1. Introduction
The axial compressor, as a core component of aircraft engines, plays a dominant role in engine performance. It is also well known that complex flow in the end-wall region is the primary loss source for axial compressors and has a significant effect on stability. It is necessary to obtain reliable measurements deep into the end wall region to understand the flow in the end wall region. Some research, for example, that of [
1] and [
2], indicate that about half of the loss is associated with the end-wall boundary layers, especially for the rear stages of multistage axial compressors. Since about 1970, a great reduction in the aspect ratio of blades has occurred in compressors [
3], which makes this situation more acute. Typically, the optimum aspect ratio is below 1.5 for modern axial compressors, under which conditions no discernible freestream is visible in the flow field [
4]. It is also evident that there is a close relationship between the blockage of the end-wall region and compressor stability from the work of Koch and Smith [
2], and Koch [
5]. Smith developed a correlation between the maximum blockage and geometry and aerodynamic parameters [
6]. Based on the above literature review, it can be concluded that a reliable measurement deep into the end-wall region is needed.
Although non-intrusive measurement techniques, such as PIV and LDV, are increasingly widely employed in turbomachines recently, their application is restrained by some limitations. For example, seeding particles into the closed end-wall region is not always possible and the adjustment for optical devices is highly complicated. Conventional multi-hole probe is still a common method to measure three-dimensional flow field in turbomachines for their attractive features of robustness, ease of use, and relatively-low cost. Generally, the multi-hole probe can be used both in a nulling and non-nulling way. Nulling method is almost unrealistic for long time-consuming in practical application. Instead, a non-nulling method is a better alternative. For non-nulling measurement, careful calibration of the probe is needed before putting it into use in an unknown flow field.
Some features of end-wall flow in modern multistage high-pressure axial compressors challenge the manufacturing, calibration, and data reduction of the probe a lot. These features are reflected in the following four areas: (1) serious blockage, (2) high gradient, (3) narrow axial gap, and (4) violently changing flow angle. Some of the literature related to this challenge is cited to demonstrate the importance of the work in this paper. First, the end-wall region blockage is already serious, even exceeding 70% pitch [
7]. In the measurement process, the presence of intrusive probes will aggravate the blockage [
8,
9] and even change the airflow parameters near the probe, causing measurement errors. Second, the multi-hole probe is usually calibrated in the uniform flow through a wind tunnel. However, pressure and velocity gradient in the end-wall region induce greater errors [
10]. Third, for the purpose of reducing weight of the aeroengine and improving efficiency, the axial gap between the rotating part (rotor blades) and the stationary part (stator vanes) becomes narrower for modern multistage axial compressors. For example, the axial gap of the test compressor modeled from a modern high-pressure compressor in [
11] is low to the value of 7 mm. Fourth, the flow angle in the end-wall region changes violently. For the traditional way of calibration and data reduction, the usable flow range is insufficient for some flows of interest. Taking these four aspects into account, it is urgent to minimize the tip diameter and tip length of the five-hole probe as well as use advanced calibration strategies to maximize the usable range of the five-hole probe in order to make the five-hole probe measurement technology applicable in the inter-stage measurement of small axial clearance compressors and to improve the accuracy of the measurement results of the five-hole probe in the end wall area of the multistage compressor.
For conventional five-hole probes, the tip diameter is greater than 3 mm, such as the cases of [
12] (3.2 mm) and [
13] (4 mm). Recently, Liu [
14] processed a five-hole probe with a tip diameter of 2 mm. However, it is necessary to continue to reduce the diameter of the probe when the processing conditions permit. In this paper, a miniature five-hole probe with a tip diameter of 1.5 mm and tip length of 4 mm, manufactured through laser printing, which is almost unrealizable through conventional machining, was employed to conduct end-wall flow measurements in a multistage axial compressor. The tiny tip diameter ensured the remission of the extra blockage due to intrusive measurement and improves spatial resolution (i.e., reducing error induced by a strong flow gradient close to the casing). The shorter tip length and wider usable flow range made it possible for end-wall flow measurement to be conducted with high accuracy in a compact turbomachinery configuration.
This paper is mainly divided into four parts. The first part is an introduction that details the calibration method of the probe. The second part demonstrates the measurement uncertainty of the probe based on a large amount of additional test points. The third part presents the corresponding results of applying this miniature five-hole probe to measure the complex end-wall region of a multistage axial compressor. The last part presents a summary of the work of this paper.
