Abstract
This paper provides a detailed review of a digital thread for composite aerospace components. The current state of the digital thread continues to progress and at an ever-accelerating rate due to advancements in supporting technologies such as AI, data capture/processing/storage, sensors, simulation, and blockchain. While the individual steps that make up the digital thread have made manufacturing innovation and benefits possible, the connection points of the thread are not consistently solid, with many experiments and proof-of-concepts being conducted, but with few full digital threads in deployment. Key gaps include the ability to handle such large and continuous amounts of data, the infrastructure needed to capture and process them for insight, and the AI-based analytics to build and scale enough to obtain the expected exponential benefits for life cycle insight and manufacturing optimization. Though some of these gaps may take specific technology innovations to advance, there is a specific roadmap that can be deployed immediately in order to obtain “rolling ROI” benefits that will scale in value as this cycle is repeated across the product line.
1. Introduction
1.1. Motivation
The EU has committed, as part of its Destination 2050 initiative, to achieve net zero CO2 aviation in Europe by 2050 while upholding aviation’s benefits to society. This commitment comes with substantial, rapid changes that affect the entire aerospace value chain. Key elements of the plan include developing more energy-efficient aircraft, as well as developing technology for hydrogen-powered and hybrid electric aircraft. While the plan seems ambitious on the surface, a detailed analysis of what is needed shows that the plan is likely to be impossible with the current infrastructure, design and manufacturing processes, and certification standards. A new aircraft design that is highly derivative could take a decade before it is fully designed, qualified, manufactured, and in service. The designs needed for Destination 2050 are significant departures from today’s aircraft. Hydrogen and hybrid-electric propulsion are not efficient enough to power many of the aircraft currently in service. In order to make use of these low carbon methods, aircraft must be significantly lighter and more aerodynamic. Composites are not new to the aircraft industry, but the percentage of composite materials necessary to reduce aircraft weight will need to be extremely high. While the weight difference of composite vs. metal aircraft structures varies based on many factors, some estimates have indicated weight savings as high as 40% [1].
While important, there are additional weight savings possible through more intricate and optimized designs with composites that are not possible when using metals. The use of advanced designs can also eliminate many of the components, fasteners, and additional structures needed with metallic parts. Demonstrator projects such as Clean Sky 2’s STUNNING project (shown in Figure 1) show that using weldable thermoplastic designs can greatly reduce cycle times by up to 80% and weight by up to 50% and use significantly fewer components.

Figure 1.
STUNNING demonstrator fuselage, made from welded thermoplastic composites [2]. Project funding source Clean Aviation Joint Undertaking. Photo Credit: SAM|XL. Reprinted with permission from Bram Jongbloed, Project Coordinator. Copyright 2022, Nathan Eskue.
There is currently continuous development of new composite materials that are potentially lighter and stronger than previous structures. However, due to this continuous development, these materials do not have the lab-based and in-flight testing necessary to certify them. The process toward certification has been designed for extremely cautious, risk-averse changes and does not support the timelines set by our impending climate crisis. The only way to achieve the Destination 2050’s roadmap toward decarbonisation for European aviation (shown in Figure 2), is to utilize advances in technology to maintain a risk-averse certification process while drastically reducing the blueprint-to-runway cycle. Furthermore, this technology must aid in iterative design along with rapid prototyping in order to learn as much as possible to continuously improve the design until the system is truly carbon neutral.
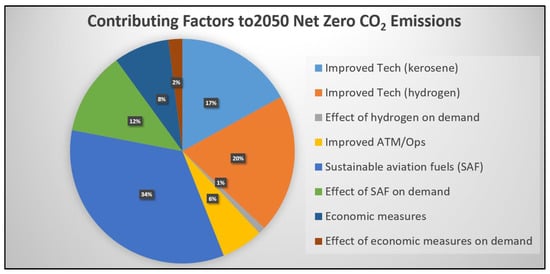
Figure 2.
Decarbonization roadmap showing key efforts needed to achieve carbon-neutral aviation in Europe by 2050 [3].
When we focus on the manufacturing and health monitoring of a critical component, such as a composite component on an aircraft, it is paramount that we accurately understand the strengths, weaknesses, and qualifications of the component. Essentially, we need to be certain that the component was made at minimum to a set of specifications and that it maintains a given set of structural integrity. To date, much of this process involves over-compensating these specifications to offset our lack of detailed insight into the component’s true integrity. It also involves continuous, scheduled inspections that have been deemed adequate but are excessive due to our lack of real-time insight into the component’s ongoing integrity.
While this system has been proven to work, the significant inefficiency of this quality control cycle creates a massive amount of waste in terms of over-engineering components, performing additional tests and inspections, and performing more scheduled maintenance than is necessary. This inefficiency is necessary in order to maintain a high-quality standard simply because we lack the insight needed to more accurately build and monitor high-quality components.
1.2. Digital Thread
The term “digital thread” refers to the set of data created across the life cycle of a given component. It is called a thread for several reasons. First, for the data to be most useful, it must be collected starting at the beginning of a component’s life cycle, from raw materials, processing, transit, manufacturing, installation, operation, maintenance/repair, and the end-of-life. The “thread” must be pulled for it to maintain its value, and a break in the thread can severely compromise the entire thread’s integrity.
Why is the digital thread so important? Here, a metaphor might be more useful. If you were a pilot and worked with another pilot long term, you might be able to operate sufficiently simply by knowing that the co-pilot had passed their certification and maintained that certification by completing refresher training at the required intervals. However, if you had a true insight into the co-pilot, understood their childhood, personality, fears, weaknesses, strengths, and interests and had a deep understanding of what was happening in their life each time you flew together, you would be able to much better coordinate your duties, understand if there were underlying risks (depression, a lack of sleep the night before, personal tragedies, hidden addiction, etc.) or alternatively understand additional strengths (e.g., dedication to excel in order to receive higher certification). In the second scenario, you would be able to understand at a much deeper level the quality and integrity of the co-pilot, which would allow you to more accurately understand key risks and at the same time be able to create efficiencies by basing maintenance on their actual needs instead of a conservative time table.
1.3. Goals of This Paper
This paper will show that a completed digital thread for aerospace composites holds the most promise for creating these significant improvements and achieving the 2050 goal. It will use a literature review format to bolster the various elements of the digital thread, providing use cases and results that demonstrate the potential exponential benefits of a robust digital thread. It will also identify those areas not yet sufficiently explored by the scientific community and will provide recommendations on what research would be required to give weight to the full value of a digital thread. Finally, the paper will speculate in further detail the longer-term benefits of a functional digital thread that is enhanced through machine learning models, providing enriched health monitoring throughout a component’s life cycle along with benefiting design, manufacturing, supply chains, operations management, and the larger ecosystem as a whole—all of which are necessary to generate the improvements needed for global targets such as carbon-neutral aviation by 2050.
2. Digital Thread: Current State Review
To understand how to properly establish a roadmap toward a successful digital thread for aerospace composites, it is first necessary to analyze the current state of the art for digital thread components. While the thread itself is not yet matured [4], it has been a growing core industry focus as data-driven technologies have become more sophisticated [5]. Even now, many of the key elements have effective capabilities to support it [6]. This effort has spanned not just aerospace, but many industries with complex manufacturing ecosystems [7]. Notably, the digital twin concept is being developed in the maritime industry [8]. Utilizing the advancements made in aerospace and similar industries, here, we break down the various steps of a composite structure’s life cycle, and review the extent of digital thread support.
