


A Novel Process to Produce Ti Parts from Powder Metallurgy with Advanced Properties for Aeronautical Applications


Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
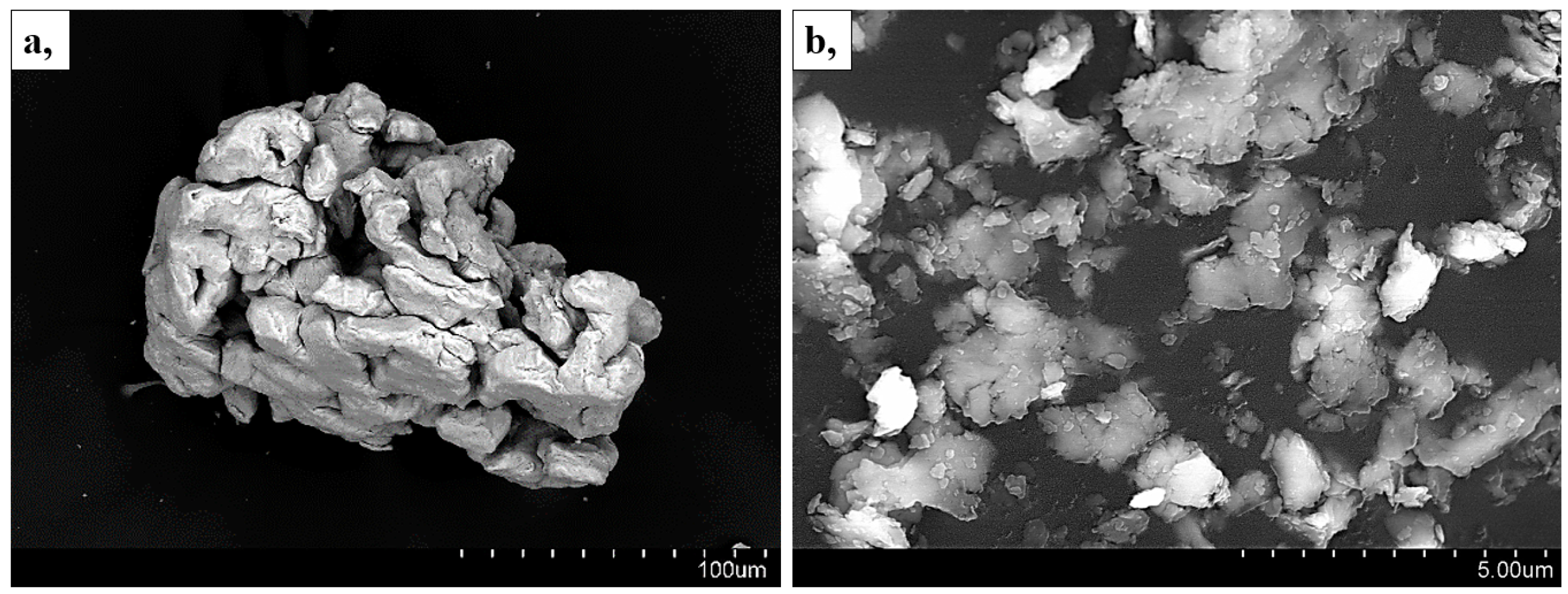
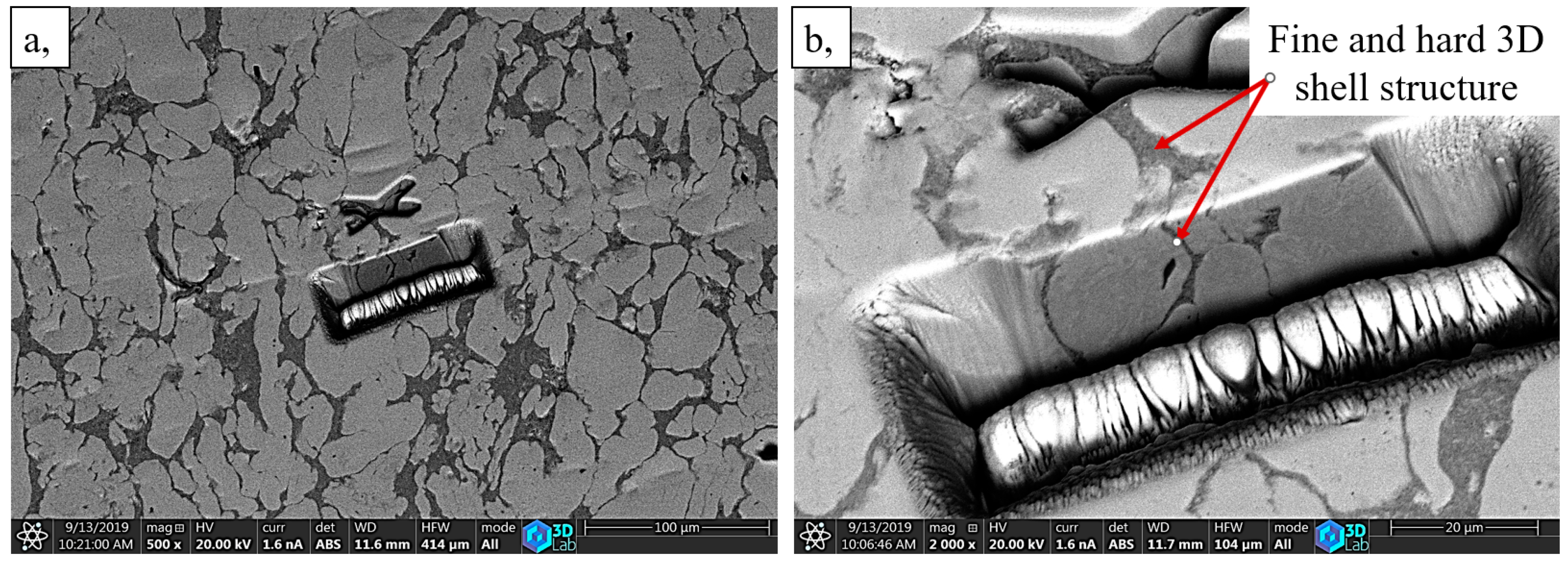
3.1. Morphological Analysis
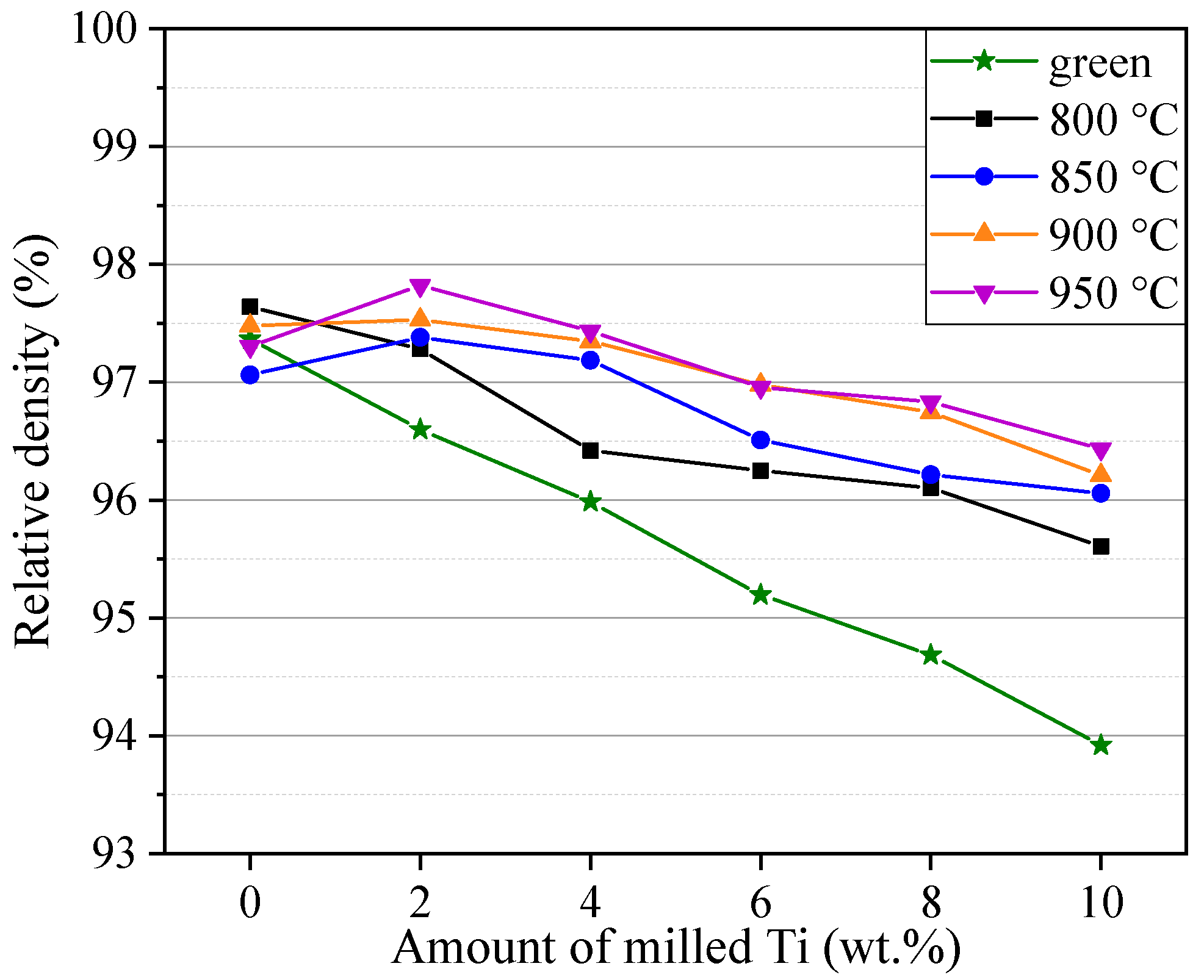
3.2. Density Analysis
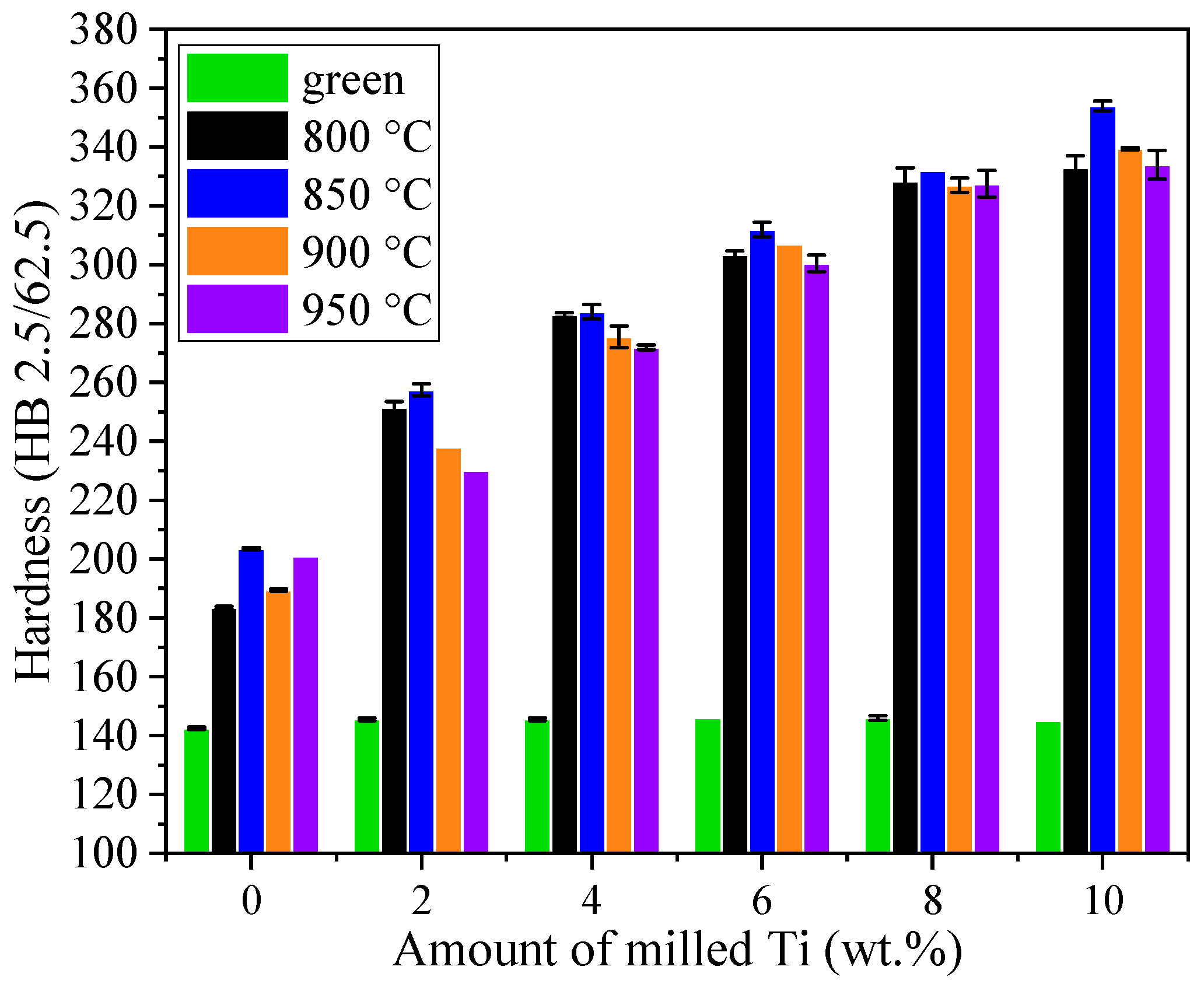
3.3. Hardness Results
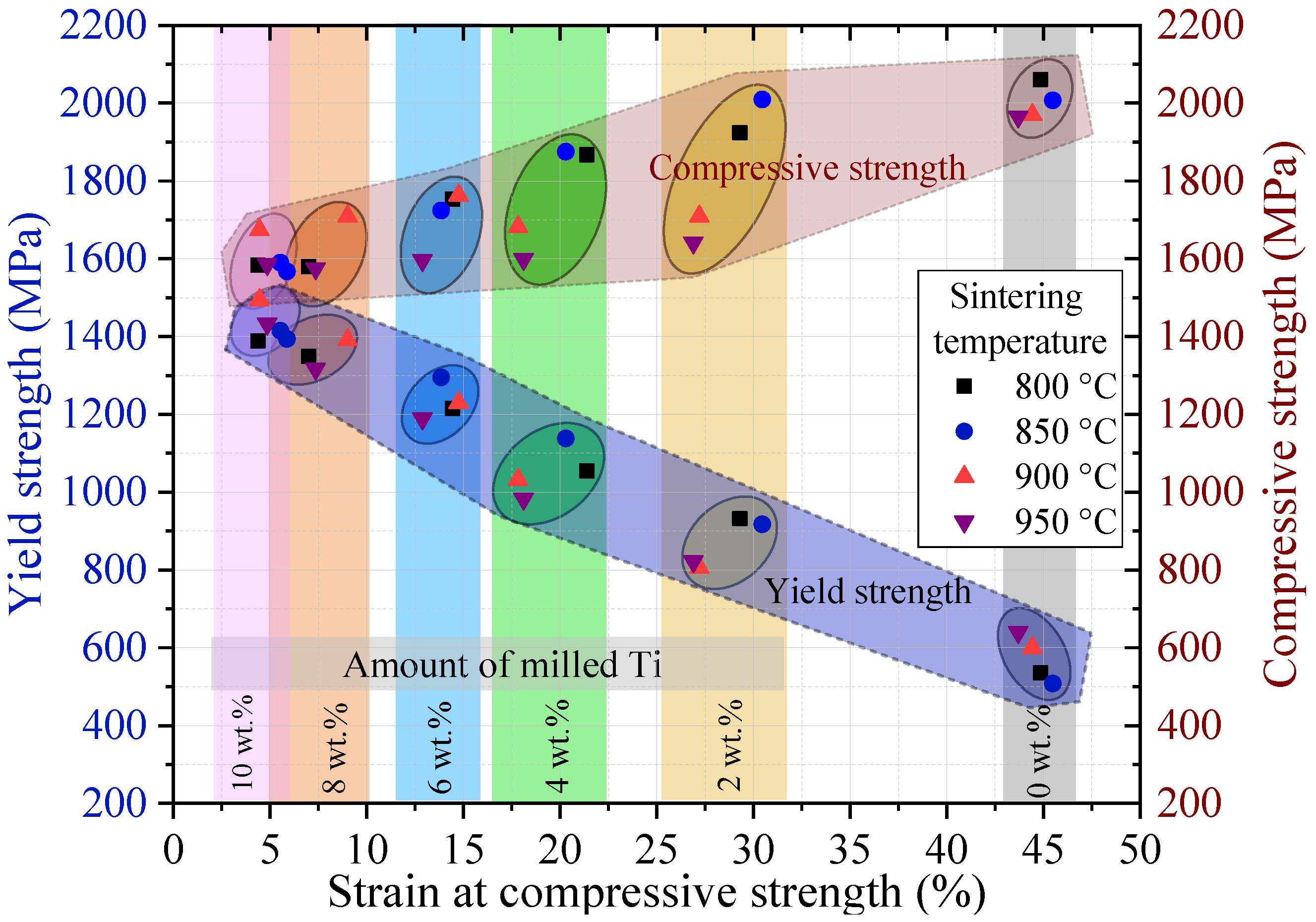
3.4. Compression Test Results
4. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Kulkarni, K.G.; Bhattacharya, N. Use of titanium and its alloy in aerospace and aircraft industries. Int. J. Creat. Res. Thoughts 2020, 8, 1383–1396. [Google Scholar]
