1. Introduction
The mainstream composite material type for aeronautical applications is carbon fiber reinforced epoxies. However, issues associated with their long curing cycles which lead to low production rates, the growing environmental concerns associated with their end of life treatment as well as the adoption of stricter environmental policies have turned the attention of the aeronautical industry to thermoplastic composites as a promising alternative solution [
1,
2].
Thermoplastic composites exhibit superior impact and chemical resistance, unlimited self-life as well as the ability of assembling sub-structures by welding and recyclability [
3]. On the downside the higher processing temperatures and pressures needed for processing these materials, leading to increased energy consumption and cost, are key barriers for their wide range use for the construction of primary structures by the aeronautical industry [
4]. Additionally, the deterioration of the mechanical properties of the materials during the recycling process due to the difficulties in the incorporation of the recycled fiber systems into the matrices [
1,
5] poses a burden for further exploiting their recyclability. Regardless whether dealing with thermosets or thermoplastics, cost and environmental footprint for producing an aircraft component are nowadays of critical concern, in addition to the non-negotiable demand for reduced weight by satisfactory quality.
In general, Life Cycle Costing (LCC) and Life Cycle Assessment (LCA) models are used individually prior manufacturing as tools either for the selection of the most suitable process among a number of candidates or for the process optimization if the manufacturing technique is already predefined. As mentioned, meeting the quality requirements of the component, in terms of predefined quality features like for example critical mechanical properties and so forth, remains a non-negotiable demand. Yet, in most cases a quality increase is associated to an increase of cost and in several cases also to an increase of environmental footprint and vice versa. Therefore quality of the component as well as the overall environmental footprint and cost of the product including component manufacturing process and End-of-Life-Cycle need to be considered already at the component design phase as component optimization interdependent objective functions.
Several studies have been conducted for evaluating separately the financial viability or the environmental footprint of structures made from composite materials [
6,
7,
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25]. A number of existing works are dedicated to the cost estimation analysis of the processing of structural components; manufacturing process or component quality optimization are made as independent processes [
9,
19,
20,
21,
22]. In Reference [
9] process simulation and cost analysis have been made during the manufacturing process of a rotor blade pitch horn by Eurocopter to justify the replacement of a manual prepreg manufacturing process by a novel, semi-automated preforming process. In Reference [
22] cost modeling tools are used to estimate the manufacturing cost of automotive and aircraft components using liquid composite molding processes by giving emphasis on RTM. The works in References [
23,
24] include optimization methodologies which lead to a set of optimal part or/and process parameters; they reduce the total manufacturing cost and, hence, increase the cost effectiveness of the component or process under investigation.
In Reference [
8], Timmis et al. evaluated the environmental footprint reduction resulted from the adoption of composite materials in aviation. The results pointed out that although carbon fiber reinforced polymers demonstrate increased environmental impact during the manufacturing and disposal phase, they represent an environmentally more friendly solution as compared to other traditional materials (i.e., aluminum) when the environmental impact is limited to the in use phase of the aircraft. Yet, this analysis is not accounting for End of Life Analysis and re-usability aspects. Duflou et al. [
11] and Song et al. [
6] quantified the environmental footprint of composites when they are replacing steel. It is worth noting that although steel is of great importance in automotive applications it is of rather limited use in aircraft structural applications (e.g., 7% in A350). Both latter studies demonstrated that composite materials outperformed steel due to the weight savings that they offer during the mentioned in use phase.
On the other hand, a number of existing works refers to combined LCA and LCC analyses involved for several types of materials [
7,
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33,
34]. However the relevant works which refer to composites remain limited. In Reference [
28] the application of a Life Cycle Assessment (LCA)/Life Cycle Costing (LCC) integrated model is described for the comparison of an Anti-Glare Lamellae (AGL) currently manufactured from virgin HDPE with an alternative one made from recycled High Density Poly Ethylene (HDPE). In Reference [
29] LCA studies as well as an LCC analysis were carried out for a refractory brick production and in Reference [
30] the process-based cost and environmental footprint profile assessments of a green composite were made. In Reference [
31] the environmental and financial credits of different waste treatment routes (disposal, incineration for energy recovery and mechanical recycling) of carbon fiber reinforced composites is investigated. The results demonstrated that the environmental benefits occurred from mechanical recycling are impaired from the severe deterioration of the mechanical properties of the fibers leading to a low market value product.