2.1. Design Using Prior Iteration Knowledge
When designing a new composite structure, it is critical to first understand the requirements of the structure, including various strength attributes, durability, weight, cost, and manufacturability [9]. This is currently possible for requirements that can be modeled and simulated. While having some capability for decades, design optimization using a digital thread has evolved significantly [10], making use of advanced simulations and utilizing methods such as machine learning to optimize all of the requirements in a way that minimizes excess material without compromising key attributes [11]. This use of machine learning—along with the collection of more and more data from previous design iterations—allows these methods to adapt their models to structures that are newly developed, even when uncertainties exist [12]. While this process is continuously improving, there is still a cautious limit to innovation speed due to the limitations of machine learning, optimization models, and the ability to collect and utilize the large amount of data required for novel composites and structures in aerospace [13]. However, the digital threads that do exist have been able to start the connection between the design of an aircraft component and its manufacturability [14].
2.2. Digital Twins
A term used more frequently in aerospace, as well as other complex manufacturing industries, is “digital twin”. While there have been many interpretations of this term, ranging from monitoring several key metrics to creating a virtual replicate of the original, a more effective way to view a digital twin is in the context of the problem it is meant to solve. For aerospace, a digital twin of a manufacturing machine can be critical for process monitoring and control, predictive maintenance, or even factory simulation [15]. In the context of developing a digital thread, a digital twin is meant to contribute to all of these tasks, providing benefits to multiple steps of the manufacturing process and also contributing compounding benefits as the thread is pulled further along the process.
2.2.1. Process Monitoring
When manufacturing composites for aerospace applications, the tolerance for any type of defect is extremely low, especially for structural components. While current processes often rely on a robust quality inspection protocol, it would be much more efficient to predict any defects and to eventually be able to prevent the defects from happening at all. This begins with process monitoring, and although the state of the art varies significantly by individual manufacturing process, a growing number of processes are developing process monitoring abilities [16]. Figure 3 below illustrates the process of monitoring the development of continuous ultrasonic welding performed at TU Delft and its partner SAM|XL. The key function of the process is to employ a machine learning model trained by identifying the combination of process metrics (settings) as well as the result metrics (thickness, overflow, temperature dissipation, etc.). The process is also measured through those elements that could potentially vary during the process, causing instability and creating defects in the finished component. In this example, the key metrics measured for variation include feed speed, local temperature, pre/post thickness difference, vibrations, and variation in speed. By measuring those elements that indicate any variation in the process, the trained model will be able to predict to a certain accuracy whether the variations have caused a defect in the welded composite. As the model—including the accuracy and quantity of data captured, as well as the effectiveness of the algorithms used—improves, the process will be able to capture a percentage of variation approaching 100%.
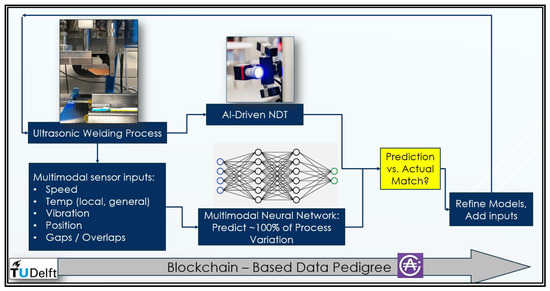
Figure 3.
AI-driven process monitoring example.
2.2.2. Process Control
While process monitoring is a critical step toward higher-quality components, by itself, it does not improve the quality [17]. Rather, when developed correctly a process monitoring setup can accurately predict whether a composite component has defects [18], but it cannot prevent the defects. To accomplish this, process control must be added to the monitoring output. With enough data representing the function of the manufacturing machine/process, as well as the data gathered from an accurate process monitoring setup (in other words, a setup that captures approaching 100% of process variation, depending on the manufacturing tolerances of the component being produced), it is possible to develop an in-depth digital twin that can be simulated [19] and used for process control. This is especially possible when the digital twin employs machine learning along with simulation, as the simulation can improve training through techniques such as reinforcement or agent-based learning [20]. In order to evolve from process monitoring to process control, there are two critical requirements.
First, the system must have the ability to read many different inputs, apply them to a trained model, and determine not just a prediction of quality, but rather a recommended course of action to ensure first-time-right quality. While this is possible for more simple manufacturing processes, many of the digital twin case studies for complex manufacturing of composites rely more on utilizing the digital twin to design a better process overall [21]. While helpful in improving the manufacturing process itself, it does not easily address the variation that inevitably remains in nearly every manufacturing process. Unfortunately, even small amounts of variation during the manufacture of high-quality aerospace composites can be enough to cause unacceptable defects. The process must not only predict the variation but prevent it nearly instantaneously. This requires not just strong computing power, but strong local computing power. The use of edge devices powerful enough to run machine learning models is relatively recent [22], and because these innovations are a result of rapidly improving computational power in smaller edge devices, the aerospace industry is still working to identify all potential use cases for digital twins, process control, and more [23]. In addition to higher first-time-right quality, the use of edge devices in process control could lead to maintaining a minimal material consumption [24]. In the context of the high-level 2050 goals, this outcome of faster (and more efficient) manufacturing processes, higher quality, fewer defects, and less waste all contribute directly to meeting a carbon-neutral aerospace industry.
Second, the system must have the ability to convert the recommended course of action into execution. This varies significantly depending on the manufacturing process, but can be exponentially more complex than process monitoring, and even process monitoring with a recommended course of action. For example, in the case of the continuous ultrasonic welding process for thermoplastic material, a sensor might be able to detect that the residual temperature dissipation is too slow, which could lead to an overflow of adhesive material. The recommendation might be to increase the speed of this dissipation. However, what is left is to convert that recommendation into the correct action, notably in a way that will cause the metric in question to fall back into an acceptable range—but without causing another metric to be negatively affected as a result. In the example, the edge device may be trained to increase the speed of the weld in order to increase the speed of dissipation, but it must also understand what effect this change might have on the local temperature, bonded material thickness, and other key parameters that when combined will indicate the overall quality of the weld.
2.2.3. Predictive Maintenance
Though it has a completely different objective, the same elements that apply to process monitoring/control also apply to predictive maintenance. The difference is simply the target of the monitoring/control. That said, because process monitoring aims to identify an amount of variation approaching 100%, many of the sensors are already focused on the equipment itself in addition to the composite structure being manufactured. These sensors, along with others located within the equipment, observing the equipment, or even upstream/downstream from the equipment, can supply critical data for evolving the maintenance strategy from reactive to scheduled to predictive. Like the data itself, the process for developing effective predictive maintenance is very similar to process monitoring (plus the recommended action portion of process control). After capturing the data, practitioners can then train a model (most likely using a machine learning architecture) to understand and predict potential variations from the nominal process. Instead of simply identifying “out of bounds” measurements, however, the model—essentially a digital twin of the machine—is trained to predict the potential for failure and provide recommendations for when and how to act.
The economical side of predictive maintenance is similar to process monitoring/control as well. In the case of process control, the practitioner should continue to identify key metrics, install sensors, capture data, and evolve the model. However, at what point should this evolution stop? The target is when the model can accurately predict, prescribe, and correct potential variation in order to ensure an acceptable quality and efficiency threshold. Like any manufacturing process, there is an underlying business decision driven by the return on investment (ROI). In the case of aerospace, the quality requirements are high, rework and scrap costs are high, and each minute of production runtime utilizes significant capital. Therefore, the process evolves significantly.
