2.1. Particle Packing Model
In order to understand the packing structure, and therefore the particle distribution, of a powder-based material, a sphere packing study must be performed. The model that was set up for this work considers spherical particles, each of them characterized by their radius. If the propellant had monodispersed particles, the radius was considered to be the same for all the spheres; if the propellant had bi-dispersed or poly-dispersed particles, the spheres were divided into groups (species), each of them characterized by the same radius. This assumption gives a simplified representation of a real propellant, in which particles of the different species do not share the same radius, but rather a randomly distributed radius around the average value, which is considered constant in this work. Despite this simplified assumption, the results are considered representative of the real packing, as also reported by other works on the same topic [
16,
17,
18,
19]. The ratios among the radius values are considered the main parameter that identifies the packing problem, and, for simulation purposes, the dimensions of the different particles are normalized with respect to the largest ones, so that they are always lower than one.
The particle packing of each propellant was obtained considering a number of particles of each species such that the volumetric proportion among them was maintained. In order to ensure a good significance of the results for the distribution of each species, a minimum number of particles for each species was considered in relation to the characteristic dimension of the simulated domain [
20]. A consequence of these assumptions is the possibly very large number of spheres to be managed if the radius ratio of the different species is high and the volume fraction of the small particles is relatively high. In this case, indeed, the minimum number of large spheres enforces a very high number of the small ones. While a large number of particles provides a better representation of the packing problem, it also requires a very large computational effort and a lot of time. To reduce this effort, the maximum total number of spheres considered acceptable for this work was set at
. All these considerations were included while dimensioning the simulation domain and the spheres distribution.
The packing model uses the volume fraction and the radius of the different species as inputs and, based on the previous considerations on the minimum significant number of particles per each species and the relative radius ratios, a total number of particles was chosen. The shape of the domain was designed as a cube whose volume is 1.2 times the total volume of the particles.
Periodic boundary conditions in the three directions of the cube can be set if the undisturbed packing has to be determined, while wall-bound conditions will be considered on one direction if the effect of the walls on the packing structure and local propellant composition is to be studied.
Once the domain was dimensioned, the initial position of each sphere was randomly assigned within it. Each
-th particle could then be identified by the following set of parameters, i.e., radius and position vector (Equation (1)):
The choice of the domain volume (1.2 times the total volume of the particles, as mentioned before) does not usually guarantee that all the particles may be accommodated. In addition, each sphere was randomly placed in the simulation domain, likely generating an impossible packing (as some of them overlap). To solve this overlap, a collective rearrangement algorithm was applied: this process, based on the evaluation of the repulsion forces generated by the sphere overlap, iteratively moves each particle in the direction of the applied force until all the intersections are removed [
21].
The repulsion force generated by the overlap of two spheres can be evaluated according to Hertz theory as (Equation (2)):
where
is the average radius,
is the material stiffness,
is the overlapping distance and
is the normal vector in the direction of the connecting line between the two spheres. Since a sphere can overlap with multiple spheres, the resulting force on each sphere is the sum of all the forces (Equation (3)):
Once the total force is computed, the sphere motion is evaluated as (Equation (4)):
Clearly,
strongly influences the convergence speed and the stability of the algorithm. After a “tuning” phase, the final value for this parameter is set as (Equation (5)):
As already mentioned, the periodic boundary conditions were set to simulate the packing condition in a region far from the tank walls, while a wall boundary condition was used to simulate the packing condition close to a wall. If a wall boundary condition is active, every time a particle crosses the boundary of the domain, an additional force (Equation (6)) is considered on the particle:
and the motion of the sphere is evaluated as (Equation (7)):
Every time the collective rearrangement procedure is activated, the reduction of the spheres overlapping is checked via the evaluation of the sum of all the overlaps among the spheres with Equation (8).
The collective rearrangement procedure was repeated until the value of did not improve anymore. This can happen either because reaches a value equal to zero (case 1—no more interactions), or because it reaches an asymptotic positive value (case 2—still interactions that cannot be improved by simply moving the particles). In case 1, the domain volume is overestimated with respect to the minimum one capable of containing the total number of particles; in case 2, the domain volume is underestimated. The following step is a contraction of the simulation domain in case 1, and an enlargement of the domain in case 2. This procedure is performed by proportionally moving by a factor both the positions of the sphere centers and of the boundaries ( in case 1, while in case 2).
