
Electric Aerospace Actuator Manufactured by Laser Powder Bed Fusion
 , ,
, ,  , , ,
, , ,
Abstract
:1. Introduction
- A 75% reduction in emissions.
- A 90% reduction in emissions.
- The perceived noise of flying aircraft reduced by 65%.
- Air vehicles designed and manufactured to be recyclable.
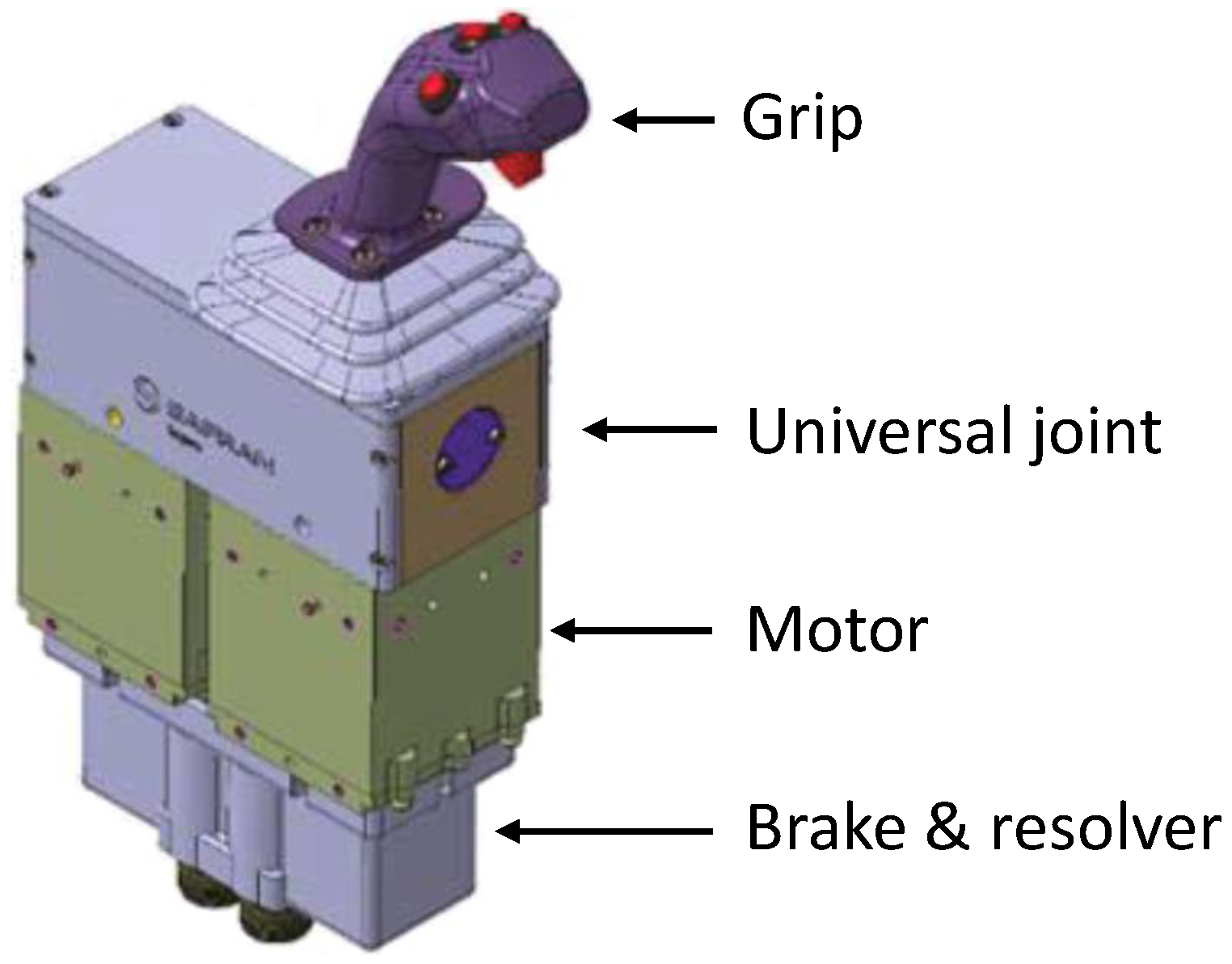
2. Case Study
3. Material Assessment and Testing
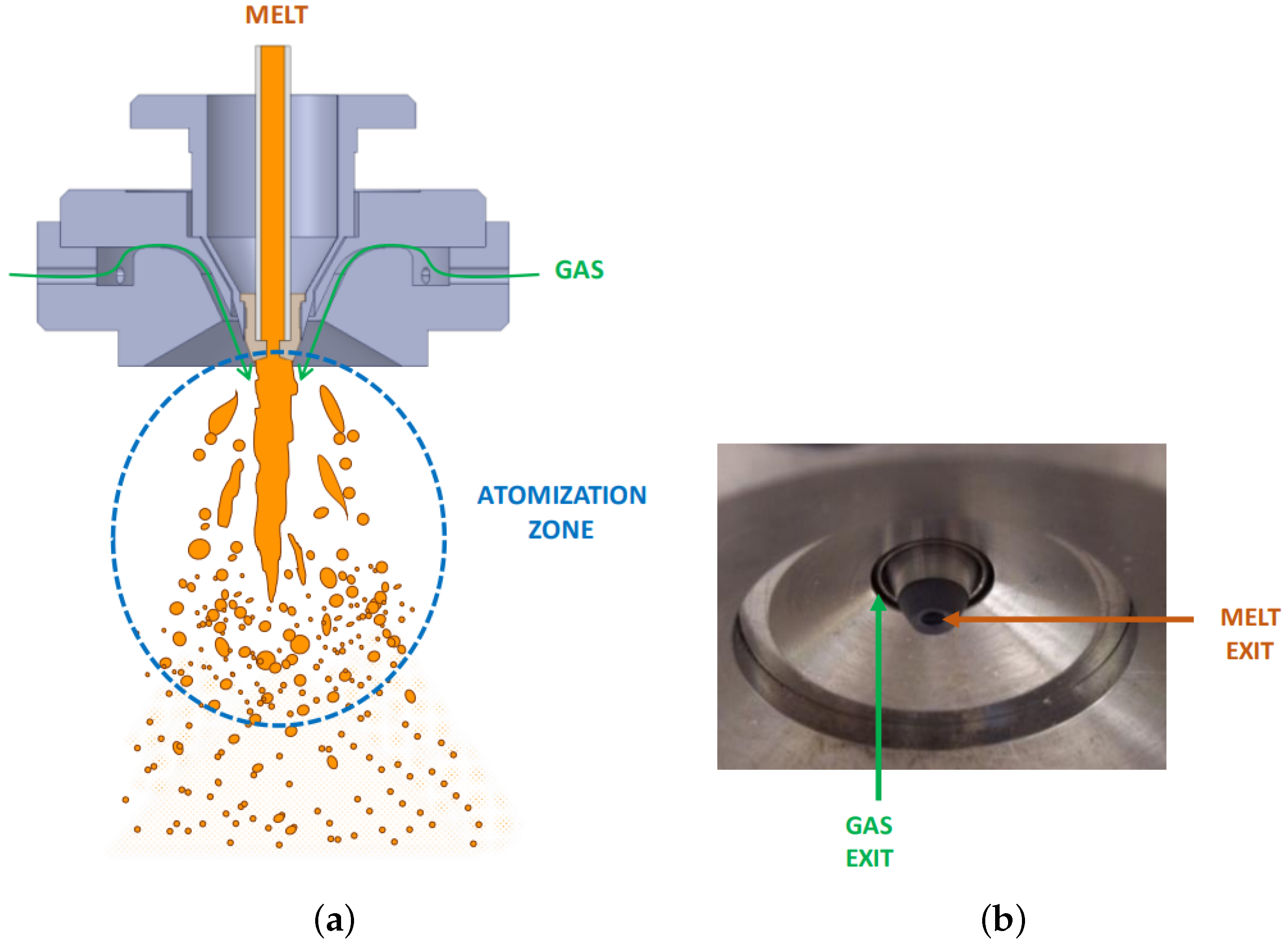
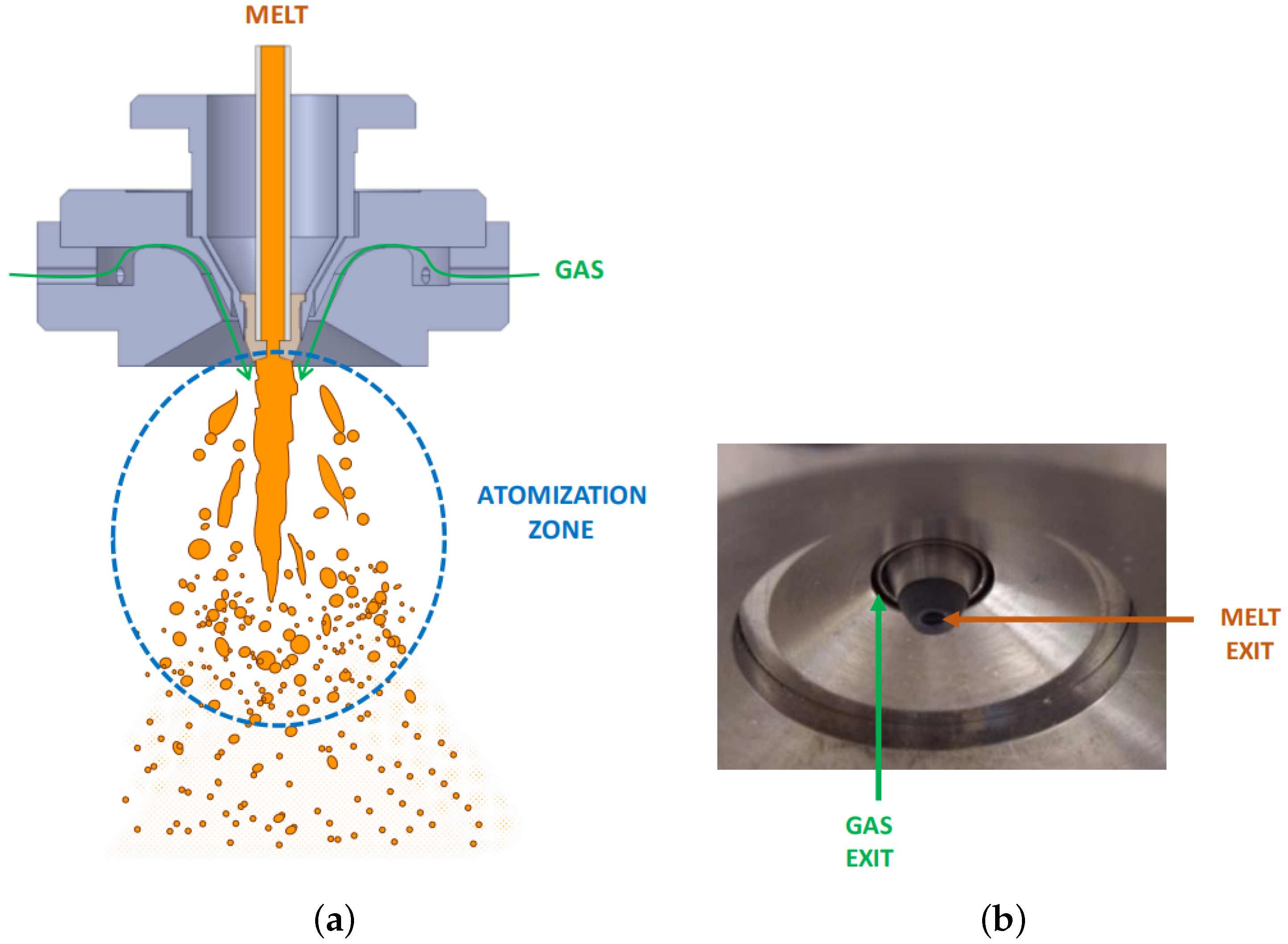
3.1. Gas Atomisation of Soft Magnetic Materials
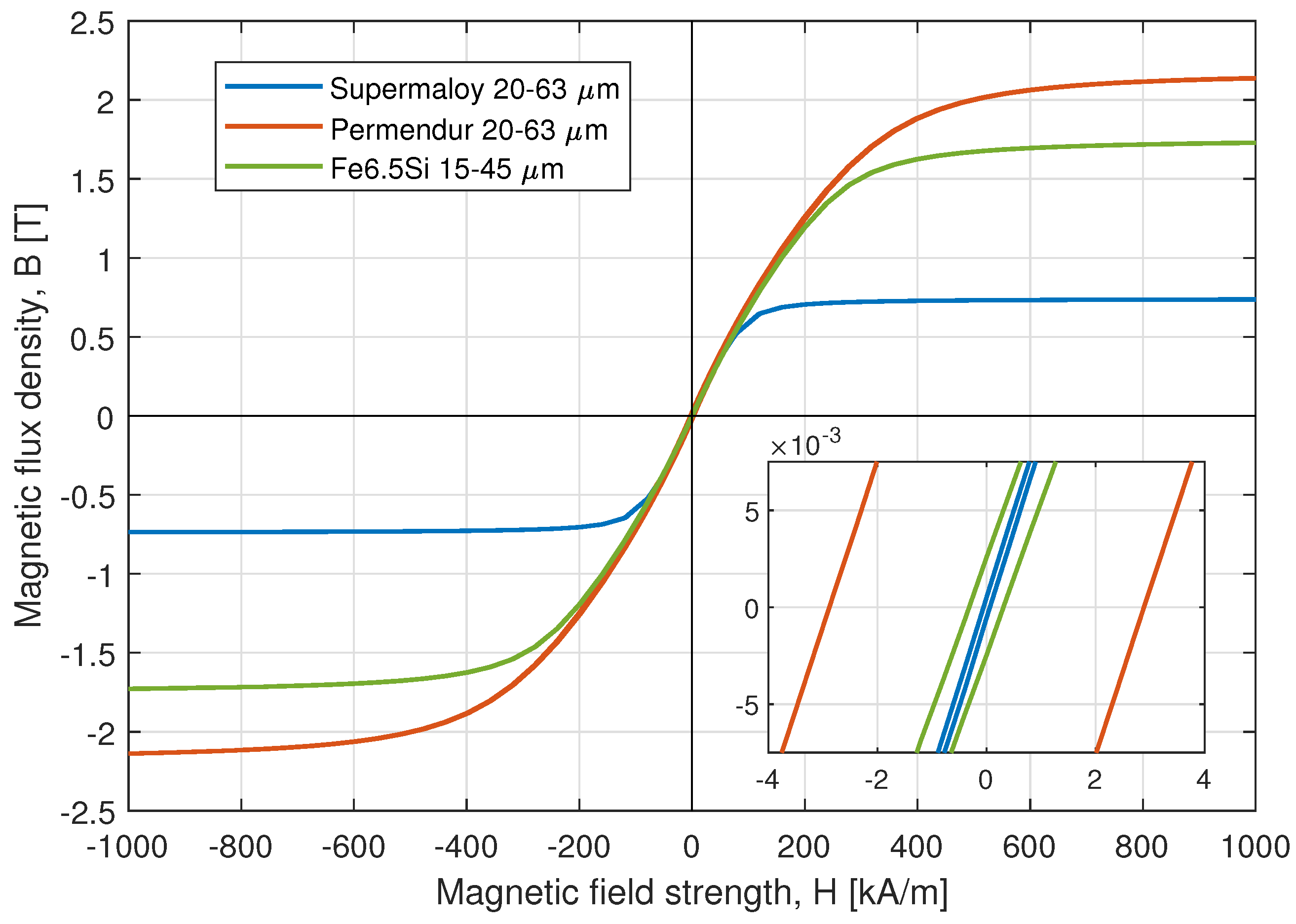
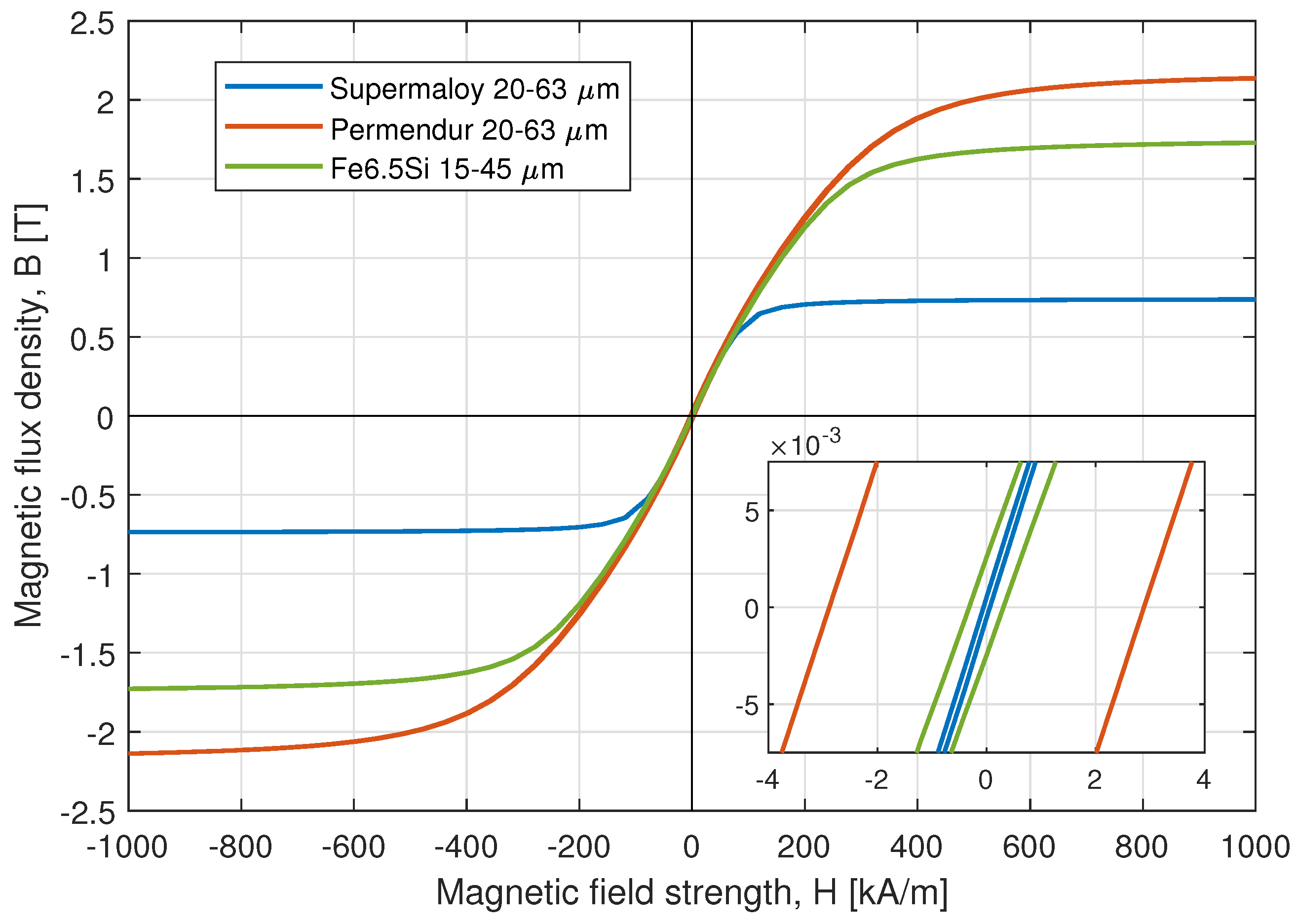
- Supermalloy: An 80% nickel–iron–molybdenum alloy with extremely high initial and maximum permeability and minimum hysteresis loss. It is used primarily for transformer cores, tape-wound toroids, electromagnetic