With predictive maintenance, this process is the same, but instead of quality metrics alone, the process of predicting and prescribing corrective action (maintenance in this case) will continue to evolve until the cost of making the digital twin more accurate outweighs the economic gains. Again, in aerospace composite manufacturing, the cost of failure is significant and the opportunity to invest in an accurate digital twin should depend more on the state of the art than financial restraint. In a representative manufacturing facility for aerospace structures, the machinery producing the structures must have minimum variation to avoid quality issues, rework, and scraps—all of which are prohibitively expensive even at low rates. However, the machinery itself is typically very expensive capital, and maintenance that is overlooked can often cause more damage than just the part that fails. Further costs are incurred when a machine breaks down during high productivity periods, whereas an effective predictive maintenance process allows enough notice to schedule most maintenance at optimum time periods. A “line down” could even cost an organization significantly, and the push for more advanced predictive maintenance is a logical result.
2.3. Inspection
Ideally, a “first-time-right” environment would eliminate the need for quality inspection. From a purist standpoint, inspection is non-value-added. However, until the design, process monitoring/control, and predictive maintenance are perfect, some form of inspection will likely be necessary. That said, the digital thread can greatly reduce the need for inspection, as well as the cost (in terms of time and resources) [25]. This is in part because the process monitoring/control activity is able to gather much of the necessary data for inspection, and when tied to a machine learning model, even recommendations and summary analysis can be provided to the inspection process. This has been demonstrated with the ultrasonic welding of composites [26] and can also contribute to inspection as well as post-inspection diagnostics and prognostics for composite materials [27], tying to a process further down the digital thread: structural health monitoring.
Inspection innovation for aerospace composites also benefits from digital thread advancements in other methods, such as additive manufacturing [28]. This is critical for the larger benefit of a fully connected digital thread. Though composites are a major area of focus for the aerospace industry, there are growing use cases for additive manufacturing, particularly with metal-based materials [29]. While composite-based manufacturing will continue to be the key driver for aerospace structures, these other methods play a role, and their data-driven processes must be incorporated into the digital thread in order to benefit from exponential benefits such as factory-level optimization.
Another key element of inspection as it relates to improving the digital thread is “explainable artificial intelligence.” This is especially important for composites produced within the aerospace industry, as regulations are extremely strict in order to maximize safety, and any data that is produced as part of the quality inspection must be transparent, explainable, and as a result, it must be able to be trusted [30].
Finally, just as inspection is made more efficient and effective by processes up the digital thread, it can add value to processes further down the thread by assessing through the inspection process not just the current state of a composite structure’s quality, but also (through the use of various machine learning processes) an accurate prediction of fatigue life for that component [31]. This is important for a number of reasons, and its benefit is amplified when part of the digital thread. The component benefits from an initial quality inspection, as well as a fatigue life prediction. This same fatigue life test can be performed throughout the life of the component (depending on its installation and the availability of compatible tests), and this initial test acts as a baseline. Further tests, especially if they differ from the original prediction, can help significantly in honing the initial model’s accuracy. However, if the initial model is indeed accurate but unexpected wear, discrete events, damage [32], or other external elements were experienced by the component, this can provide deep insight into the component as well, showing potential design flaws, opportunities for improvement, or external factors to watch for and capture onto the digital thread when they occur.
2.4. Work Cell Optimization
The desire for work cell optimization has been a goal for many years, from the first iterations of assembly line work to process improvement methodologies such as TQM, Lean, Six Sigma, and Kanban. Process improvement is just as valid today and should never be substituted for efficiency-driving technology. The two are best used in tandem and often complement each other toward a synergistic result. That said, efficiency-driving technologies have evolved significantly over the last several decades, due in large part to data capture and analysis capabilities. Advanced concepts such as genetic algorithms for optimization have been known and even used (in a limited capacity) during this entire period [33] and continued increase in capability with more access to computing power [34], making use of this technology in many industries, including aerospace.
The advances in machine learning in the last decade have been exponential, with early models relying more on advanced statistics for optimization problems [35]. However, this exponential growth has been possible as multiple elements have been improving continuously during this time. Models have become significantly more efficient as the field of research has spread to industries globally, and more innovations are developed on a daily basis. This, combined with computational and data storage increases, have allowed these models to work with very large sets of data, which helps with learning and accuracy. Moreover, optimization problems in general benefit from several subfields within AI, including general reinforcement learning and in particular, agent-based models.
These advances have allowed practitioners to increase the fidelity of models, allowing discrete setups such as manufacturing cells to be simulated with incredibly high accuracy. This is especially true in the case of a functioning digital thread, whereby key data from upstream tasks are provided, and demand requests from downstream activities help to prioritize how resources are used [36]. By having the critical elements needed for an accurate simulation environment, the optimization outputs become more creative, innovative, and transformative for the larger factory. These elements include inputs and their distribution curves for any variation in timing, action, quantities, etc.; the available actions for any agents, equipment, or processes of the manufacturing cell; any distribution curves for actions that occur within the cell; any potential disruptions, failures, or barriers that can occur (as well as their distribution curves); and the demand curves from downstream processes. These elements can be simulated to provide guidance and recommendations for optimization and can at the same time alert potential risks that can create significant harm to the cell’s objectives.
2.5. Factory Optimization
Though factory-level optimization is essentially the same problem as cell-level optimization, the true challenge is in scalability. While current technology could feasibly simulate (at high accuracy, detail, and statistical representation) a manufacturing cell, even a moderately complex process could have hundreds of variables, leading to billions of permutations for the manufacture of a single component. Granted, those statistics can be toned down in fidelity and still achieve impressive results [37], but as more details are added within a process, more data are collected, and each variable brings with it a unique distribution curve of possible outcomes, the computational load becomes extremely heavy. Factory simulation can be accomplished, but due to current limitations in data collection, analysis, IoT management, and the overall health of a digital thread reaching the entire length of the factory itself, the current fidelity for factory management is not scalable from the true level of detail that occurs in reality. However, there are still many significant benefits to pursuing factory optimization even at lower fidelity [38]. In order to reach carbon-neutral aviation by 2050, factory optimization must improve significantly for composite structure manufacturing and other aerospace components. Fortunately, by focusing on certain elements of factory operation, such as minimizing energy consumption, organizations can achieve important benefits despite the current limitations of simulating with high fidelity an entire factory operation [39].
When considering near-term innovations such as “Industry 4.0”, “hybrid manufacturing” [40], and “smart manufacturing”, the ability to accurately assess factory operations in order to optimize them is even more critical. The digital thread is the key to collecting the necessary raw data, the analytics and recommendations, and the compounded analysis from optimizing multiple steps in the process. As optimization models continue to improve, data capture becomes easier, and elements such as edge computing/IoT become more standardized, this scalability of fidelity simulation/optimization will become possible [41].
2.6. Supply Chain Optimization
At first glance, optimizing the supply chain for an industry such as aerospace looks nearly identical to factory optimization [42]. In many ways, this is true; the supply chain steps (acquire raw materials, process them into components, integrate them into assemblies, deliver them to the next step in the process) are the same as those within a factory, at least when observed at a high enough level [43]. There are two key differences that make supply chain optimization an order of magnitude more complex than factory-level optimization.
