_Zhu.png)
3D Printing for Space Habitats: Requirements, Challenges, and Recent Advances



Abstract
:1. Introduction
2. 3D Printing Techniques Overview
2.1. Fused Deposition Modeling
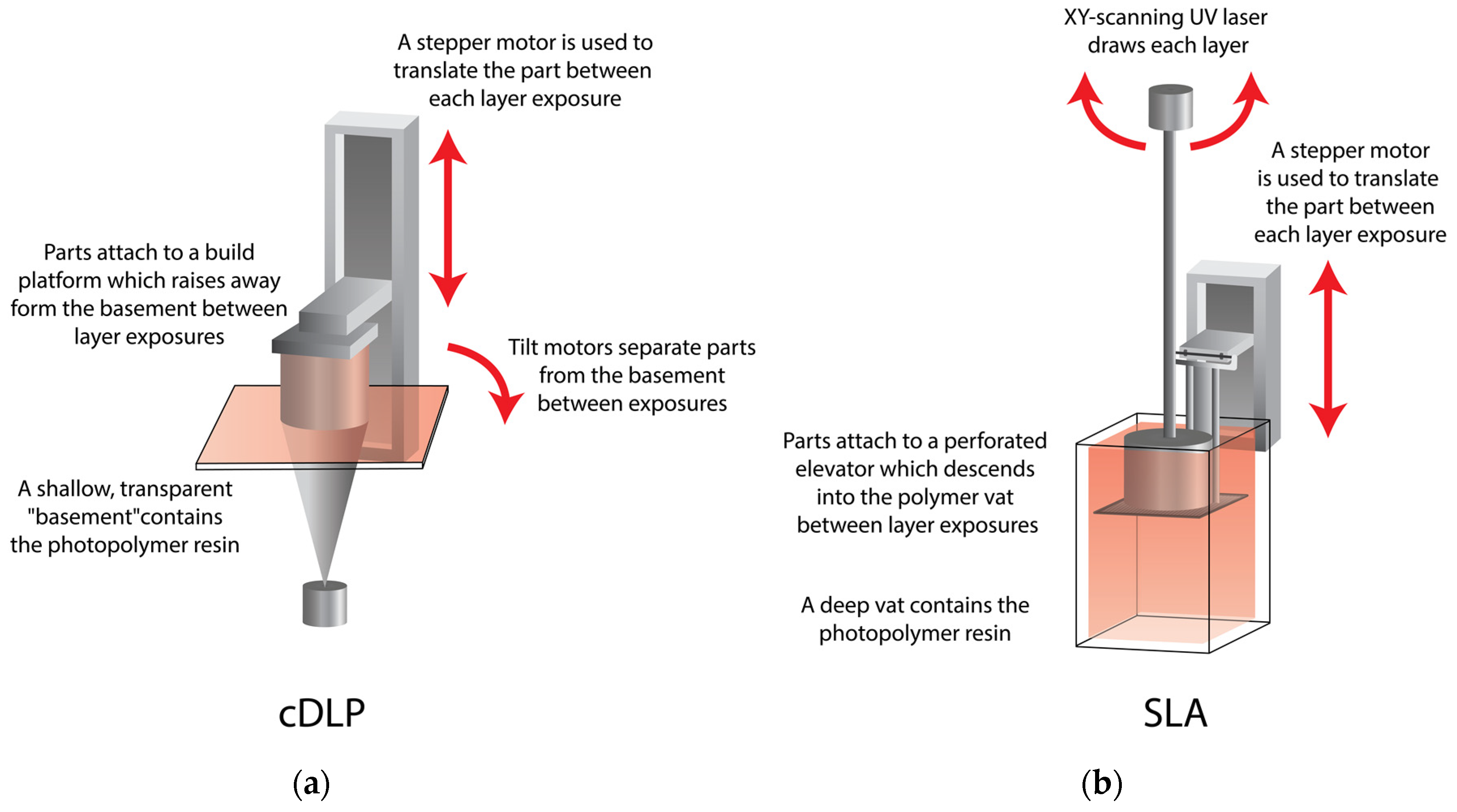
2.2. Stereolithography
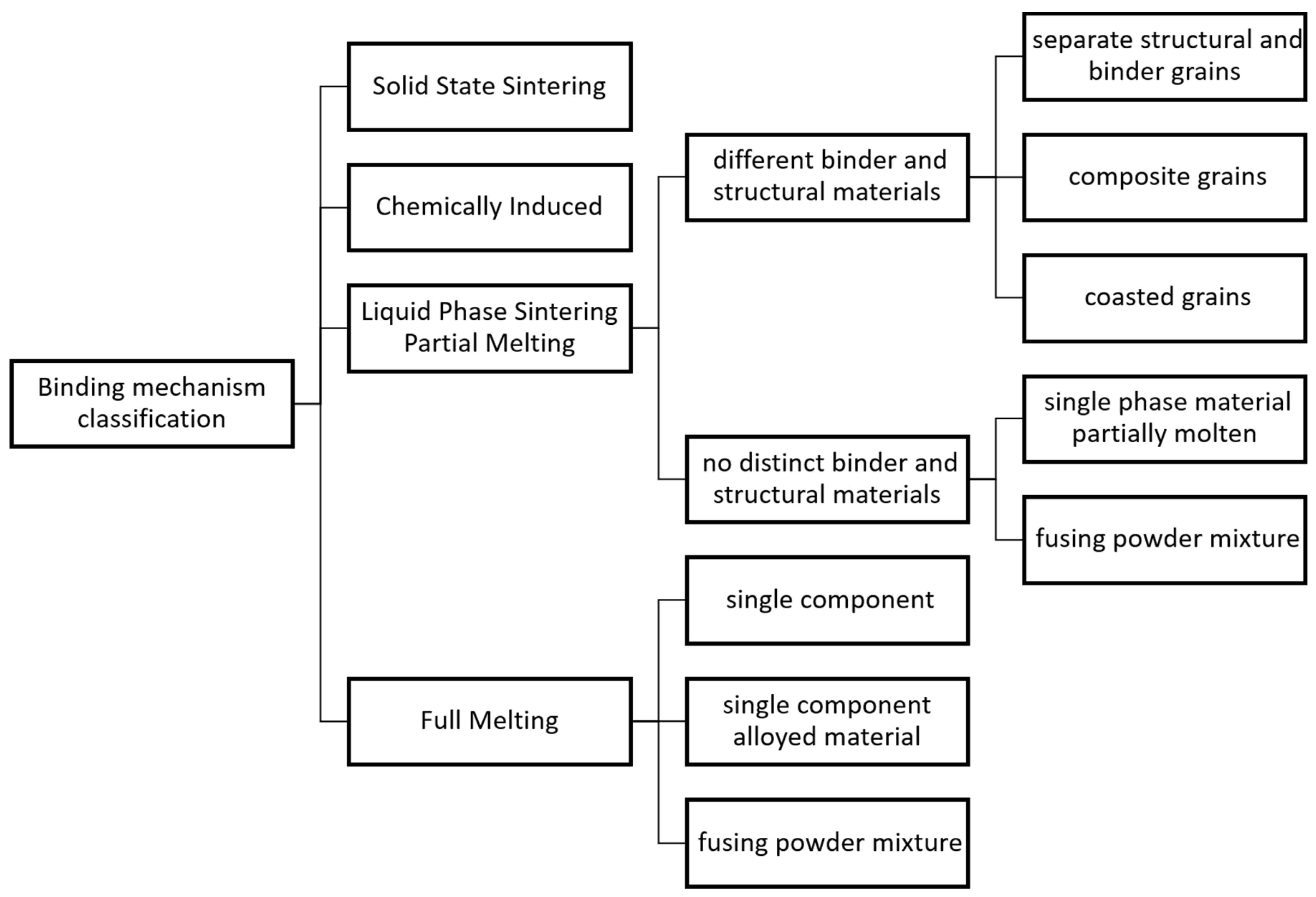
2.3. Selective Laser Sintering
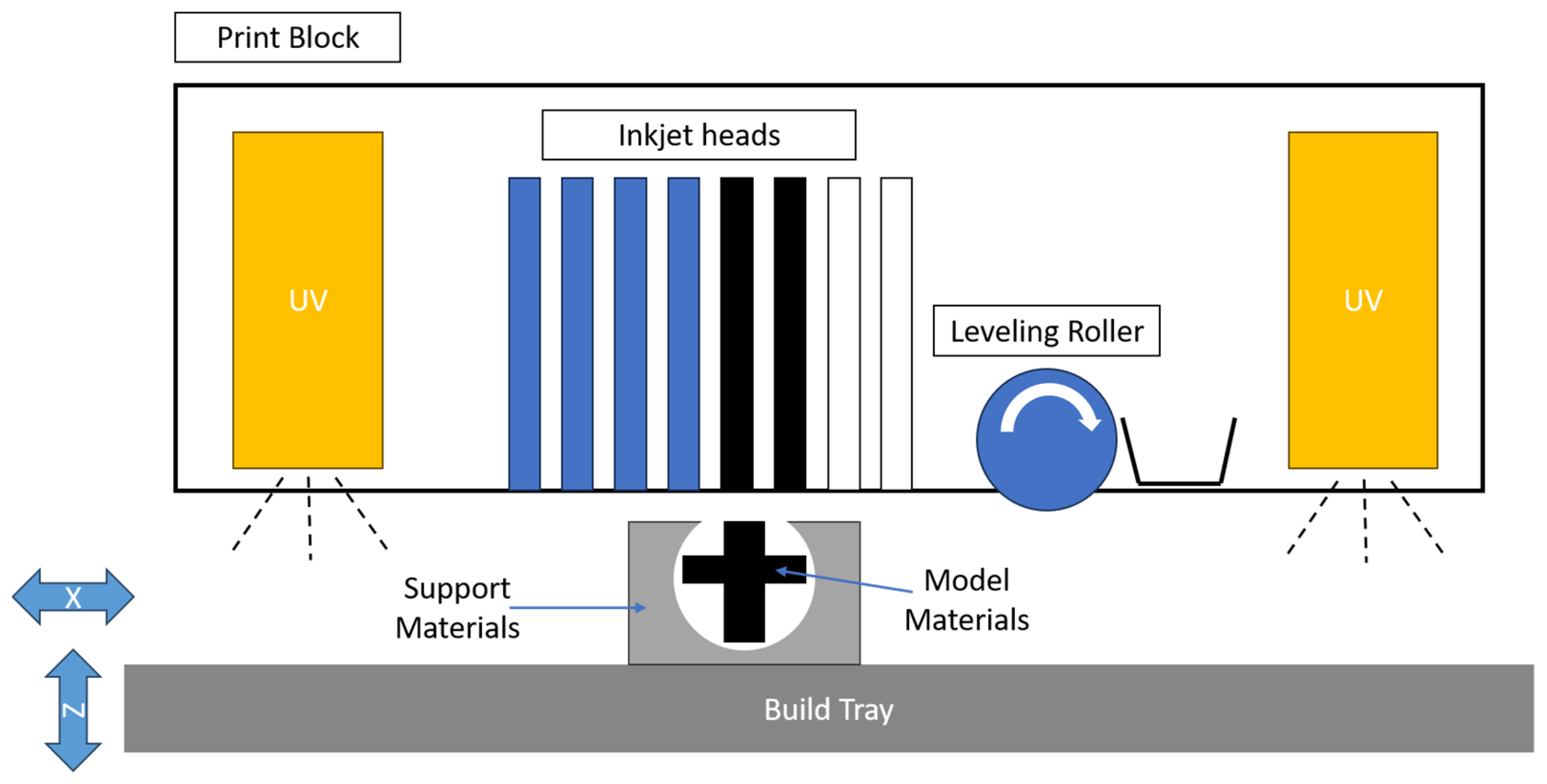
2.4. Material Jetting
2.5. Binder Jetting
3. Needs for Space Habitats
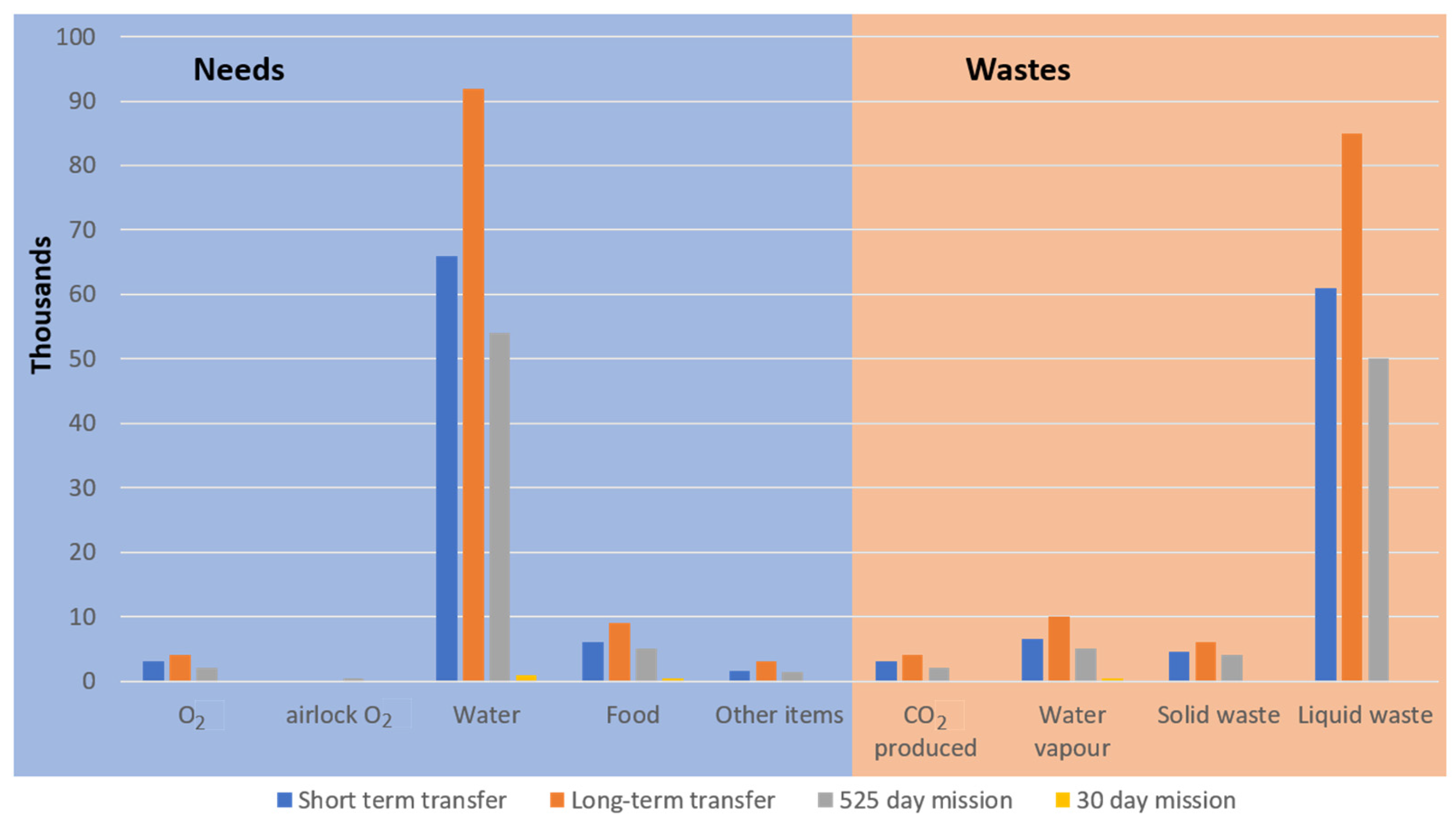
3.1. Astronaut Needs
3.2. Lunar Habitat Design
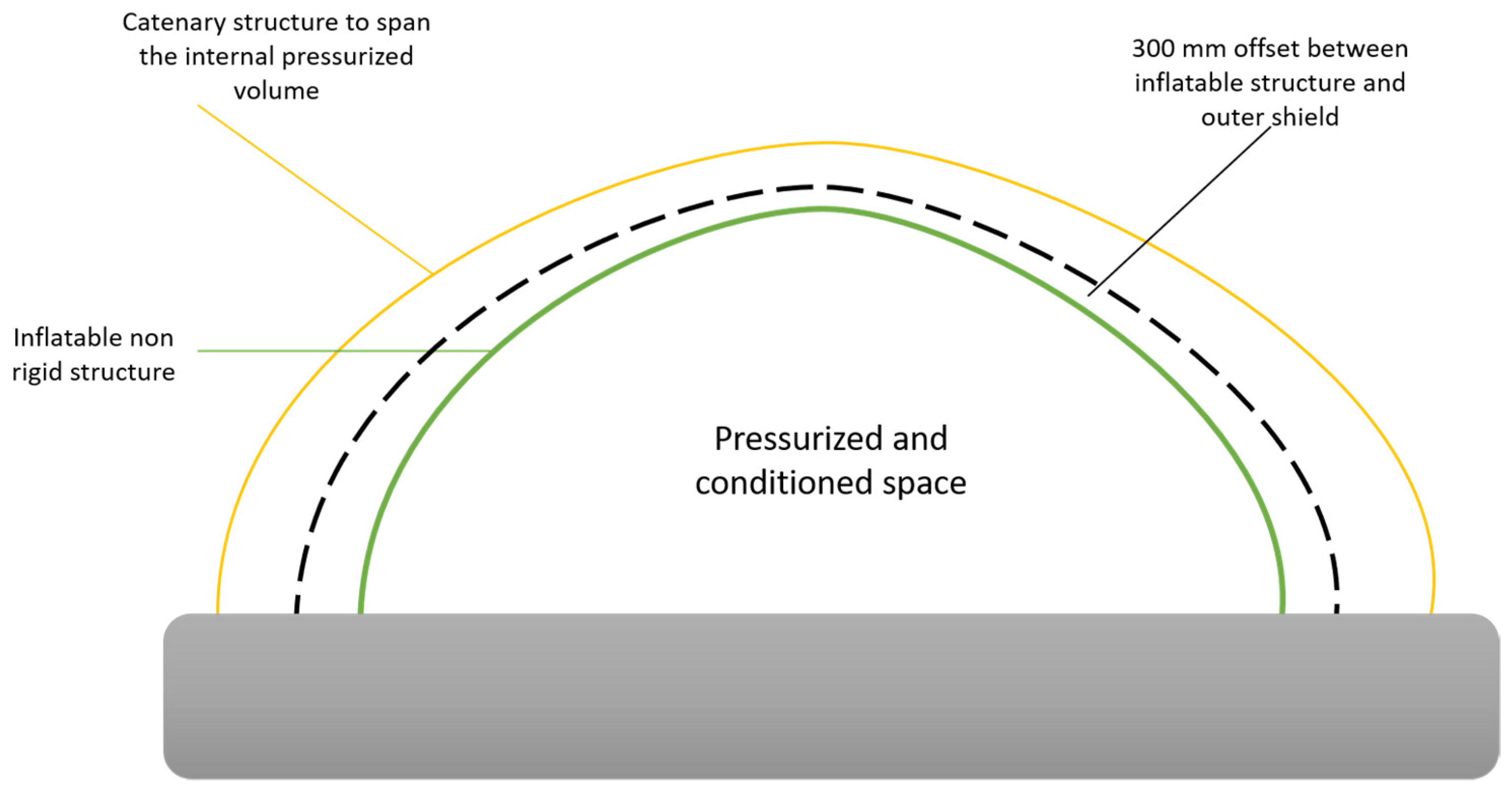
- Internal pressure: The pressure generated by the artificial atmosphere for comfortable life inside the inflatable structure is considerably higher than the pressure on the Lunar surface ( bar) [45]. If part of this pressure can be transferred to the regolith structure, it is going to be beneficial for the long-term mission needs, as it is considerably cheaper and easier to repair the regolith wall than the inflatable structure due to material abundance. The curving shape of the habitat walls without sharp corners greatly benefits their ability to withstand internal pressure.