In Reference [
32] the combined economic and environmental effects of substituting steel used for a car bulkhead by material alternatives which are lighter was investigated with the focus on composite materials; thus four material scenarios as well as an automated preforming technology combined with reaction injection molding had been chosen. Manufacturing and life cycle costs were derived involving a cost model and the environmental performance of each scenario was quantified using LCA according to International Standard Organization (ISO) guidelines.
In parallel, efforts have been undertaken in optimizing structural components with regard to their quality and cost by considering quality and cost as interdependent functions of the manufacturing process parameters [
3,
17,
18,
35,
36,
37,
38,
39,
40,
41]. In Reference [
17] a concept, namely the PICANT concept, as well as the respective software for applying it, were introduced allowing for the cost estimation of a product already during the design phase by selecting the prospective manufacturing process of the product amongst various potential manufacturing processes and possible product design alternatives; it represents one of the first research efforts to optimize an aircraft structural component with regard to its quality and cost. In an early study, an APC-2 thermoplastic composite astray-like sample was produced using an infrared heated cold diaphragm forming device at laboratory scale [
18]. The process was derived and optimized with regard to its quality and cost. The manufacturing of a helicopter’s canopy produced using the cold diaphragm forming technique is optimized from a financial and qualitative standpoint [
35]. Furthermore, in Reference [
36] the optimal process parameters of a Laser Transmission Welding system as well as the optimal heating cycle for welding thermoplastic lap joints were obtained in the form of a reference welding temperature along with an allowable process window, which meets the minimum quality requirements. The results of the study were successfully exploited by an aircraft industry to weld stiffeners on aircraft’s fuselage panel. Moreover, in References [
38,
39] an approach to design fuselage frames for minimum weight, as well as minimum cost is proposed.
However, despite the mentioned efforts, tools and concepts allowing for a holistic and interdependent optimization of a product with regard to quality, cost and environmental impact still need to be developed.
To this end, in the present work, a novel holistic component and process optimization Index is introduced. The Index is aimed to provide a decision support tool for the optimization of aircraft composite components and manufacturing processes as well as for the selection of the appropriate manufacturing technique of a component when various techniques are considered as manufacturing options. It should be underlined that the implementation of the proposed index is not limited to aerospace structures. The Index can be exploited for the optimization of any industrial composite component or process where Quality, Environmental footprint and Cost are of concern. The criteria involved in the Index are quality, cost and environmental footprint functions which are considered to be interdependent.
2. The Index
For the formulation of the proposed Index the underlying consideration is that quality, cost and environmental footprint are design features that need to be taken into account already at the design stage of a structure. Said features are not independent but are interrelated ones. The optimization process of a structure is understood as the effort to achieve an optimum tradeoff between quality, cost and environmental footprint by considering the entire life cycle of the component.