shielding and laminations operating at very low magnetic field strengths. Supermalloy has been manufactured via LPBF/SLM, for instance, in [46].
- Fe6.5Si: A soft magnetic alloy with high magnetic permeability, low coercive force and low iron loss. The main advantage of this material is that it has the lowest price among the options analysed. Additionally, this material has also presented promising results in terms of magnetic properties [47,48].
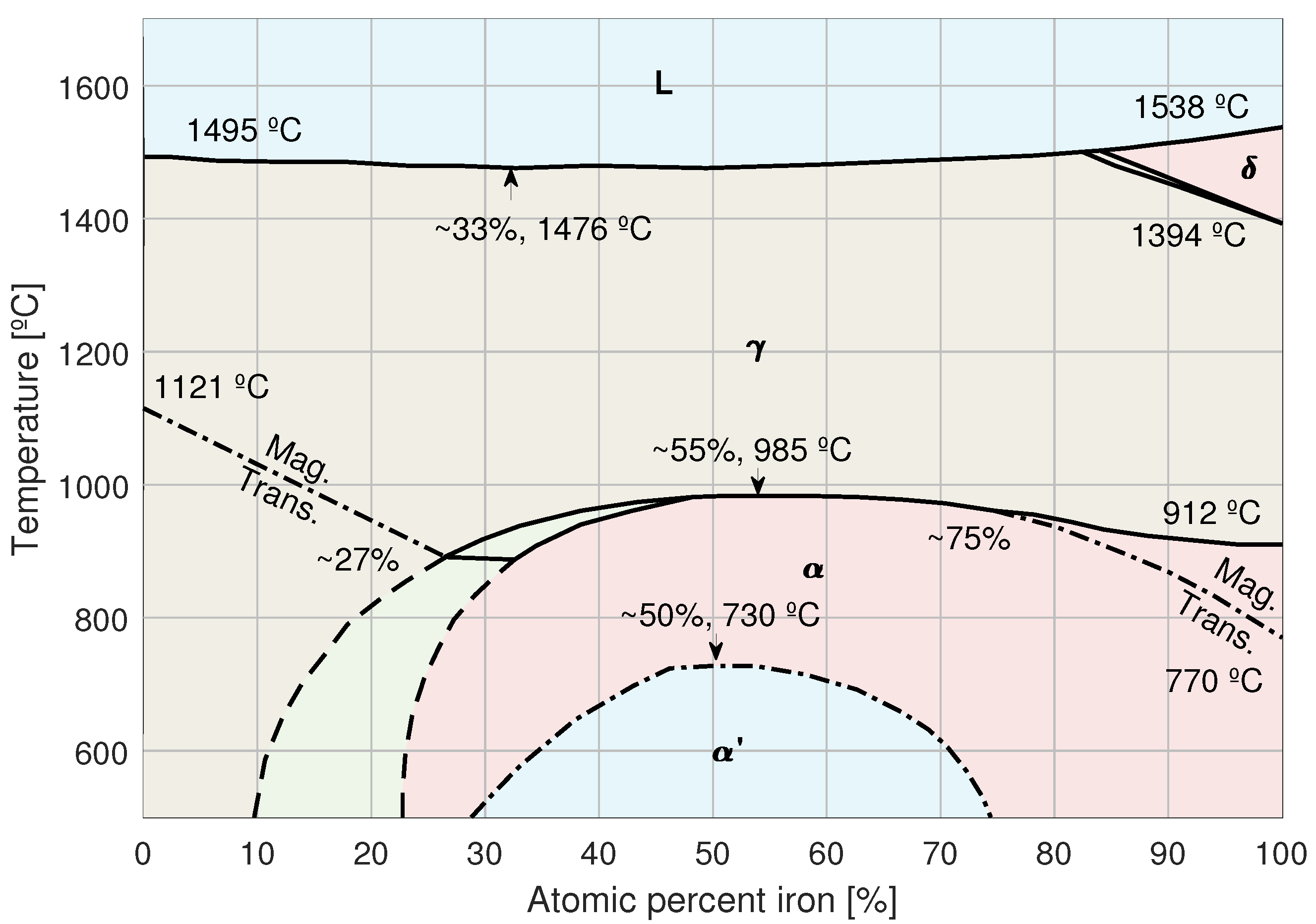
- Permendur (49Fe49Co2V): A cobalt–iron soft-magnetic alloy that stands out for its high magnetic saturation. Due to its high price, it is used in high-end applications, such as aerospace actuators, tape toroids and medium-frequency transformer laminations. Examples of LPBF processing of permendur can be found in [49].