- Moonquakes: unlike on Earth, Lunar seismic activity is very low; hence, this factor plays little role in structural planning.
- Own weight: the gravitational constant of the Moon is 1.62 m/s2, which is only 0.165 of the Earth’s gravity constants, making gravitational loads considerably lower than they would be on Earth. However, depending on the size of the structure, 1- to 2-meter-thick walls would still inflict high gravitational loads upon themselves.
- Thermo-elastic loads: Due to the absence of the atmosphere, the temperature difference between the sun-illuminated surface and the dark surface of the Moon varies from as low as 150 °C to as high as 100 °C. Unprocessed regolith is taken from the Lunar surface and, hence, does not get influenced much by the temperature changes. However, regolith that is consolidated by the binder has to be suited for such conditions. Another issue that comes with temperature changes is the fact that the day-night cycle on the Moon progresses quite slowly (27.3 days for the full cycle), meaning that the building might be exposed to different lighting conditions for a considerable amount of time. This makes the thermal expansion of the bound regolith an issue and also makes the positioning of the habitat on the Lunar surface a major factor, and temperature differences need to be reduced.
4. Differences between 3D Printing in Space and Earth
4.1. Available Materials
4.2. Meteoroid Strikes
- Reacting to the upcoming collision and moving the mobile 3D printing system out of the way: This option seems to be feasible only for Lunar operations due to the difference in distance. The delay in sending and receiving command signals between Earth and the Moon is relatively small (approx. 2.6 s), but for Earth and Mars it is considerably larger and depends upon planetary positions (between 516 s (8.6 min) and 2516 s (42 min)). Arranging cameras around the printing site and carefully observing potential incoming bodies might allow them to send a command to the printer so it moves away from the impact. This option only works for mobile printers and does not save the structure that is being printed.
- Introducing redundancy in the printing system: In other words, several printers can be deployed for the habitat printing procedure, so one of them being damaged does not mean a failed mission. This step can be further enhanced by printers being able to print the parts for each other; however, this is considerably more complex and requires a kind of 3D printer that is used for producing tools, not habitats themselves.
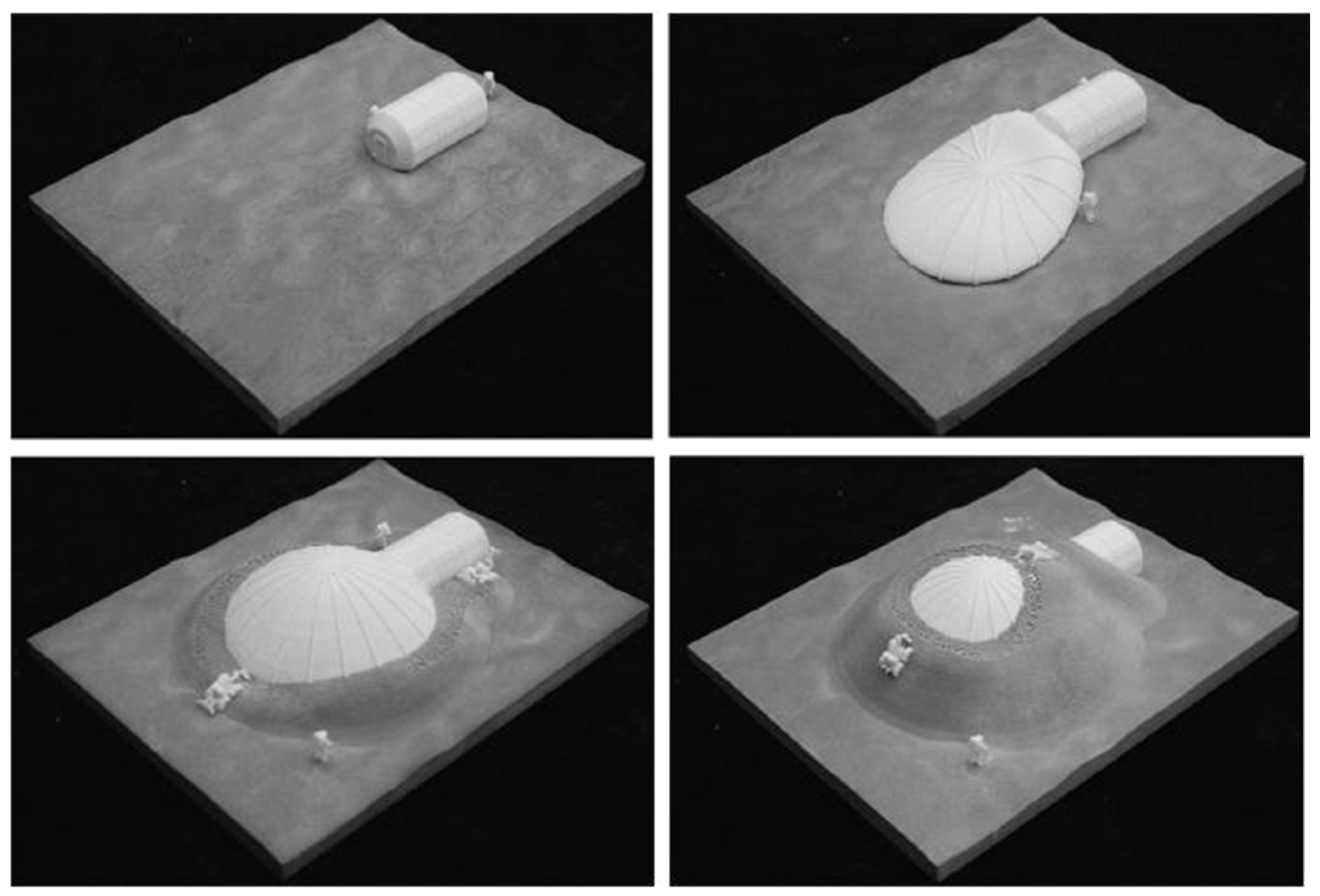
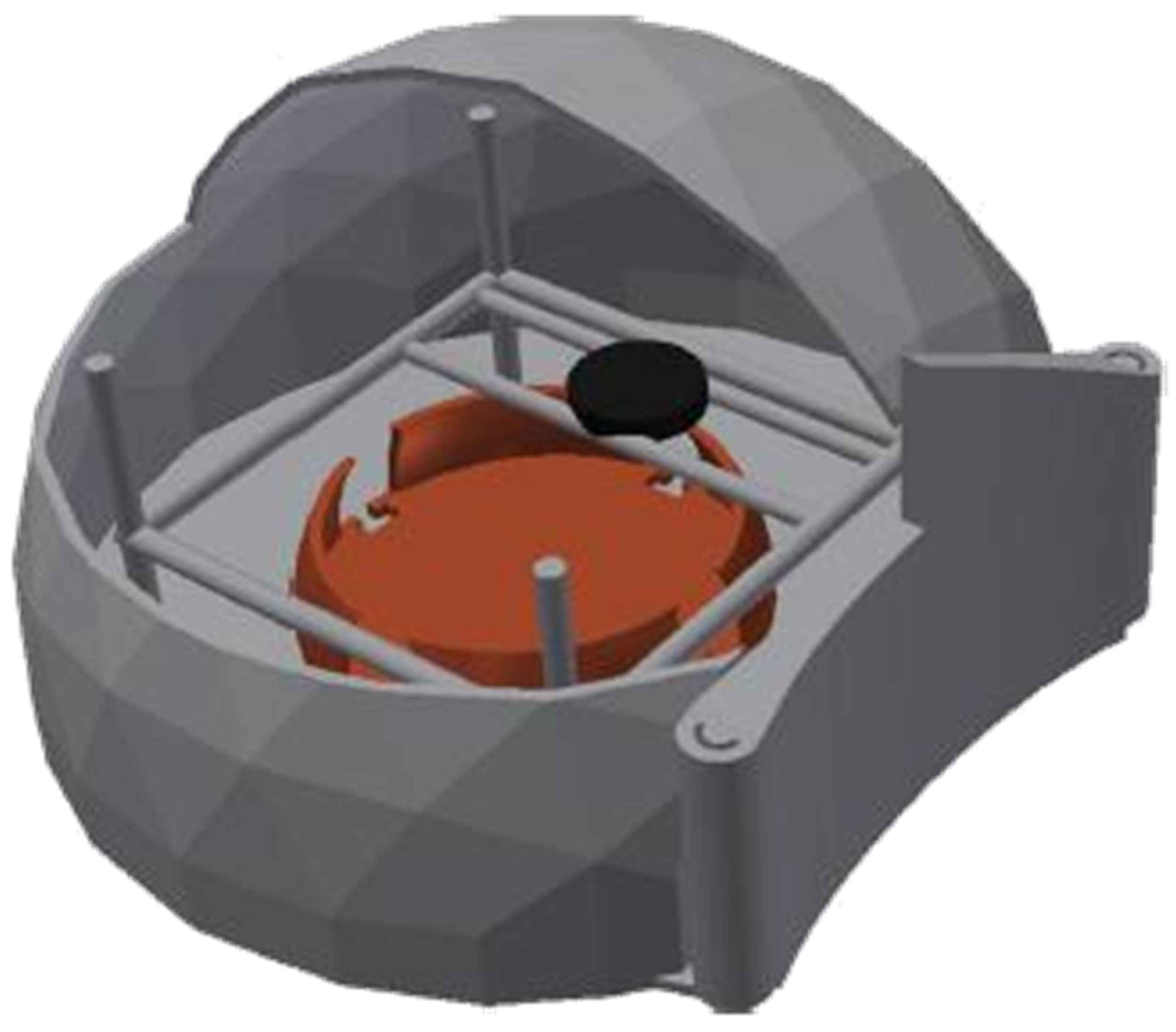
- Building a protective dome around the building site: This suggestion is implemented in Section 5.2, where the first step of building a habitat is making a large dome that houses the rest of the operations. That large dome was later converted into one of the habitat modules. While such a measure offers more protection for the printer than simply printing out in the open, making a large dome still requires some time to be completed, leaving the printer exposed during that time.
