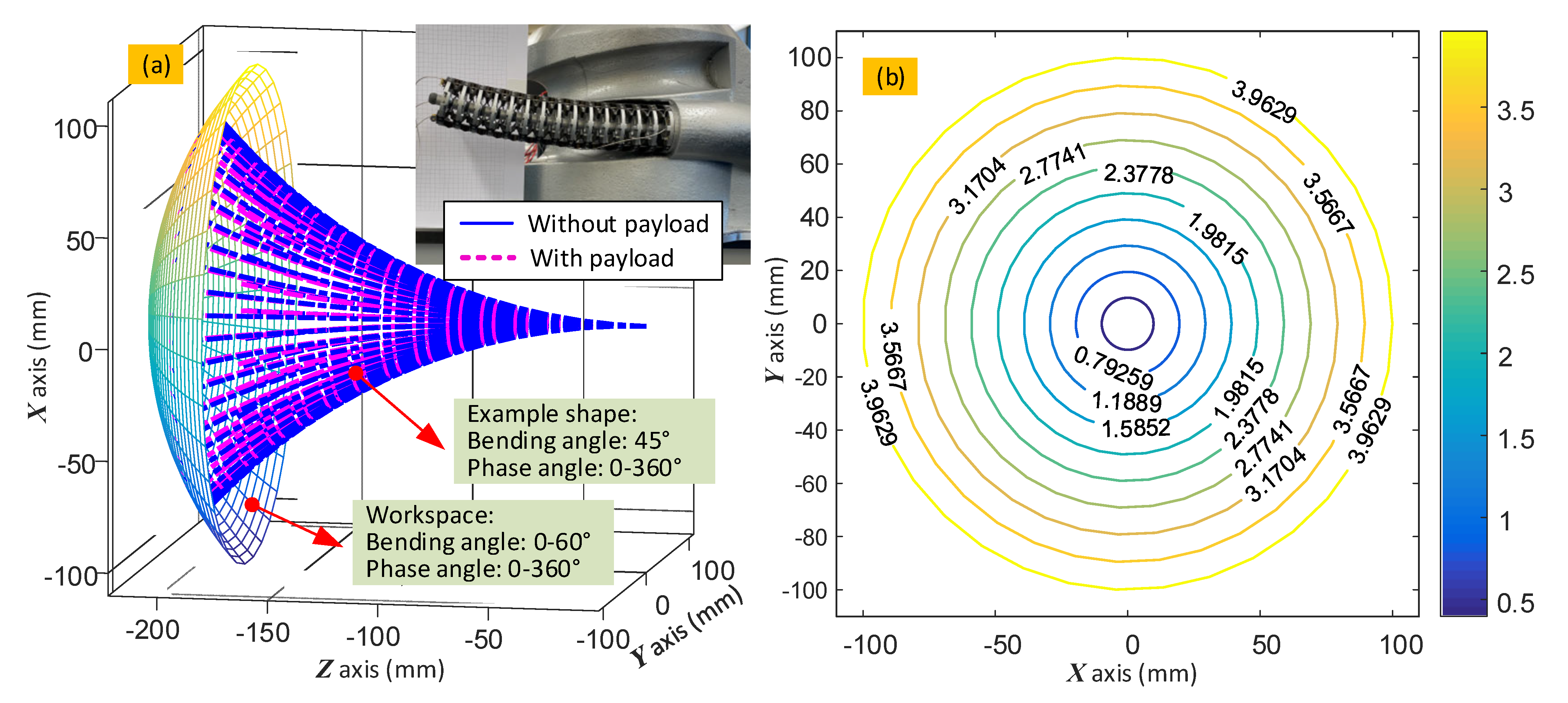
With the kinetostatic model of the 2-DoF continuum section validated, the predicted mechanical performance of the section throughout its workspace was investigated. Specifically, the two permissible rotations (phase angle and bending angle) were varied throughout their allowable ranges to change the configuration of the 2-DoF continuum section, before the external load (200 g) was applied at the tip to determine the expected deviation from the set position, as shown in
Figure 8. The workspace of the 2-DoF continuum section forms a paraboloid, with the position deviation map featuring a similar shape. It can be seen in
Figure 8 that the position changes more with the bending angle than the phase angle, which means that the deviation between the set position and real position under load should be expected to increase when the bending angle is increased.