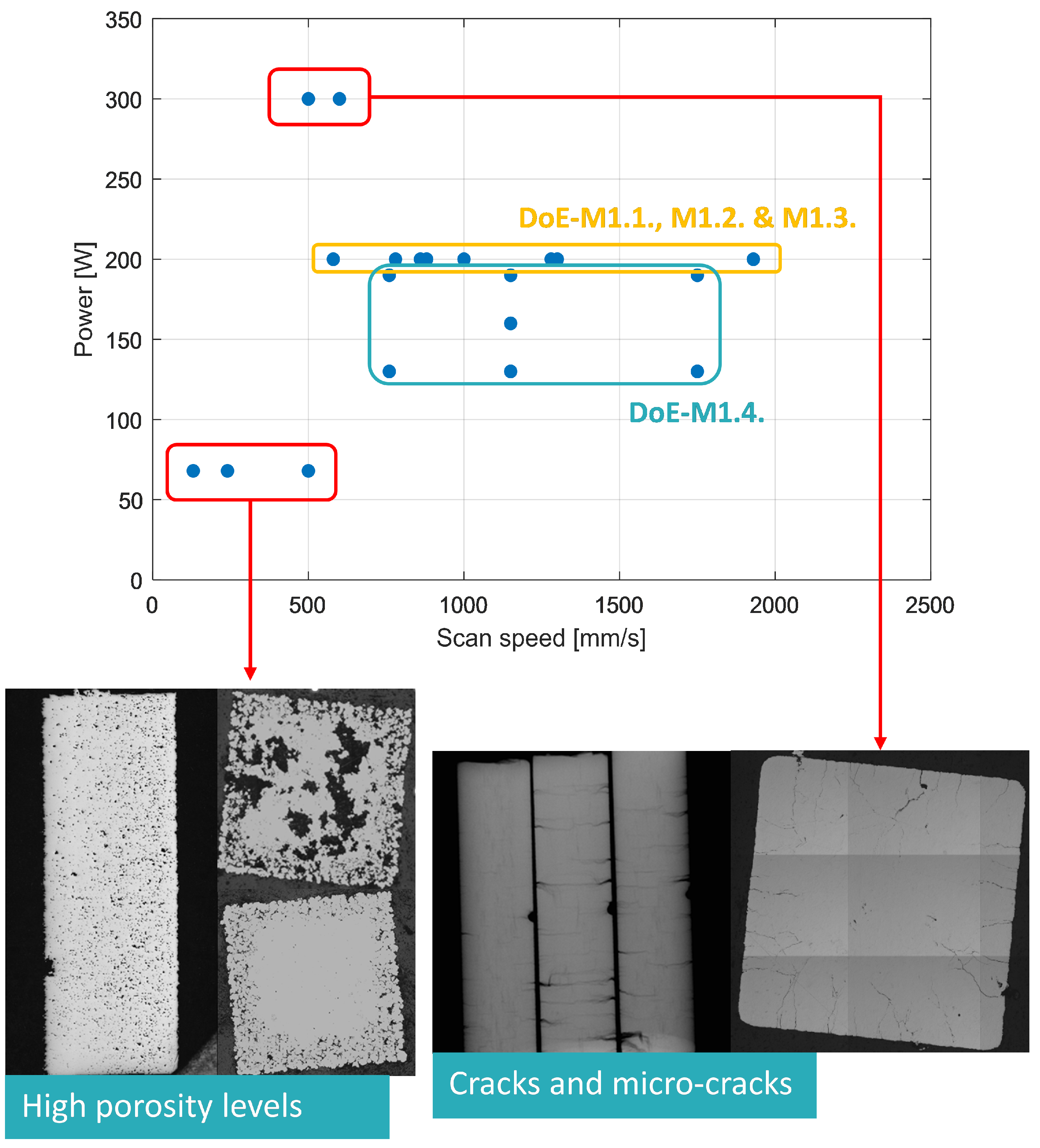
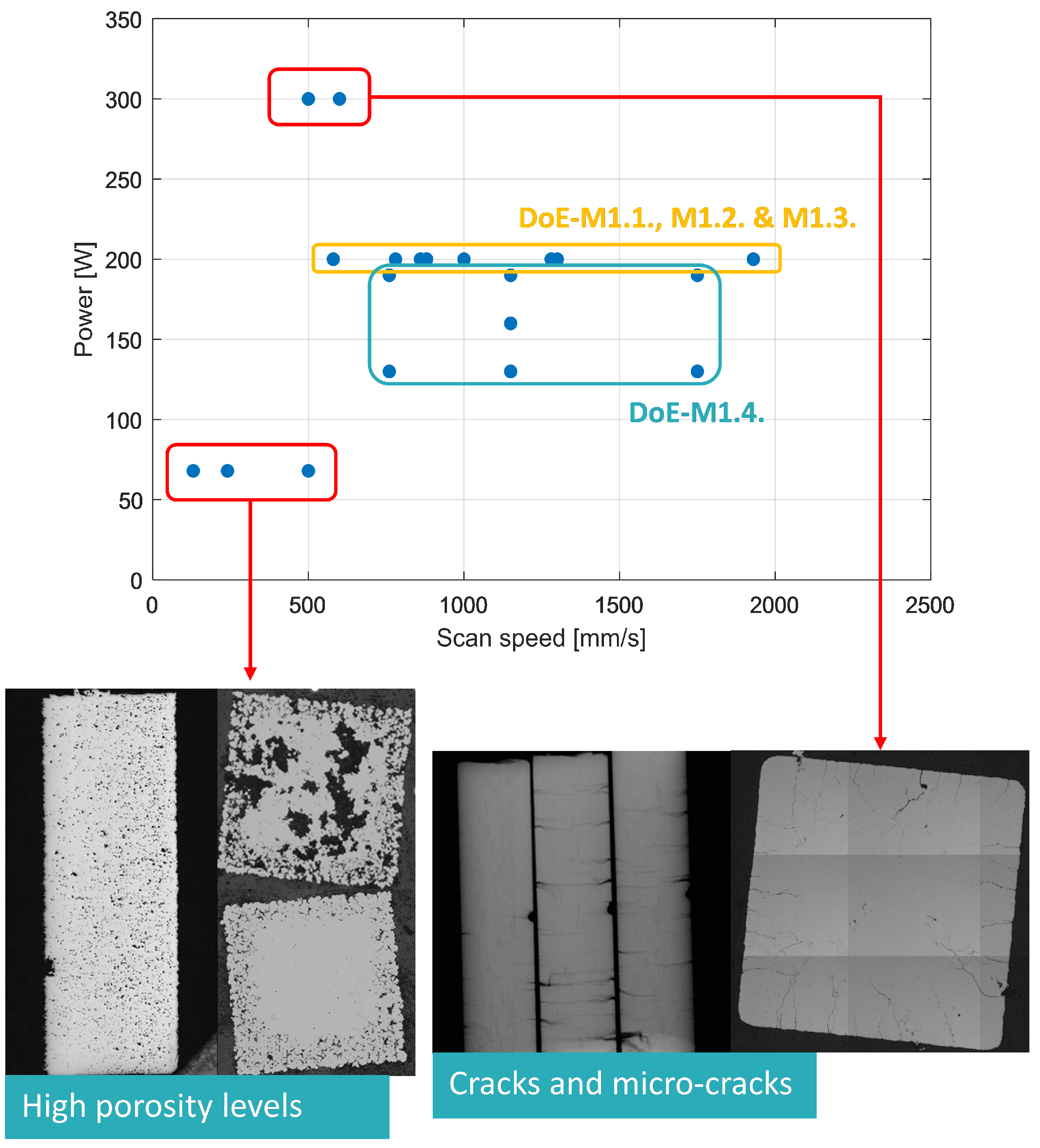
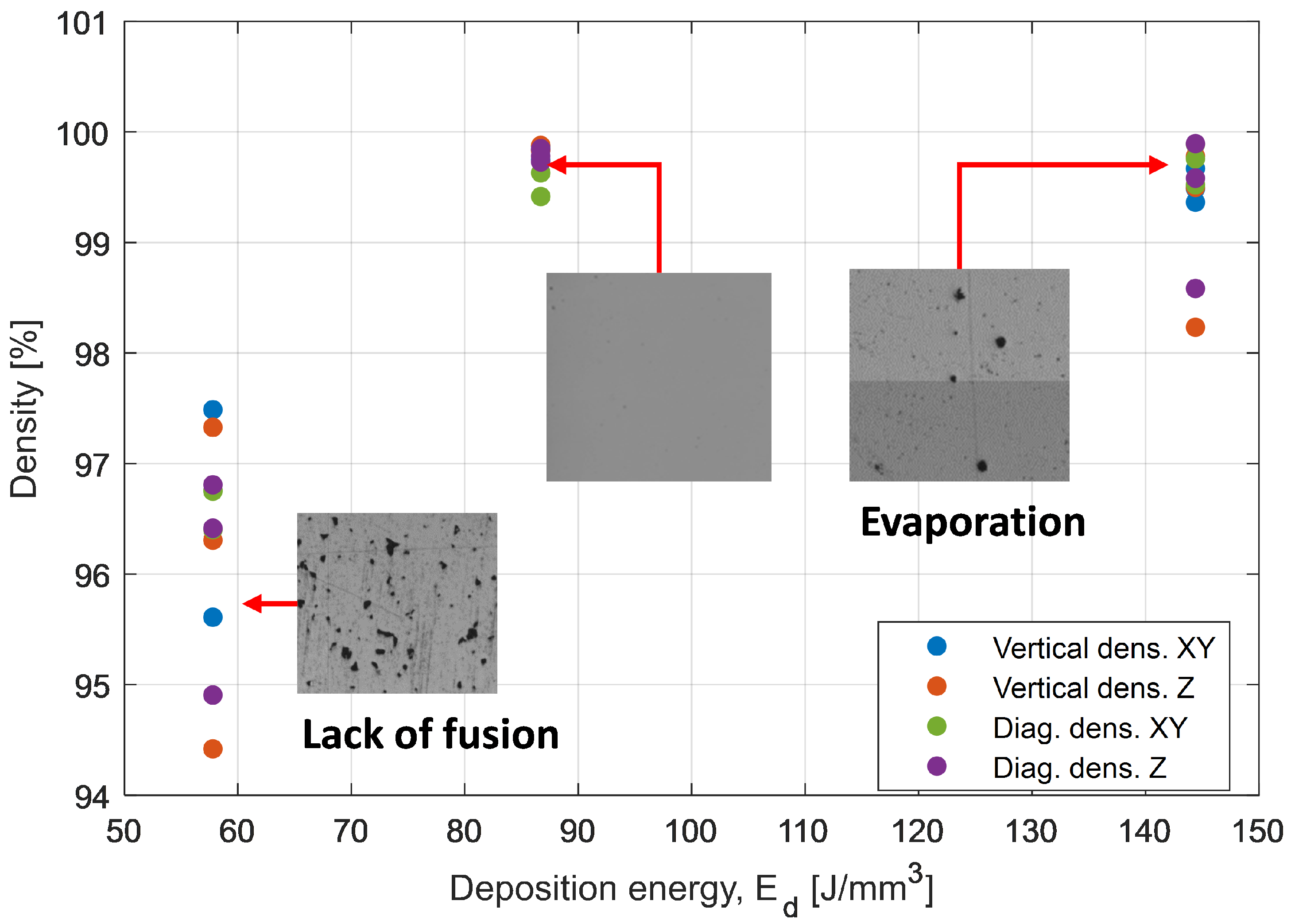
3.2. Laser Powder Bed Fusion of Test Samples
- Fe6.5Si test samples
- Permendur test samples
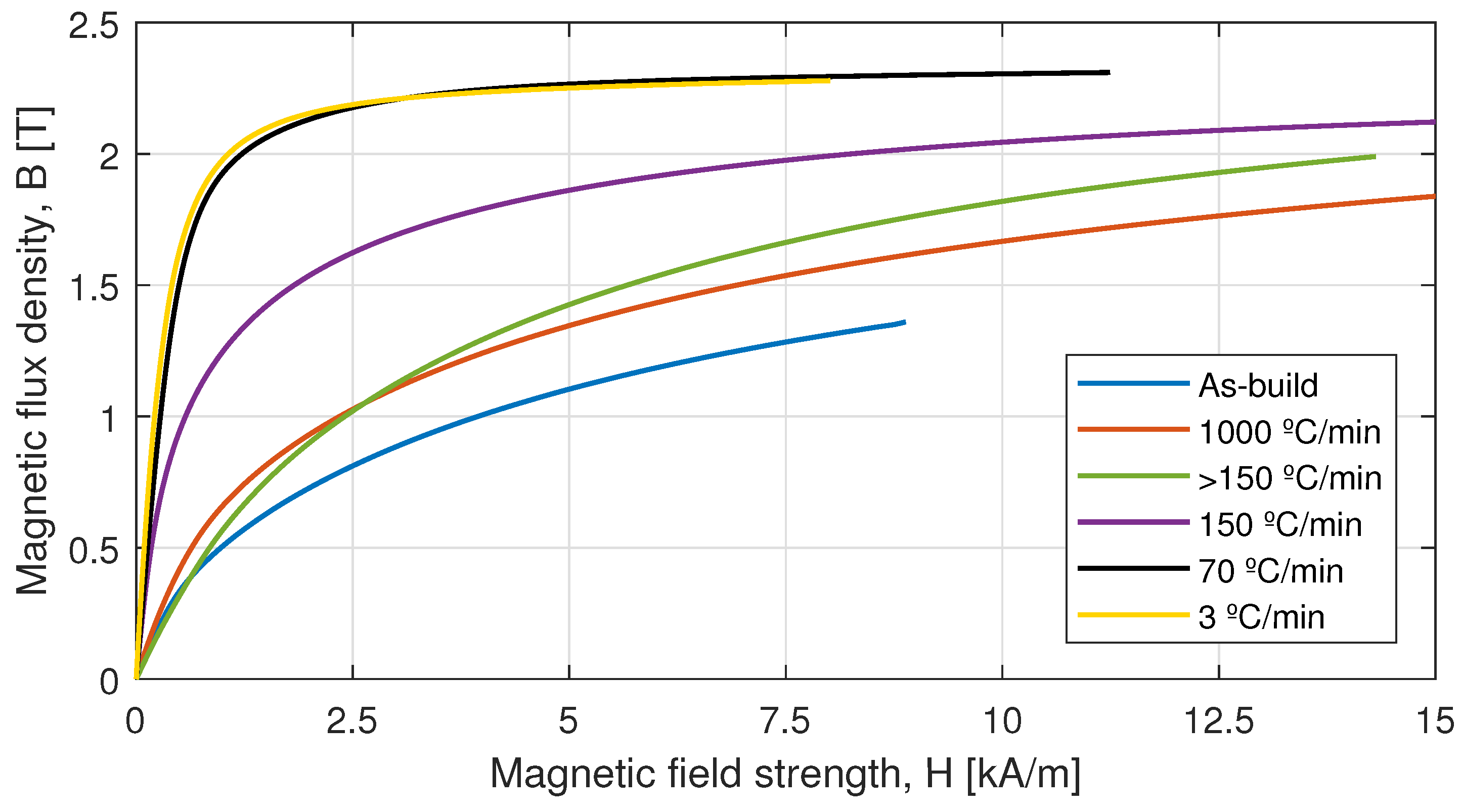
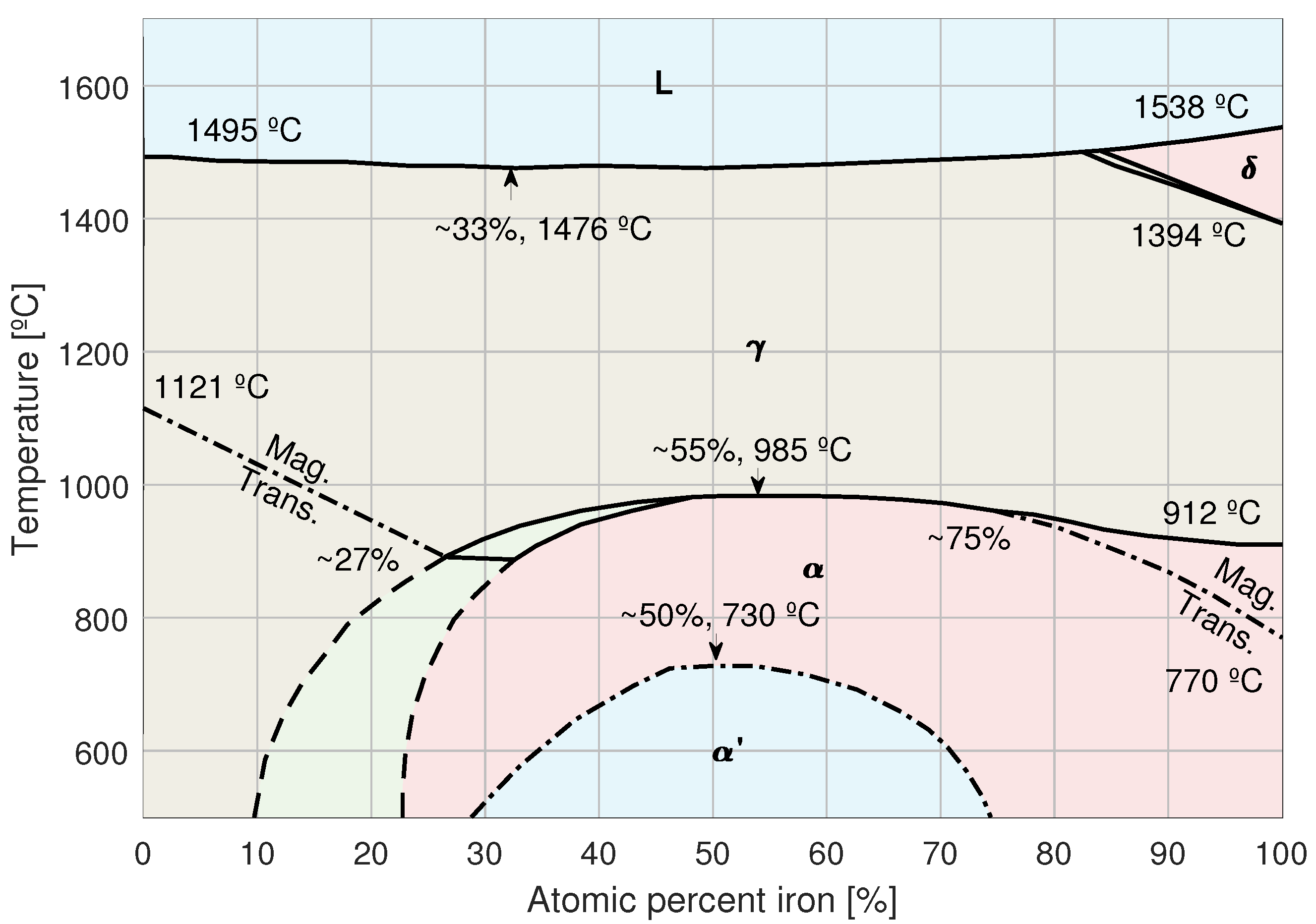
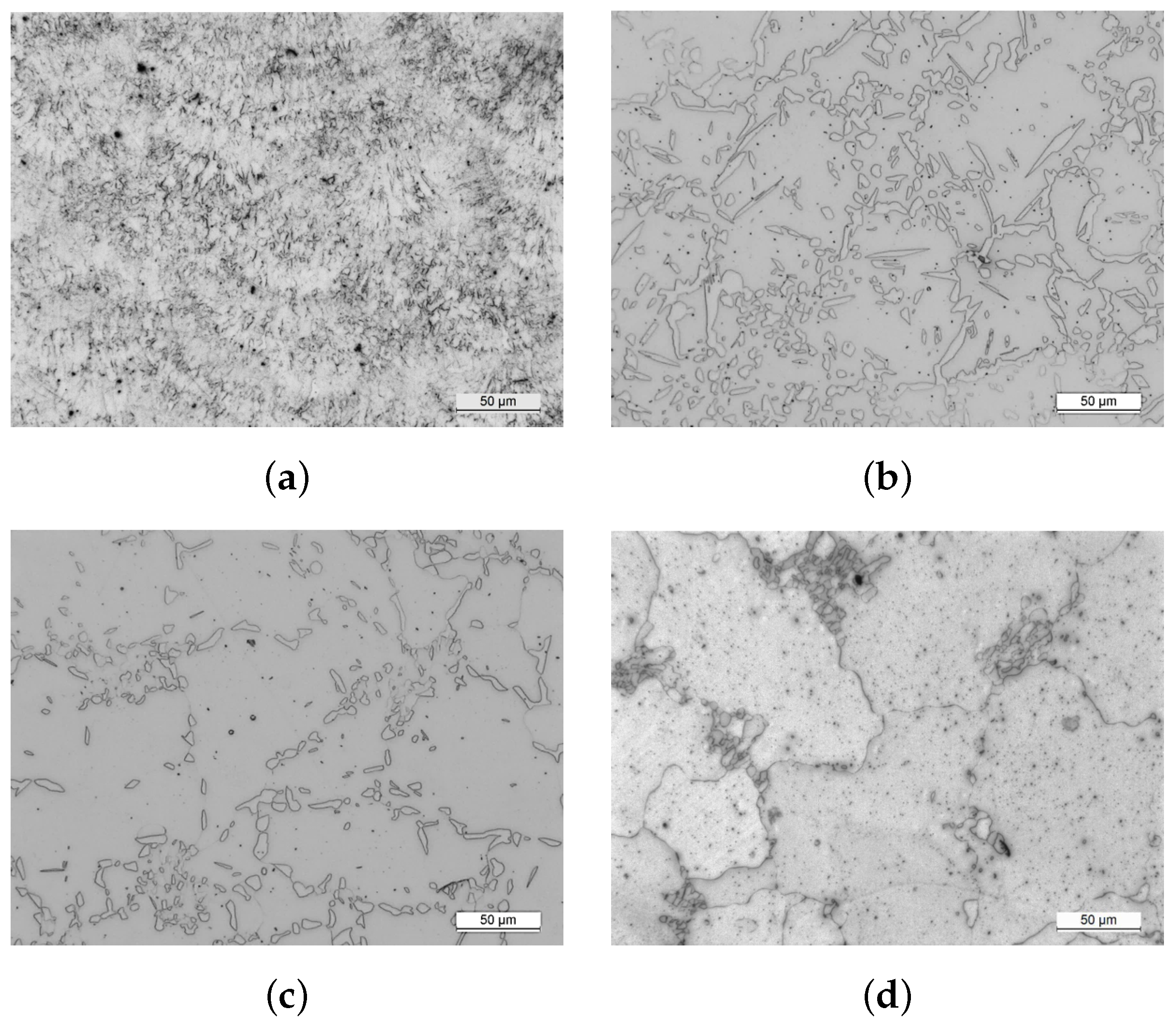
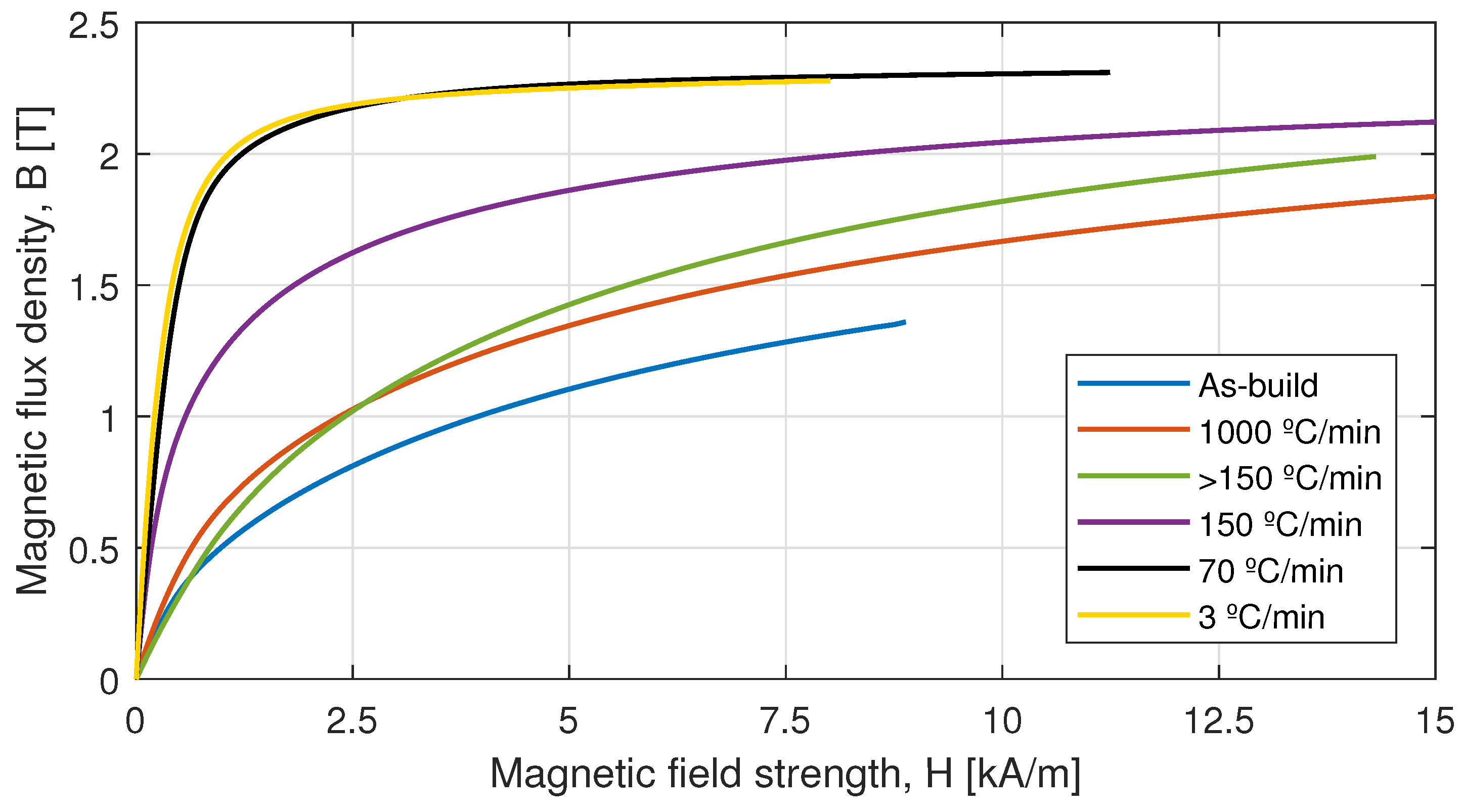
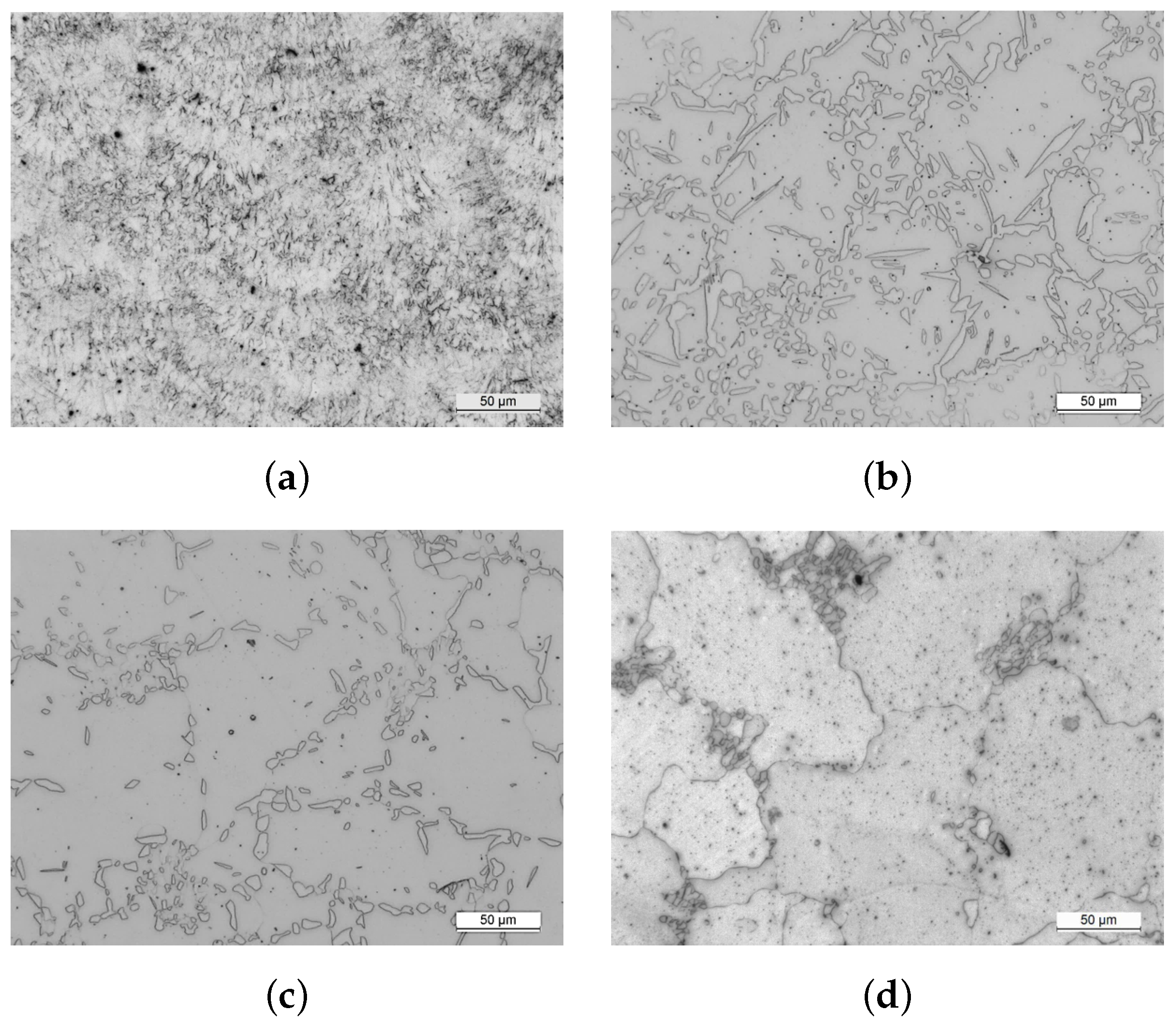
3.3. Heat Treatment Optimisation for Permendur Test Samples
4. Electrical Actuator Designs
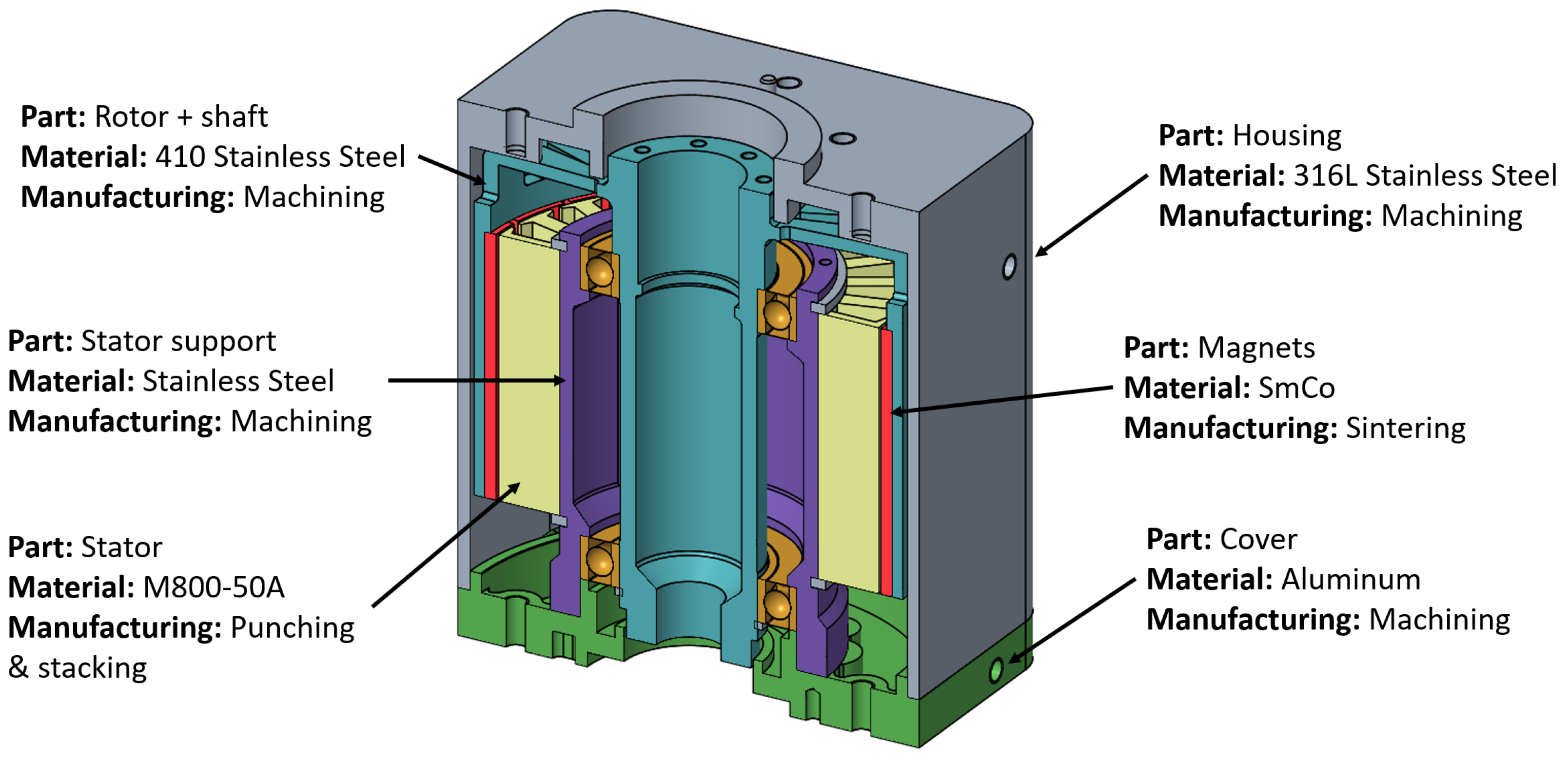
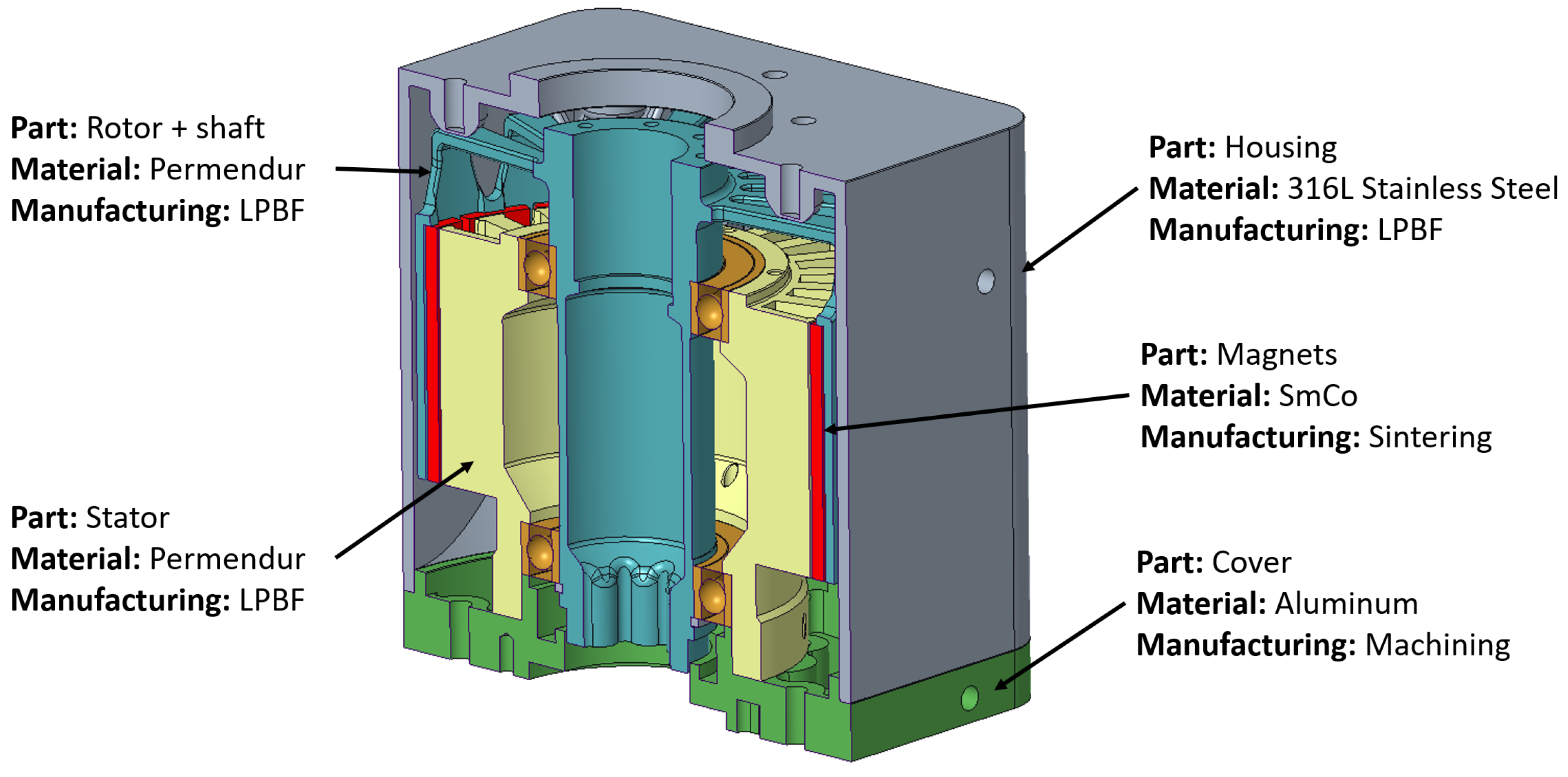
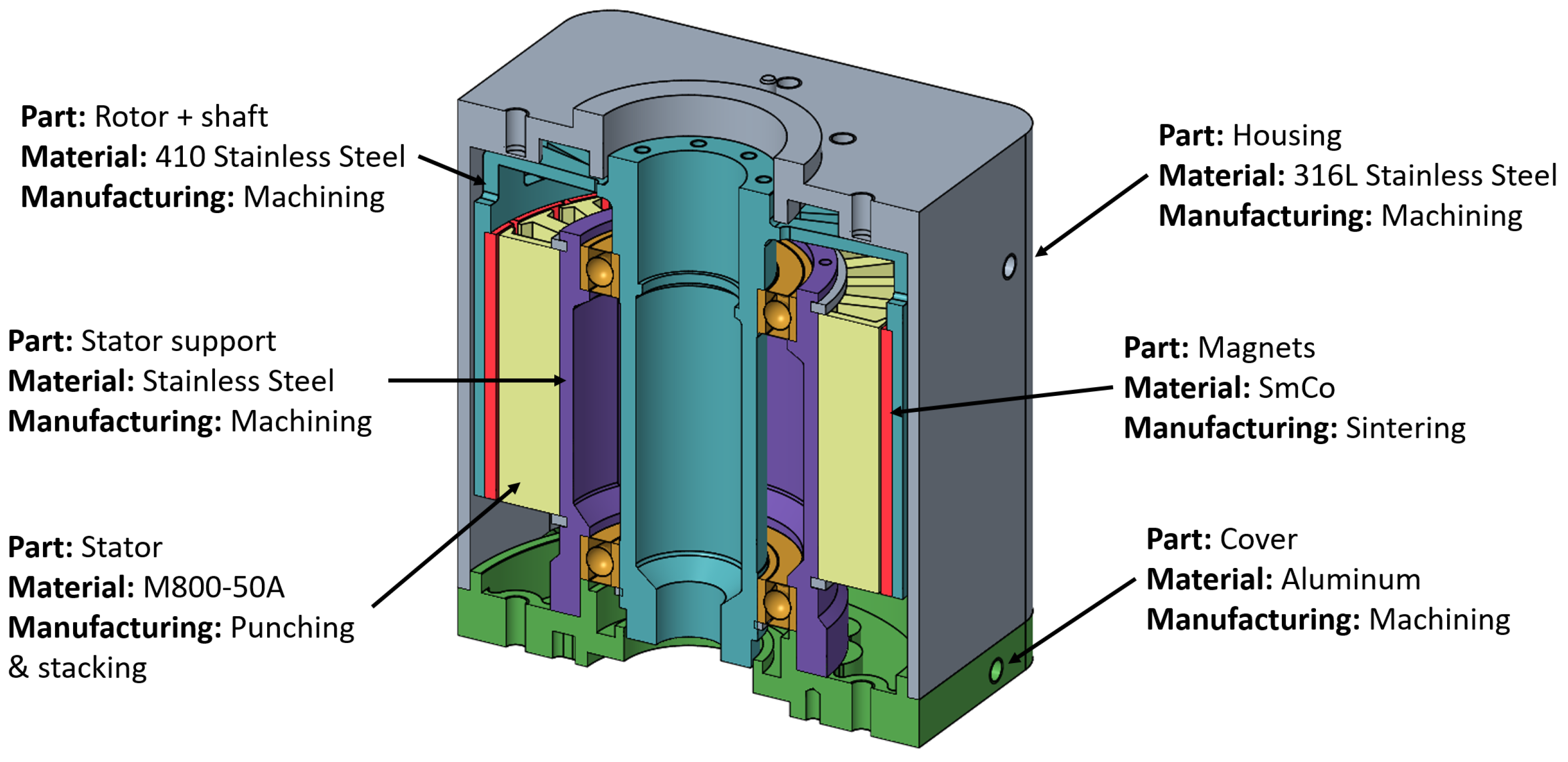
4.1. Additively Manufactured Actuator
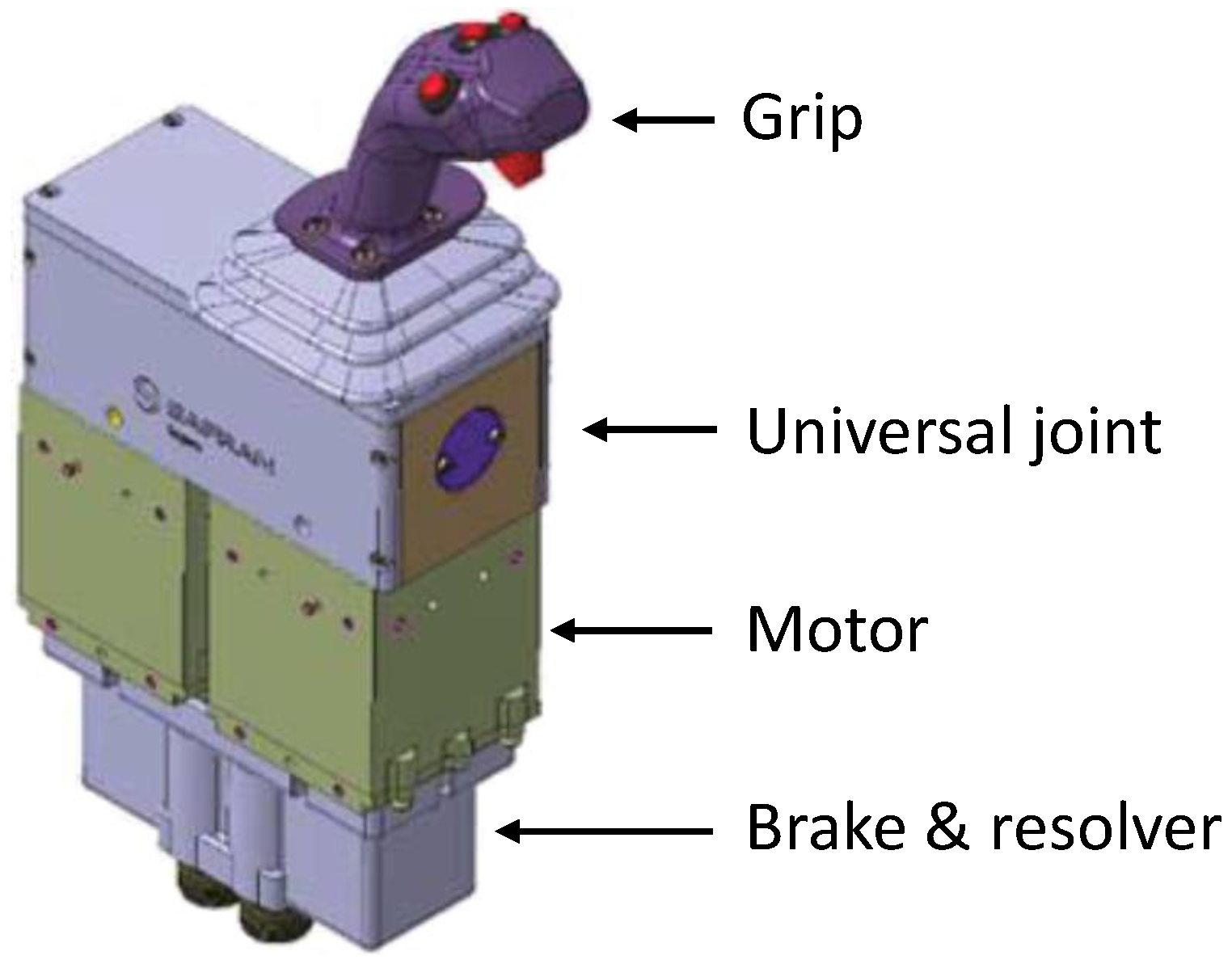
4.2. Traditionally Manufactured Actuator
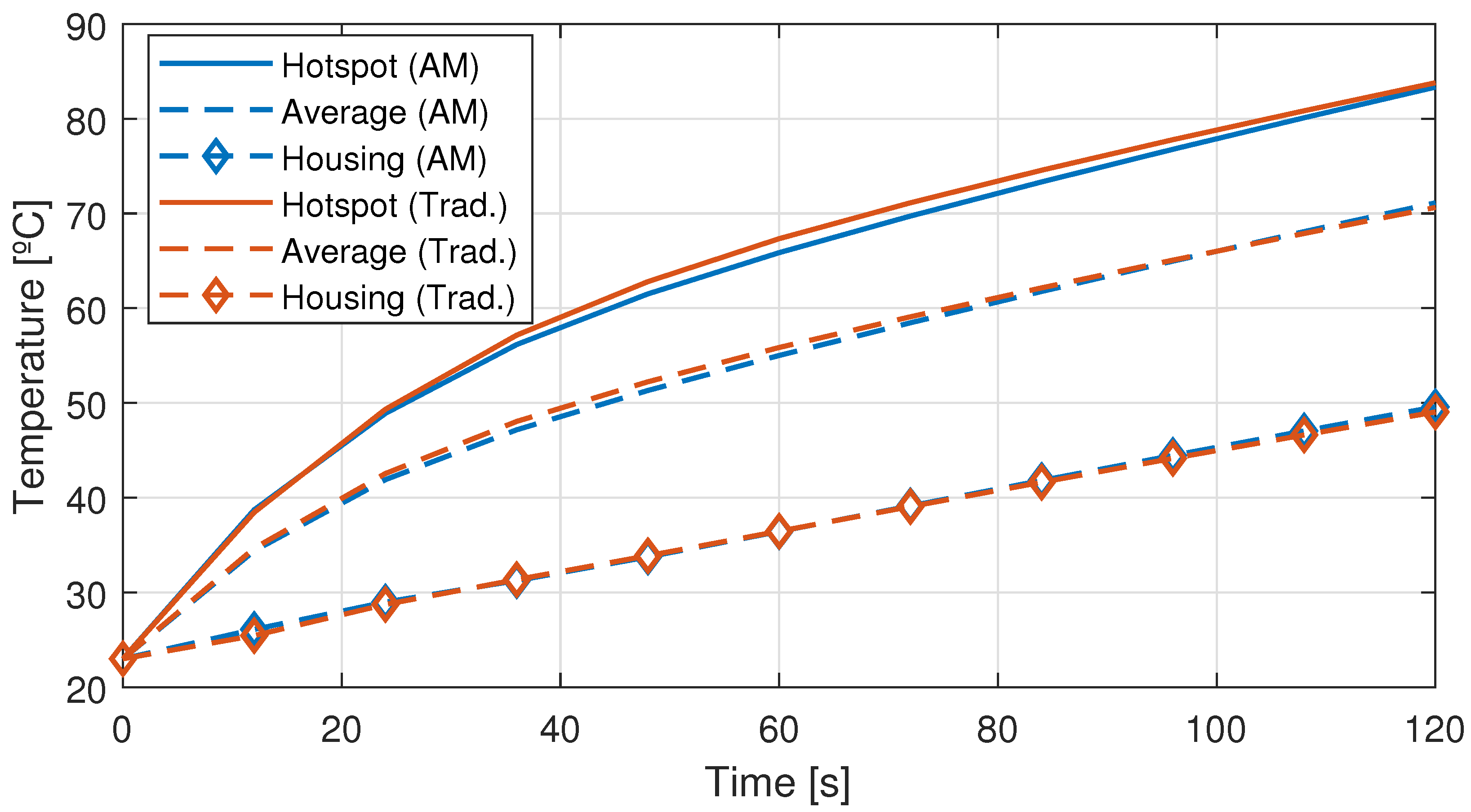
4.3. Comparative Study
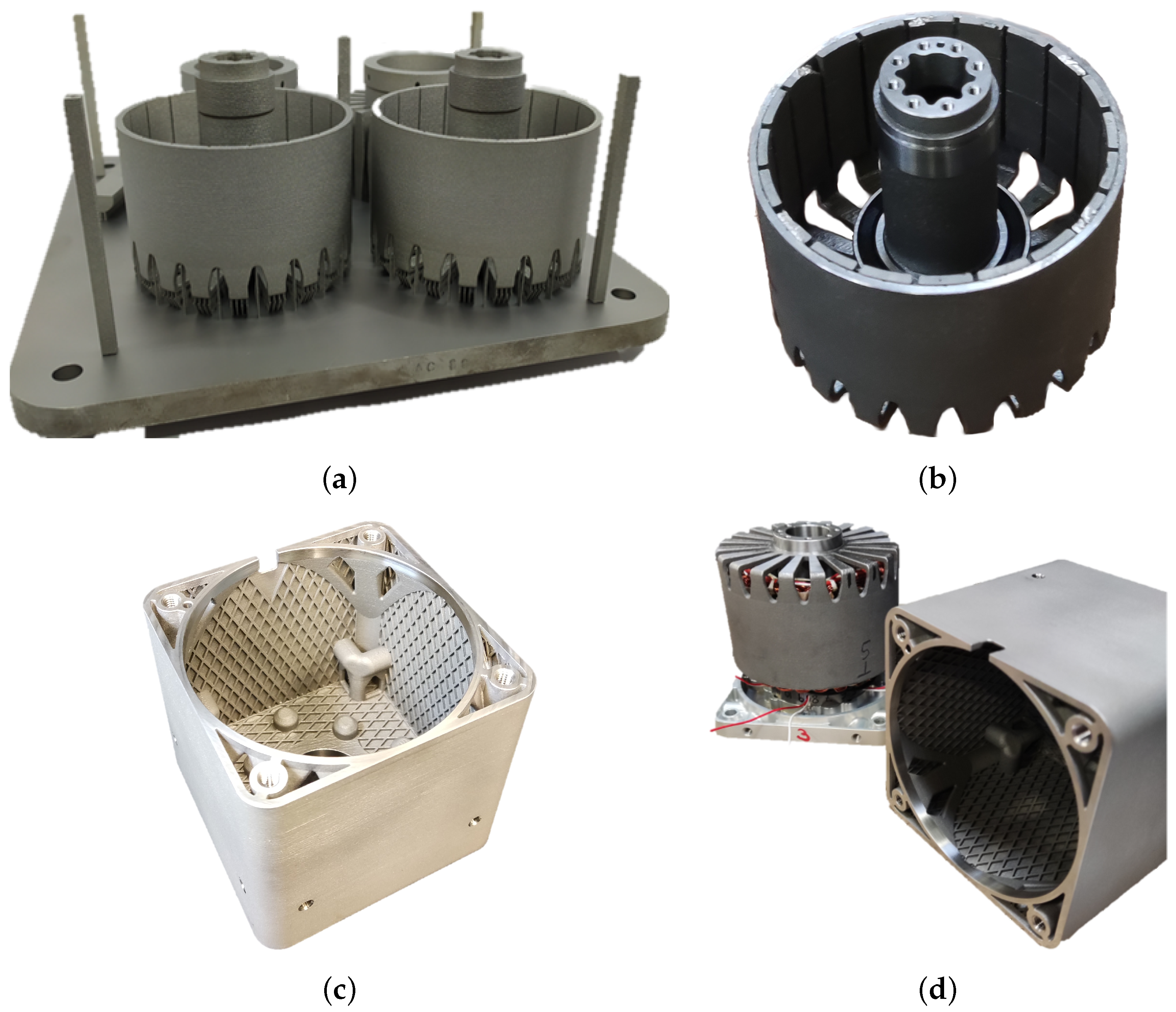
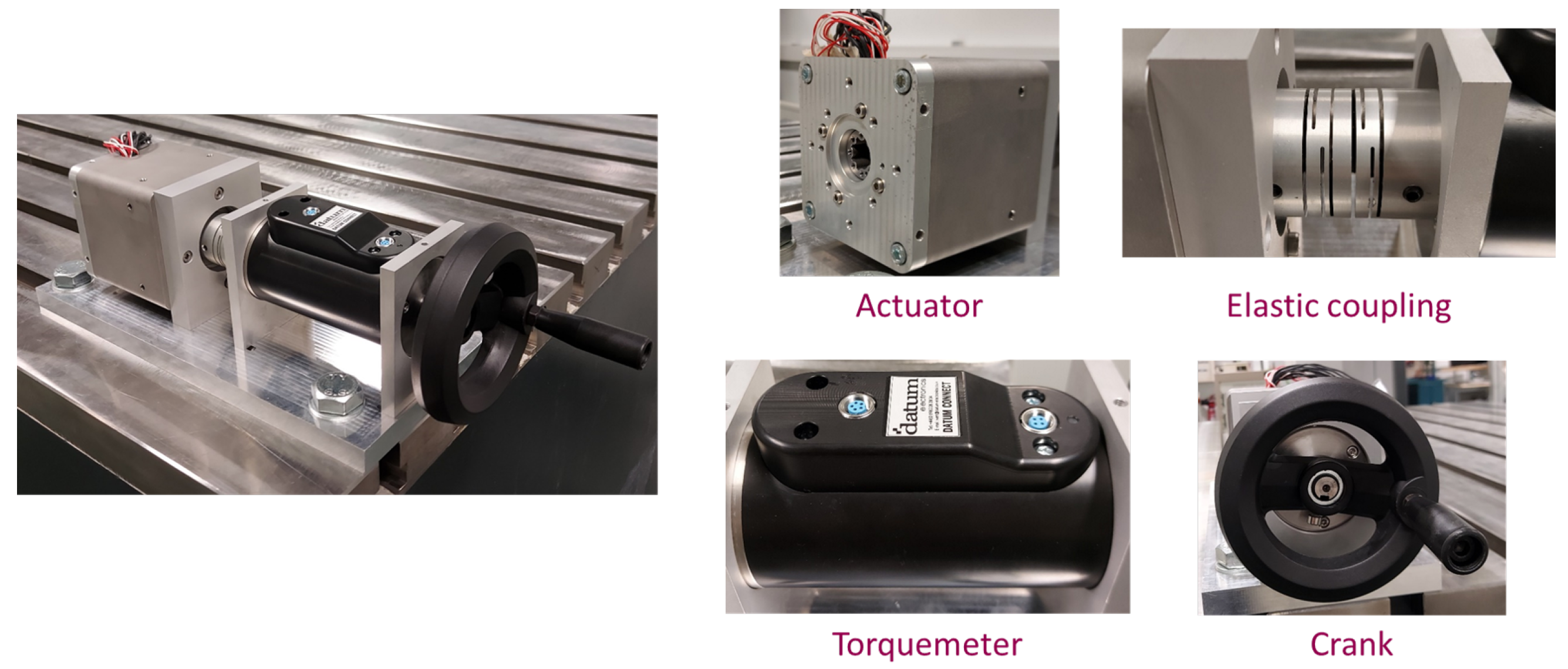
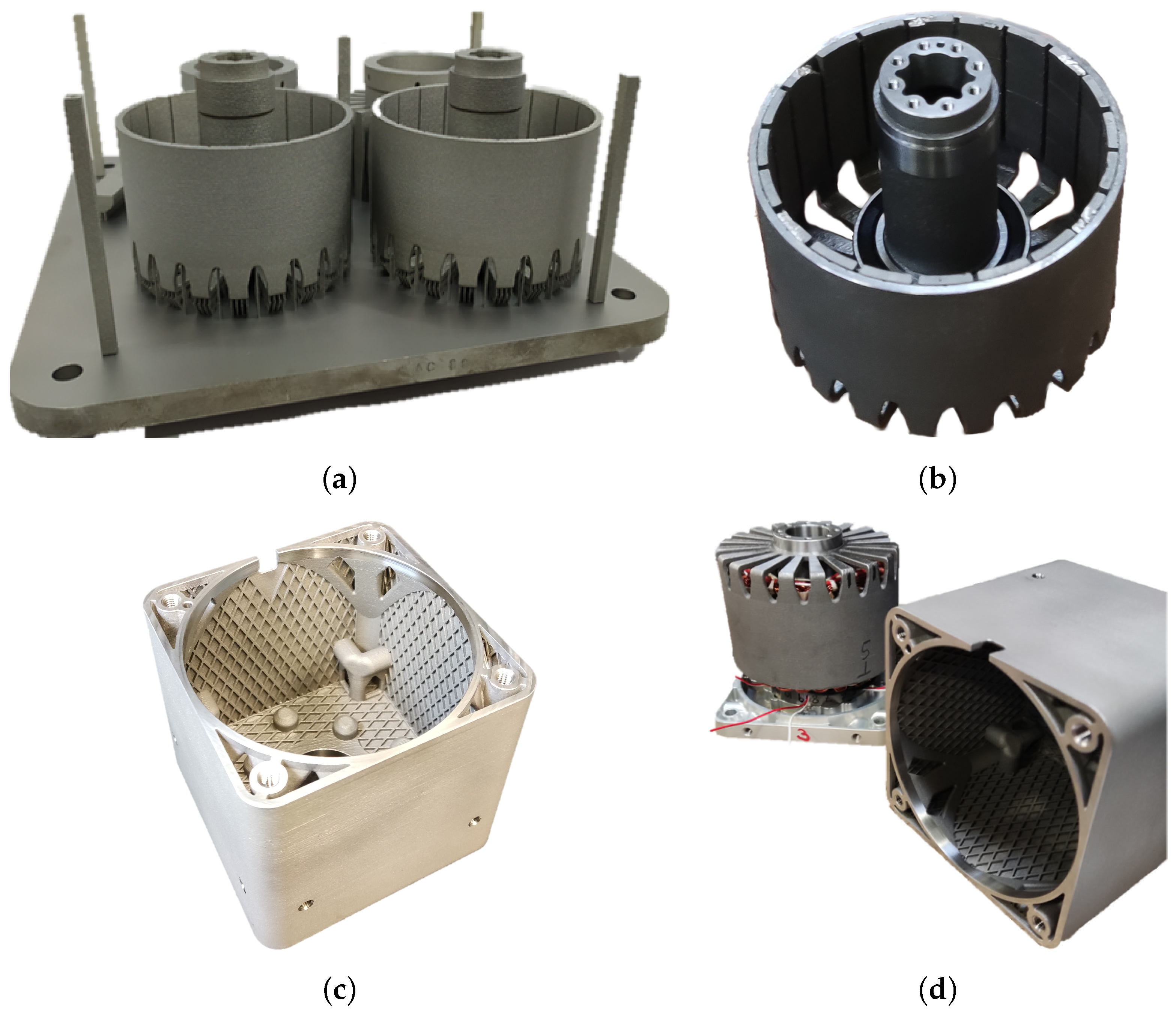
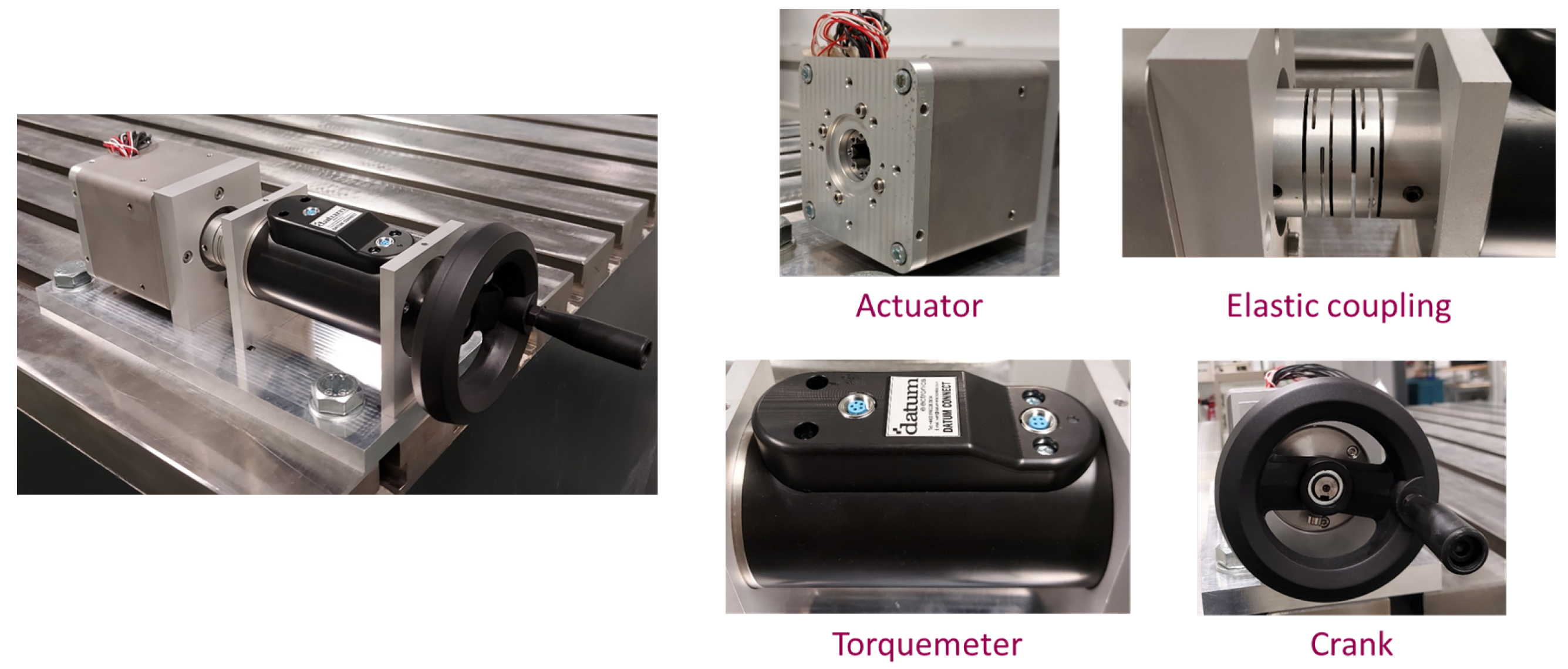
5. Manufacturing and Testing
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| BCC | Body-Centred Cubic |
| DC | Direct Current |
| DoE | Design of Experiments |
| EDM | Electrical Discharge Machining |
| FEG | Field Emission Gun |
| HT | Heat Treatment |
| ICP | Inductive Coupled Plasma |
| LPBF | Laser Powder Bed Fusion |
| MPIF | Metal Powder Industries Federation |
| OES | Optical Emission Spectrometry |
| PBF | Powder Bed Fusion |
| SEM | Scanning Electron Microscopy |
| SLM | Selective Laser Melting |
| SLS | Selective Laser Sintering |
| VSM | Vibrating Sample Magnetometer |
References
- Mohamed, M.A.A.; Yeoh, S.S.; Atkin, J.; Hussaini, H.; Bozhko, S. Efficiency Focused Energy Management Strategy Based on Optimal Droop Gain Design for More Electric Aircraft. IEEE Trans. Transp. Electrif. 2022, 8, 4205–4218. [Google Scholar] [CrossRef]