- Optimizing printing speed: This measure simply means that if the printing process is fast enough, the risk of collision with a meteoroid is diminished.
- Keeping the printers inside the spacecraft until the habitat is constructed and then transporting them inside: This way, the printers will be either dormant or restricted to printing smaller items, as it is not expected to have a lot of space available inside the spacecraft. The transportation system will have to be included with the rest of the equipment for reallocating the printer inside the habitat. However, this is not an issue, as it is likely necessary to have some sort of transportation equipment for moving items like printing materials and printed tools. After the habitat is constructed, printers can be moved and produce large items like airlock doors, which can be installed nearby.
- Keeping the printers inside the spacecraft until humans arrive: As in the previous scenario, FDM printers are going to be restricted to small item production inside the spacecraft. Humans can reallocate the printer where required upon their arrival and start producing larger items. It is a cheaper option, but less convenient for the astronauts. Moreover, some sort of transportation module is expected to be included in the mission anyway.
- Digging an underground cave and transporting the printers inside: Although this option seems to be the most attractive due to underground caves offering potentially better protection than the habitat itself, it would require considerably more resources and preparations to execute properly. The structure of the underground has to be known in order to have a safe cave, which is an identical concern that arises when thinking of underground habitats. Failing to account for the ground structure might result in the cave collapsing, which would mean a critical failure of the printer. Furthermore, additional equipment is required for digging and reinforcing the cave, meaning more payload and higher mission costs. Transportation of the printed items to the habitat is expected to be longer than transportation within the habitat. However, despite all the concerns, cave protection seems to provide the best defense against meteoroid strikes and could potentially be a good basis for designing underground habitats for humans. After all, it is better to sacrifice a printer in order to test a new technology than a human being.
4.3. Combination of High and Low Temperatures
- Balance between the binder chemical reaction rate and evaporation rate: This measure is a result of both temperature and near-vacuum conditions. On Earth, water evaporation is controlled by the amount of water vapor present in the atmosphere and the temperature. On the Moon or Mars, however, there is no water present in the atmosphere, no pressure, and hence water or any other liquid is free to flee the location where it was deposited and then freeze due to low temperatures. In the case of high temperatures, liquids simply evaporated without any resistance. Still, the rate of evaporation is controlled by temperature to some extent, and at lower temperatures, evaporation is considerably slower. As it is known, low temperatures also reduced the reaction rate in the binder ink. It is, therefore, necessary to find an optimal point between reaction rate and evaporation risk and print the habitat only at that temperature. This optimal point is the temperature at which the amount of necessary binder is at its minimum while the chemical binding reaction still occurs fast enough without jeopardizing the structural properties. This issue is not present for FDM polymer printing, assuming that the polymer used is sufficiently thick (which it is). However, too fast solidification of the polymer might result in bad adhesion between the layers, while slow solidification might result in a loss of shape. Depending on the polymer properties, low temperatures might be turned into an advantage from a temperature control point of view.
- Establishing habitat in the location with the least temperature change rate: The absence of an atmosphere results in large temperature swings during the day/night cycle. This induces large thermal loads on the potential structures, as the material is going to expand and shrink according to its thermal expansion coefficient. Due to this, the structure is affected by thermal fatigue, and hence failure is rapidly accelerated. It is advised to settle the habitats closer to the poles of the Moon or Mars, as the temperature at the poles experiences significantly fewer swings. Furthermore, useful resources like hydrogen are also concentrated near the poles, making it convenient to try and extract them.
- Using polymers that have an appropriate operational temperature range: This measure is quite straightforward; depending upon the potential uses of printed tools and the location of the settlement, the polymer should have a glass transition temperature below the ambient temperature during use. For example, thermally stable PEI would be more convenient to use on the Moon (Tg = 217 °C), while on a significantly colder day on Mars, ABS ( °C) and PET ( °C) would be sufficient. Perhaps in the near future, other thermoplastic polymers can be explored regarding space 3D printing, and those polymers have even more convenient temperature properties.
- Testing the printers at expected temperatures: It needs to be verified that the printers can operate properly at low or high temperatures (depending on the applications). All the printer parts must remain functional with respect to temperatures. Otherwise, those parts have to be replaced by another material, or the design has to be modified to ensure reliable performance.
- Establishing an artificial atmosphere inside the operational location: In the case of a polymer FDM printer, it is possible to delay its usage until an artificial atmosphere inside the habitat is established. This way, the design does not have to be modified that much, and no meteoroid protection is required as well. However, this essentially delays the use of the printer for a long time. Assuming that the airlock doors have to be made from polymer material, this option is also hardly feasible, as maintaining the atmosphere inside the habitat is impossible without the airlocks. Establishing a large dome for the habitat printing is completely unrealistic as well, as too many extra items would have to be brought from Earth for that. However, this option is convenient for small general-use polymer printers when humans arrive in the constructed habitat. Moreover, printers inside the spacecraft with astronauts are by default covered by this measure, as astronauts require an artificial atmosphere on board a spacecraft anyway.
4.4. Near-Vacuum Conditions
- Balance between reaction time and evaporation rate: The same reasoning as discussed in the previous section applies—the absence of water vapor in the ambience negates the humidity equilibrium effects. This leads to liquids rapidly evaporating from the surface where they were deposited. Lowering the temperature slows down both the reaction time and the evaporation rate. An optimal temperature for the reaction has to be determined, which reduces the ink loss and does not slow down the reaction too much. Hence, this is another motivation for a careful choice of habitat location.
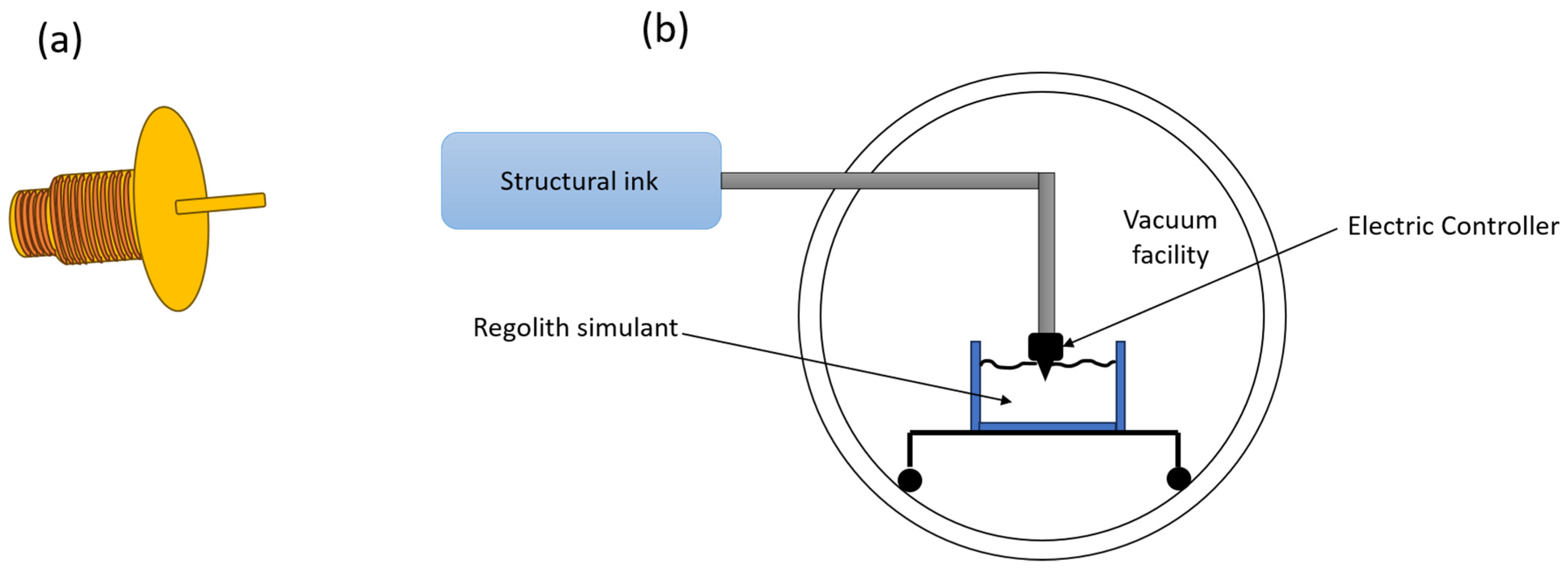
- Modify the ink structure or composition: One way to avoid ink evaporation is to force the ink to be in droplets with sufficiently high internal pressure. Two factors affect the evaporation of the droplet: droplet size and cavity size inside the bulk of regolith. If the cavity size is small enough as compared to the droplet, liquid behavior is driven mainly by capillary forces, which stop it from evaporating. These effects have to be thoroughly tested with either real regolith or regolith simulant and the proposed ink. Ink structure or composition might result in a different droplet size, benefiting the process. Optimizing the droplet size might also offer a bigger temperature window for the printing process, allowing you to choose the habitat location from a wider range of locations.