3. Error Evaluation Based on Test Data
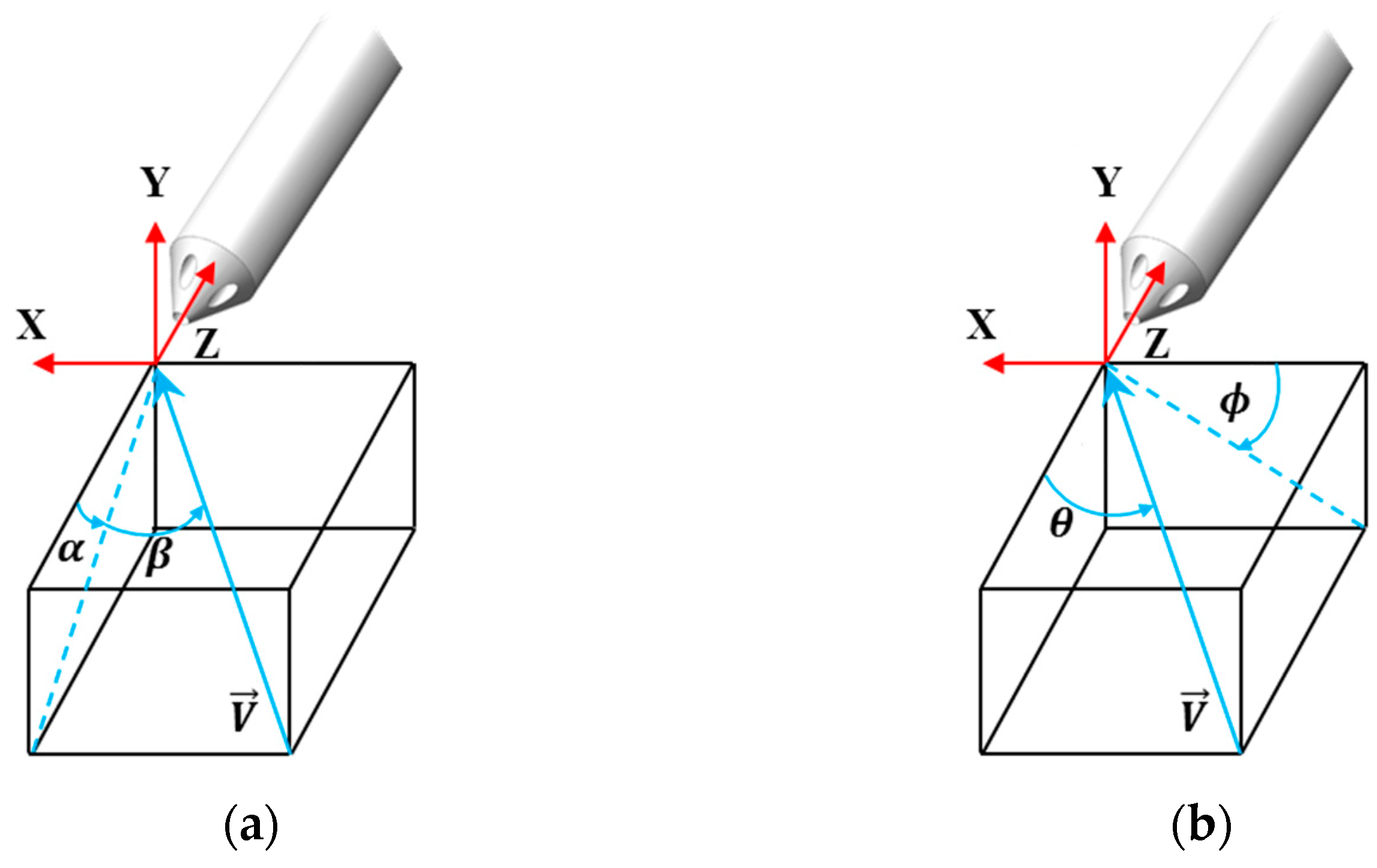
Once the calibration was completed, the probe could be inserted into an unknown flow field to measure flow direction, static pressure, and total pressure. In the data reduction process, the angle frame of pitch and yaw was adopted in order to avoid discontinuity at
or
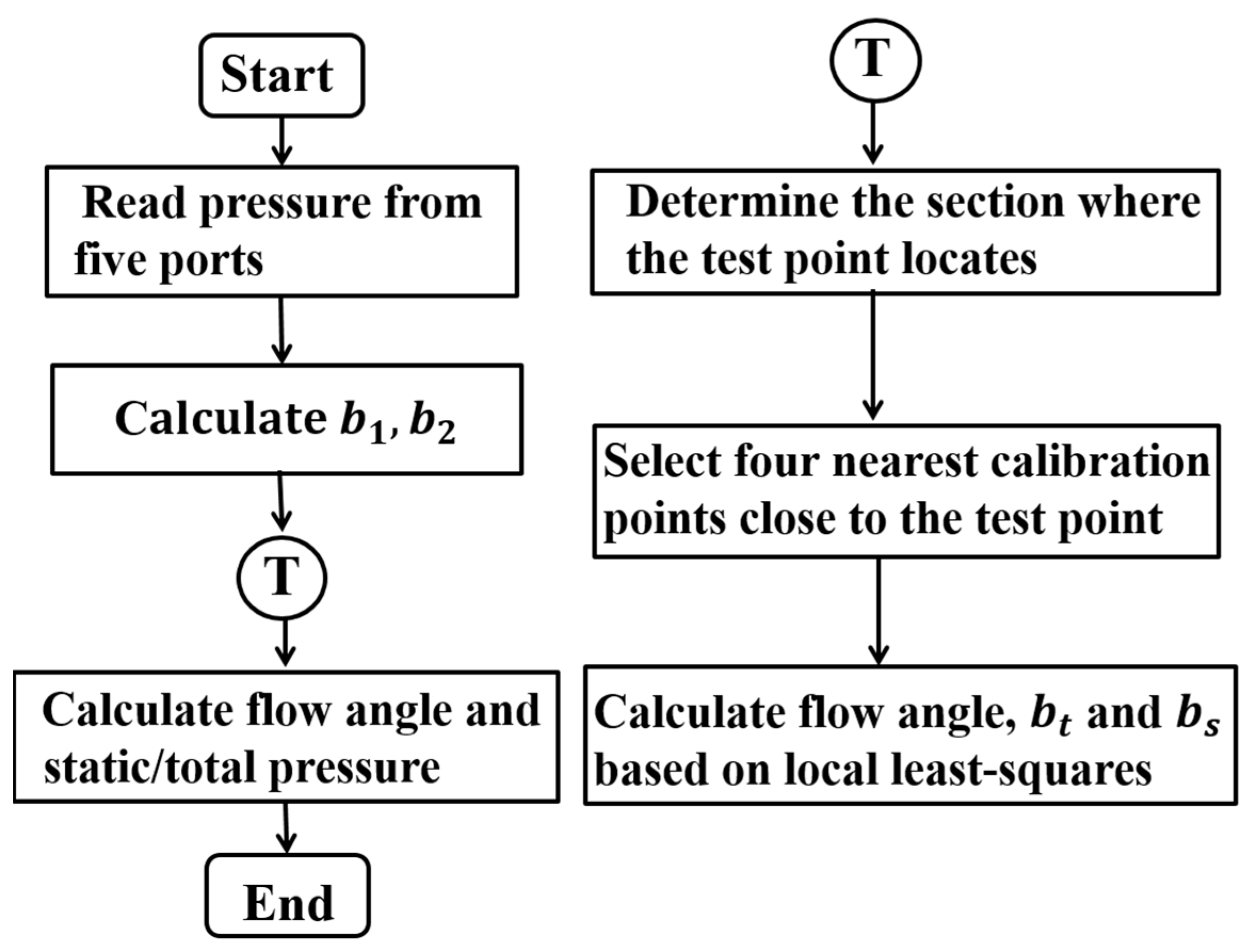
roll. The data reduction procedure to acquire flow direction and static/total pressure based on the sensed pressure of five ports is outlined in
Figure 9. As indicated in
Figure 9, the local least-squares algorithm was adopted in this paper. The first-order polynomial was used.