- Orme, M.E.; Gschweitl, M.; Ferrari, M.; Vernon, R.; Madera, I.J.; Yancey, R.; Mouriaux, F. Additive Manufacturing of Lightweight, Optimized, Metallic Components Suitable for Space Flight. J. Spacecr. Rocket. 2017, 54, 1050–1059. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, W.; Quan, D.; Shi, G.; Tang, L.; Hou, Y.; Breitkopf, P.; Zhu, J.; Gao, T. From Topology Optimization Design to Additive Manufacturing: Today’s Success and Tomorrow’s Roadmap. Arch. Comput. Methods Eng. 2020, 27, 805–830. [Google Scholar] [CrossRef]
- Paul, G.; Omar, M.; Nathan, A. Intro to additive manufacturing for propulsion systems. In Proceedings of the AIAA Joint Propulsion Conference, Cincinnati, OH, USA, 9–11 July 2018; p. 83. [Google Scholar]
- Steffen, D. Case Study: Additive Manufacturing. 3D Printing a Rocket Engine. Available online: https://www.etmm-online.com/3d-printing-a-rocket-engine-a-886960/ (accessed on 10 February 2023).
- Werkheiser, N. Overview of NASA Initiatives in 3D Printing and Additive Manufacturing. In Proceedings of the 2014 DoD Maintenance Symposium, Birmingham, AL, USA, 17–20 November 2014. [Google Scholar]
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. J. Manuf. Mater. Process. 2019, 3, 52. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Chen, W.; Li, Z. Additive Manufacturing of Titanium Aluminides; Elsevier: Amsterdam, The Netherlands, 2019; pp. 235–263. [Google Scholar] [CrossRef]
- Woolley, S. Hot Stuff: To Build More Affordable Rocket Engines, NASA Researchers Are Using the Latest 3D Printers — And 1 Ancient Metal. Available online: https://www.ge.com/news/reports/hot-stuff-to-build-more-affordable-rocket-engines-nasa-researchers-are-using-the-latest-3d-printers-and-1-ancient-metal (accessed on 10 February 2023).
- 3D Print, NASA Advances New Alloys and Scale of Metal Additive Manufacturing. Available online: https://3dprint.com/278670/nasa-advances-new-alloys-and-scale-of-metal-additive-manufacturing/ (accessed on 10 February 2023).