Once the new positions were determined, the collective rearrangement procedure was started again and repeated until the asymptotic condition on
was reached. This loop was repeated a number of times
that can be chosen to be high enough to ensure that the minimum volume condition was obtained, as shown in
Figure 3 below, which describes the algorithm flowchart.
Validation of the packing model has been performed obtaining the results of the algorithm for a monodispersed set of particles within a domain with periodic boundary conditions applied in all the directions. As is well known from the literature, the expected particle volume fraction of a random close packing (RCP) algorithm for this type of simulation is equal to 64% [
22,
23,
24]. Random close packing (RCP) models are extensively used to study the composition limits of a solid propellant, checking that the amount of the liquid component is higher than the empty volume available in a theoretical packing of the solid particles. Within real propellant systems, solid particles will not be as close as the positioning determined by RCP. Nonetheless, the amount of liquid component that is additional with respect to the minimum amount required to fill the gaps among the particles is limited (to keep the ballistic performance high) and therefore the particle positioning will still be well represented by an RCP model.
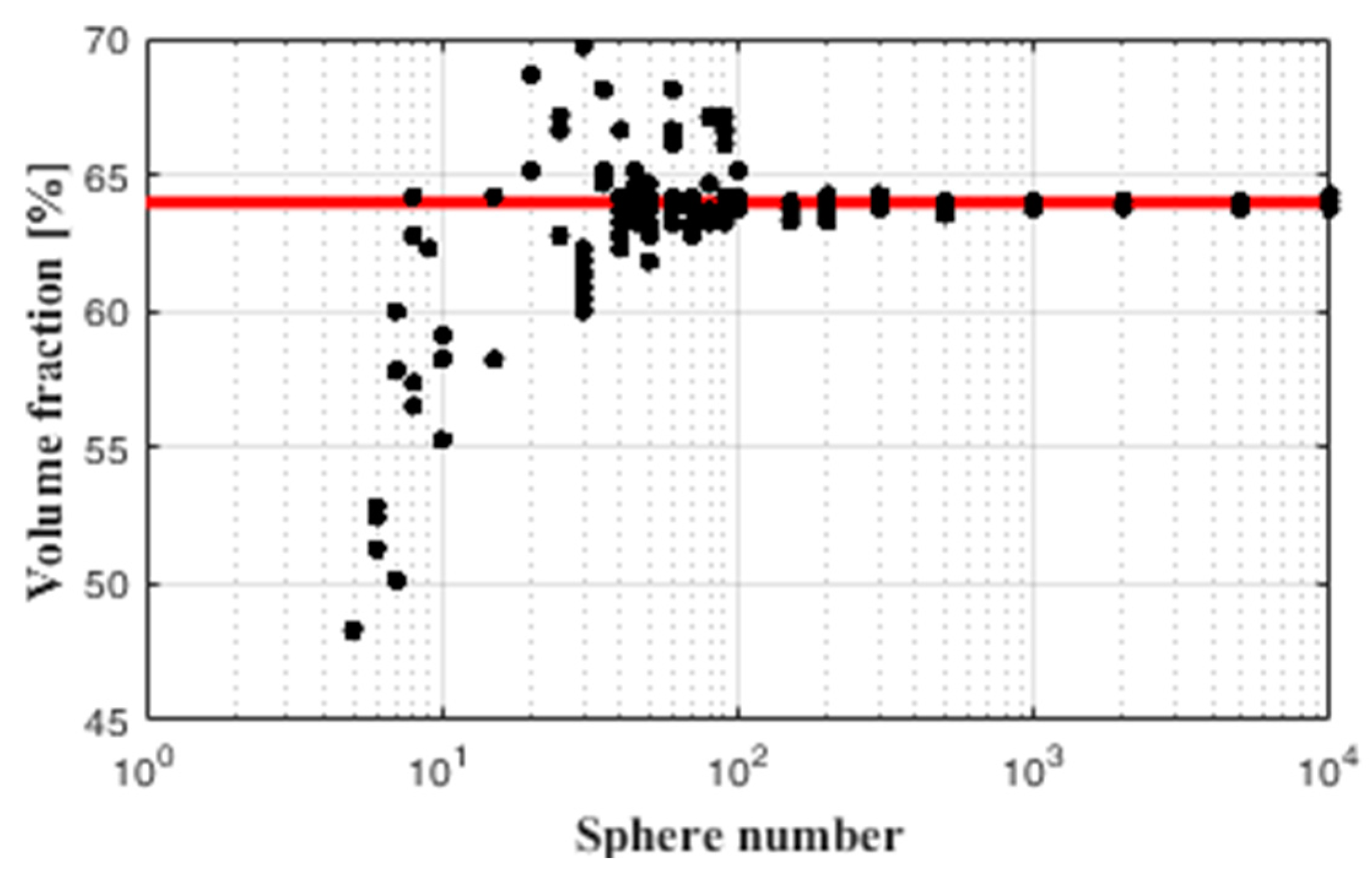
Figure 4 shows the particle volume fraction evaluation that was obtained with the algorithm described in the previous paragraphs, as a function of the number of spheres involved in the process.
As it can be seen from