where
denotes
,
,
or
. The coefficients
,
and
are determined based on the criteria of minimizing the error between the predicted and real value, which means:
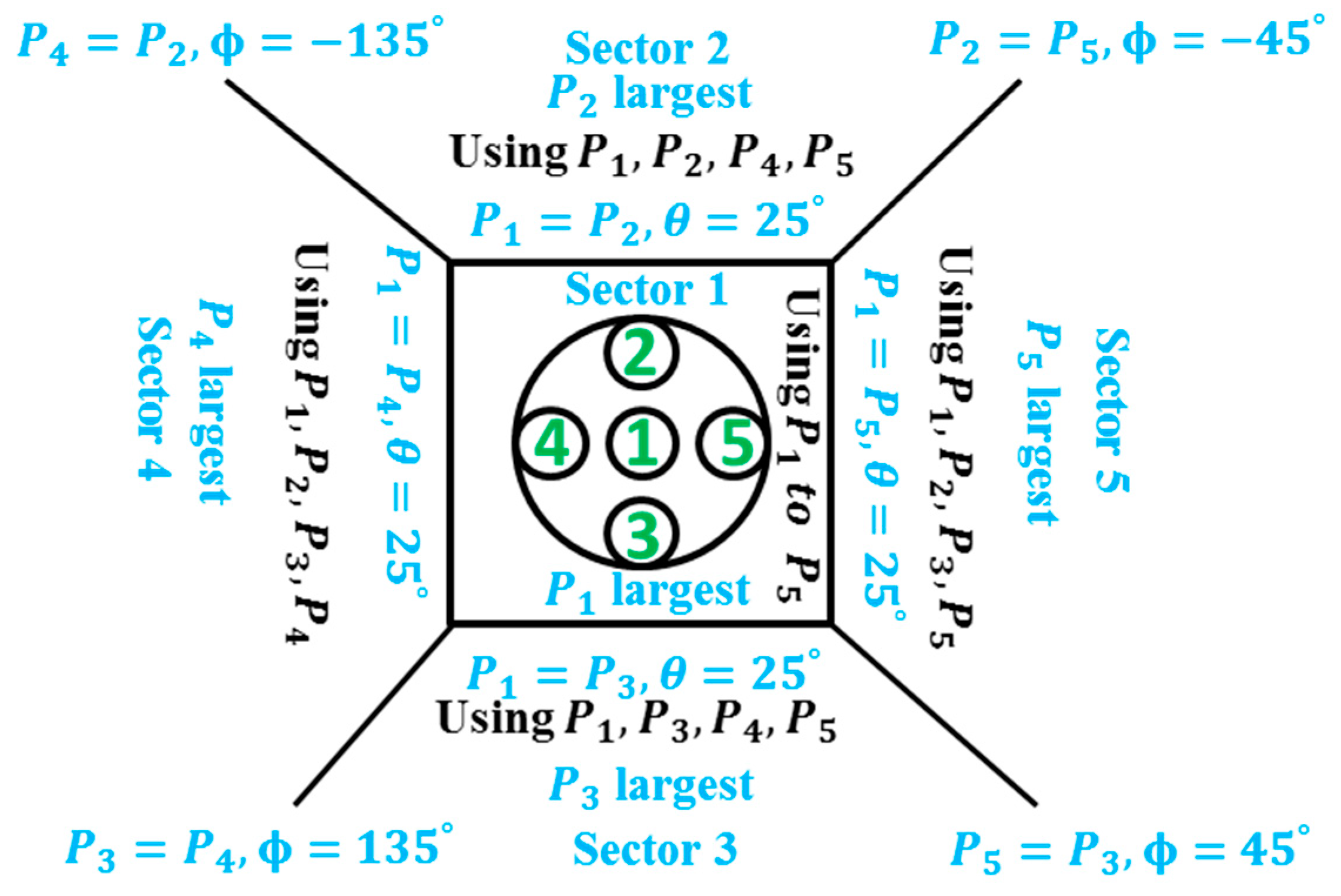
The definitions of
and
are largely dependent on the sector where the test point is located, and the primary error source is from this. In order to reduce the error at the sector boundary, the overlap region method was employed. The overlapping region method is described in reference [
24]. If the maximum pressure was no larger than 90% that of the other four ports for a specified test point, it was judged that the test point was located at the sector boundary. The zonal method selects points from both the sector with the highest pressure (the primary sector) and two adjacent sectors. The adjacent sectors use the non-dimensional coefficient definitions in the primary sector to make the independent coefficients (
and
) from different sectors comparable. In the process of interpolation, the calibration database was from the above-mentioned primary sector and two adjacent sectors.