3.2. Model Validation on the 6-DoF Continuum Robot
The 6-DoF continuum robot is formed of three 2 DoF sections. As a result, the kinetostatic character of the 6-DoF continuum robot will be very different than that of the single 2 DoF continuum section. Here, the developed control system was extended to allow the kinetostatic performance of the 6-DoF continuum robot to be tested under different configurations and external loads, enabling the evaluation of its mechanical performance (e.g., positional accuracy with payload) for use in practical applications.
To implement the desired shape control of the 6-DoF continuum robot (i.e., phase angle
and bending angle
of the three 2-DoF sections), nine motors were controlled using an extended version of the real-time position closed-loop control system described above. To achieve the desired configuration, the required lengths of the nine driving cables were determined using a constant curvature approximation [
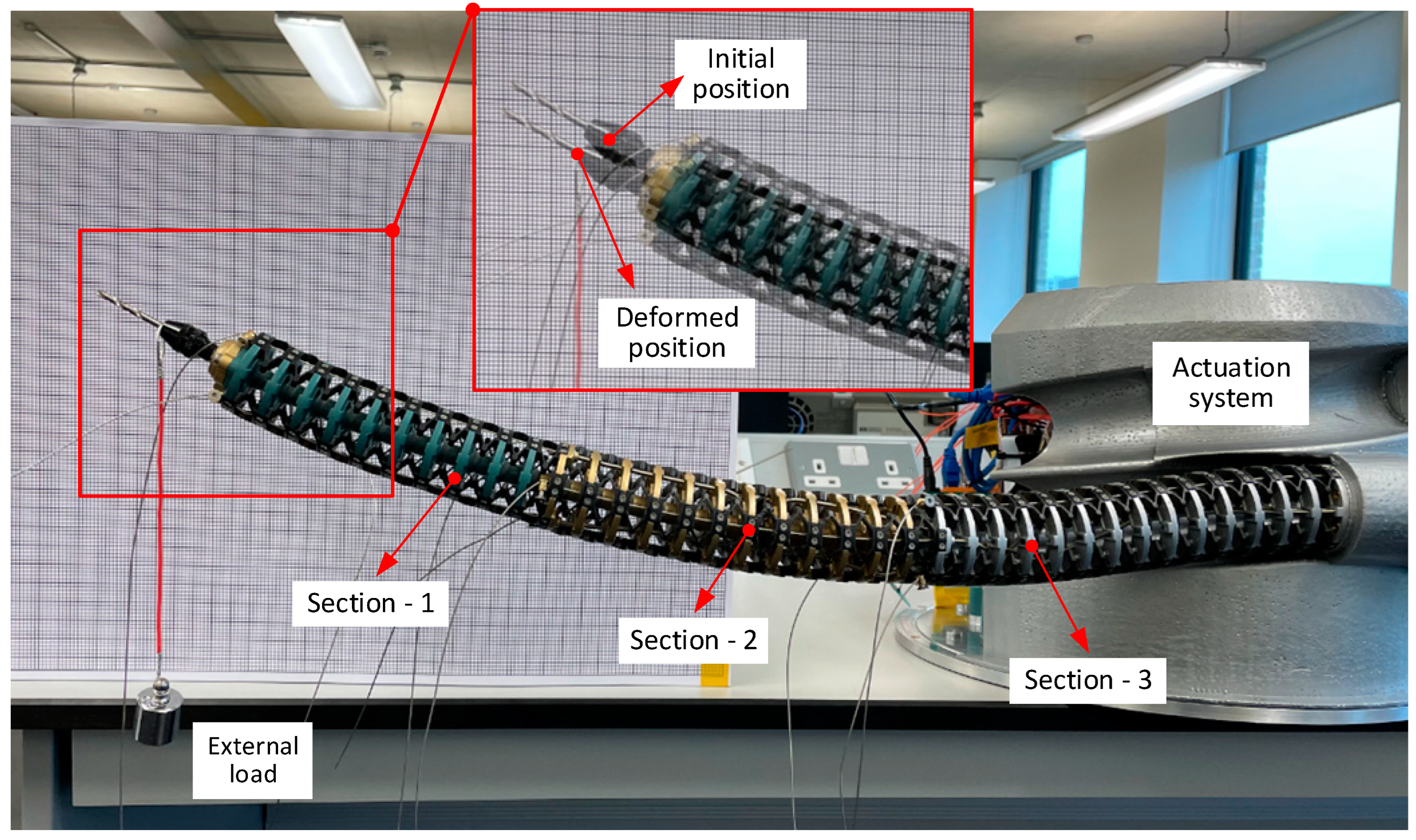
9]. This represents the desired shape of the robot under no load. The motors were then actuated to set the cable lengths in the robot and then controlled to maintain their position. Loads, in the form of simple weights, were then applied to the tip, or end effector, of the robot to check the stiffness performance of the system, as shown in
Figure 9. The deviation of the actual shape of the continuum robot under load compared to the set configuration was determined in a similar fashion to that described in the previous section.