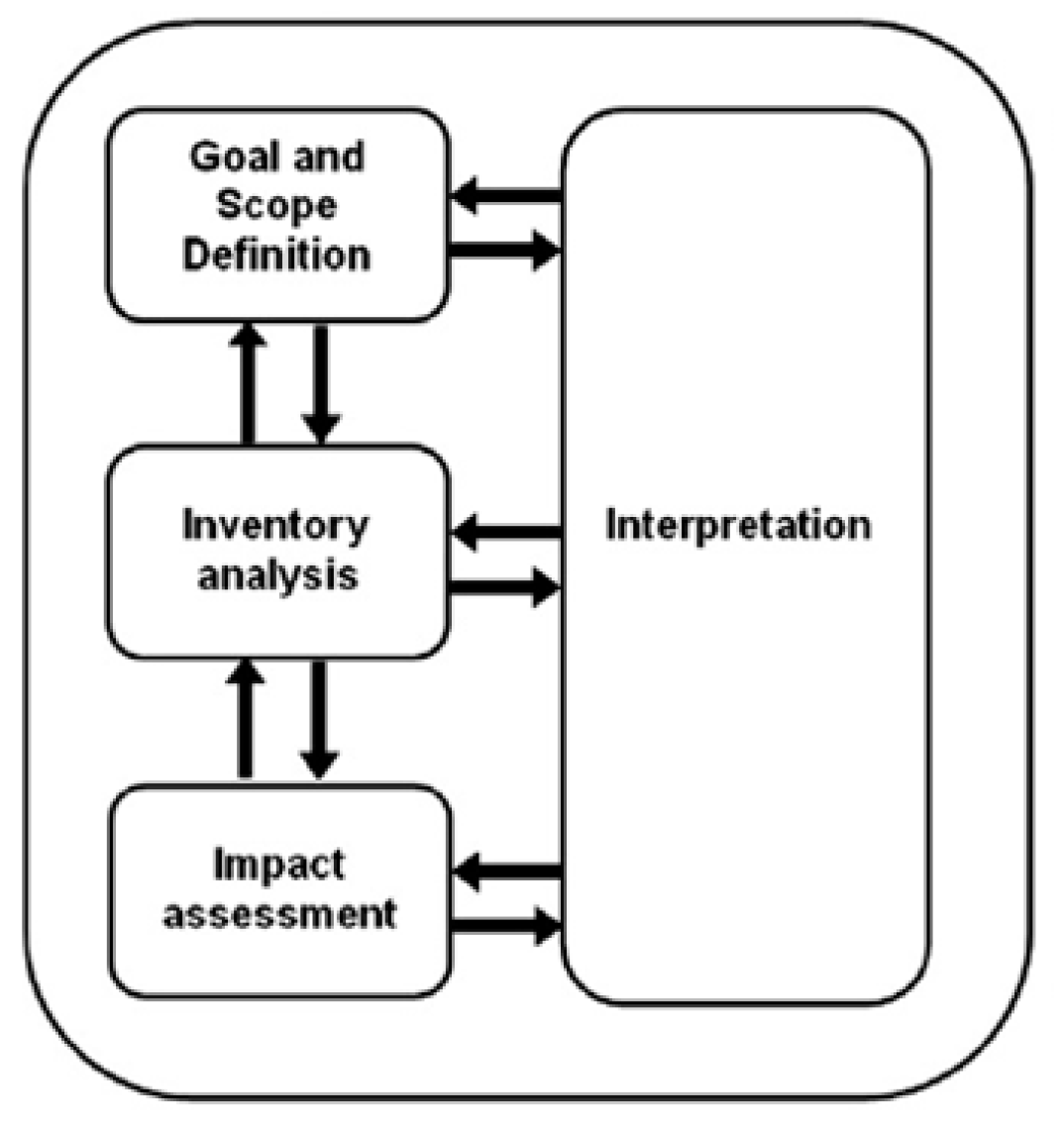
For the implementation of the Index quality needs to be quantified by setting measurable technological features which are required for the component under consideration. Hence, said quality features and the respective objective functions are component specific. For structural applications the selected quality features are usually evaluated through mechanical tests. The Index accounts for cradle-to-cradle Life Cycle Costing (LCC) and Life Cycle Analysis (LCA) models. Cost is estimated by implementing the Activity Based Concept (ABC) using a tool developed in-house [
35]. This tool (LTSM Process Optimization Software Tool -LTSM-OPT) enables the user to carry out an optimization procedure, where the input is the process parameters as well as the allowable range of parameters variation and the output is the optimized set of parameters with regards to the manufacturing cost. Environmental footprint is assessed by exploiting the ReCiPe method [
42] using open LCA software. Usually, the success of achieving high quality of a component by involving for instance the Autoclave process is compensated by the increased cost and the environmental footprint which are associated to the use of the Autoclave. To achieve an optimum balance between these contradictive design demands Multi Criteria Decision methods (MCD) [
43,
44,
45] need to be involved. For the present Index the Multi Criteria Decision method Analytic Hierarchy Process (AHP) [
46,
47] has been exploited.