- Perform printing inside a pressurized chamber: This measure is only related to the small FDM printers, as having a large, pressurized dome for habitat printing does not seem to be feasible. Pressure can allow for more reliable tool printing, as the molten polymer will be less likely to float away and more likely to stick with the previously deposited polymer. Although it is not necessary, if other precautions are taken and the polymer is sufficiently thick, it might be a guarantee for a good printing outcome. However, pressurizing a chamber might require a lot of energy, and perhaps it would be better to simply reprint the part. Furthermore, if astronauts would require a small tool to be printed, it would usually mean that the habitat is already fully set up and an artificial atmosphere and pressure are present.
4.5. Low Gravity
- Depositing the material directly onto the buildup instead of “dropping” it: This measure can be used for both binding deposition and FDM techniques. On Earth, due to gravity and pressure, liquid and molten substances flow directly downward and reach the designated place to solidify. In space, this is not necessarily going to happen. In the case of D-shape printers, the nozzles can be modified to inject the binder directly into the layer of regolith. In order to prevent deformities due to injection, the layer where binder is injected has to be rolled or evened out in some other way immediately before the binder solidifies the deformed regolith. Thankfully, due to the low reaction rate discussed previously, there is a wide time window for doing this. When it comes to FDM printers, it is possible to make a fully mobile nozzle (movable in all three axes and also rotated), which can follow the path specified by the software and directly deposit the material on top of previously placed material. In fact, this method is already being successfully used by the current FDM printers that are operating in space.
- Using sufficiently thick material: This is one of the reasons why only three thermoplastic polymers (ABS, PET, and PEI) out of a wide selection are used in space. A thick polymer is less likely to start floating around when deposited in a molten state and is more likely to bind to previously deposited layers. It also ensures a more uniform material distribution without irregularities. This measure is less valid for the binder deposition, as the optimal binder composition is determined by the regolith composition, and the binder should be more liquid in order to wet as much regolith as possible and ensure a good structure.
- Accounting for no supporting structure when designing a tool: This measure is quite straight-forward, as supporting structures are useless in zero-gravity conditions. Humans will have to adapt the commodity tools to have a less complicated shape so they are printable by the FDM printer. On the surface of the Moon or Mars, it might be possible to deploy supporting structures again (especially on Mars, which has higher gravity than that on the Moon), giving more freedom in tool selection. This measure is again not applicable to binder deposition habitat printing because gravity is still going to exist on the Moon and Mars, making printing over the inflatable support possible.
- Accounting for microgravity effects: Microgravity effects are one of the biggest issues when it comes to zero-gravity printing. When there is no general gravity acting upon the whole printing setup, the printed item might be essentially glued to the platform or other support that was used for the printing due to the attraction between them. Potential solutions to the problem include fully suspending the printed item inside the printing chamber, which goes in line with a fully mobile printing nozzle, or applying some sort of release agent, which prevents the surfaces of the tool and supporting platform from strong contact and hence microgravity adhesion. The former measure requires a more complicated printing mechanism (which is already implemented, however). The latter required extra material to carry into space, but it can help when a small amount of gravity is present, making suspension not feasible.
- Adapting traveling mechanisms for the Moon and Mars: This measure is more related to the safety of the printers than printing itself. Different gravity combined with ground composition and surface topology might create issues when transporting the fragile printer mechanisms on the surface of other celestial bodies. It has to be ensured that printers are transported safely and gently, without the risk of tripping over them. Multiple Lunar and Martian missions have already been conducted with various rovers deployed, and those should be able to provide enough information about the friction and viscosity of the ground.
4.6. Autonomy
- Mobility of the printer: The printing machine will have to be moved from the spacecraft and installed on the building site. In some scenarios, the printer is fully mobile on its own. In any scenario, having to automatically move the printer without human involvement to the required location is necessary. To ensure safe transportation of the printer on a Lunar or Martian surface, factors like ground structure (homogeneous solid surface or sand), evenness, and friction are important. The movement of the printer has to be carefully adjusted for these factors to ensure safety and reduce energy consumption.
- Choice of the landing site: Related to the previously discussed point, the landing site has to be chosen carefully to account for readily available printing resources, optimal ground composition, the amount and periodicity of incoming solar light (for energy purposes), and temperature conditions. The goal of choosing a landing site is to reduce the total energy required for building a habitat, ensure safe construction, and reduce the effect of environmental hazards in the printing process.
- Material delivery: Besides the 3D printer itself, there has to be an additional robot for gathering the material and delivering it to the printer’s feed. It is likely going to be more optimal to have a separate machine do it while the printer is constructing the habitat. It is also safer for the printer, as during the material gathering, accidents might occur and damage the equipment. However, it needs to be made sure that the gathering module transports and deposits the material into the printer feed with no issues, which can be tested on Earth.
- Assembly: Depending on the printer type, it might be necessary to transport printer parts and assemble them on the Lunar or Martian surface. For example, a D-shape printer takes up a lot of volume when assembled and is considerably more compact when taken apart. Therefore, there has to be an assembly module included with the rest of the payload for such transportation, and the autonomous assembly has to be thoroughly tested on Earth and in orbit, as failing to assemble can damage the components and fail the mission. In the case of orbit testing, however, it might be necessary to simulate the gravity conditions of the Moon and Mars, as absolute zero gravity is vastly different from at least some gravity present.
- Communication with Earth: As it was mentioned previously in Section 4.2, the possibility of human interference depends upon the mission destination, whether Mars or the Moon. If something goes wrong on the Moon, communication delays are considerably more forgiving, and humans can input the commands that might solve the problem on time. On Mars, the delay is too long to react to the problems. One way to avoid it is to either slow down the preparation and printing processes or to separate the steps into modules, so after each step of operation, the command center on Earth can assess the situation and react accordingly before the next module starts. This might result in considerably higher energy consumption and a longer mission time, but it can significantly reduce the risk of mission failure due to a software error. However, it might be more convenient to use the Lunar mission as a test for the printing handling software, polish it, and then proceed to Mars.