- Zaharia, S.M.; Pop, M.A.; Buican, G.R.; Chicos, L.A.; Stamate, V.M.; Pascariu, I.S.; Lancea, C. Design and Testing of Brushless DC Motor Components of A6 Steel Additively Manufactured by Selective Laser Sintering. Aerospace 2023, 10, 60. [Google Scholar] [CrossRef]
- Wu, F.; EL-Refaie, A.M.; Al-Qarni, A. Minimization of Winding AC Losses Using Inhomogeneous Electrical Conductivity Enabled by Additive Manufacturing. IEEE Trans. Ind. Appl. 2022, 58, 3447–3458. [Google Scholar] [CrossRef]
- Wrobel, R.; Hussein, A. A Feasibility Study of Additively Manufactured Heat Guides for Enhanced Heat Transfer in Electrical Machines. IEEE Trans. Ind. Appl. 2020, 56, 205–215. [Google Scholar] [CrossRef]
- Kaur, I.; Singh, P. State-of-the-art in heat exchanger additive manufacturing. Int. J. Heat Mass Transf. 2021, 178, 121600. [Google Scholar] [CrossRef]
- Robinson, A.; Colenbrander, J.; Deaville, T.; Durfee, J.; Kempers, R. A wicked heat pipe fabricated using metal additive manufacturing. Int. J. Thermofluids 2021, 12, 100117. [Google Scholar] [CrossRef]
- Wu, F.; EL-Refaie, A.M.; Al-Qarni, A. Additively Manufactured Hollow Conductors for High Specific Power Electrical Machines: Aluminum vs Copper. In Proceedings of the 2021 IEEE Energy Conversion Congress and Exposition (ECCE), Vancouver, BC, Canada, 10–14 October 2021; pp. 4397–4404. [Google Scholar] [CrossRef]
- Wu, F.; EL-Refaie, A.M.; Al-Qarni, A. Additively Manufactured Hollow Conductors Integrated With Heat Pipes: Design Tradeoffs and Hardware Demonstration. IEEE Trans. Ind. Appl. 2021, 57, 3632–3642. [Google Scholar] [CrossRef]
- Selema, A.; Ibrahim, M.N.; Sergeant, P. Additively-Manufactured Ultra-Light Shaped-Profile Windings for HF Electrical Machines and Weight-Sensitive Applications. IEEE Trans. Transp. Electrif. 2022, 8, 4313–4324. [Google Scholar] [CrossRef]