On the base of the above considerations a holistic Index P is introduced as:
where:
Q is the selected quality feature or function, determined as
;
Qcase refers to the quality obtained for the case under investigation and
Qautoclave refers to the respective values when using an autoclave which is considered as reference point. It implies the assumption that by involving the autoclave, the properties under consideration are taking their maximum value, that is, the component has the best quality.
Qcase is understood as certain mechanical or other technological properties which are significant for the structural component under consideration; apart from the mechanical properties, any other technological property which is influenced by the selection of the manufacturing process parameters and is of critical concern for the component under consideration can be defined as quality feature. The dependency of the selected properties to the component’s manufacturing process parameters are derived experimentally and formulated using appropriate mathematical expressions. Such functions may be found in [
35] and a representative example is shown in
Table 1.
C is the term accounting for the cost of the component and is defined as
.
Ccase corresponds to the total cost estimated through the cost analysis made for the case under investigation;
Cautoclave corresponds to the respective costs by using the autoclave process which is considered as reference point. The definition of the autoclave as the reference point implies the assumption that the autoclave is the most cost consuming process among the processes currently in use.
Ccase and
Cautoclave are functions relating the cost of the structural component under consideration to the manufacturing process parameters and are derived empirically. Such functions may be found in [
7] and a representative example is shown in
Table 1.
C is understood as a ‘penalty’. Therefore in Equation (1) its value is deduced from the quality term value
Q. The higher is the value of the ratio
, that is, the ratio of the cost of the manufacturing process under consideration to the cost of using the Autoclave, the higher is also the ‘penalty’ to the Index’s value.
E is the term of the Index accounting for the environmental footprint and is defined as
.
Ecase stands for the sum of the most aggravating environmental factors calculated by means of an LCA tool for the case under investigation, namely
E = Climate change plus Freshwater Eco toxicity plus Ionizing radiation.
Eautoclave refers to the respective value of the autoclave process which is used as reference point assuming it is the most environmentally aggravating process among the processes currently in use for producing aircraft structural thermoplastic components.
Ecase and
Eautoclave are also functions of the manufacturing process parameters and are derived empirically. Such functions may be found in [
7] and a representative example is shown in
Table 1. Also
E is understood as a ‘penalty’ and therefore it is also deduced from the value of quality term
Q. The higher is the environmental footprint of the manufacturing process considered the higher is also the ‘penalty’.
In the example of the
Table 1, Quality is defined as the shear strength of a plate. Referred quality function has been developed empirically for a plate produced by using the Diaphragm Forming Technique [
35]; τ, T and t stand for the shear strength, process temperature and process time respectively. F
1 is a constant which depends on material and selected process. The cost of the heating sub-process during the Diaphragm Forming Technique is estimated using the empirical cost function (Cost Estimation Relationship-CER) [
35] shown in
Table 1; κ
inf, NH, D and THPL stand for the cost of infrared lamp per hour, number of heating lamps, distance between lamp and thickness of ply, respectively. C
1, C
2, C
3, C
4 are constants which depend on material and selected process. At last, the Global Warming Potential (GWP
100) which is a common index among LCA studies for evaluating the environmental footprint [
4] is calculated using the environmental footprint function of
Table 1; it relates the total energy of each sub-process
Ei to the process time
t and the process temperature
T. m
CO2eq stands for the mass in kg of CO
2 emission that is produced from the consumption of 1 kWh of electricity.