First, a supply chain is organized in many ways like a fractal, especially for high-complexity products such as aircraft. If you start at the final assembly plant, you see that many different components are delivered from various companies and are then integrated into larger and larger assemblies within the factory until a completed aircraft rolls out the door. However, if you take any of the components that were delivered, each one came from another factory that itself integrated multiple levels of assemblies from other companies who had delivered their components. At each level of this bill of material hierarchy, an entire factory-level optimization is possible (and not just with your components, as each of these companies likely has many different customers and their demand is competing for attention as well). Within each factory, cell-level optimization is possible. In addition, for this fractal-based supply chain, there is an exponential digital thread. Fortunately, like factory-based optimization, there are current methods that use very high-level inputs and distribution curves from the supply chain in order to predict and optimize the delivery of components just in time. However, given the lack of detail—combined with typically wide distribution curves for delivery window—supply chain optimization is still a major complication for upstream operations.
The other difference between factory-level and supply-chain optimization is one of control. Within a high-precision industry such as aerospace, there are some companies within the supply chain that focus entirely on aerospace components and have as part of the organizational culture, the quality, data, and precision standards required for aerospace. However, other companies may produce some aerospace components and other components for industries with much lower standards and requirements. This can create conflict when requesting the amount and types of data needed to create a full digital thread. As one moves further and further down the supply chain, more and more of the suppliers are smaller and more specialized in what they produce. These smaller organizations do not always have the same level of pressure for high efficiency (and high investment) processes such as a digital thread and may not have the specific skill sets to create it. As a result, there can be a degradation in data capture/storage, digital vs. paper-based information flow, and the ability to send key analytics upstream. The lack of control of these processes is a major challenge for an upstream customer, especially the final manufacturer of a large complex product such as a commercial aircraft.
2.7. Structural Health Monitoring
Once the component has been shipped or installed onto the next higher assembly, it is possible to continue the digital thread by capturing critical metrics for structural health monitoring (SHM) [44]. This is especially important for composites, and there have been significant advances in the sensors used for SHM, making use of embedded piezo-based sensors [45], fiber-optic sensors [46,47], and a multi-sensor suite in order to capture various types of key data [48]. This process is of critical importance in isolation, as it can alert operators to any risks of structural fatigue, damage, and failure. However, it is even more important when taken as part of the greater digital thread. When key information about the design, manufacture, and inspection of that unique component can be accessed, analyzed, modeled, and simulated, then continuous monitoring and analysis become much more valuable, and predictions of potential issues can be even more accurate. This is critical for both simple and advanced composite structures [49] and could potentially increase the rate of innovation for those composite materials that are less tested than traditional aerospace materials. By creating a strong and continuous set of analyses, trends, and risks become much easier to identify, and any elements that may become out of tolerance have a high chance of being identified well in advance. This is especially true when the proper data have been captured and an effective machine learning model is employed in the process [50].
2.8. Service Life Monitoring and End-of-life Assessment
As with many elements of the digital thread, service life monitoring has been around for decades in some form, but the sophistication and capability of this type of monitoring has improved exponentially, even from just a single decade prior [51]. In aerospace, the ability to use structural health monitoring and embedded sensors on composite structures has greatly improved the ability for continuous service life monitoring. However, even with this capability, there are challenges for components that are installed on complex products such as aircraft [52]. These challenges include the ability to store the data while in flight, the development needed to access the data, the desire to have critical alerts available immediately (for example, warning of impending structural failure as soon as it occurs during a flight so the pilot can take immediate emergency action), and a consistent process for analyzing data that will span years, if not decades depending on the component. In addition, there is the critical need to connect this monitoring step to the rest of the digital thread for full benefits [53].
The end-of-life assessment is critical but is quite possibly the least advanced component of the current state digital thread. Especially in industries such as aerospace, where components often have long service lives and the “reuse” part of the reduce–reuse–recycle process rarely occurs due to high quality requirements (though service life extension does and could be considered a form of reuse), there are often strict guidelines for end-of-life actions that do not take into consideration the individual life and remaining usefulness of a given component [54]. A more thorough “life story” may very well add significant value to good parts that might otherwise be scrapped by default. Potentially more importantly, the “life story” could offer tremendous insight for those responsible for designing the next iteration of that particular component. Better understanding of the manufacturing and service life details would uncover a number of realizations for the improved design and manufacture of the component, and taken together, this information for all components could help drive more radical, innovative, and carbon-neutral designs at a much faster pace than is accomplished today.
2.9. Digital Thread Management
The direct process steps within the design, manufacture, test, and life cycle monitoring of a composite component are all necessary to create a digital thread, but there are key supporting elements that are critical as well [55]. These include the ability to: capture data at each step using sensors and in-process metrics; utilize edge and IoT elements to capture data on location [56], and this can also allow for not just capture but analysis [23]; create a data mapping process and the architecture that allows for effective remote/cloud access potentially years after its initial capture [57]; effectively track an entire production line [58], optimize processes for both humans and robots [59]; and utilize AI to provide analysis, insight, and recommended action [22].
Another process has made considerable momentum with business, supply chain, and manufacturing use cases: blockchain [60]. While not immediately apparent to non-practitioners, blockchain has a number of unique attributes that can offer solutions for the limited digital thread of today, and the complete digital thread of the near future. One of the earliest blockchain use cases identified within manufacturing was for supply chain management [61,62]. The blockchain ledger’s immutability characteristic can vastly improve the proof-of-origin aspect necessary especially for high precision industries such as aerospace (particularly defense-based aerospace). This type of immutability, along with a cloud-based structure for data management and access privileges [63,64], can strengthen the digital thread’s ability to use data to create a faster certification cycle for innovative materials, products, and manufacturing processes. As digital thread data are captured, they can be hashed. This hash can be placed on a chain as a key to proving immutability for the data, and this process can be carried out as the data themselves are first created, whether along the supply chain, on the factory floor, or as the component is installed and in service. The ability to share these data with authorized partners, government auditors, and customers holds tremendous potential.
While each of these elements continue to make impressive strides, the overall challenge is once again scalability. In a saturated digital thread—for a complex manufacturing facility—that creates composite aerospace structures—with life spans of several decades—the amount of data captured is currently unmanageable, and this does not yet take into account the processing requirements for proper data analytics and insights.
3. Critical Gaps in the Digital Thread
While there are achievements of the current state digital thread in composite manufacturing and similar industries, there are noticeable gaps that cripple the thread’s full potential. Just as the detail of a supply chain digital thread acts as a fractal, the benefits of connecting each piece of the digital thread also act as a fractal, providing exponential benefits with each new connection. The following elements are currently preventing these connections and must be resolved before a full digital thread can exist within aerospace manufacturing.
3.1. Design Using Prior Iteration Knowledge
The biggest gap for the design element is that the prior iteration knowledge is severely limited in the other manufacturing and life cycle processes. Until these steps are completed so that the “life story” of a previous iteration component can be fully analyzed, there will be a limit to how much the digital thread can benefit a rapid, innovative, and proven design cycle.
3.2. Work Cell Optimization
The elements of simulation-based optimization continue to improve, and there are already algorithms that could provide highly accurate work cell optimization through setup, actions, and process checks. However, the ability to capture all the necessary actions, movements of both people and robots, and—even if it could be created despite these limitations—the ability to take a full optimized process and then accurately translate it to human and robotic action carries with it an entirely different set of challenges. This area is progressing, but it will take time for the processing power and human–robot training processes to improve. Figure 4 below illustrates this by showing the full potential of work cell optimization. The “work cell” in this example is onboard an in-orbit CubeSat, where the arm has been trained using a digital twin and an orbit simulated environment (temperature swings, microgravity, g-forces from rotation, etc.) and then evolved using agent-based reinforcement learning in the simulation. The physical robotic arm uses the trained model to detect faulty components and replace them with spares. While this example is not in a factory, all of the principles hold and many mission-based activities can use elements of the digital thread to operate the mission as a work cell optimization problem.