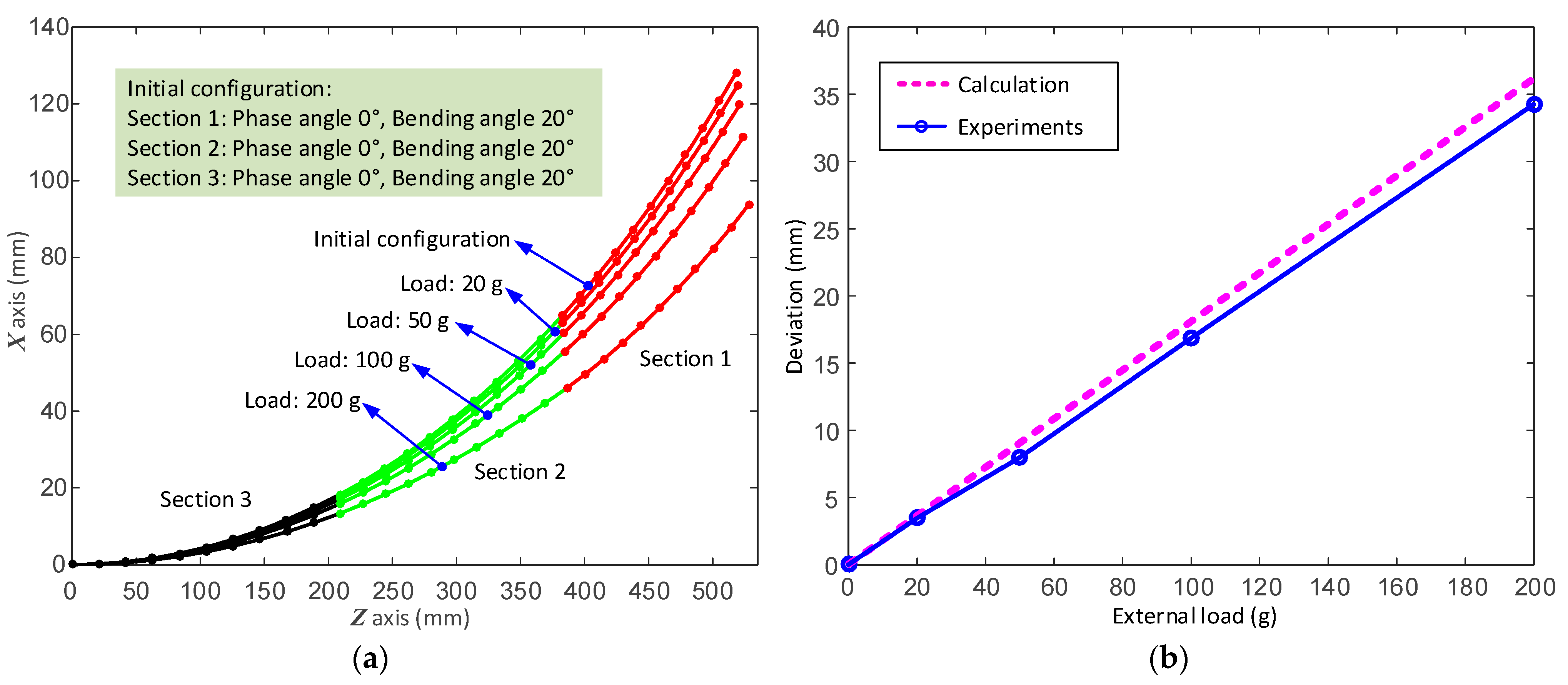
The initial shape of the 6-DoF continuum arm was configured using the closed-loop control system to set the phase angle and bending angles for each of the three sections as 20° and 0°, respectively.