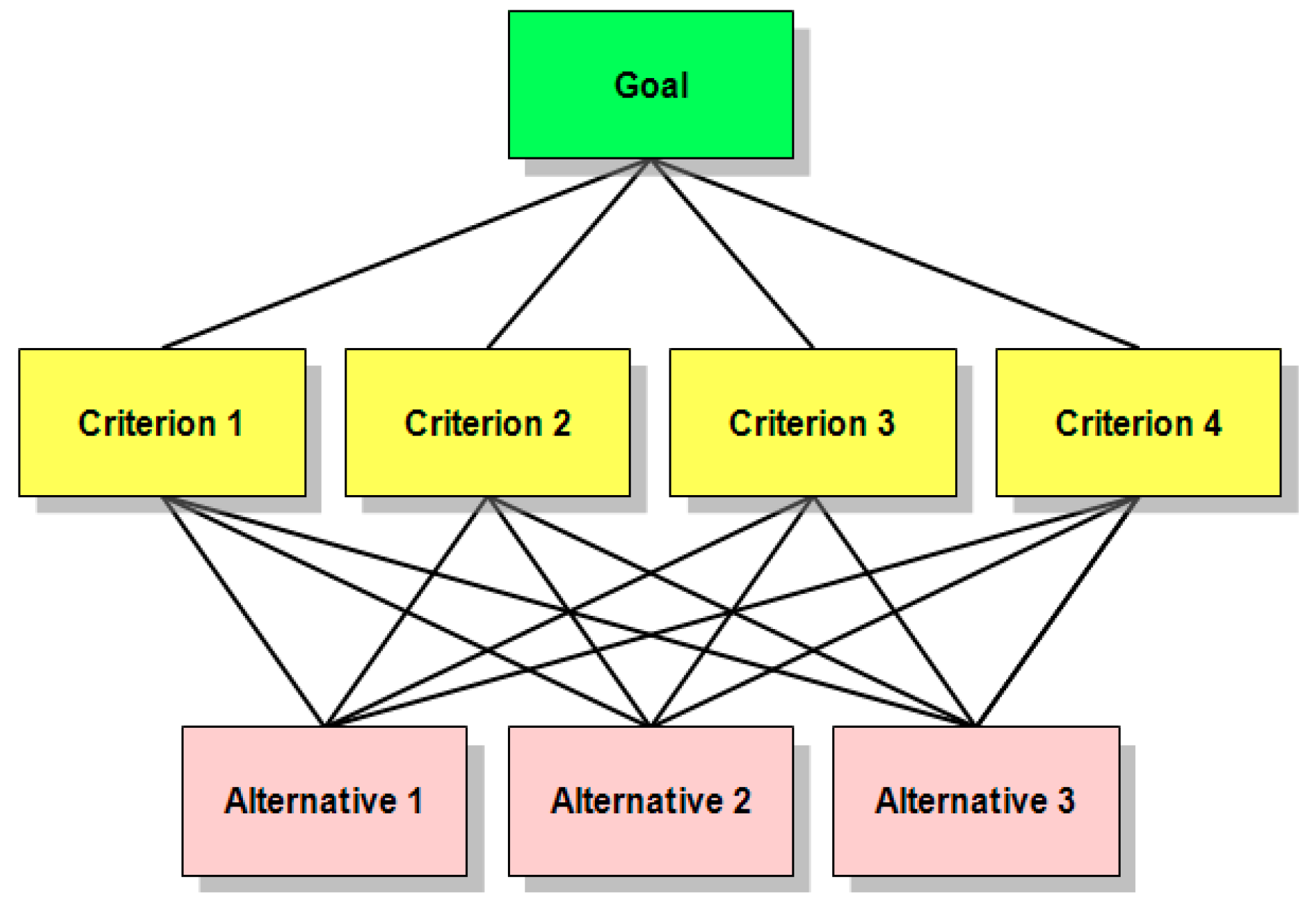
KQ, Kenv, Kcost in Equation (1) stand for dimensionless weight factors which depend on the application and the design restrictions set and reflect the significance of each term for the overall value of the Index. To reduce subjectivity on defining the weight factors they are calculated using the Analytic Hierarchy Process (AHP) which represents a widely used Multi Criteria Decision (MCD) making methodology when a tradeoff between contradicting effects and the desirable result is of concern [
44].