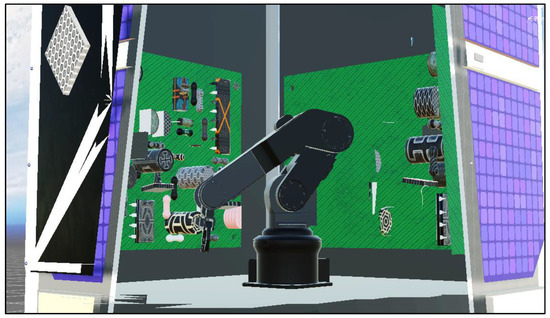
Figure 4.
Robotic arm trained applying agent-based learning to a digital twin, then deploying the trained model to the physical machine. Part of the project Tesseract satellite presented at the 2022 EU Space Tech Expo.
3.3. Factory Optimization
This area shares the gaps of work cell optimization, as a factory is a complex series of work cells. However, full detailed factory optimization utilizing the full capacity of a digital thread would take several orders of magnitude more processing power than any single work cell optimization problem. Fortunately, the continued improvements can allow for high-level optimization to improve and continuously add detail, but it is uncertain when full digital-thread-driven factory optimization can be realized. This is even more true for supply chain optimization, both in terms of challenges and opportunities. Figure 5 illustrates multiple factory cells that are being developed by TU Delft to act together, using a digital thread to create first cell optimization, then factory optimization.
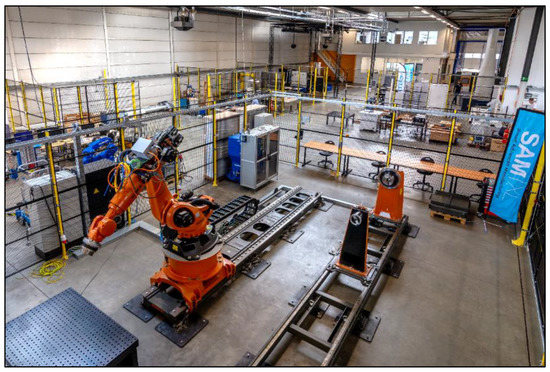
Figure 5.
Factory-based optimization in development using a digital thread at the machine/process level, then the work cell level, and then the factory level. Source: TU Delft/SAM|XL.
3.4. Service Life Monitoring
In order to achieve continuous service life monitoring, the infrastructure for this process will need to be established, standardized, constructed, and maintained. Currently, even pilot projects from airlines, where a small subset of metrics are tracked several times per flight, have struggled to find the right process where key data can be wirelessly transmitted during flight, and the full data set can be physically transferred between flights. This process will need to become much more standardized and automated before it can be scaled at any level. In addition, service life monitoring has the additional challenge of monitoring not only the composite structure, but also the sensors themselves. Additional innovations are required in order to create long-term, reliable embedded sensors, and the analytics to quickly identify any issues and prevent false data from damaging analytical assessments of the structural health. By combining the data collected from previous digital thread processes, we can develop immersive digital twins that allow an operator to understand the overall health of a system and to determine the best course of action quickly if a potential issue emerges. Figure 6 illustrates an example of this, with a CubeSat embedded with sensors and data collected through the onboard software transmitting the data to a ground station, where a technician can use VR goggles and gain a rapid, intuitive understanding of health and any predictive actions that must take place.
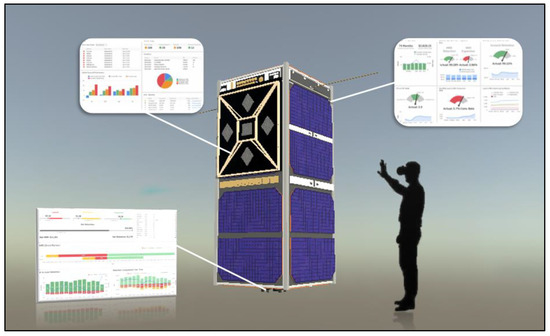
Figure 6.
Immersive digital twin concept for service life monitoring and predictive maintenance of an in-orbit satellite. Part of the project Tesseract satellite presented at the 2022 EU Space Tech Expo.
3.5. End-of-Life Assessment
Similar to the design element, the end-of-life assessment can only be realized once some or all of the digital thread has been connected. It is this data especially, paired with an probable end-of-life inspection, that will provide an accurate recommendation for end-of-life disposition while maintaining the maximum value of the component itself.
3.6. Blockchain Use Case for Immutability
Blockchain use cases are still in early development, and as with design and end-of-life assessment, blockchain value will be tied to the digital thread data that come from the various processes such as process control, digital twin analytics, inspection, and life cycle monitoring. Fortunately, these use cases can be developed in parallel, so they are ready in time for even limited digital thread inputs. TU Delft is currently working with the blockchain organization Blockademia [65] in order capture chain critical process control data, analysis, and inspection data for thermoplastic composite assembly using continuous ultrasonic welding. This process is shown in Figure 7, and holds potential for use in future analysis, providing data to auditors and accelerating certification of new manufacturing processes.
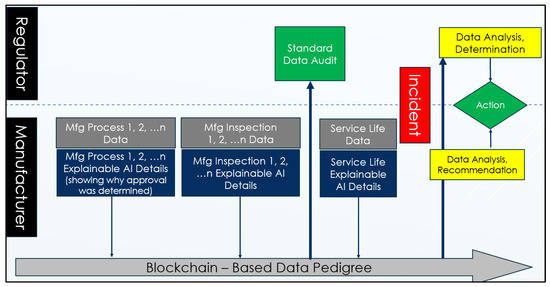
Figure 7.
Blockchain immutability for digital thread audits/investigations.
It is important to note that this blockchain-based application needs to be developed with data security and access control in mind. The current application built by TU Delft and Blockademia will not put any of the actual data directly on the blockchain. With this use case, the system can show immutability by creating a mathematical hash of the data, then storing the hash itself on the blockchain. This acts as a key to prove immutability, but the data themsleves are stored securely by the aerospace manufacturer. When the data are to be shared with a government auditor, certifying body, or commercial partner, the data are sent directly and securely to the other party. In this way, the storage and transfer of data can be stored/shared with a security architecture appropriate to its sensitivity. In this use case, the aerospace manufacturer would send along the algorithm used to make the hash, along with the link to the on-chain hash. The other party would take the data, run the algorithm on them to make a hash, then access the on-chain hash that was created when the data themselves were first created. If the two hashes match, it proves that the data have not been changed since they were created. In this way, using blockchain creates a simple but effective way to ensure immutability indefinitely, without creating any additional risk of sensitive data being viewed or stolen by unauthorized parties.
3.7. AI-Driven Analytics
Ironically, the technology for AI-drive analytics is sufficiently advanced to add significant value to the digital thread. The key gap is in the actual data collection and management processes all along the thread. Capturing data requires sensors, data transmission/storage (whether edge-based, IoT, cloud-based, or a centralized storage), and a plan for long term storage capacity, mapping, access, and security. These steps take significant planning, capital, and maintenance.