5. Current Progress of 3D Printing in Space
5.1. Habitat Printing: Moon
- Transporting assembled parts of the habitat to Earth and assembling them on the Lunar surface.
- Transporting the building equipment to the Lunar surface, which can process Lunar soil in order to assemble the habitat.
- Transport equipment is needed for digging under the Lunar surface and establishing underground habitats.
- The shape of the desired item is modeled in CAD software.
- The modeled item is separated into layers parallel to the x-y plane with a set thickness (usually 5 mm).
- The sequence of layers, starting from the bottom up, is imported into the printer software.
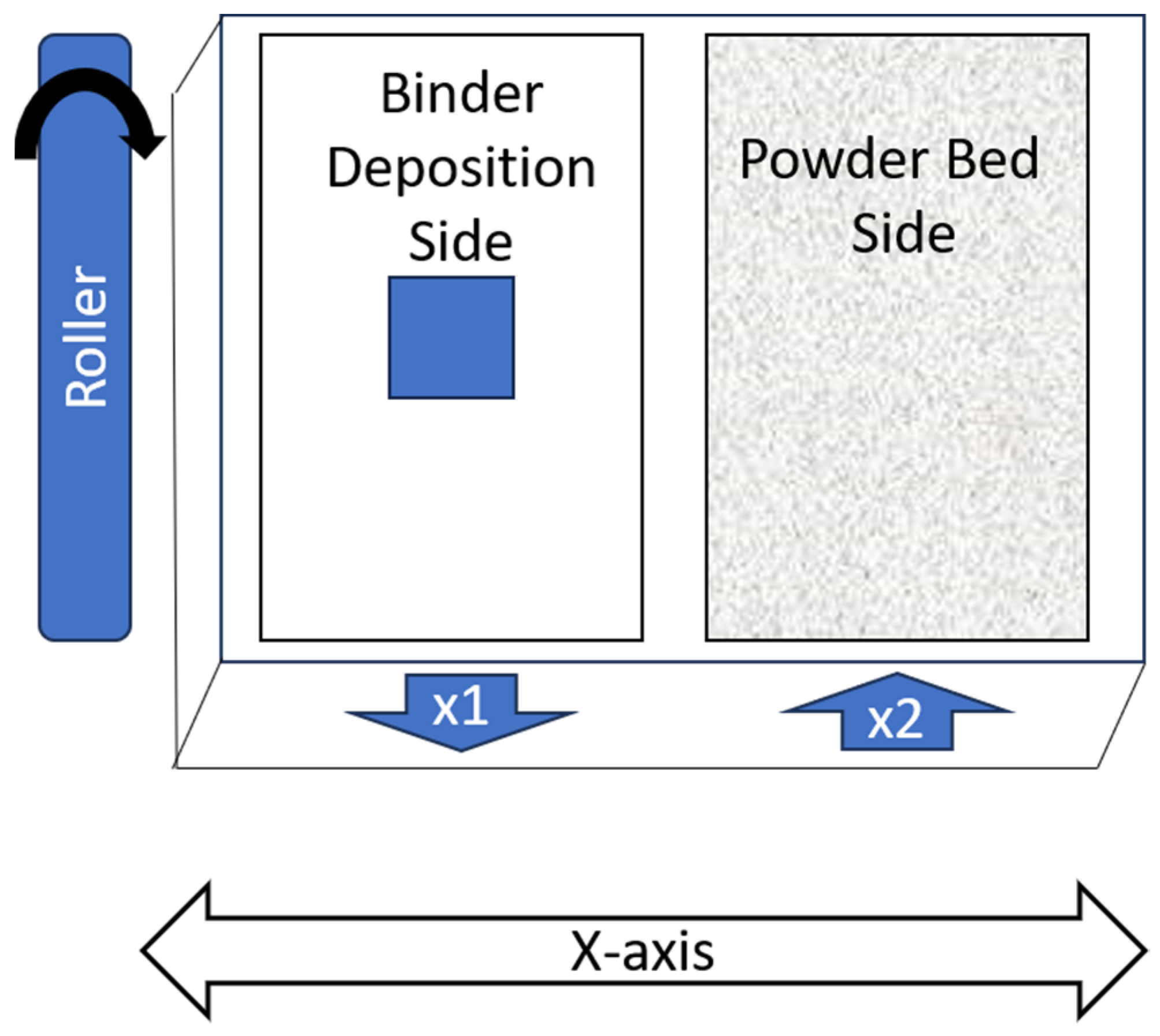
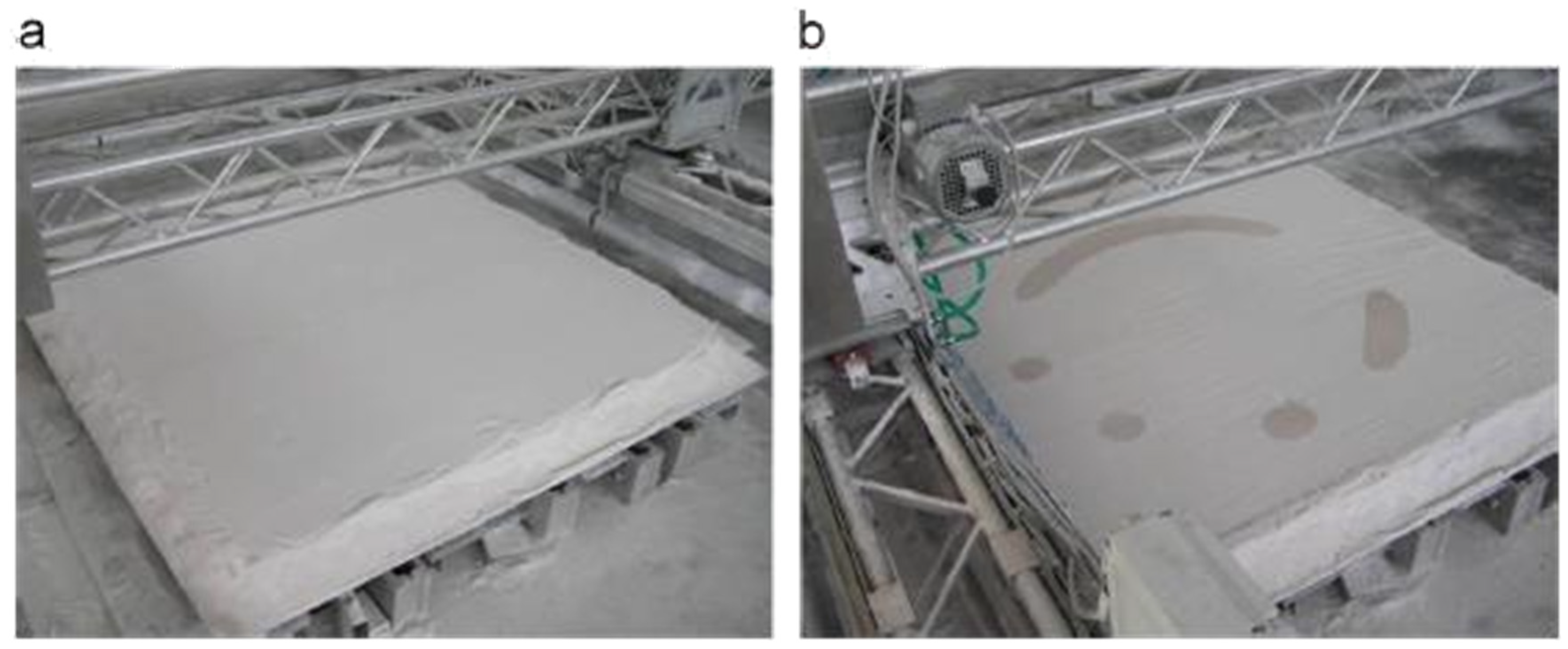
- The material is deposited on the printing platform. Layer thickness after roller pressure is equal to the selected layer pitch. This step can be seen in Figure 14a.
- The printing head moves along the x-axis, spraying binding liquid in the designated places. To overcome the nozzle pitch, movement on the y-axis occurs between the x-axis paths, ensuring complete coverage of the material with binding liquid. This step can be seen in Figure 14b.
- The frame with the mounted printing head is lifted up along the z-axis, and a new layer of material is deposited on top of the bound one.
- The previous two steps are repeated until the programmed modeling sequence is complete.
- The excess material (that is not bound) is removed, and the part is complete.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | DNA-1 (Wt%) | JSC-1A (Wt%) | Lunar Soil Samples (Wt%) |
|---|---|---|---|
| SiO2 | 41.9 | 41 | 47.3 |
| TiO2 | 1.31 | 1.6 | 1.6 |
| Al2O3 | 16.02 | 15.9 | 17.8 |
| Fe2O3 | 14.6 | 18.1 | 0.0 |
| FeO | 0.0 | 0.0 | 10.5 |
| MgO | 6.34 | 4.73 | 9.6 |
| CaO | 12.9 | 13.2 | 11.4 |
| Na2O | 2.66 | 2.5 | 0.7 |
| K2O | 2.53 | 1.05 | 0.6 |
| MnO | 0.213 | 0.24 | 0.1 |
| Cr2O3 | 0.0 | 0.03 | 0.2 |
| P2O5 | 0.341 | 0.63 | 0.0 |
| Total | 98.9 | 99.0 | 99.8 |
5.2. Habitat Printing-Mars
| Oxide | Pathfinder (Wt%) | JSC-1 Mars Simulant (Wt%) |
|---|---|---|
| SiO2 | 44 | 43.5 |
| TiO2 | 1.1 | 3.8 |
| Al2O3 | 7.5 | 23.3 |
| Fe2O3 | 16.5 | 15.6 |
| CaO | 5.6 | 6.2 |
| MgO | 7.0 | 3.4 |
| Na2O | 2.1 | 2.4 |
| Total | 83.8 | 98.2 |
5.3. Spacecraft Parts and General Tools Printing
5.4. Other Techniques
- Non-recyclable materials: As was mentioned many times in this paper, the recyclability of the material is a major concern when it comes to space tool printing. The limited amount of material and low durability of the 3D-printed tools absolutely requires recyclability. This effectively eliminates stereolithography from the list of possible printing techniques, as photopolymers are essentially thermosetting in nature; once they are cured, they cannot be recycled. The same reasoning is used in eliminating the material jetting method, as photopolymer is used there as well.
- Size of printed parts: Items like habitat walls have to have a large size, meaning that it is inconvenient to use controlled environment printing chambers, as those would have to be very large and require a lot of energy to maintain. This makes controlled-environment printing methods like stereolithography and SLS difficult to use for large items, while binder deposition and partially FDM can easily operate in open areas.
- Material state required: In space, where energy is limited and humans are not always available, the material needs to be processed as little as possible before the printing process. This makes SLS not a good option for space manufacturing, as it requires the material to be milled in a powder state. On the contrary, FDM can simply reuse a damaged tool after being melted and reshaped into filaments, and binder deposition machines can perform printing with regolith gatherers, which only need to be placed in layers and rolled.
6. Conclusions
- While there is a wide selection of materials that can be used for 3D printing on Earth, only a very limited amount can be reasonably transported into space. Taking enough material to build one or multiple habitats seems unrealistic, especially considering the fact that the walls have to be thick and strong to protect humans from dangerous environments. Hence, it is necessary to use in-situ resources when constructing the habitat and potentially utilize in-situ resources for the synthesis of usable binders. By exploring the underground of the planets, it could be possible to dig and construct an underground shelter that offers high protection from meteoroid strikes and radiation due to the potentially high wall/ceiling thickness. However, for this to become possible, more exploration is required. If the raw resources are not usable, perhaps the possibility of synthesizing printing material will open once more information about the availability of those resources is known. This would require extra energy and possibly complex equipment, but the result might make the Martian colony independent from Earth.
- The danger of meteoroid impact persists not only for potential humans and habitats on Mars but also for 3D printing equipment and unfinished habitats. Printing equipment itself can contain vulnerable components that might get damaged by smaller strikes. Initial stages of printing, which are expected to be most vulnerable due to unfinished structures and exposed printing equipment, are expected to be carried out without supervision by humans, eliminating the possibility of easy repair. Material for building the habitat should also have enough impact resistance to withstand small strikes.
- Temperature affects 3D printing and material cure to a very large extent, and therefore printing machines, processes, materials, and habitat location have to be established together as they affect each other closely. Near-vacuum conditions due to the thin atmosphere make the problem worse, especially if the binder that is used to solidify Martian regolith is a liquid. On Earth, the evaporation behavior of liquids is governed by the presence of water vapor in the atmosphere. However, the atmosphere is nearly absent on Mars, and hence no water vapor is present. This would result in the deposited liquid rapidly evaporating into the atmosphere and, immediately afterwards, freezing due to low temperatures.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ABS | Acrylonitrile, butadiene, and styrene | PE | Polyethylene |
| AI | Artificial intelligence | PEEK | Polyether ether ketone |
| AM | Additive manufacturing | PEI | Polyetherimide |
| CAD | Computer-aided design | PET | Polyethylene terephthalate |
| DLP | Digital Light Processing | PLA | Polylactic acid |
| FDM | Fused Deposition Modeling | SLS | Selective Laser Sintering |
| PCL | Polycaprolactone | UV | Ultraviolet |
References
- Gale, A.; Ramachandran, N. Space colonisation. Aerosp. Am. 2008, 46, 77. [Google Scholar]
- Burelle, A. Mining the moon: A first step in harnessing extraterrestrial resources. In Proceedings of the 61th International Astronautical Congress IAC, Prague, Czech Republic, 27 September–1 October 2010; pp. 6914–6918. [Google Scholar]
- Homeck, G.; Bhim, V.; Gitelson, J.I. Opportunities and constraints of closed man-made ecological systems on the moon. Adv. Space Res. 1994, 14, 271–280. [Google Scholar]
- Akins, F.R.; Connors, M.M.; Harrison, A.A. Living Aloft: Human Requirements for Extended Spaceflight. NASA SP-483; NASA: Washington, DC, USA, 1986. [Google Scholar]
- Jozuka, E. 3d Printing in Space Is Really Hard. 2015. Available online: https://motherboard.vice.com/enus=article=4x3pzn=3d-printing-in-space-is-really-hard (accessed on 13 June 2018).