Figure 4, the algorithm is capable of correctly estimating the expected volume fraction for an RCP, if the minimum number of spheres involved in the procedure is higher than 100.
Figure 4 shows also a rising value of the volume fraction as the number of spheres increases. This is due to the fact that the packing procedure tries to keep the spheres within a cube: periodic conditions become effective only if the number of spheres is high.
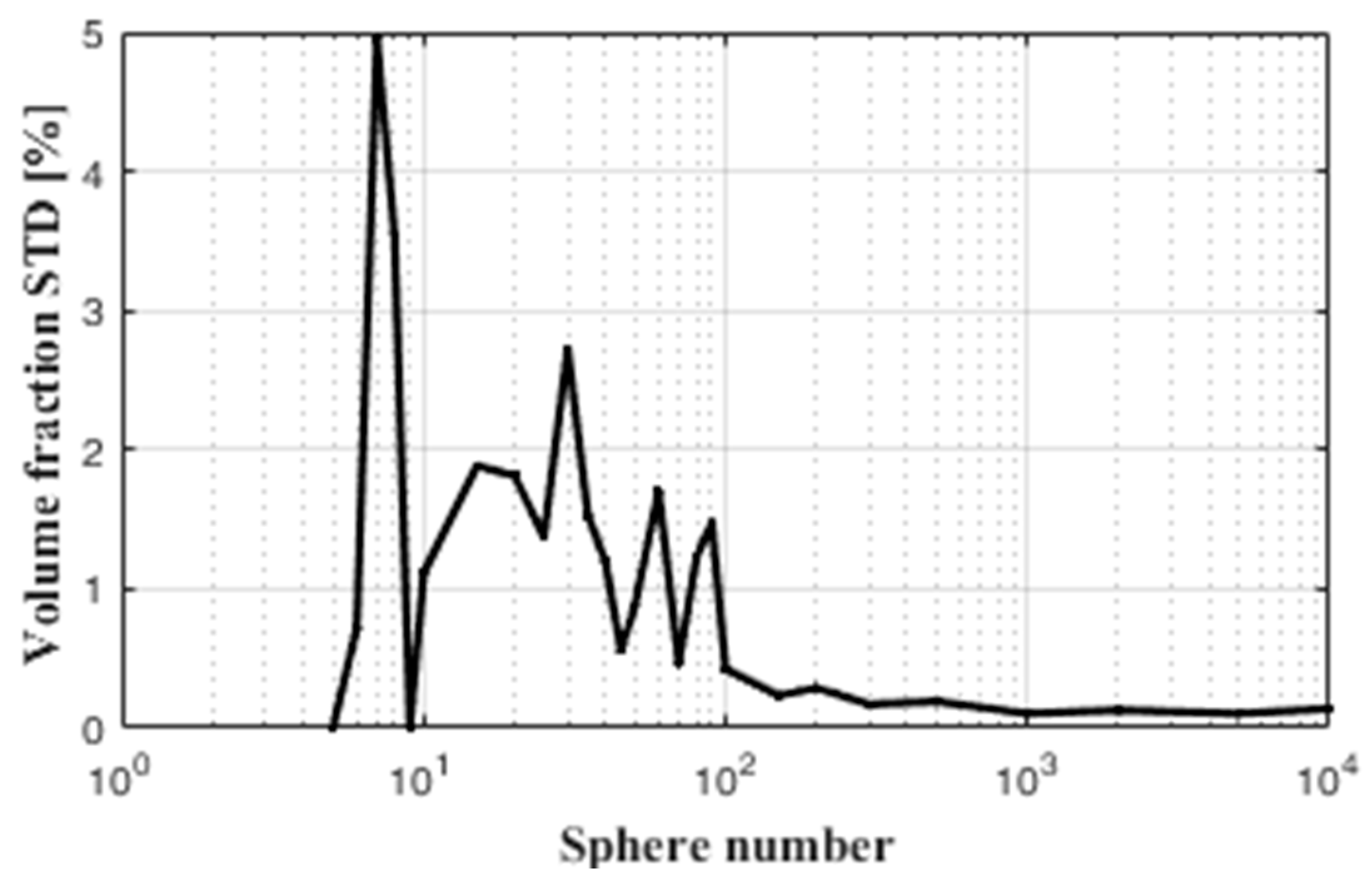
Figure 5 reports the standard deviation that has been computed for the volume fraction obtained by repeating the procedure 10 times for each number of spheres considered, using different initial random placements of the sphere centers. Once again, it can be stated that if the number of spheres involved in the procedure is higher than 100, the packing model can provide significant results.
Figure 6 shows the final position for a packing of 2000 monodispersed spheres of a radius equal to 1, applying periodic boundary conditions in all directions and obtaining a volume fraction of 64%.
2.2. Grain Heat Propagation
Figure 7 shows the mathematical–physical domain used to describe the heat propagation in this work. The dark yellow cylinder (with one annulus at each base) in the upper part of the figure represents the solid rocket motor burning surface which, during combustion, approaches the metallic case (the gray cylinder). The domain over which the heat propagation model was defined is shown in the same figure (enclosed in the red square). More in detail, given the spatial direction
along the motor radius, the grain region is included in the range
, where
and
are, respectively, the minimum and maximum radius of the motor grain; on the other hand, the case is defined by
where