- Gholizadeh, S. Impact behaviours and Non-Destructive Testing (NDT) methods in Carbon Fiber Composites in Aerospace Industry: A Review. Authorea Prepr. 2022. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Williams, J.C.; Boyer, R.R. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals 2020, 10, 705. [Google Scholar] [CrossRef]
- Inagaki, I.; Takechi, T.; Ariyasu, Y.S. Application and Features of Titanium for the Aerospace Industry. Nippon. Steel Sumitomo Met. Tech. Rep. 2014, 106, 22–27. [Google Scholar]
- Niinomi, M.; Kagami, K. Recent topics of titanium research and development in Japan. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2016. [Google Scholar]
- Zang, M.C.; Niu, H.Z.; Yu, J.S.; Zhang, H.R.; Zhang, T.B.; Zhang, D.L. Cryogenic tensile properties and deformation behavior of a fine-grained near alpha titanium alloy with an equiaxed microstructure. Mater. Sci. Eng. 2022, 840, 142952. [Google Scholar] [CrossRef]
- Markatos, D.N.; Pantelakis, S.G. Assessment of the Impact of Material Selection on Aviation Sustainability, from a Circular Economy Perspective. Aerospace 2022, 9, 52. [Google Scholar] [CrossRef]
- Available online: https://www.aubertduval.com/wp-media/uploads/2022/07/Titane_brochure_202207.pdf (accessed on 10 February 2023).
- Frohes, F.H. Titanium Physical Metallurgy, Processing, and Applications; ASM International: Almere, The Netherlands, 2015. [Google Scholar]