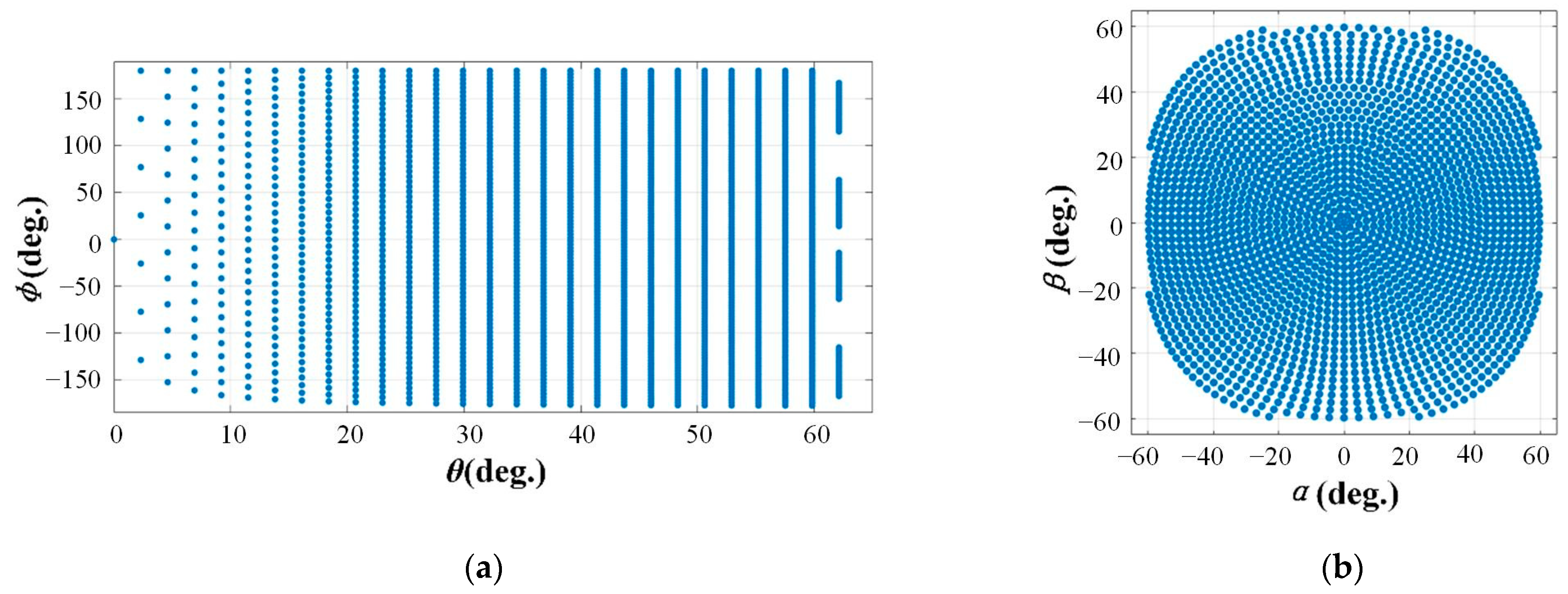
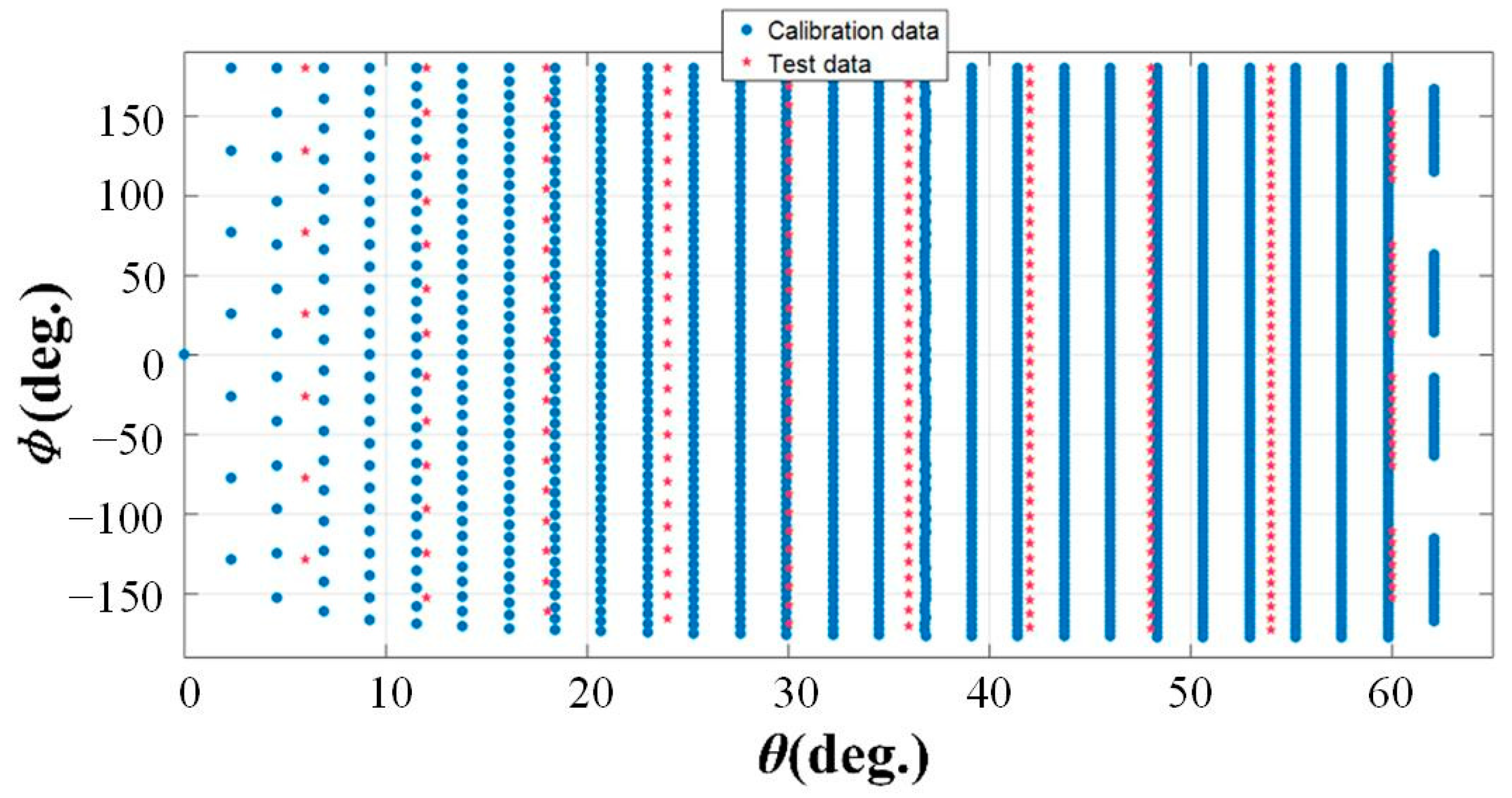
In the calibration process, an additional 298 points were measured to inspect the accuracy of the probe. These test points covered the whole calibration space and were distributed uniformly in the cone-roll space, as shown in
Figure 10. The pre-mentioned data reduction procedure was applied to calculate flow angle, total, and static pressure. The deviation between the calculated value and the real value is presented in
Figure 10 and the relevant statistical analysis for 5 sectors is shown in
Figure 10. As shown in
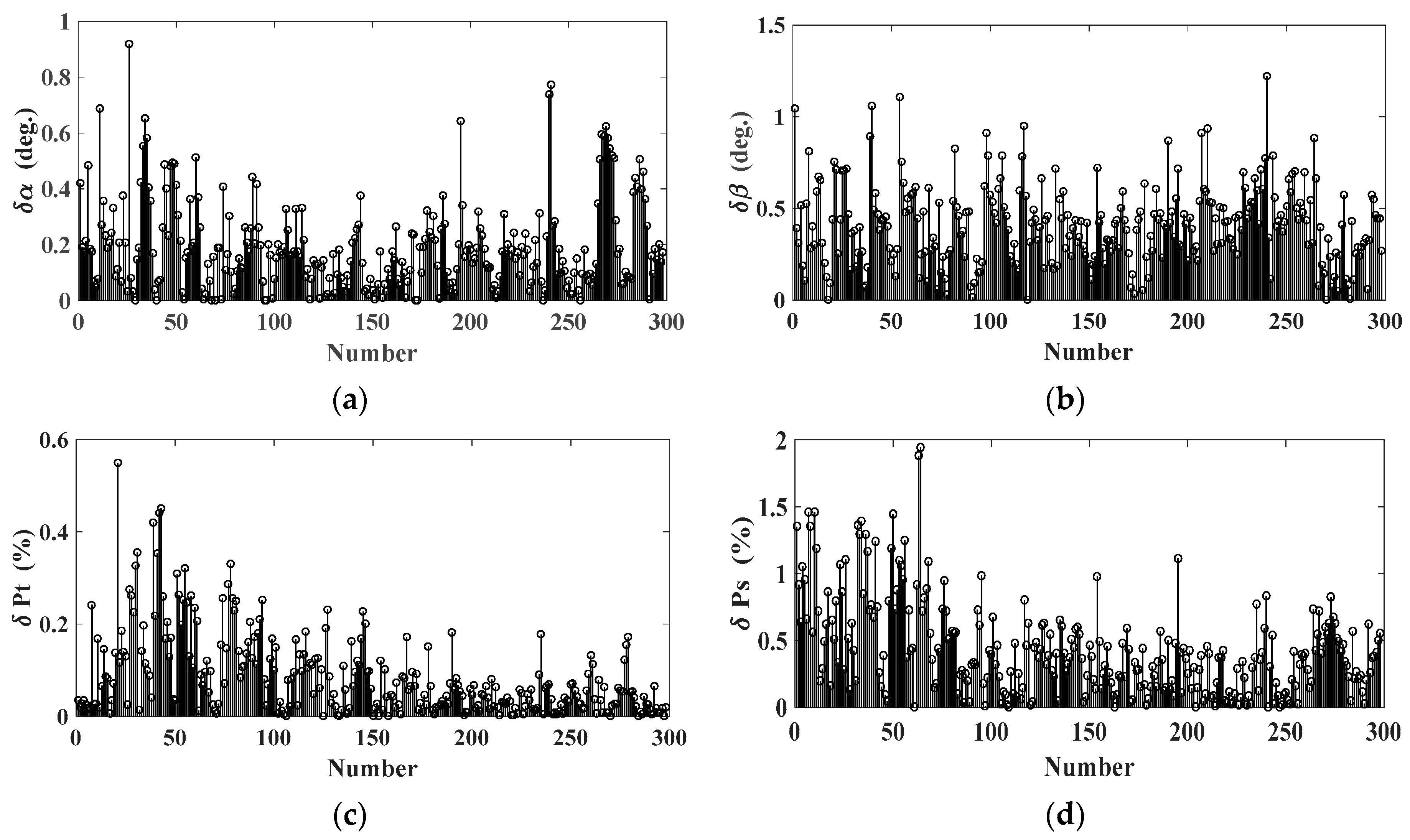
Figure 11, the maximum errors of the pitch angle, yaw angle, total pressure, and static pressure were 0.93°, 1.24°, 0.56%, and 1.9%, respectively. For the five-hole probe manufactured in the literature [
14], the maximum errors of its pitch angle, yaw angle, total pressure, and static pressure were 0.95°, 0.60°, 2.0%, and 4.0%, respectively. Thus, the probe and data reduction procedure in this paper has obvious advantages in measuring total pressure and static pressure. It can be concluded from
Figure 12 that the main error source in total and static pressure was from sector 1. However, even in sector 1, the predicting ability of the data reduction procedure was satisfactory because the mean absolute deviations of pitch angle, yaw angle, total pressure, and static pressure were 0.23°, 0.41°, 0.17%, and 0.78%, respectively. Correspondingly, the standard deviations were 0.1°, 0.25°, 0.13% and 0.44%.