- Simpson, N.; North, D.J.; Collins, S.M.; Mellor, P.H. Additive Manufacturing of Shaped Profile Windings for Minimal AC Loss in Electrical Machines. IEEE Trans. Ind. Appl. 2020, 56, 2510–2519. [Google Scholar] [CrossRef]
- Selema, A.; Ibrahim, M.N.; Sergeant, P. Development of Novel Semi-Stranded Windings for High Speed Electrical Machines Enabled by Additive Manufacturing. Appl. Sci. 2023, 13, 1653. [Google Scholar] [CrossRef]
- Hosek, M.; Krishnasamy, J.; Sah, S.; Bashaw, T. Spray-Formed Hybrid-Field Electric Motor; American Society of Mechanical Engineers: Charlotte, NC, USA, 21–24 August 2016. [Google Scholar] [CrossRef]
- National Science Foundation, Catalyzing Commercialization: Spray-Formed Magnetic Composite Radically Improves Electric Motor Performance. Available online: https://www.aiche.org/resources/publications/cep/2016/february/catalyzing-commercialization-spray-formed-magnetic-composite-radically-improves-electric-motor (accessed on 10 February 2023).
- Freeman, F.S.; Lincoln, A.; Sharp, J.; Lambourne, A.; Todd, I. Exploiting thermal strain to achieve an in-situ magnetically graded material. Mater. Des. 2019, 161, 14–21. [Google Scholar] [CrossRef]
- Kresse, T.; Schurr, J.; Lanz, M.; Kunert, T.; Schmid, M.; Parspour, N.; Schneider, G.; Goll, D. Additively Manufactured Transverse Flux Machine Components with Integrated Slits for Loss Reduction. Metals 2022, 12, 1875. [Google Scholar] [CrossRef]
- Tiismus, H.; Kallaste, A.; Naseer, M.U.; Vaimann, T.; Rassolkin, A. Design and Performance of Laser Additively Manufactured Core Induction Motor. IEEE Access 2022, 10, 50137–50152. [Google Scholar] [CrossRef]
- Garibaldi, M. Laser Additive Manufacturing of Soft Magnetic Cores for Rotating Electrical Machinery: Materials Development and Part Design. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2018. [Google Scholar]