3.8. Digital Thread Architecture
While each of these gaps discussed above will add significant value to the process, none of these features can be sustainable long term without a robust, adaptable, and compatible infrastructure. As the value is meant to last for potentially decades, much forethought needs to be considered toward this effort. Common problems with any data-heavy or metric-driven process include capturing clean data, storing a growing amount of data, labelling and understanding what data are being stored, what analytics are used and how they are calculated, what potential information is captured now but is not currently used (and whether it might be valuable later), etc. More so, there must be a transparent and robust process that directs how to audit the data for accuracy and determines the actions if data are found to be missing/incorrect. This will ensure that the data used for insight—both immediately and years later—will still hold their integrity. When any time data are collected, there is potential value in what insights can be found, but there is also a risk/burden in the cost of collection and ensuring the data are accurate.
With countless processes, machines, product lines, and companies ideally adopting this fully realized digital thread, standards must be developed to encompass the scope required to deploy a compatible digital thread, but that also ensure the standards are flexible enough to allow for the variation between these processes, machines, etc. In addition, because the value of the digital thread grows exponentially as more elements are connected and compatible, this architecture cannot easily evolve in isolation, developing an architecture for a single process/machine. The entire thread must be considered and tested as these additional gaps in the thread are matured and deployed.
An additional challenge with an ever-growing digital thread is determining the best policy for data storage and purging. While there is value in pulling data from decades earlier if it helps to find anomalies or design opportunities in aerospace components, much of the data collected have some finite lifespan where the value in holding it no longer justifies the cost. Thought should be given to what data should be held and for how long, with a transparent data purge policy in place as the thread develops. The digital thread has the benefit of data storage continuously dropping in cost, and processing power continually improving. That said, even if the data were free to store and process, there is the indirect cost of additional complexity. Keeping only valuable data ensures that the system can grow at a rate that adds value.
Assuming an aerospace firm can develop a strong data infrastructure, with policies around collecting, auditing, storing, and retrieving data for analysis, there are additional challenges of compatibility as the scope widens to include those governmental agencies who will need access to data for auditing, certification, anomaly investigations, and new design development. This may include a number of other partners as well, from consulting firms to professional partners. It is likely that each firm may have their own architecture for their digital thread. Ideally, an international body would lead the effort to develop robust standards for digital thread architecture, but at a minimum, there should be a combined effort between partners to understand what data should be shared and how best to share the data.
4. Digital Thread Benefits and Recommended Roadmap
As mentioned earlier, the complexities and benefits of a digital thread are exponential in nature. In terms of identifying this exponential curve of benefits, it can help to look at various examples and use cases. At the first level, there are benefits for each process involved (design, manufacture, inspection, cell/factory/supply-chain optimization, service life monitoring, and end-of-life assessment), even without the digital thread connecting them. However, if the data from the process monitoring (on a trained model to capture variation) were connected via the digital twin to the predictive maintenance process, it would greatly enhance the insight showing any variation in the process and recommending either process control intervention or necessary maintenance/repair that will both protect the capital equipment, prevent a line-down situation during production, and will ensure the manufacturing process is performed correctly. If this process is tied to the inspection process, the inspection can be significantly faster (only adding the few inspection processes not already covered by the process monitoring/control), and the previous processes can add further insight if the inspection process captures any anomalies. The results of the inspection are more in-depth, and any new insights can inform and improve process monitoring/control. If the manufacturing and inspection data are captured in detail, it can note any within-tolerance variations and adjust the sensitivity of the structural health monitoring, allowing the process to be extremely efficient while still maintaining optimum analysis for that particular component. If these data are further combined with life cycle data measured not only from the embedded sensors in the structure, but data collected about each flight taken over the course of the structure’s life (including elements such as weather, vibration, temperature cycling, stresses, maintenance processes and results, etc.), the predictive nature of this analysis can accurately predict fatigue, maintenance, and end-of-life timing. Moving laterally, if this same digital thread is capturing data on every similar composite structure in service, the benefits expand exponentially yet again, allowing for an incredibly large and diverse data set that can identify new trends, manufacturing attributes, potential recall risks, and more. These insights can then complete the life cycle, leading back to a significantly insightful and informed design process for the next iteration. On the manufacturing optimization side, the fractal nature of the cell–factory–supply processes allow for more and more detailed understanding of individual steps, variables, and distribution curves for every point of uncertainty, leading to accurate analysis and optimization of the entire production line.
Because the benefits grow exponentially, it is important to adopt a “rolling ROI” approach to building the roadmap for a fully realized digital thread. At each step of implementation, the benefits must outweigh the costs in order to gain the support and momentum of the capital investments required. Thus, using the fractal model, the recommended roadmap should follow these guidelines:
- Determine a robust and representative component to create a full digital thread.
- For each step in its sourcing–supply chain–manufacture–installation process, examine each step and key data that can be captured to help better understand the finite details of this component.
- Develop a systematic approach to capturing data at the source (through edge devices and IoT methodologies), proper logging of the data, secure and stable storage of the data (through blockchain technology to ensure controlled access and immutability of the data over their life cycle), and identification elements to ensure a particular component’s data can be captured in the digital thread specifically for that component.
- Develop key manufacturing steps where the data can be used to build machine learning models in order to enhance process monitoring/control.
- Use these data to develop a digital twin for the process in question and develop models that can enable predictive maintenance.
- Develop a post-installation process for capturing an extended set of data around not only the component, but the elements affecting the component (e.g., flight paths, weather, vibration, temp cycles, etc.).
- Develop a reliable process for placing this service life data onto the digital thread on a continuous basis.
Once these steps are accomplished for a given component, the process can be expanded to more and more components until all components, from design to end-of-life, are tied to the digital thread.
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Conflicts of Interest
The author declares no conflict of interest.
References
- Kennedy, G.; Martins, J.R. A Comparison of Metallic and Composite Aircraft Wings Using Aerostructural Design Optimization. In Proceedings of the 12th AIAA Aviation Technology, Integration, and Operations (ATIO) Conference and 14th AIAA/ISSMO Multidisciplinary Analysis and Optimization Conference, Indianapolis, Indiana, 17–19 September 2012; ISBN 978-1-60086-930-3. [Google Scholar] [CrossRef]
- Gardiner, G. Thermoplastic Composites Welding Advances for More Sustainable Airframes. CompositesWorld. September 2022. Available online: https://www.compositesworld.com/articles/thermoplastic-composites-welding-advances-for-more-sustainable-airframes. (accessed on 15 October 2022).
- Destination 2050. Available online: https://www.destination2050.eu/ (accessed on 25 September 2022).