Figure 10a shows the shape variation of the 6-DoF continuum robot under the given external loads. As with the single section, the deviation from the set position increases with the external load applied at the tip. As the 6-DoF continuum arm operates in a cantilever configuration (i.e., fixed at the base), and is composed of the three sections, thus increasing the length of the robot threefold, the stiffness of the system is inherently much lower than that of a single section. As such, the tip displacement increases from 4 mm when the lighter external load (i.e., 20 g) is applied to around 35 mm when the external load is 200 g.
Figure 10b illustrates the errors between the theoretical calculations (derived from Equation (33)) and experimental tip displacement data (from
Figure 10a) for the 6-DoF continuum arm in the same configuration as a function of load. Overall, the theoretical calculations can match the experimental results under the tested external loads with the overall average error of 2.3% (i.e., the errors at the external loads 20, 50, 100 and 200 g are 5.4%, 9.1%, 4.5% and 5.5%, respectively). With the increase in the external load, the absolute error between the calculation and test increases (i.e., 0.2, 0.8, 0.9 and 2 mm, respectively) but the relative error decreases. Deviations between the theory and experimental data can be assumed to be mostly due to difficult-to-measure deviations in the parameters given in
Table 1, due to manufacturing tolerances. The errors seem to be systematic and can be reduced through calibration.
With the developed model for the 6-DoF continuum robot validated for some given poses, the stiffness character of the system throughout its workspace can be studied. As the slender continuum arm is always in a cantilever beam configuration during standard operation, the stiffness of the system may become low in configurations with large bending and phase angles.
Figure 11 shows the deviation in the position of the 6-DoF continuum arm throughout the workspace under a 200 g external load. In a similar fashion to the results from a single section,
Figure 11a shows the shape of the 6-DoF continuum arm is a paraboloid shape (when all sections are set to the same angles) and remains in a similar shape when the load is applied.
Figure 11b displays the counter map of the deviation in the tip displacement of the 6-DoF continuum arm under load. Similar to
Figure 10b, the deviations are circular, which means that there is little change in position when the robot is moving about the central axis (i.e., with the bending angle unchanged, and the phase angle changed from 0° to 360°). However, there are larger deviations when the bending angle is increased.
In this section, with the aid of the developed prototype and control system of the continuum robot, the kinematic model developed in previous sections was validated, and the performance of the continuum robot with the flexible hinges included shown to be beneficial. It can be seen the developed model compared favourably with experiments with a positional accuracy of 9.1% and 6.2% for the 2-DoF and 6-DoF continuum arms, respectively. Furthermore, the ability of the 6-DoF continuum robot to assume different configurations was tested by implementing the given trajectory with the aid of a real-time controller. It was shown in the experimental results that the kinematic accuracy of the system can be significantly improved (by a factor of 38.2) with the inclusion of flexure hinges. The results demonstrate the developed 6-DoF continuum robot is an effective tool with potential for performing remote operations in hazardous environments with high accuracy (10 mm accuracy within a ±250 mm workspace with 200 g external payload) and demonstrates significant robustness.
4. Conclusions
In this paper, a novel continuum robot formed with serially connected modular 2-DoF backbone structures was developed with the potential to perform complex tasks with high accuracy even under load.
It was shown that the kinematic performance of conventional high length–diameter ratio backbone-structured continuum robots can be improved through the inclusion of additional compliant elements separate from the backbone itself. As an example, a flexure hinge-based design was selected for constructing a 6-DoF continuum robot.
A new kinematic and stiffness model of the proposed 6-DoF continuum robot, which incorporates the model of a modular cable-driven 2-DoF parallel mechanism and the novel flexure hinges, was established. With the developed kinematic model of the 6-DoF continuum robot, the configuration of the continuum robot (bending angle and phase angle of each section) can be regulated to perform a given task. Through these models, which were validated through experiment and simulation, it was also found that the introduction of the flexure hinge significantly improves the stiffness of the 6-DoF continuum robot.
In addition, for the continuum robot prototype and associated real-time control system, the kinematic accuracy of the system was also significantly improved by adding the flexure hinges. It was found that the kinematic accuracy of the continuum robot can be improved by a factor of 32.8 with the aid of the flexure hinges. Using the validated model, the stiffness behaviours of the 2-DoF and 6-DoF continuum arms were tested throughout their respective workspaces. The results demonstrate that the developed continuum arm can achieve high accuracy operation with the aid of the flexure hinges (i.e., 2-DoF continuum arm: 4 mm accuracy throughout a 110 mm workspace; 6-DoF continuum arm: 10 mm accuracy throughout a 250 mm workspace).


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}