is the metallic case thickness. Once ignited, the burning surface advances toward the case and along the direction of a quantity
, defined with respect to the reference coordinate
. Then, at a generic time instant
, the burning surface position with respect to the origin
(the reference frame is identified by the coordinates
and
) is
(or equivalently
). Additionally, during burning surface advancement, a certain amount of grain (of
) is burned, producing combustion chamber hot gas, which contributes to maintaining the combustion chamber temperature at a constant level (
).
Three heat transfer phenomena are considered across the burning surface. Two of them, namely radiation (
, i.e., radiative power) and convection (
) involve the heat flux coming from the combustion gaseous products in the motor chamber; on the contrary, conduction (
) concerns the heat spreading through the grain/case sample. The heat produced by grain combustion is assumed to spread across the solid propellant driven by the following form of the heat equation (Equation (9)):
where
is the temperature. Furthermore,
,
and
represent the density, specific heat and thermal conductivity of the material sample (grain or metallic case, as shown in
Figure 7), respectively.
Equation (1) relies on the following assumptions [
25]:
Temperature varies with respect to time and direction , and it is estimated only in the grain/case domain (i.e., ).
The density, specific heat and thermal conductivity (, and ) vary with (both due to the presence of grain and case material, and the different propellant composition near the case from the nominal concentration). In addition, the propellant temperature-dependent specific heat and thermal conductivity are also considered.