- Margaria, T.; Pesch, D.; McGibney, A. Digital Thread in Smart Manufacturing. In International Symposium on Leveraging Applications of Formal Methods; Springer: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Leiva, C. Demystifying the digital thread and digital twin concepts. Ind. Week 2016, 1, 2016. [Google Scholar]
- Margaria, T.; Schieweck, A. The digital thread in industry 4.0. In International Conference on Integrated Formal Methods; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Promyoo, R.; Alai, S.; El-Mounayri, H. Innovative digital manufacturing curriculum for industry 4.0. Procedia Manuf. 2019, 34, 1043–1050. [Google Scholar] [CrossRef]
- Pang, T.Y.; Pelaez Restrepo, J.D.; Cheng, C.-T.; Yasin, A.; Lim, H.; Miletic, M. Developing a digital twin and digital thread framework for an ‘Industry 4.0′Shipyard. Appl. Sci. 2021, 11, 1097. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zhang, J.; Zheng, Z.; Zhe, L.; Li, D.; Malakhov, A.V.; Polilov, A.N. Optimization design and 3D printing of curvilinear fiber reinforced variable stiffness composites. Compos. Sci. Technol. 2021, 201, 108502. [Google Scholar] [CrossRef]
- Singh, V.; Willcox, K.E. Engineering design with digital thread. AIAA J. 2018, 56, 4515–4528. [Google Scholar] [CrossRef]
- Qiu, C.; Yang, J. Machine Learning Applications in Composites: Manufacturing, Design, and Characterization. In Machine Learning in Materials Informatics: Methods and Applications; ACS Publications: Washington, DC, USA, 2022; pp. 65–85. [Google Scholar]
- Singh, V.; Willcox, K.E. Decision-Making Under Uncertainty for a Digital Thread-Enabled Design Process. J. Mech. Des. 2021, 143, 091707. [Google Scholar] [CrossRef]
- Gharbi, A.; Sarojini, D.; Kallou, E.; Harper, D.J.; Petitgenet, V.; Rancourt, D.; Briceno, S.I.; Mavris, D.N. A Single Digital Thread Approach to Aircraft Detailed Design. In Proceedings of the 55th AIAA Aerospace Sciences Meeting, Grapevine, TX, USA, 9–13 January 2017. [Google Scholar]
- Siedlak, D.J.; Pinon, O.J.; Schlais, P.R.; Schmidt, T.M.; Mavris, D.N. A digital thread approach to support manufacturing-influenced conceptual aircraft design. Res. Eng. Des. 2018, 29, 285–308. [Google Scholar] [CrossRef]
- Phanden, R.K.; Sharma, P.; Dubey, A. A review on simulation in digital twin for aerospace, manufacturing and robotics. Mater. Today Proc. 2021, 38, 174–178. [Google Scholar] [CrossRef]
- Fingerman, S. Bayesian process monitoring, control and optimization. Sci-Tech News 2007, 61, 66. [Google Scholar]
- Polini, W.; Corrado, A. Digital twin of composite assembly manufacturing process. Int. J. Prod. Res. 2020, 58, 5238–5252. [Google Scholar] [CrossRef]
- Zambal, S.; Eitzinger, C.; Clarke, M.; Klintworth, J.; Mechin, P.-Y. A digital twin for composite parts manufacturing: Effects of defects analysis based on manufacturing data. In Proceedings of the 2018 IEEE 16th International Conference on Industrial Informatics (INDIN), Porto, Portugal, 18–20 July 2018; IEEE: Piscataway, NJ, USA, 2018. [Google Scholar]
- Hürkamp, A.; Lorenz, R.; Ossowski, T.; Behrens, B.-A.; Dröder, K. Simulation-based digital twin for the manufacturing of thermoplastic composites. Procedia Cirp 2021, 100, 1–6. [Google Scholar] [CrossRef]
- Hürkamp, A.; Gellrich, S.; Ossowski, T.; Beuscher, J.; Thiede, S.; Herrmann, C.; Dröder, K. Combining simulation and machine learning as digital twin for the manufacturing of overmolded thermoplastic composites. J. Manuf. Mater. Process. 2020, 4, 92. [Google Scholar] [CrossRef]
- Seon, G.; Nikishkov, Y.; Makeev, A.; Ferguson, L. Towards a digital twin for mitigating void formation during debulking of autoclave composite parts. Eng. Fract. Mech. 2020, 225, 106792. [Google Scholar] [CrossRef]
- Rupprecht, B.; Hujo, D.; Vogel-Heuser, B. Performance Evaluation of AI Algorithms on Heterogeneous Edge Devices for Manufacturing. In Proceedings of the 2022 IEEE 18th International Conference on Automation Science and Engineering (CASE), Mexico City, Mexico, 22–26 August 2022; IEEE: Piscataway, NJ, USA, 2022. [Google Scholar]
- Kubiak, K.; Dec, G.; Stadnicka, D. Possible Applications of Edge Computing in the Manufacturing Industry—Systematic Literature Review. Sensors 2022, 22, 2445. [Google Scholar] [CrossRef]
- Turan, E.; Konuşkan, Y.; Yıldırım, N.; Tunçalp, D.; İnan, M.; Yasin, O.; Turan, B.; Kerimoğlu, V. Digital twin modelling for optimizing the material consumption: A case study on sustainability improvement of thermoforming process. Sustain. Comput. Inform. Syst. 2022, 35, 100655. [Google Scholar] [CrossRef]
- Hedberg, T.; Lubell, J.; Fischer, L.; Maggiano, L.; Barnard Feeney, A. Testing the digital thread in support of model-based manufacturing and inspection. J. Comput. Inf. Sci. Eng. 2016, 16, 021001. [Google Scholar] [CrossRef]
- Li, Y.; Yu, B.; Wang, B.; Lee, T.H.; Banu, M. Online quality inspection of ultrasonic composite welding by combining artificial intelligence technologies with welding process signatures. Mater. Des. 2020, 194, 108912. [Google Scholar] [CrossRef]
- Elenchezhian, M.R.P.; Vadlamudi, V.; Raihan, R.; Reifsnider, K.; Reifsnider, E. Artificial intelligence in real-time diagnostics and prognostics of composite materials and its uncertainties—A review. Smart Mater. Struct. 2021, 30, 083001. [Google Scholar] [CrossRef]
- Bonnard, R.; Hascoët, J.-Y.; Mognol, P.; Stroud, I. STEP-NC digital thread for additive manufacturing: Data model, implementation and validation. Int. J. Comput. Integr. Manuf. 2018, 31, 1141–1160. [Google Scholar] [CrossRef]
- Kim, D.B.; Witherell, P.; Lu, Y.; Feng, S. Toward a digital thread and data package for metals-additive manufacturing. Smart Sustain. Manuf. Syst. 2017, 1, 75. [Google Scholar] [CrossRef]
- Meister, S.; Wermes, M.; Stüve, J.; Groves, R.M. Investigations on Explainable Artificial Intelligence methods for the deep learning classification of fibre layup defect in the automated composite manufacturing. Compos. Part B Eng. 2021, 224, 109160. [Google Scholar] [CrossRef]
- Sai, W.; Chai, G.B.; Srikanth, N. Fatigue life prediction of GLARE composites using regression tree ensemble-based machine learning model. Adv. Theory Simul. 2020, 3, 2000048. [Google Scholar] [CrossRef]
- Tao, C.; Zhang, C.; Ji, H.; Qiu, J. Fatigue damage characterization for composite laminates using deep learning and laser ultrasonic. Compos. Part B: Eng. 2021, 216, 108816. [Google Scholar] [CrossRef]
- Azadivar, F.; Wang, J. Facility layout optimization using simulation and genetic algorithms. Int. J. Prod. Res. 2000, 38, 4369–4383. [Google Scholar] [CrossRef]
- Butterfield, J.; Crosby, S.; Curran, R.; Price, M.; Armstrong, C.G.; Raghunathan, S.; McAleenan, D.; Gibson, C. Optimization of aircraft fuselage assembly process using digital manufacturing. J. Comput. Inf. Sci. Eng. 2007, 7, 269–275. [Google Scholar] [CrossRef]