- Oleksik, V.; Trzepiecinski, T.; Szpunar, M.; Chodola, L.; Ficek, D.; Szczesny, I. Single-Point Incremental Forming of Titanium and Titanium Alloy Sheets. Materials 2021, 14, 6372. [Google Scholar] [CrossRef]
- OnlineMetals.com. Available online: https://www.onlinemetals.com (accessed on 5 February 2023).
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium—Past, present, and future. Int. Mater. Rev. 2017, 63, 407–459. [Google Scholar] [CrossRef] [Green Version]
- Zwitter, T.M.; Nash, P.; Xu, X.; Johnson, C. Energy Efficient Press and Sinter of Titanium Powder for Low-Cost Components in Vehicle Applications Final Scientific Report. 2011. Available online: https://www.osti.gov/servlets/purl/1020890 (accessed on 10 February 2023).
- Henriques, V.A.R. Titanium production for aerospace applications. J. Aerosp. Technol. Manag. 2009, 1, 7–17. [Google Scholar] [CrossRef]
- Abkowitz, S.M.; Abkowitz, S.; Fisher, H. Breakthrough claimed for titanium PM. Met. Powder Rep. 2011, 66, 16–21. [Google Scholar] [CrossRef]
- Araci, K.; Mangabhai, D.; Akhtar, K. Production of titanium by the Armstrong Process. In Titanium Powder Metallurgy, Science, Technology and Applications; Elsevier: Amsterdam, The Netherlands, 2015; pp. 149–162. [Google Scholar]
- Allied Titanium, Inc. Available online: https://www.alliedtitanium.com/ (accessed on 5 February 2023).