According to the above definitions the maximum value that the proposed index can take is 1. This value can be achieved only theoretically. The index value 1 refers to the ‘ideal’ product that would have perfect quality represented through the quality of the laminated prepreg material produced with autoclave, zero environmental footprint and zero cost. It is worth noticing that the proposed index offers the flexibility to set limitations and constraints depending on the application. For example certain quality requirements can be set through threshold values of certain properties. All manufacturing options do not satisfy these limitations are excluded regardless of their index value or the values of its terms. To sum up, the index can support two different kinds of decisions: if for manufacturing a specific component one single process is considered the index can be utilized for the instant assessment of the process parameters impact to the cost, quality and environmental footprint; thus these parameters can be adjusted accordingly such as to achieve an optimized process. Alternatively, the index can be utilized for the comparison between a number of alternative processes assuming that they are already optimized processes. The result of the comparison is the selection of the most suitable process among the existing alternatives. The proposed Index is applicable to thermoset as well as to thermoplastic composites by using the appropriate functions for the terms involved in the index. It should be noticed that as for both types of materials the Autoclave process is the most common it can be used for both as a reference.
5. Results and Discussion
The methodology described above will be implemented to derive the Index P for the AFP and the Autoclave process respectively, so as to facilitate a decision on which of them is the most suitable for manufacturing the specific component under consideration. However, as AFP is a new process which is not optimized yet the introduced Index P will be first exploited to optimize the AFP process before comparing it to the Autoclave.