- Zhang, M.; Matta, A.; Pedrielli, G. Discrete event optimization: Workstation and buffer allocation problem in manufacturing flow lines. In Proceedings of the 2016 Winter Simulation Conference (WSC), Washington, DC, USA, 11–14 December 2016; IEEE: Piscataway, NJ, USA, 2016. [Google Scholar]
- Zhang, Q.; Zheng, S.; Yu, C.; Wang, Q.; Ke, Y. Digital thread-based modeling of digital twin framework for the aircraft assembly system. J. Manuf. Syst. 2022, 65, 406–420. [Google Scholar] [CrossRef]
- Ajay, H.; Shashank, A. How to Establish Digital Thread Using 3D Factory. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2019. [Google Scholar]
- Belli, L.; Davoli, L.; Medioli, A.; Marchini, P.L.; Ferrari, G. Toward Industry 4.0 with IoT: Optimizing business processes in an evolving manufacturing factory. Front. ICT 2019, 6, 17. [Google Scholar] [CrossRef]
- Chen, W.; Fujii, M.; Sun, L. Feasibility analysis of energy system optimization for a typical manufacturing factory with environmental and economic assessments. J. Clean. Prod. 2022, 366, 132887. [Google Scholar] [CrossRef]
- Feldhausen, T.; Saleeby, K.; Kurfess, T. Spinning the digital thread with hybrid manufacturing. Manuf. Lett. 2021, 29, 15–18. [Google Scholar] [CrossRef]
- Wan, J.; Li, X.; Dai, H.N.; Kusiak, A.; Martinez-Garcia, M.; Li, D. Artificial-intelligence-driven customized manufacturing factory: Key technologies, applications, and challenges. Proc. IEEE 2020, 109, 377–398. [Google Scholar] [CrossRef]
- Moon, J.; Jeong, J. Smart manufacturing scheduling system: DQN based on cooperative edge computing. In Proceedings of the 2021 15th International Conference on Ubiquitous Information Management and Communication (IMCOM), Seoul, Korea, 4–6 January 2021; IEEE: Piscataway, NJ, USA, 2021. [Google Scholar]
- Nyemba, W.R.; Mbohwa, C. Modelling, simulation and optimization of the materials flow of a multi-product assembling plant. Procedia Manuf. 2017, 8, 59–66. [Google Scholar] [CrossRef]
- Giurgiutiu, V. Structural Health Monitoring of Aerospace Composites; Academic Press: Cambridge, MA, USA, 2015. [Google Scholar]
- Tang, H.Y.; Winkelmann, C.; Lestari, W.; La Saponara, V. Composite structural health monitoring through use of embedded PZT sensors. J. Intell. Mater. Syst. Struct. 2011, 22, 739–755. [Google Scholar] [CrossRef]
- Di Sante, R. Fibre optic sensors for structural health monitoring of aircraft composite structures: Recent advances and applications. Sensors 2015, 15, 18666–18713. [Google Scholar] [CrossRef]
- Güemes, A.; Fernández-López, A.; Díaz-Maroto, P.F.; Lozano, A.; Sierra-Perez, J. Structural health monitoring in composite structures by fiber-optic sensors. Sensors 2018, 18, 1094. [Google Scholar] [CrossRef]
- Kralovec, C.; Schagerl, M. Review of structural health monitoring methods regarding a multi-sensor approach for damage assessment of metal and composite structures. Sensors 2020, 20, 826. [Google Scholar] [CrossRef]
- Güemes, A.; Fernandez-Lopez, A.; Pozo, A.R.; Sierra-Pérez, J. Structural health monitoring for advanced composite structures: A review. J. Compos. Sci. 2020, 4, 13. [Google Scholar] [CrossRef]
- Qing, X.; Liao, Y.; Wang, Y.; Chen, B.; Zhang, F.; Wang, Y. Machine learning based quantitative damage monitoring of composite structure. Int. J. Smart Nano Mater. 2022, 13, 167–202. [Google Scholar] [CrossRef]
- Minakuchi, S.; Umehara, T.; Takagaki, K.; Ito, Y.; Takeda, N. Life cycle monitoring and advanced quality assurance of L-shaped composite corner part using embedded fiber-optic sensor. Compos. Part A Appl. Sci. Manuf. 2013, 48, 153–161. [Google Scholar] [CrossRef]
- Kraft, E.M. The air force digital thread/digital twin-life cycle integration and use of computational and experimental knowledge. In Proceedings of the 54th AIAA Aerospace Sciences Meeting, San Diego, CA, USA, 4–8 January 2016. [Google Scholar]
- Hedberg, T.D., Jr.; Bajaj, M.; Camelio, J.A. Using graphs to link data across the product lifecycle for enabling smart manufacturing digital threads. J. Comput. Inf. Sci. Eng. 2020, 20, 011011. [Google Scholar] [CrossRef]
- Tuegel, E.J.; Kobryn, P.; Zweber, J.V.; Kolonay, R.M. Digital thread and twin for systems engineering: Design to retirement. In Proceedings of the 55th AIAA Aerospace Sciences Meeting, Grapevine, TX, USA, 9–13 January 2017. [Google Scholar]
- Helu, M.; Hedberg, T., Jr.; Feeney, A.B. Reference architecture to integrate heterogeneous manufacturing systems for the digital thread. CIRP J. Manuf. Sci. Technol. 2017, 19, 191–195. [Google Scholar] [CrossRef]
- Chen, B.; Wan, J.; Celesti, A.; Li, D.; Abbas, H.; Zhang, Q. Edge computing in IoT-based manufacturing. IEEE Commun. Mag. 2018, 56, 103–109. [Google Scholar] [CrossRef]
- Monnier, L.V.; Bernstein, W.Z.; Foufou, S. Classifying Data Mapping Techniques to Facilitate the Digital Thread and Smart Manufacturing. In IFIP International Conference on Product Lifecycle Management; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Kinard, D.A. F-35 Digital Thread and Advanced Manufacturing. In The F-35 Lightning II: From Concept to Cockpit; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2018; pp. 161–182. [Google Scholar]
- Hu, L.; Miao, Y.; Wu, G.; Hassan, M.M.; Humar, I. iRobot-Factory: An intelligent robot factory based on cognitive manufacturing and edge computing. Future Gener. Comput. Syst. 2019, 90, 569–577. [Google Scholar] [CrossRef]
- Kasten, J.E. Engineering and manufacturing on the blockchain: A systematic review. IEEE Eng. Manag. Rev. 2020, 48, 31–47. [Google Scholar] [CrossRef]
- Abeyratne, S.A.; Monfared, R.P. Blockchain ready manufacturing supply chain using distributed ledger. Int. J. Res. Eng. Technol. 2016, 5, 1–10. [Google Scholar]
- Mondragon, A.E.C.; Mondragon, C.E.C.; Coronado, E.S. Exploring the applicability of blockchain technology to enhance manufacturing supply chains in the composite materials industry. In Proceedings of the 2018 IEEE International Conference on Applied System Invention (ICASI), Tokyo, Japan, 13–17 April 2018; IEEE: Piscataway, NJ, USA, 2018. [Google Scholar]
- Leng, J.; Ye, S.; Zhou, M.; Zhao, J.L.; Liu, Q.; Guo, W.; Cao, W.; Fu, L. Blockchain-secured smart manufacturing in industry 4.0: A survey. IEEE Trans. Syst. Man Cybern. Syst. 2020, 51, 237–252. [Google Scholar] [CrossRef]
- Ko, T.; Lee, J.; Ryu, D. Blockchain technology and manufacturing industry: Real-time transparency and cost savings. Sustainability 2018, 10, 4274. [Google Scholar] [CrossRef]
- Blockademia. Available online: https://www.blockademia.com/ (accessed on 15 October 2022).







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).