- Duriagina, Z.A.; Lemishka, I.A.; Trostianchyn, A.M.; Kulyk, V.V.; Shvachki, S.G.; Tepla, T.L.; Pleshakov, E.I.; Kosbasyuk, T.M. The effect of morphology and particle-size distribution of VT20 Titanium alloy powders on the mechanical properties of deposited coatings. Powder Metall. Met. Ceram. 2019, 57, 697–702. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, x.; Umeda, J.; Kondoh, K. Advanced mechanical properties of powder metallurgy commercially pure titanium with a high oxygen concentration. J. Mater. Res. 2017, 32, 19. [Google Scholar] [CrossRef]
- Dong, S.; Ma, G.; Lei, P.; Cheng, T.; Savvakin, D.; Ivasishin, O. Comparative study on the densification process of different titanium powders. Adv. Powder Technol. 2021, 32, 2300–2310. [Google Scholar] [CrossRef]
- Xu, X.; Zheng, Y.; Liang, H.; Yang, M.; Zhao, Y.; Zhou, W. Influence of sintering parameters on the grain growth and mechanical properties of Ti(C,N)-based cermets prepared via mechanical activation and in-situ carbothermal reduction. Mater. Today Commun. 2022, 33, 104667. [Google Scholar] [CrossRef]
- Wang, H.; Fang, Z.Z.; Sun, P. A critical review of mechanical properties of powder metallurgy titanium. Int. J. Powder Metall. 2010, 46, 45–57. [Google Scholar]
- Raynova, S.; Collas, Y.; Yang, F.; Bolzoni, L. Advancement in the Pressureless Sintering of CP Titanium Using High-Frequency Induction Heating. Metall. Mater. Trans. A 2019, 50, 4732–4742. [Google Scholar] [CrossRef] [Green Version]
- Sidambe, A.T. Biocompatibility of Advanced Manufactured Titanium Implants A Review. Materials 2014, 7, 8168–8188. [Google Scholar] [CrossRef] [Green Version]
- Schulze, C.; Weinmann, M.; Schweigel, C.; Keßler, O.; Bader, R. Mechanical Properties of a Newly Additive Manufactured Implant Material Based on Ti-42Nb. Materials 2018, 11, 124. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.Y.; Hwang, K.S.; Ng, K.L. Effect of cooling process on the phase formation and mechanical properties of sintered Ti–Fe alloys. Mater. Sci. Eng. A 2011, 528, 4556–4563. [Google Scholar] [CrossRef]
- Jeong, H.W.; Kim, S.J.; Hyun, Y.T.; Lee, Y.T. Densification and Compressive Strength of In-situ Processed Ti/TiB Composites by Powder Metallurgy. Met. Mater. Int. 2002, 8, 25–35. [Google Scholar] [CrossRef]
- Tellkamp, V.L.; Melmed, A.; Lavernia, E.J. Mechanical Behavior and Microstructure of a Thermally Stable Bulk Nanostructured Al Alloy. Metall. Mater. Trans. A 2001, 32, 2335–2343. [Google Scholar] [CrossRef]
- Okulov, I.V.; Kühn, U.; Marr, T.; Freudenberger, J.; Schultz, L.; Oertel, C.G.; Skrotzki, W.; Eckert, J. Deformation and fracture behavior of composite structured Ti-Nb-Al-Co(-Ni) alloys. Appl. Phys. Lett. 2015, 104, 071905. [Google Scholar] [CrossRef]
- Sun, Y.; Luo, G.; Zhang, J.; Chen, J.; Wang, G.; Shen, Q.; Zhang, L. Microstructure, mechanical properties and reinforcement mechanism of dual-scale TC4 titanium alloy prepared by cryomilling and plasma activated sintering. Mater. Sci. Eng. A 2018, 736, 120–129. [Google Scholar] [CrossRef]
- Li, Z.; Dong, A.; Xing, H.; Xu, H.; Du, D.; Zhang, T.; She, H.; Wang, D.; Zhu, G.; Sun, B. Microstructure and mechanical properties of bimodal Ti-Bi alloys fabricated by mechanical alloying and spark plasma sintering for biomedical applications. Mater. Charact. 2020, 161, 110134. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Rasband, W.S. ImageJ; U.S. National Institutes of Health: Bethesda, MD, USA, 1997–2018. Available online: https://imagej.nih.gov/ij/ (accessed on 5 February 2023).