5.1. Quality Analysis
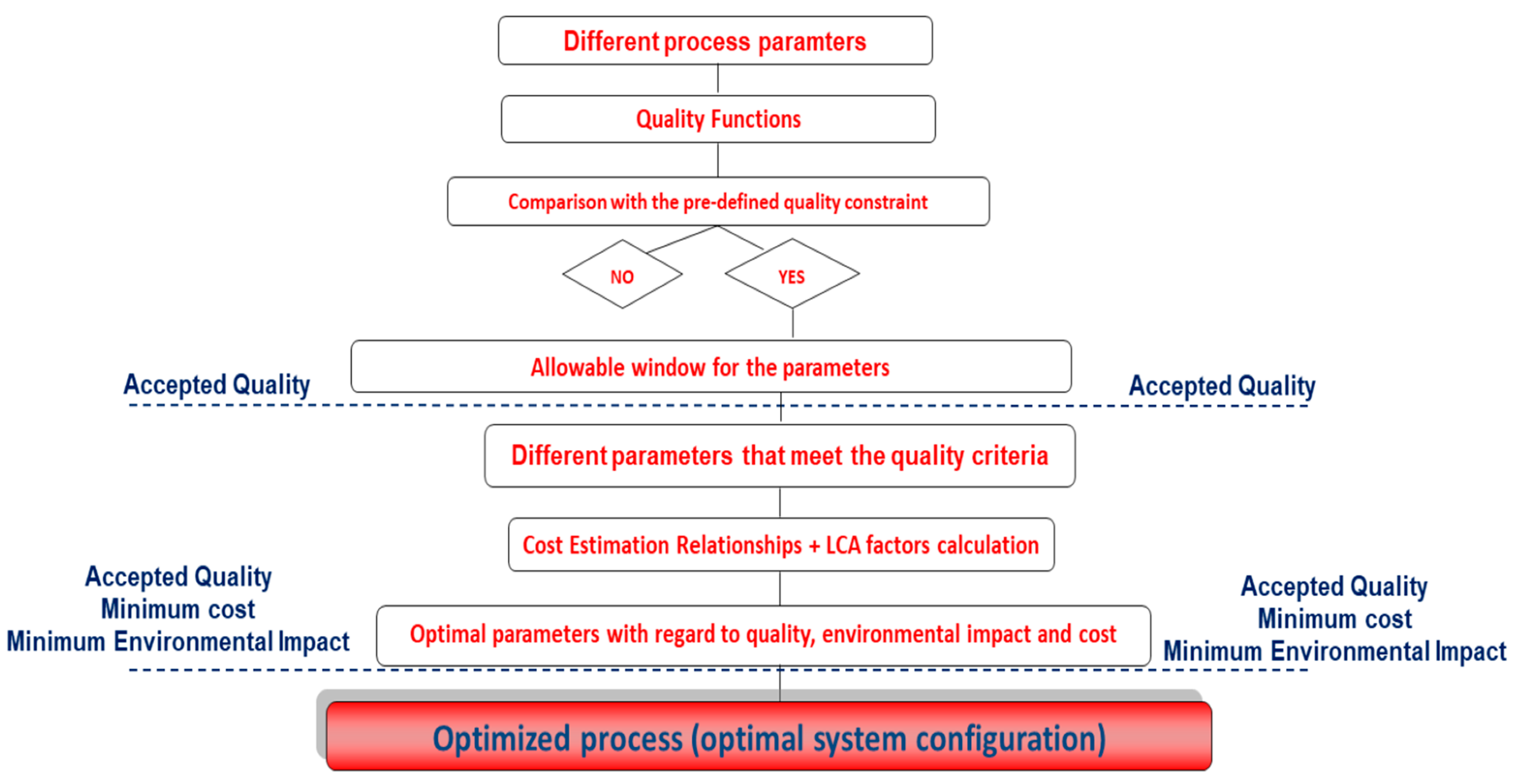
It is known that the mechanical properties of a thermoplastic composite component depend on the heating process parameters involved to manufacture the component, namely the heating temperature, the heating time, the cooling rate and so forth. These dependencies along with the design allowances of the component concerning mechanical properties set a “window” for the process parameters for achieving a component of acceptable quality. As mentioned, in this work the material investigated was PEEK/carbon. The mechanical property considered as quality feature for the fuselage panel was the Inter-Laminar Shear Strength (ILSS) as it represents a critical mechanical property for the application under consideration and is directly related to the achieved crystallinity level of the thermoplastic material. The dependency of the ILSS value on the main AFP process parameters has been investigated in [
53]. These results are exploited in the present study to formulate the required Quality Function. Mentioned experimental results are shown in
Table 3 [
53].
To derive the Quality Function (QF), which is an equation that relates the investigated quality parameter ILSS with the selected AFP process parameters, a regression fitting analysis of the experimental data was carried out. The result of this analysis is the definition of the most appropriate mathematical expression relating the existing process data to the respective fitting coefficients. The derived QF as well as the fitting coefficients
fi,
f2,
f3 and
f4 are given in
Table 4. In the equation,
T stands for Nozzle temperature,
r for the process rate,
Fc for the compaction force and
L for the distance between nozzle and the material.