4. Application in End-Wall Flow Measurement for a Low-Speed Repeating-Stage Axial Compressor
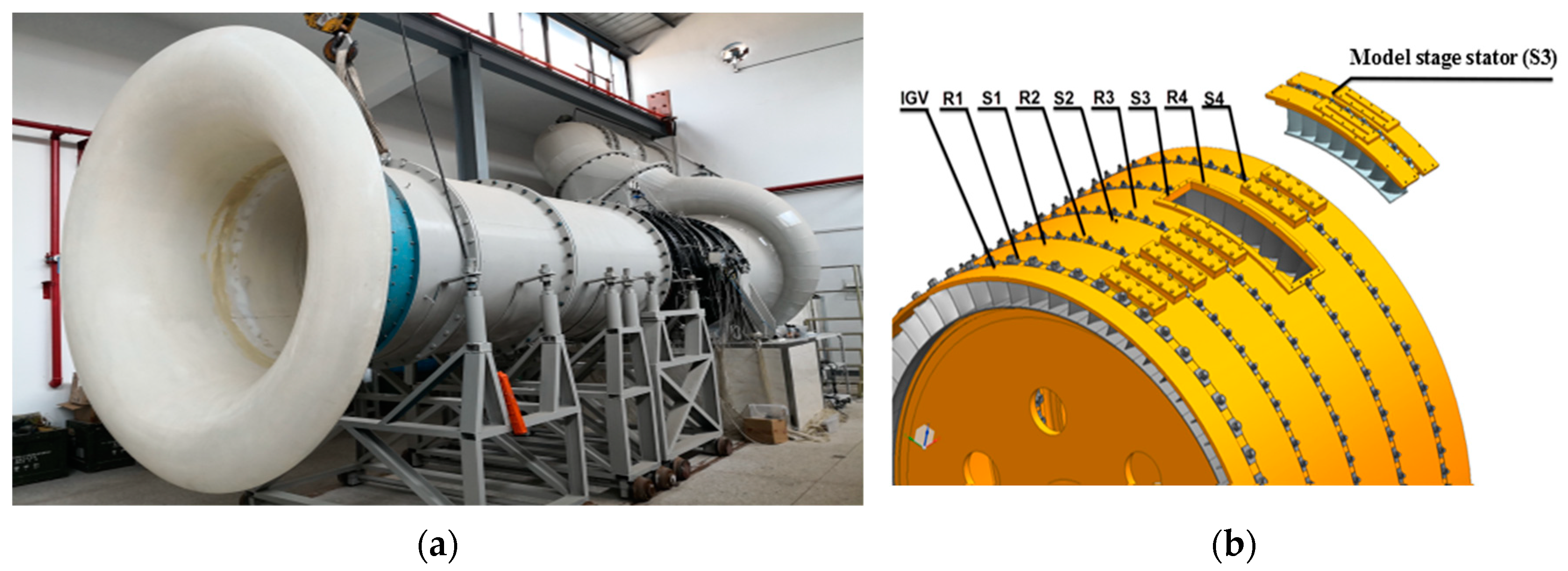
In this part, the corresponding results of the end-wall flow measurement through the calibrated miniature five-hole probe are presented. The measurement was conducted on a low-speed repeating-stage axial compressor, which is a model of a modern high-pressure compressor exit stage. Drawings of the experimental test facility are shown in
Figure 13. The test rig consisted of a bell mouth, inlet ducts, test compressor, volute, valve, etc. There are four stages for the test compressor; the first two stages and the fourth stage provide inlet and outlet boundary conditions for the model stage (third stage). The valve was adapted to adjust the operating point of the compressor. Some necessary parameters of the test compressor are listed in
Table 1.
In the course of this experiment project, an area traverse was performed at the interface between the S3 exit and the R4 inlet. Measurements were taken using the calibrated five-hole pneumatic probe. Based on the preliminary work, the end-wall separation occurred at the casing region. For the consideration of reducing experiment time, the measurement was conducted from 44% to 99% span. There are 11 radial locations (clustered towards the casing), 19 measurement points for each radial location that covers 1 stator pitch, and a total of 209 measurement points. The picture of the area traverse and measurement grid is presented in
Figure 14.
Figure 15 presents the total-to-total pressure rise characteristic of the test compressor. The total-to-total pressure rise coefficient,
, and flow coefficient,
, are defined as follows, respectively:
The measurement was conducted both at design point (DP) and near-stall conditions (NS), which are characterized by solid symbols in
Figure 15.