- Kallaste, A.; Vaimann, T.; Rassalkin, A. Additive Design Possibilities of Electrical Machines; IEEE: Piscataway Township, NJ, USA, 2018; pp. 1–5. [Google Scholar] [CrossRef]
- Gargalis, L.; Madonna, V.; Giangrande, P.; Rocca, R.; Hardy, M.; Ashcroft, I.; Galea, M.; Hague, R. Additive Manufacturing and Testing of a Soft Magnetic Rotor for a Switched Reluctance Motor. IEEE Access 2020, 8, 206982–206991. [Google Scholar] [CrossRef]
- Urbanek, S.; Frey, P.; Magerkohl, S.; Zimmer, D.; Tasche, L.; Schaper, M.; Ponick, B. Design and Experimental Investigation of an Additively Manufactured PMSM Rotor; IEEE: Piscataway Township, NJ, USA, 2021; pp. 1–6. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Jhong, K.J.; Cheng, C.W.; Huang, P.W.; Tsai, M.C.; Lee, W.H. Metal 3D Printing of Synchronous Reluctance Motor; IEEE: Piscataway Township, NJ, USA, 2016; pp. 1125–1128. [Google Scholar] [CrossRef]
- Tseng, G.M.; Jhong, K.J.; Tsai, M.C.; Huang, P.W.; Lee, W.H. Application of Additive Manufacturing for Low Torque Ripple of 6/4 Switched Reluctance Motor. In Proceedings of the 2016 19th International Conference on Electrical Machines and Systems (ICEMS), Chiba, Japan, 2 February 2017; pp. 1–4. [Google Scholar]
- Metsä-Kortelainen, S.; Lindroos, T.; Savolainen, M.; Jokinen, A.; Revuelta, A.; Pasanen, A.; Ruusuvuori, K.; Pippuri, J. Manufacturing of topology optimized soft magnetic core through 3D printing. In NAFEMS Exploring the Design Freedom of Additive Manufacturing through Simulation; VTT Technical Research Centre of Finland Ltd.: Helsinki, Finland, 2016. [Google Scholar]
- Clean Sky 2 Call for Proposals 09 (H2020-CS2-CFP09-2018-02), JTI-CS2-2018-CfP09-SYS-02-56: Additive Manufacturing Magnetic Motor. Available online: https://www.cleansky.eu/calls (accessed on 10 February 2023).