- Angel, D.A.; Miko, T.; Kristaly, F.; Benke, M.; Gacsi, Z. Development of TiB and nanocrystalline Ti-reinforced novel hybrid Ti nanocomposite produced by powder metallurgy. J. Mater. Sci. 2022, 57, 4130–4144. [Google Scholar] [CrossRef]
- Robertson, I.M.; Schaffer, G.B. Review of densification of titanium based powder systems in press and sinter processing. Powder Metall. 2010, 53, 146–162. [Google Scholar] [CrossRef]
- German, R.M. Titanium sintering science: A review of atomic events during densification. Int. J. Refract. Met. Hard Mater. 2020, 89, 105214. [Google Scholar] [CrossRef]
- Cai, Y.X.; Chang, Q.; Ding, Y. Research of injection molding titanium parts. Powder Metall. Tech. 2005, 23, 449–455. [Google Scholar]
- Ieki, T.; Katoh, K.; Matsumoto, A.; Masui, T.; Andoh, K. Tensile properties of sintered Ti compacts by metal injection Molding process. J. Jap. Soc. Powder Powder Metall. 1997, 44, 448–452. [Google Scholar] [CrossRef] [Green Version]
- Panigrahi, B.B.; Godkhindi, M.M.; Das, K.; Mukunda, P.G. Ramakrishnan, P. Sintering kinetics of micrometric titanium powder. Mater. Sci. Eng. 2005, A396, 255–262. [Google Scholar] [CrossRef]
- Ferri, O.M.; Ebel, T.; Bormann, R. The influence of small boron addition on the microstructure and mechanical properties of Ti-6Al-4V fabricated by metal injection moulding. Adv. Eng. Mater. 2011, 13, 436–447. [Google Scholar] [CrossRef]
- Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. Influence of sintering parameters on the properties of powder metallurgy Ti-3Al-2.5V alloy. Mater. Charact. 2013, 84, 48–58. [Google Scholar] [CrossRef] [Green Version]
- Long, F.W.; Jiang, Q.W.; Xiao, L.; Li, X.W. Compressive Deformation Behaviors of Coarse- and Ultrafine-Grained Pure Titanium at Different Temperatures: A Comparative Study. Mater. Trans. 2011, 52, 1617–1622. [Google Scholar] [CrossRef] [Green Version]
- Raghavendra, S.; Molinari, A.; Fontanari, V.; Luchin, V.; Zappini, G.; Benedetti, M.; Johansson, F.; Klarin, J. Tensile and compression properties of variously arranged porous Ti-6Al-4V additively manufactured structures via SLM. Procedia Struct. Integr. 2018, 13, 149–154. [Google Scholar] [CrossRef]
- Attar, H.; Bönisch, M.; Calin, M.; Zhang, L.C.; Scudino, S.; Eckert, J. Selective laser melting of in situ titanium–titanium boride composites: Processing, microstructure and mechanical properties. Acta Mater. 2014, 76, 13–22. [Google Scholar] [CrossRef]
- Srinivasan, K.; Venugopal, P. Compression Testing of Ti-6Al-4V in the Temperature Range of 303–873 K. Mater. Manuf. Process. 2008, 23, 342–346. [Google Scholar] [CrossRef]
- Fadida, R.; Rittel, D.; Shirizly, A. Dynamic Mechanical Behavior of Additively Manufactured Ti6Al4V with Controlled Voids. J. Appl. Mech. 2015, 82, 041004. [Google Scholar] [CrossRef]
- European Commission. Flightpath 2050, Europe’s Vision for Aviation; Report of the High Level Group on Aviation Research, Di-rectorate-General for Research and Innovation, Directorate General for Mobility and Transport; European Commission: Brussels, Belgium, 2011; p. 28. [Google Scholar]