- Raval, S. Exploration colonization resource extraction and utilization of moon and mars. In Proceedings of the International Astronautical Congress IAC, Cape Town, South Africa, 3–7 October 2011; Volume 9, pp. 7845–7851. [Google Scholar]
- O’Connor, G.W.; Trigwell, S.; Bose, S.; Bandyopadhyay, A.; Balla, V.K.; Roberson, L.B. First demonstration on direct laser fabrication of lunar regolith parts. Rapid Prototyp. J. 2012, 18, 451–457. [Google Scholar]
- Gannon, M. 3d Printer Could Transform Moon Dirt into Lunar Base. 2012. Available online: https://www.space.com/18694-moon-dirt-3d-printing-lunar-base.html (accessed on 13 June 2018).
- McGregor, W.; Pope, R.D.; Bodiford, M.P.; Fiske, M.R. In situ resource-based lunar and martian habitat structures development at nasa/msfc. In Proceedings of the 1st Space Exploration Conference: Continuing the Voyage of Discovery, Orlando, FL, USA, 30 January–1 February 2005. [Google Scholar]
- Reichert, M.; Rettberg, P.; Seboldt, W.; Manzey, D.; Comet, B.; Maillet, A.; Preiss, H.; Schauer, L.; Dussap, C.G.; Poughon, L.; et al. Humex, a study on the survivability and adaptation of humans to long-duration exploratory missions, part ii: Missions to mars. Adv. Space Res. 2006, 38, 752–759. [Google Scholar]
- Liacouras, P.; Schmid, J.R.; Parsons, M.; Kondor, S.; Grant, G. On demand additive manufacturing of a basic surgical kit. J. Med. Devices 2013, 7, 030916. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Leach, N. 3D printing in space. Archit. Des. 2014, 84, 108–113. [Google Scholar] [CrossRef]
- Hedayati, R.; Ghavidelnia, N.; Sadighi, M.; Bodaghi, M. Improving the accuracy of analytical relationships for mechanical properties of permeable metamaterials. Appl. Sci. 2021, 11, 1332. [Google Scholar] [CrossRef]
- Roudbarian, N.; Jebellat, E.; Famouri, S.; Baniasadi, M.; Hedayati, R.; Baghani, M. Shape-memory polymer metamaterials based on triply periodic minimal surfaces. Eur. J. Mech. A/Solids 2022, 96, 104676. [Google Scholar] [CrossRef]
- Hedayati, R.; Güven, A.; Van Der Zwaag, S. 3D gradient auxetic soft mechanical metamaterials fabricated by additive manufacturing. Appl. Phys. Lett. 2021, 118, 141904. [Google Scholar] [CrossRef]
- Wong, J.Y. 3D printing applications for space missions. Aerosp. Med. Hum. Perform. 2016, 87, 580–582. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Ren, L.; Song, Z.; Li, G.; Zhang, J.; Li, B.; Wu, Q.; Li, W.; Ren, L.; Liu, Q. Advances in 3D/4D printing of mechanical metamaterials: From manufacturing to applications. Compos. Part B Eng. 2023, 254, 110585. [Google Scholar] [CrossRef]
- Shahrjerdi, A.; Karamimoghadam, M.; Bodaghi, M. Enhancing Mechanical Properties of 3D-Printed PLAs via Optimization Process and Statistical Modeling. J. Compos. Sci. 2023, 7, 151. [Google Scholar] [CrossRef]
- Pingale, P.; Dawre, S.; Dhapte-Pawar, V.; Dhas, N.; Rajput, A. Advances in 4D printing: From stimulation to simulation. Drug Deliv. Transl. Res. 2023, 13, 164–188. [Google Scholar] [CrossRef] [PubMed]
- Nazir, A.; Gokcekaya, O.; Billah, K.M.M.; Ertugrul, O.; Jiang, J.; Sun, J.; Hussain, S. Multi-material additive manufacturing: A systematic review of design, properties, applications, challenges, and 3D Printing of materials and cellular metamaterials. Mater. Des. 2023, 226, 111661. [Google Scholar] [CrossRef]
- Karamimoghadam, M.; Dezaki, M.L.; Zolfagharian, A.; Bodaghi, M. Influence of post-processing CO2 laser cutting and FFF 3D printing parameters on the surface morphology of PLAs: Statistical modelling and RSM optimisation. Int. J. Lightweight Mater. Manuf. 2023, 6, 285–295. [Google Scholar] [CrossRef]
- Tan, K.C.; Teoh, S.H.; Zein, I.; Hutmacher, D.W. Fused deposition modeling of novel scaffold architectures for tissue engineering applications. Biomaterials 2002, 23, 1169–1185. [Google Scholar]
- Zein, I.; Ng, K.W.; Teoh, S.H.; Tan, K.C.; Hutmacher, D.W.; Schantz, T. Mechanical properties and cell structural response of polycaprolactone scaffolds designed and fabricated via fused deposition modeling. J. Biomed. Mater. 2001, 55, 203–216. [Google Scholar]
- Odell, D.; Roundy, S.; Wright, P.K.; Ahn, S.-H.; Montero, M. Anisotropic material properties of fused deposition modeling abs. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar]
- Sathies, T.; Senthil, P.; Anoop, M. A review on advancements in applications of fused deposition modelling process. Rapid Prototyp. J. 2020, 26, 669–687. [Google Scholar]
- Hedayati, R.; Lakshmanan, S. Pneumatically-actuated acoustic metamaterials based on Helmholtz resonators. Materials 2020, 13, 1456. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, Á. Fused deposition modelling: Current status, methodology, applications and future prospects. Addit. Manuf. 2021, 47, 102378. [Google Scholar] [CrossRef]
- Roudbarian, N.; Baniasadi, M.; Nayyeri, P.; Ansari, M.; Hedayati, R.; Baghani, M. Enhancing shape memory properties of multi-layered and multi-material polymer composites in 4D printing. Smart Mater. Struct. 2021, 30, 105006. [Google Scholar] [CrossRef]
- Wallace, J.; Wang, M.O.; Thompson, P.; Busso, M.; Belle, V.; Mammoser, N.; Kim, K.; Fisher, J.P.; Siblani, A.; Xu, Y.; et al. Validating continuous digital light processing additive manufacturing accuracy and tissue engineering utility of a dye-initiator package. Biofabrication 2014, 6, 015003. [Google Scholar] [CrossRef]
- Grinevich, O.V.; Mejiritski, A.; Neckers, D.C.; Specht, K.G. Method for Forming Polymeric Patterns, Relief Images and Colored Polymeric Bodies Using Digital Light Processing Technology. Patent US 6200646 B1, 13 March 2001. [Google Scholar]
- Beaman, J.; Marcus, H.; Barlow, J.; Agarwala, M.; Bourell, D. Direct selective laser sintering of metals. Rapid Prototyp. J. 1995, 1, 26–36. [Google Scholar]
- Williams, J.M.; Adewunmi, A.; Schek, R.M.; Flanagan, C.L.; Krebsbach, P.H.; Feinberg, S.E.; Hollister, S.J.; Das, S. Bone tissue engineering using polycapro-lactone scaffolds fabricated via selective laser sintering. Biomaterials 2005, 26, 4817–4827. [Google Scholar] [CrossRef]
- Van Vaerenbergh, J.; Froyen, L.; Rombouts, M.; Kruth, J.-P.; Mercelis, P. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar]
- Williams, C.B.; Moore, J.P. Fatigue properties of parts printed by polyjet material jetting. Rapid Prototyp. J. 2015, 21, 675–685. [Google Scholar]
- Perry, N.; Zhao, Y.F.; Meteyer, S.; Xu, X. Energy and material flow analysis of binder-jetting additive manufacturing processes. Procedia CIRP 2014, 15, 19–25. [Google Scholar]
- Karim, H.; Delfin, D.; Lin, Y.; Espalin, D.; MacDonald, E.; Wicker, R.B.; Gaytan, S.M.; Cadena, M.A. Fabrication of barium titanite by binder jetting additive manufacturing technology. Ceram. Int. 2015, 41, 6610–6619. [Google Scholar]
- Cucinotta, F.A.; Hu, S.; Schwadron, N.A.; Kozarev, K.; Townsend, L.W.; Kim, M.-H.Y. Space radiation risk limits and earth-moon-mars environmental models. Space Weather. 2010, 8, S00E09. [Google Scholar] [CrossRef]
- De Kestelier, X.; Benvenuti, S.; Cesaretti, G. Living on the moon: Topological optimization of a 3d-printed lunar shelter. Nexus Netw. J. 2013, 15, 285–302. [Google Scholar]
- Kobayashi, S.; Yamashita, N.; Miyajima, M.; Sakurai, K.; Hasebe, N.; Hayatsu, K.; Hareyama, M. Radiation doses for human exposed to galactic cosmic rays and their secondary products on the lunar surface. Biol. Sci. Space 2008, 22, 59–66. [Google Scholar]
- Li, Z.; Wang, Q.; Liu, G. A review of 3D printed bone implants. Micromachines 2022, 13, 528. [Google Scholar] [CrossRef]
- Ghavidelnia, N.; Hedayati, R.; Sadighi, M.; Mohammadi-Aghdam, M. Development of porous implants with non-uniform mechanical properties distribution based on CT images. Appl. Math. Model. 2020, 83, 801–823. [Google Scholar] [CrossRef]
- Honigmann, P.; Sharma, N.; Okolo, B.; Popp, U.; Msallem, B.; Thieringer, F.M. Patient-specific surgical implants made of 3D printed PEEK: Material, technology, and scope of surgical application. BioMed Res. Int. 2018, 2018, 4520636. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hedayati, R.; Yousefi, A.; Dezaki, M.L.; Bodaghi, M. Analytical relationships for 2D Re-entrant auxetic metamaterials: An application to 3D printing flexible implants. J. Mech. Behav. Biomed. Mater. 2023, 143, 105938. [Google Scholar] [CrossRef]
- Reichert, M.; Rettberg, P.; Seboldt, W.; Manzey, D.; Comet, B.; Maillet, A.; Preiss, H.; Schauer, L.; Dussap, C.G.; Poughon, L.; et al. Humex, a study on the survivability and adaptation of humans to long-duration exploratory missions, part i: Lunar missions. Adv. Space Res. 2003, 31, 2389–2401. [Google Scholar]
- Suedfeld, P. Historical space psychology: Early terrestrial explorations as mars analogues. Planet. Space Sci. 2010, 58, 639–645. [Google Scholar] [CrossRef]
- Ferlazzo, F.; Kanas, N.; Weiss, K.; Schneider, S.; Whiteley, I.; De La Torre, G.G.; van Baarsen, B. Future perspectives on space psychology: Recommendations on psychosocial and neurobehavioural aspects of human spaceflight. Acta Astronaut. 2012, 81, 587–599. [Google Scholar]
- De Kestelier, X.; Colla, V.; Pambaguian, L.; Cesaretti, G.; Dini, E. Building components for an outpost on the lunar soil by means of a novel 3dprinting technology. Acta Astronaut. 2012, 93, 430–450. [Google Scholar]
- NASA. Moon Fact Sheet. 2017. Available online: https://svs.gsfc.nasa.gov/4537 (accessed on 15 May 2018).