- Plotkowski, A.; Pries, J.; List, F.; Nandwana, P.; Stump, B.; Carver, K.; Dehoff, R.R. Influence of scan pattern and geometry on the microstructure and soft-magnetic performance of additively manufactured Fe-Si. Addit. Manuf. 2019, 29, 100781. [Google Scholar] [CrossRef]
- Tiismus, H.; Kallaste, A.; Belahcen, A.; Rassolkin, A.; Vaimann, T.; Ghahfarokhi, P.S. Additive Manufacturing and Performance of E-Type Transformer Core. Energies 2021, 14, 3278. [Google Scholar] [CrossRef]
- Singh, S.; Payarou, T.; Boby, M.; Lamarre, J.M.; Bernier, F.; Ibrahim, M.; Pillay, P. Cold Spray Additive Manufacturing of a Petal Shaped Surface Permanent Magnet Traction Motor. IEEE Trans. Transp. Electrif. 2023. [Google Scholar] [CrossRef]
- Lamarre, J.M.; Bernier, F. Permanent Magnets Produced by Cold Spray Additive Manufacturing for Electric Engines. J. Therm. Spray Technol. 2019, 28, 1709–1717. [Google Scholar] [CrossRef]
- Boby, M.; Singh, S.; Lamarre, J.M.; Ibrahim, M.; Bernier, F.; Pillay, P. In-Situ Magnetization of a Cold Sprayed Permanent Magnet Rotor Using an Impulse Magnetizer. In Proceedings of the IECON 2021—47th Annual Conference of the IEEE Industrial Electronics Society, Toronto, ON, Canada, 13–16 October 2021; pp. 1–6. [Google Scholar] [CrossRef]
- White, E.M.H.; Kassen, A.G.; Simsek, E.; Tang, W.; Ott, R.T.; Anderson, I.E. Net Shape Processing of Alnico Magnets by Additive Manufacturing. IEEE Trans. Magn. 2017, 53, 1–6. [Google Scholar] [CrossRef]
- Huang, J.; Yung, K.C.; Ang, D.T.C. Magnetic properties of SmCo5 alloy fabricated by laser sintering. J. Mater. Sci. Mater. Electron. 2019, 30, 11282–11290. [Google Scholar] [CrossRef]
- Paranthaman, M.P.; Yildirim, V.; Lamichhane, T.N.; Begley, B.A.; Post, B.K.; Hassen, A.A.; Sales, B.C.; Gandha, K.; Nlebedim, I.C. Additive Manufacturing of Isotropic NdFeB PPS Bonded Permanent Magnets. Materials 2020, 13, 3319. [Google Scholar] [CrossRef] [PubMed]
- Pigliaru, L.; Rinaldi, M.; Ciccacci, L.; Norman, A.; Rohr, T.; Ghidini, T.; Nanni, F. 3D printing of high performance polymer-bonded PEEK-NdFeB magnetic composite materials. Funct. Compos. Mater. 2020, 1, 4. [Google Scholar] [CrossRef]
- Yule, A.; Dunkley, J. Atomization of Melts: For Powder Production and Spray Deposition; Oxford University Press: Oxford, UK, 1994. [Google Scholar]
- Urionabarrenetxea, E.; Martín, J.M.; Avello, A.; Rivas, A. Simulation and validation of the gas flow in close-coupled gas atomisation process: Influence of the inlet gas pressure and the throat width of the supersonic gas nozzle. Powder Technol. 2022, 407, 117688. [Google Scholar] [CrossRef]
- Firdosy, S.A.; Ury, N.E.; Witt, R.; Dillon, R.P.; Ravi, V.A. Laser-Deposited Soft Magnetic Fe–Ni–Mo Alloy: A Processing—Microstructure Study. Metallogr. Microstruct. Anal. 2022, 11, 108–118. [Google Scholar] [CrossRef]
- Ouyang, G.; Chen, X.; Liang, Y.; Macziewski, C.; Cui, J. Review of Fe-6.5 wt%Si high silicon steel—A promising soft magnetic material for sub-kHz application. J. Magn. Magn. Mater. 2019, 481, 234–250. [Google Scholar] [CrossRef]
- Zaied, M.; Ospina-Vargas, A.; Favergeon, J.; Fenineche, N. Additive Manufacturing of Soft Ferromagnetic Fe6.5%Si Annular Cores: Process Parameters and Magnetic Properties. IEEE Trans. Magn. 2022, 58, 1–9. [Google Scholar] [CrossRef]
- Kurita, H.; Lohmuller, P.; Laheurte, P.; Nakajima, K.; Narita, F. Additive manufacturing and energy-harvesting performance of honeycomb-structured magnetostrictive Fe52–Co48 alloys. Addit. Manuf. 2022, 54, 102741. [Google Scholar] [CrossRef]
- Carpenter Electrification: Hiperco® 50A, Specification for Heat Treatment. Original Document from Harris Semiconductor. 2020. Available online: https://www.carpenterelectrification.com/hiperco-50a-datasheet50 (accessed on 22 May 2023).
- Nishizawa, T.; Ishida, K. The Co-Fe (Cobalt-Iron) system. Bull. Alloy. Phase Diagrams 1984, 5, 250–259. [Google Scholar] [CrossRef]
- AMS2759/4; Heat Treatment, Austenitic Corrosion-Resistant Steel Parts. SAE International: Warrendale, PA, USA, 2011. Available online: https://www.sae.org/standards/content/ams2759/4/ (accessed on 19 July 2023).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Requirements | |
|---|---|
| Envelope | 100 × 100 × 100 mm |
| Torque | 8 N·m |
| Max. power consumption (stall conditions) | 150 W |
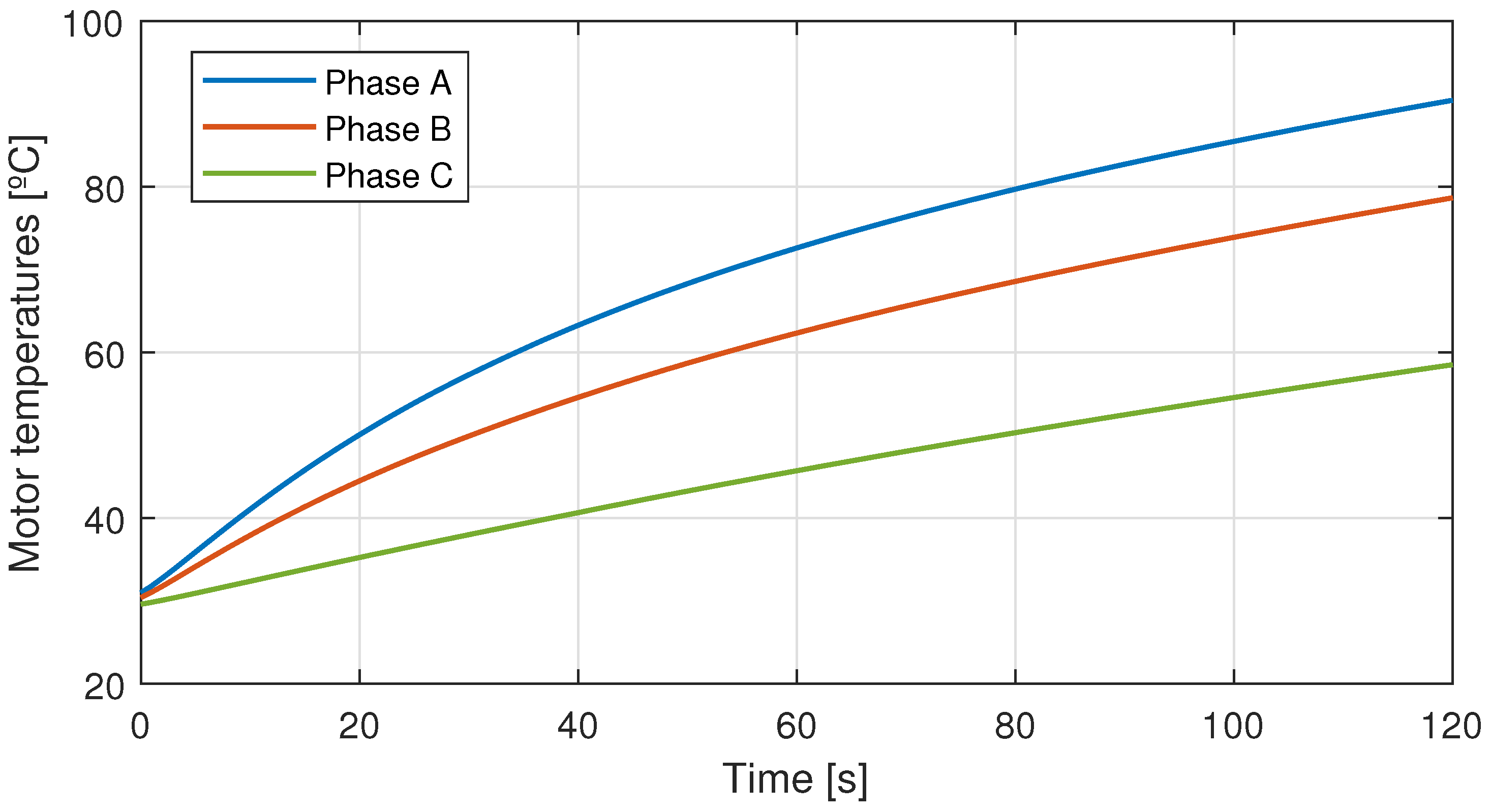
| Max. temperature after 120 s operation (stall) | 120 °C |
| Max. weight | 3 kg |
| Sample | (T) | (kA/m) | (kA/m) |
|---|---|---|---|
| Supermalloy 20–65 µm | 0.746 | 0.061 | 103.5 |
| Fe6.5Si 15–45 µm | 1.767 | 0.313 | 273.7 |
| Permendur 20–63 µm | 2.178 | 2.928 | 330.2 |
| Sample | Flow Rate (s/50 g) | Apparent Density (g/cm) | Tap Density (g/cm) | Pycnometer Density (g/cm) | Hausner Ratio |
|---|---|---|---|---|---|
| Supermalloy | No flow | 4.45 | 5.33 | 8.6 | 1.20 |
| Fe6.5Si | 19.7 | 3.89 | 4.54 | 7.4 | 1.17 |
| Permendur | No flow | 4.45 | 5.19 | 8.1 | 1.16 |
| Treatment | Cooling Rate [°C/min] | Ultimate Tensile Strength [MPa] | Yield Strength [MPa] | Elongation [%] |
|---|---|---|---|---|
| As-built | - | 924 | 852 | 16.5 |
| HT: 855 °C / Ar / 4 h | 1000 | 854 | 543 | 20.0 |
| >150 | 645 | 296 | 10.0 | |
| 150 | 659 | 332 | 6.0 | |
| 70 | 449 | 302 | 3.6 | |
| 3 | 340 | 262 | 1.7 |
| Part | LBPF | Traditional |
|---|---|---|
| Stator | 0.82 kg | 0.62 kg (lamination) 0.395 kg (support) |
| Magnets | 0.22 kg | 0.16 kg |
| Endcap | 0.16 kg | 0.16 kg |
| Retaining rings | 0.00 kg | 0.01 kg |
| Ball bearings | 0.03 kg | 0.03 kg |
| Rotor | 0.56 kg | 0.68 kg |
| Casing | 1.11 kg | 1.67 kg |
| Winding | 0.36 kg | 0.27 kg |
| Total | 3.26 kg | 4.01 kg |
| Manufact. Method | Material | LBPF + HT | Punching and Stacking | Machining + HT | Labour | Subtotal | |
|---|---|---|---|---|---|---|---|
| Rotor | AM | 1.58% | 22.16% | 0.00% | 4.92% | 0.00% | 28.66% |
| Traditional | 2.32% | 0.00% | 0.00% | 19.51% | 1.62% | 23.45% | |
| Stator | AM | 1.51% | 21.93% | 0.00% | 4.25% | 0.00% | 27.68% |
| Traditional | 0.18% | 0.00% | 7.57% | 0.36% | 0.45% | 8.57% | |
| Stator support | AM | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% |
| Traditional | 0.60% | 0.00% | 0.00% | 16.66% | 1.40% | 18.66% | |
| Housing | AM | 0.25% | 14.41% | 0.00% | 3.70% | 0.00% | 18.37% |
| Traditional | 2.70% | 0.00% | 0.00% | 17.63% | 1.51% | 21.84% | |
| Endcap | AM | 0.02% | 0.00% | 0.00% | 0.76% | 0.00% | 0.78% |
| Traditional | 0.02% | 0.00% | 0.00% | 0.76% | 0.00% | 0.78% | |
| Windings | AM | 0.51% | 0.00% | 0.00% | 0.00% | 7.71% | 8.22% |
| Traditional | 0.38% | 0.00% | 0.00% | 0.00% | 8.08% | 8.46% | |
| Magnets | AM | 1.00% | 0.00% | 0.00% | 0.00% | 1.63% | 2.63% |
| Traditional | 0.80% | 0.00% | 0.00% | 0.00% | 2.04% | 2.83% | |
| Integration and testing | AM | 0.00% | 0.00% | 0.00% | 0.00% | 13.65% | 13.65% |
| Traditional | 0.00% | 0.00% | 0.00% | 0.00% | 13.65% | 13.65% | |
| Total | AM | 100.00% | |||||
| Traditional | 98.26% | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lizarribar, B.; Prieto, B.; Aristizabal, M.; Martín, J.M.; Martínez-Iturralde, M.; San José, E.; Golvano, I.; Montes, S. Electric Aerospace Actuator Manufactured by Laser Powder Bed Fusion. Aerospace 2023, 10, 813. https://doi.org/10.3390/aerospace10090813
Lizarribar B, Prieto B, Aristizabal M, Martín JM, Martínez-Iturralde M, San José E, Golvano I, Montes S. Electric Aerospace Actuator Manufactured by Laser Powder Bed Fusion. Aerospace. 2023; 10(9):813. https://doi.org/10.3390/aerospace10090813
Chicago/Turabian StyleLizarribar, Borja, Borja Prieto, Miren Aristizabal, Jose Manuel Martín, Miguel Martínez-Iturralde, Ekain San José, Ione Golvano, and Sergio Montes. 2023. "Electric Aerospace Actuator Manufactured by Laser Powder Bed Fusion" Aerospace 10, no. 9: 813. https://doi.org/10.3390/aerospace10090813
APA StyleLizarribar, B., Prieto, B., Aristizabal, M., Martín, J. M., Martínez-Iturralde, M., San José, E., Golvano, I., & Montes, S. (2023). Electric Aerospace Actuator Manufactured by Laser Powder Bed Fusion. Aerospace, 10(9), 813. https://doi.org/10.3390/aerospace10090813