The solid phase reaction heat per unit time is assumed to be negligible in the equations [
26]. However, such a hypothesis does not imply that the combustion reaction heat is not considered in the present model; as previously described, the heat exchange (convection and radiation) between the combustion chamber hot gas and the propellant is taken into account. Then, when the solid propellant gasifies, the hot gas produced by combustion reaches a temperature value that is also linked to the combustion reaction heat of the grain. Thus, it is sufficient to assume a coherent hot gas temperature (i.e., chamber equilibrium temperature) in order to include the temperature-increasing effect of the reaction heat.
The cylindrical coordinates (
, and
, i.e., the perpendicular direction to the plane identified by the coordinates
and
) are chosen instead of cartesian coordinates to obtain a consistent estimation of the heat spreading through an axisymmetric body (i.e., the grain circular geometry shown in the upper part of
Figure 7). The reference frame is positioned at the center of the motor (
Figure 7), where
is aligned with the motor axis;
and
are chosen on the plane orthogonal to
.
Additionally, Equation (9) requires two boundary conditions (Equations (10) and (11)) and one initial condition (Equation (12)).
where:
where
and
are, respectively, the convective heat transfer coefficient and the Stefan–Boltzmann constant.
Equation (2), Robin type, ensures the energy balance at the burning surface: convection (
) and radiation (
) fluxes produced by combustion chamber hot gas are transferred through a conduction (
) process across the solid grain up to the metallic case. However, it must be highlighted that Equation (10) is a moving boundary condition: a dynamic heating process raises the burning surface temperature up to the grain surface temperature (
); then, as previously mentioned, the solid propellant infinitesimal layer is burned, causing the advancement of the burning surface along direction
. For this reason, the burning surface temperature and its derivative and thermal conductivity are specified at the spatial coordinate
(
Figure 7), where
increases over time. Moreover,
identifies the combustion chamber gas emissivity. Since aluminum-base grain combustion often leads to the formation of alumina particles, Equation (13) has been involved. The above-mentioned empirical formula indeed represents the correlation of an optically thick cloud of particles (alumina) of uniform diameter (
) immersed in the combustion products [
27,
28].
The second boundary condition (Equation (11), Neumann type) is set at the end of the case (
, see
Figure 7) and specifies the amount of power exchanged between the case and the external environment. In the present work, a case adiabatic condition applies. Regarding the initial condition (Equation (12)), the ambient temperature (
) is assumed to be constant in the entire domain at the initial time instant
s.
Another important aspect to deal with is the grain combustion phenomenon. Typically [
26], the grain combustion process is modelled through the formation of three different zones (heterogeneous model,
Figure 8), each one linked to a specific thermal condition. Concerning the three layers, starting from the unburned propellant side, a first solid region is present where high exothermic reactions induce the grain constituents’ degradation. Closer to the burning surface is a second layer consisting of a two-phase mixture of melted liquid propellant and combustion reaction products (sub-surface liquid region,
Figure 8). The third layer is gaseous phase-dominant incorporating the most of the evaporated species coming from the decomposition of the grain ingredients (gas phase,
Figure 8). Such an approach is named a heterogeneous model, since, as previously outlined, all three matter phases are included. Despite its great accuracy in terms of combustion physical consistency, the above-mentioned model implies high computational time efforts due to its complexity, which is also increased by the need for tracking all the chemical compounds’ concentrations within the domain [
26].
Hence, to reduce computational effort, combustion was assumed to be an instantaneous propellant gasification (Equation (14),
Figure 8) once the propellant reaches a temperature higher than its activation temperature (
).
Immediately after its formation, gaseous combustion products are supposed to instantaneously reach the combustion chamber equilibrium temperature. In such a way, the liquid and gas phases are neglected, allowing only the solid grain/case temperature distribution to be computed; no time/spatial gas temperature variations in the combustion chamber are considered (region within the range
in
Figure 7).
Additionally, the burn rate is estimated as the first order derivative of the burning surface position (
) with respect to time
(Equation (15)).
Equations (1) to (7) define the heat equation model, whose solution flowchart procedure is shown in
Figure 9.