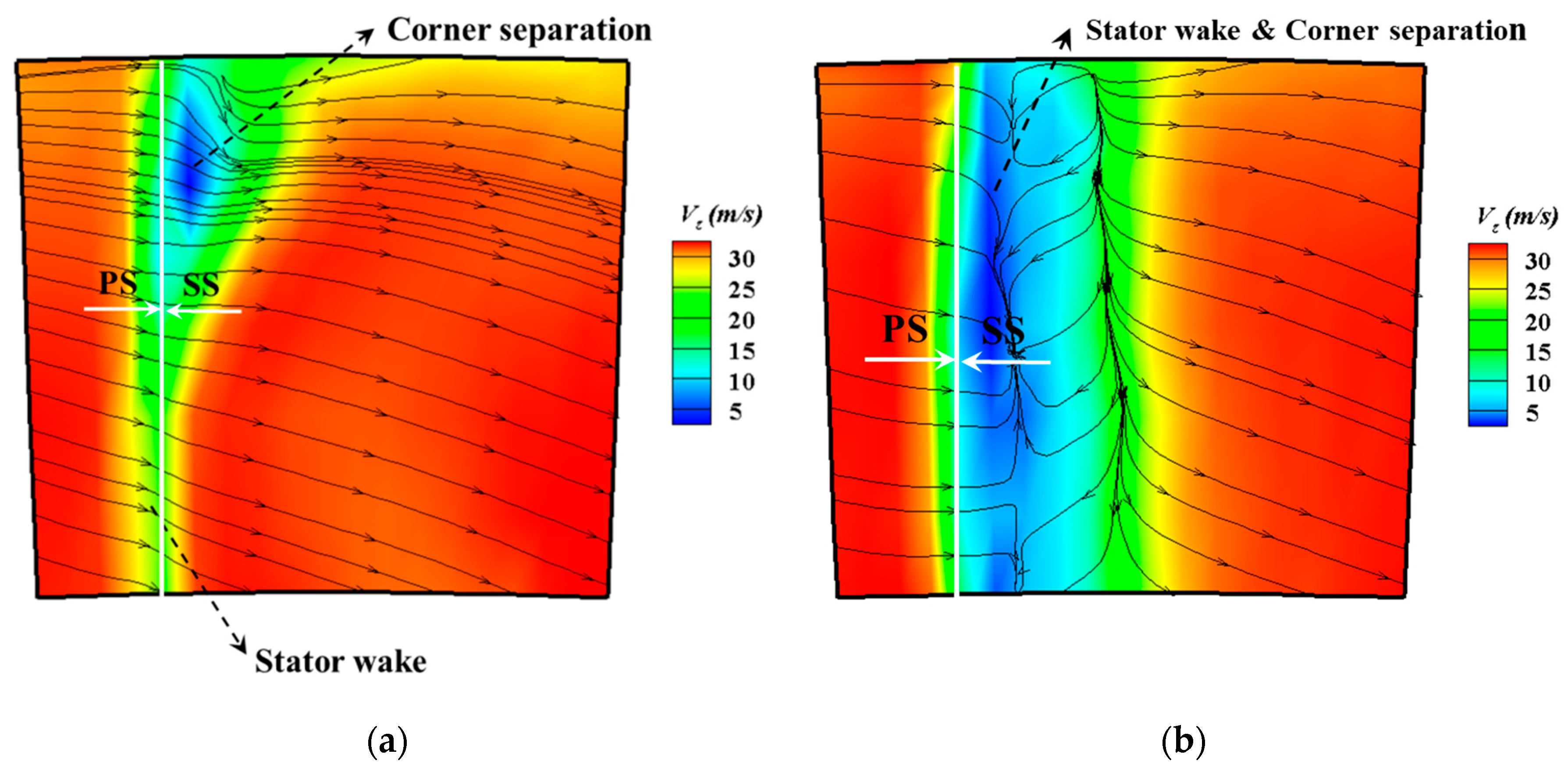
The measured flow fields of axial velocity and yaw angle are shown in
Figure 16 and
Figure 17, where both the results for the DP and NS conditions are presented. As shown in
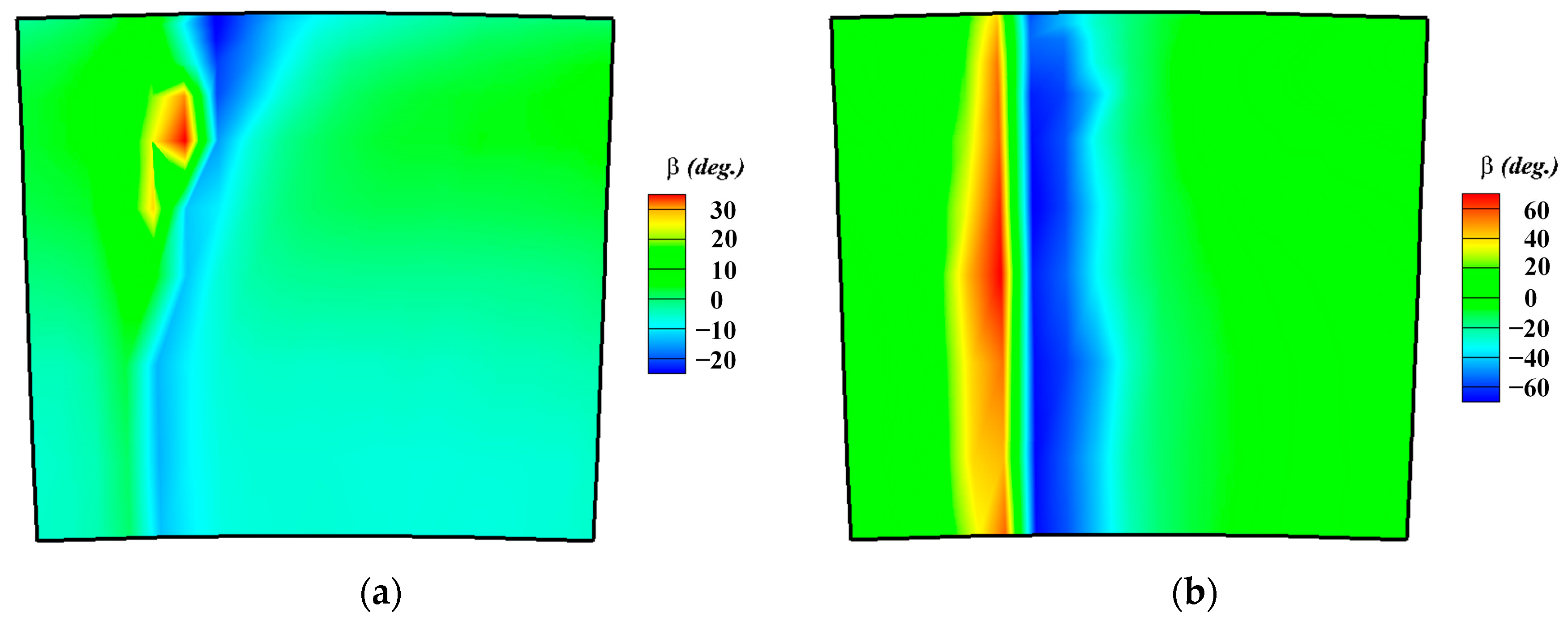
Figure 16, the corner separation under the condition of DP occurs at the suction side (SS) of stator blades and was confined to the casing region (about from 60% to 100% span), where the stator wake is also visible. With the compressor throttled to the stall boundary, the situation differs a lot. Under the condition of the NS, corner separation almost extends to the whole spanwise range and the stator wake also thickens. Due to these aspects, the stator wake is no longer discernible from the corner separation. Within the separation region, this implies complex secondary flow and that the situation is more terrible for the NS condition. It can be concluded from
Figure 17 that the flow angle varies sharply in the stator wake, especially for the NS condition. For the condition of DP, the flow angle of the nearly entire flow field is restricted to the range from −30° to 30°, which means the flow angle lies in the range of sector 1 (
Figure 3). Therefore, the traditional method instead of the zonal method is sufficient for this condition. However, the situation becomes more complex for the NS condition, where 46 points (about 22% of total points) exceed the measurable range of sector 1 (i.e., the traditional method). After the zonal method is used, which is put forward to enlarge the measurable flow range, only 7 points (about 3% of total points) exceed the measurable flow range.