- Barker, G.C.; Mehta, A. The dynamics of sand. Rep. Prog. Phys. 1994, 57, 4. [Google Scholar]
- Bocam, K.J.; Bodkin, D.K.; Escalera, P. A human lunar surface base and infrastructure solution. In Proceedings of the Space 2006, San Jose, CA, USA, 19–21 September 2006. [Google Scholar]
- Hedayati, R.; Sadighi, M. Effect of using an inner plate between two faces of a sandwich structure in resistance to bird-strike impact. J. Aerosp. Eng. 2016, 29, 04015020. [Google Scholar] [CrossRef]
- Hedayati, R.; Ziaei-Rad, S. Foam-core effect on the integrity of tailplane leading edge during bird-strike event. J. Aircr. 2011, 48, 2080–2089. [Google Scholar] [CrossRef]
- Malhotra, R.; JeongAhn, Y. The current impact flux on mars and its seasonal variation. arXiv 2015, arXiv:1503.03885v1. [Google Scholar]
- Jull, A.J.T.; Berry, F.J.; Bevan, A.W.R.; Cloudt, S.; Pillinger, C.T.; Bland, P.A.; Smith, T.B. The flux of meteorites to the earth over the last 50 000 years. Mon. Not. R. Astron. Soc. 1996, 283, 551–565. [Google Scholar]
- Ivanov, B. Mars/moon cratering rate estimates. Chronol. Evol. Mars 2001, 96, 87–104. [Google Scholar]
- space.com Staff. Pow! Mars Hit by Space Rocks 200 Times a Year. 2013. Available online: https://www.space.com/21198-mars-asteroid-strikes-common.html (accessed on 15 June 2018).
- Frost, R. How Often Do Meteoroids Hit the Moon? 2016. Available online: https://www.forbes.com/sites/quora/2016/12/29/how-often-do-meteoroids-hit-the-moon/23d478b86f2b (accessed on 15 June 2018).
- D-Shape—Official Webpage. 2018. Available online: https://d-shape.com/ (accessed on 1 June 2018).
- De Kestelier, X.; Colla, V.; Pambaguian, L.; Ceccanti, F.; Dini, E. 3d printing technology for a moon outpost exploiting lunar soil. In Proceedings of the 61st International Astronautical Congress, Prague, Czech Republic, 27 September–1 October 2010. [Google Scholar]
- Laul, J.C.; Papike, J.J.; Simon, S.B. The lunar regolith’ chemistry, mineralogy, and petrology. Rev. Geophys. Space Phys. 1982, 20, 761–826. [Google Scholar]
- Wyatt, M.B.; McSween, H.Y., Jr.; Taylor, G.J. Elemental composition of the martian crust. Science 2009, 324, 736–739. [Google Scholar]
- Straub, J.; Kading, B. Utilizing in-situ resources and 3d printing structures for a manned mars mission. Acta Astronaut. 2014, 107, 317–326. [Google Scholar]
- Pillay, S.; Sen, S.; Carranza, S. Multifunctional martian habitat composite material synthesized from in situ resources. Adv. Space Res. 2010, 46, 582–592. [Google Scholar]
- Wagner, R.; Zubrin, R. Exploring mars. In The Case for Mars, 1st ed.; Simon & Schuster: New York, NY, USA, 1997; Chapter 6; pp. 139–156. [Google Scholar]
- Pfahnl, A.C.; Wong, J.Y. 3d printing of surgical instruments for long-duration space missions. Aviat. Space Environ. Med. 2014, 85, 758–763. [Google Scholar]
- Hedayati, R.; Yousefi, A.; Bodaghi, M. Sandwich structures with repairable cores based on truncated cube cells. Compos. Part B Eng. 2022, 243, 110124. [Google Scholar] [CrossRef]
- Sells, E.; Pejman, I.; Olliver, V.; Jones, R.; Haufe, P. Reprap—The replicating rapid prototyper. Robotica 2011, 29, 177–191. [Google Scholar]
- Parsons, M.; Leake, S.; Straub, J.; McGuire, T.; Hirsch, M. Design of an in-space 3d printer. Proceedings 2016, 9838, 256–265. [Google Scholar]
- 3D Hubs. Petg 3d printing. 2018. Available online: https://www.3dhubs.com/3d-printing/plastic/petg (accessed on 12 June 2023).
- 3D Hubs. Abs 3d printing. 2018. Available online: https://www.3dhubs.com/3d-printing/plastic/abs (accessed on 12 June 2023).
- Davies, S. Made in Space to Use pei/pc Polymer on International Space Station 3d Printing Platform. The Magazine for Design-to-Manufacturing Innovation. 2017. Available online: https://www.tctmagazine.com/additive-manufacturing-3d-printing-news/made-in-space-peipc-polymer-international-space-stationm (accessed on 12 June 2023).
- Kim, S.H.; Yeon, S.M.; Lee, J.H.; Kim, Y.W.; Lee, H.; Park, J.; Lee, N.K.; Choi, J.P.; Aranas, C., Jr.; Lee, Y.J.; et al. Additive manufacturing of a shift block via laser powder bed fusion: The simultaneous utilisation of optimised topology and a lattice structure. Virtual Phys. Prototyp. 2020, 15, 460–480. [Google Scholar] [CrossRef]







| Polymer | Chemical Formula | Glass Transition Temperature | Melting Point | Density | Characteristics |
|---|---|---|---|---|---|
| PCL | (C6H10O2)n | −60 °C | 60 °C | 1145 |
|
| PEEK | 143 °C | 343 °C | 1320 |
| |
| ABS | 105 °C | No true melting point | 1070 |
| |
| Nylon 66 | 70 °C | 264 °C | 1140 |
| |
| PLA | 65 °C | 155 °C | 1300 |
|
| Lunar Base Configurations Considered | Characteristics | Assessment |
|---|---|---|
Square |
| Risk associated with airlock failure is too high. Unacceptable |
In-line |
| Risk associated with airlock failure is too high. Unacceptable |
Right triangle |
| Risk associated with airlock failure is present, but less than in the previous configuration. |
Star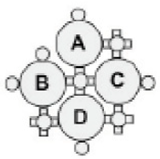 |
| Risk associated with airlock failure is absent. Acceptable |
Staggered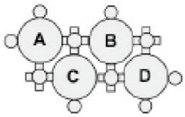 |
| Risk associated with airlock failure is absent, more exits than in star configuration. Optimal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hedayati, R.; Stulova, V. 3D Printing for Space Habitats: Requirements, Challenges, and Recent Advances. Aerospace 2023, 10, 653. https://doi.org/10.3390/aerospace10070653
Hedayati R, Stulova V. 3D Printing for Space Habitats: Requirements, Challenges, and Recent Advances. Aerospace. 2023; 10(7):653. https://doi.org/10.3390/aerospace10070653
Chicago/Turabian StyleHedayati, Reza, and Victoria Stulova. 2023. "3D Printing for Space Habitats: Requirements, Challenges, and Recent Advances" Aerospace 10, no. 7: 653. https://doi.org/10.3390/aerospace10070653
APA StyleHedayati, R., & Stulova, V. (2023). 3D Printing for Space Habitats: Requirements, Challenges, and Recent Advances. Aerospace, 10(7), 653. https://doi.org/10.3390/aerospace10070653