The experimental values of the convective heat transfer coefficient are not available: therefore, an iterative procedure has been developed with the aim of estimating the previously mentioned parameter. First, after a proper initialization of the grain’s thermo-chemical properties (composition, density, specific heat, thermal conductivity, surface temperature, initial temperature, combustion chamber temperature and alumina particles diameter), an initial value of the coefficient (
) is assumed. Secondly, the heat equation model is solved numerically, obtaining the computation of an average value of the burn rate, namely
(Equation (15)). Thirdly, the simulated burn rate (
Figure 9), i.e.,
, is compared to the experimental mean burn rate
(obtained from the experimental data,
Figure 9). If their difference is lower than a user-defined tolerance
, then value
adopted at step one is accepted. On the contrary, if
does not match with
, the entire procedure is repeated until there is a convergence. However, in the interest of validating the physical consistency of the obtained values of
, they are compared to the ones obtained through the following empirical formula (Equation (16), [
25]):
where:
where almost all quantities refer to the combustion chamber’s hot gas:
,
,
,
and
are the dynamic viscosity, constant pressure specific heat, Nusselt number, Prandtl number and Reynolds number, respectively. On the contrary, the hydraulic diameter
is linked to the combustion chamber propellant geometry. Since the flow within the combustion chamber of solid rocket motors is highly turbulent, Dittus–Boelter’s correlation (Equation (16)) for a fully developed turbulent flow in a smooth pipe is widely accepted. The following assumptions are accepted. First, the flow is considered steady since the convective heat transfer time-dependent effects are negligible [
29]. Second, the propellant surface roughness effect, which increases the heat transfer to the surface, is balanced by the decomposition-gasification of the unburned propellant surface, which attenuates the heat transfer process. Third, because grain combustion has been modeled as an instantaneous propellant gasification, no sharp variation of the fluid properties occurs across the boundary layer, which has a negligible thickness. Furthermore, no heat-releasing/heat-absorbing processes like exothermic/endothermic chemical reactions take place on the grain surface.
In general, the solution of the heat equation model requires discretization in time and space by dividing the entire domain in a certain number of spatial nodes. Nevertheless, as previously mentioned, the burning surface (and its moving boundary condition, i.e., Equation (10)) recedes in time along direction
during the combustion process, meaning that at each time instant, one or more spatial nodes of the domain should be dropped since they are linked to the burned propellant converted into combustion chamber gas. From a numerical perspective, this implies a time-variant spatial grid, which depends both on the chosen time/spatial step and the burn rate entity. In fact, if both the time and spatial step are not chosen small enough to be consistent with the estimated burn rate, severe instabilities could arise. Such instabilities could even be worsened by the spatial node dropping process previously described. These issues can be avoided by introducing the following coordinates transformation [
30]:
where:
In this way, the spatial grid, now expressed in terms of coordinate
, is constant in time, and both boundaries are fixed at
(burning surface) and
(end of the grain, i.e.,
). The previous coordinates transformation is applied to the heat equation model equations regarding only the propellant part of the domain (
,
Figure 7). Consequently, Equations (9) and (10) become Equations (18) and (19), respectively:
where:
where:
It must be pointed out that the coordinate transformation (Equation (17)) was also applied to Equation (10), since that boundary condition refers to the propellant part of the domain as well.
On the contrary, the heat equation model specified for the case part of the domain (
) including the boundary condition (Equation (11)) imposed at the case-external environment interface, is still formulated in cylindrical coordinates (Equations (20) and (21)) since no material depletion occurs in that region.
where
,
and
are the density, specific heat and thermal conductivity of the case material, respectively.
To ensure the continuity and the derivability of the temperature function at the interface between the propellant and the case (
or
), the following relations are assumed (Equation (22) is linked to the continuity, Equation (23) to the derivability):
Hereinafter, the heat model refers to Equations from (18) to (23). After the unknown functions computation ( and ) in the coordinates , it is sufficient to apply the inverse of the transformation established with Equation (17) to obtain them, formulated with the coordinates .
The numerical technique used to achieve the solution of the heat equation model is the finite difference method [
31]. More in detail, spatial derivatives are discretized with a three-point stencil (2nd order accuracy) using a centered scheme; time derivatives rely on the backward Euler scheme (1st order accuracy). The time step selected is
; the spatial step
choice will be discussed in the Results section.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