- Communication from the Commission to the European Parliament, the European Council, the European Economic and Social Committee and the Committee of the Regions the European Green Deal com/2019/640 Final. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=COM%3A2019%3A640%3AFIN (accessed on 13 February 2023).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Production Method | Specification | Tensile YS (MPa) | UTS (MPa) | Tensile Strain (%) |
|---|---|---|---|---|---|
| CP-Ti (grade 2) | Metal Injection Molding (MIM) | ASTM F2989 MIM 2 | 360 | 420 | 17 |
| Wrought (forging stock) | EN 3451:2017 | 290 | 390 | 20 | |
| Wrought (forging stock) | ISO 5832-2:1999 | 275 | 345 | 20 | |
| Ti6Al4V | Metal Injection Molding (MIM) | ASTM F2885 grade 5 | 680 | 780 | 10 |
| Additive Layer Manufacturing (ALM) | ASTM F2924 | 825 | 895 | 10 | |
| Wrought (sheet or bar) | ISO 5832-3:2016 | 780 | 860 | 10 | |
| Ti-10V-2FE-3Al | Wrought hot rolled bars | EN 4685:2011 | 1110 | 1240 | 4 |
| Elements | Al | Cr | Cu | Fe | Mn | Ni | Si | Ti |
|---|---|---|---|---|---|---|---|---|
| Initial powder | 0.0615 | 0.0015 | 0.0027 | 0.0408 | 0.0003 | 0.0032 | 0.365 | 99.525 |
| Milled powder | 0.9701 | 0.04624 | 0.0050 | 1.22 | <0.0037 | 0.0058 | 1.97 | 94.473 |
| Powder Type | D50 (µm) | Green Density (%) | Sintered Density (%) | Sintering Temperature (°C) | Sintering Time (min) |
|---|---|---|---|---|---|
| Current research Ti sponge+6% milled Ti | 180 | 95.2 | 97 | 900 | 60 |
| Ti irregular [38] | 30 | 60 | 95.8 | 1250 | 120 |
| Ti sphere [39] | 23 | 67 | 89.6 | 1000 | 120 |
| Ti sphere [37] | 74 | 52 | 63.5 | 850 | 60 |
| Ti irregular [40] | 18 | 68 | 82.5 | 1250 | 60 |
| Ti6Al4V sphere [41] | 35 | 65 | 97.5 | 1400 | 120 |
| Ti6Al4V irregular [42] | 39 | 69 | 93.5 | 1300 | 120 |
| Material | Processing Method | Yield Strength (MPa) | Compressive Strength (MPa) | Strain at Maximum Stress (%) | Source |
|---|---|---|---|---|---|
| Ti-6% milled Ti (850 °C) | Press and Sinter | 1295 | 1724 | 14 | Current Research |
| CP-Ti | ECAP | 700 | 900 | 35 | [43] |
| CP-Ti | SLM | 560 | 1136 | 51 | [45] |
| Ti6Al4V | Annealed | 1000 | 1300 | 10 | [46] |
| Ti6Al4V | Wrought | 1200 | 1400 | 20 | [47] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miko, T.; Petho, D.; Gergely, G.; Markatos, D.; Gacsi, Z. A Novel Process to Produce Ti Parts from Powder Metallurgy with Advanced Properties for Aeronautical Applications. Aerospace 2023, 10, 332. https://doi.org/10.3390/aerospace10040332
Miko T, Petho D, Gergely G, Markatos D, Gacsi Z. A Novel Process to Produce Ti Parts from Powder Metallurgy with Advanced Properties for Aeronautical Applications. Aerospace. 2023; 10(4):332. https://doi.org/10.3390/aerospace10040332
Chicago/Turabian StyleMiko, Tamas, Daniel Petho, Greta Gergely, Dionysios Markatos, and Zoltan Gacsi. 2023. "A Novel Process to Produce Ti Parts from Powder Metallurgy with Advanced Properties for Aeronautical Applications" Aerospace 10, no. 4: 332. https://doi.org/10.3390/aerospace10040332
APA StyleMiko, T., Petho, D., Gergely, G., Markatos, D., & Gacsi, Z. (2023). A Novel Process to Produce Ti Parts from Powder Metallurgy with Advanced Properties for Aeronautical Applications. Aerospace, 10(4), 332. https://doi.org/10.3390/aerospace10040332