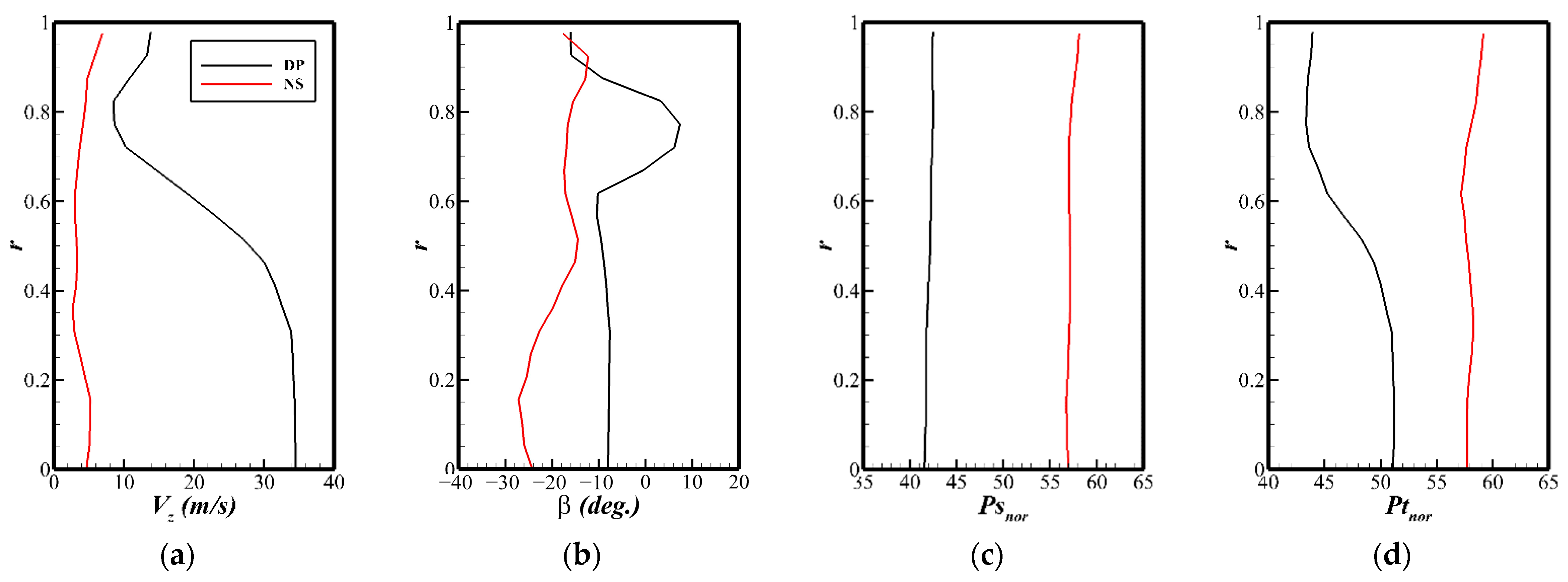
Figure 18 shows the radial distribution of flow parameters at the outlet of the vane suction surface. At the design point, the decrease in velocity and the increase in flow angle at 60% to 80% span indicate that there is corner separation here. At the near-stall point, the corner separation spreads across the entire span, so that the flow parameters are then more uniformly distributed in the radial direction.
5. Summary and Discussion
Throughout the work of this paper, a miniature five-hole pneumatic probe, with a tip diameter and length of 1.5 mm and 3.2 mm, respectively, was manufactured, calibrated, and applied in the end-wall flow measurement in a low-speed, multistage axial compressor. To manufacture such a compact tip structure, the conventional machining technique was almost impossible and the state-of-the-art laser-printing technique was adopted. The summary of this paper contains two parts:
The application of the laser printing technique enables for the successful manufacturing of this miniature probe, which is nearly impossible for traditional machining. The compact tip structure of the probe reduced the effect of probe blockage on the flow field and enhanced the spatial resolution. The local least-squares interpolation technique and overlap region method were employed to reduce the calibration errors. It shows that the maximum errors of the pitch angle, yaw angle, total pressure, and static pressure were 0.93°, 1.24°, 0.56%, and 1.9%. Compared with the previous literature, the probe and data reduction procedure in this paper reduce the measurement error of total pressure and static pressure. Also, the zonal method was adopted to enlarge the measurable flow range, up to .
All of these aspects guarantee the application of the probe in the end-wall flow measurement between blade rows in multistage axial compressors.
- 2.
Application in end-wall flow measurement in a multistage axial compressor.
The measurement results from a low-speed, multistage axial compressor indicate that the probe can distinguish the corner separation and stator wake clearly and reflect the deterioration of the corner separation with the compressor throttled to the stall boundary. Also, the zonal method is of great significance in decreasing the number of points exceeding the measurable flow range for the traditional method, especially for the near-stall condition. Compared with the traditional method, the proportion of available data for the near-stall state measurement was increased by 18% by using the zonal method. However, in order to extend the probe to high-speed compressor flow field measurement, more research is needed in the future, such as on the influence of Reynolds number on measurement accuracy.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}