5.2. Life Cycle Costing
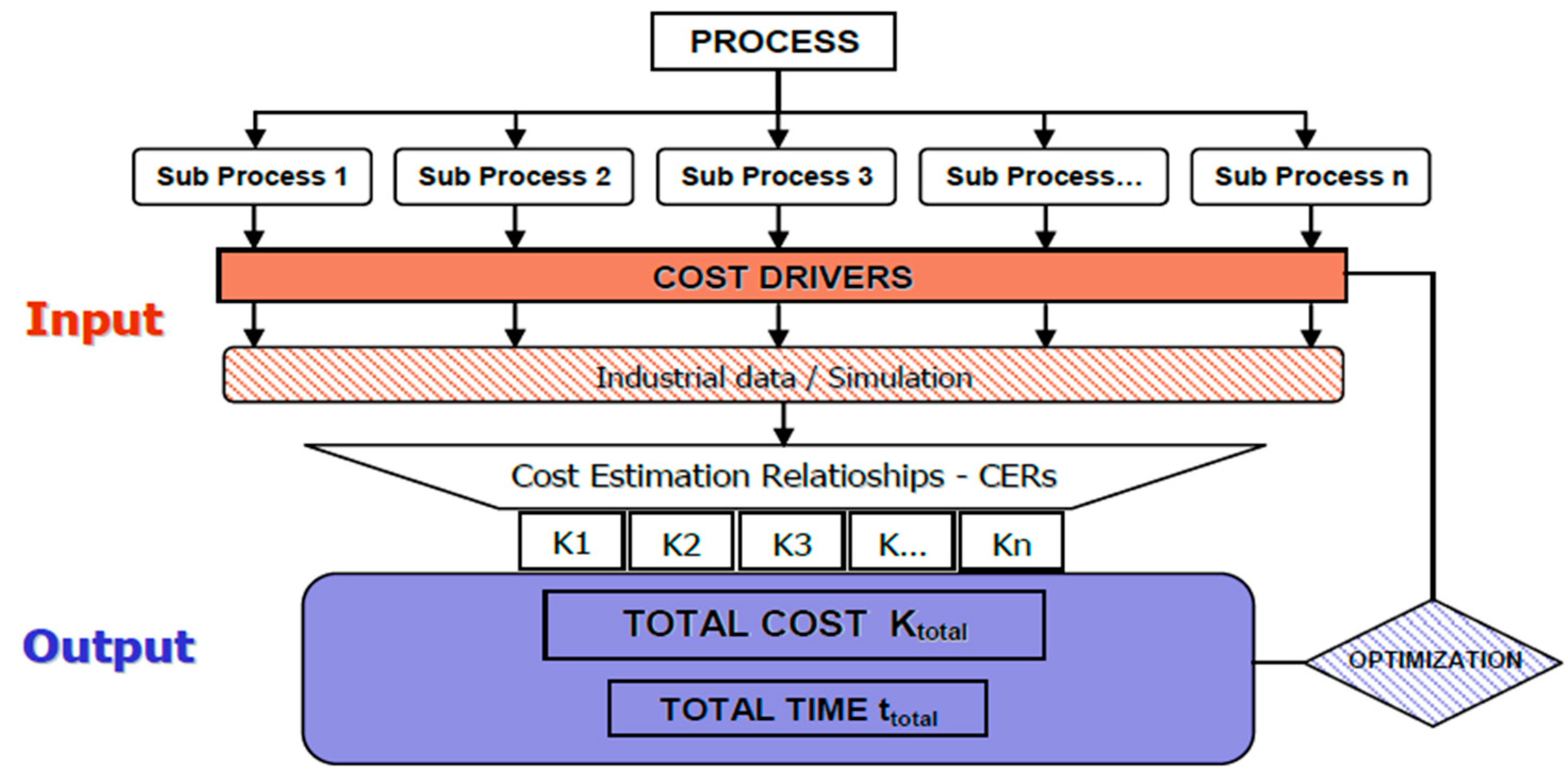
For performing the Life Cycle Analysis Cost Estimation relationships (CERs) relating costs to the main Cost Drivers of the process need to be formulated. The Cost Drivers have been classified to Cost Drivers related to manufacturing process parameters (Heating temperature, Lay-up Speed, Compaction Force, etc.), Labor cost of the specialized worker per hour, Material and Infrastructure cost data and the features of the component under consideration (Weight of Part, Total Part Area, Number of plies, Complexity, etc.). The Cost Drivers considered for the present analysis are summarized in
Table 5.
The derived Cost Estimation relationships (CERs) for the above classes of Cost Drivers are summarized in
Table 6,
Table 7 and
Table 8.
For the purpose of the LCC analysis the cost of 1 kWh was considered equal to 0.114 € [
54] and the labor cost equal to 32.6 €/h [
54]. The cost of the raw material was considered equal to 40 €/m
2. Additionally, the empirical assumption of an average 15% of scrap and infra-structure material based on Reference [
35] was made for all the manufacturing stages.
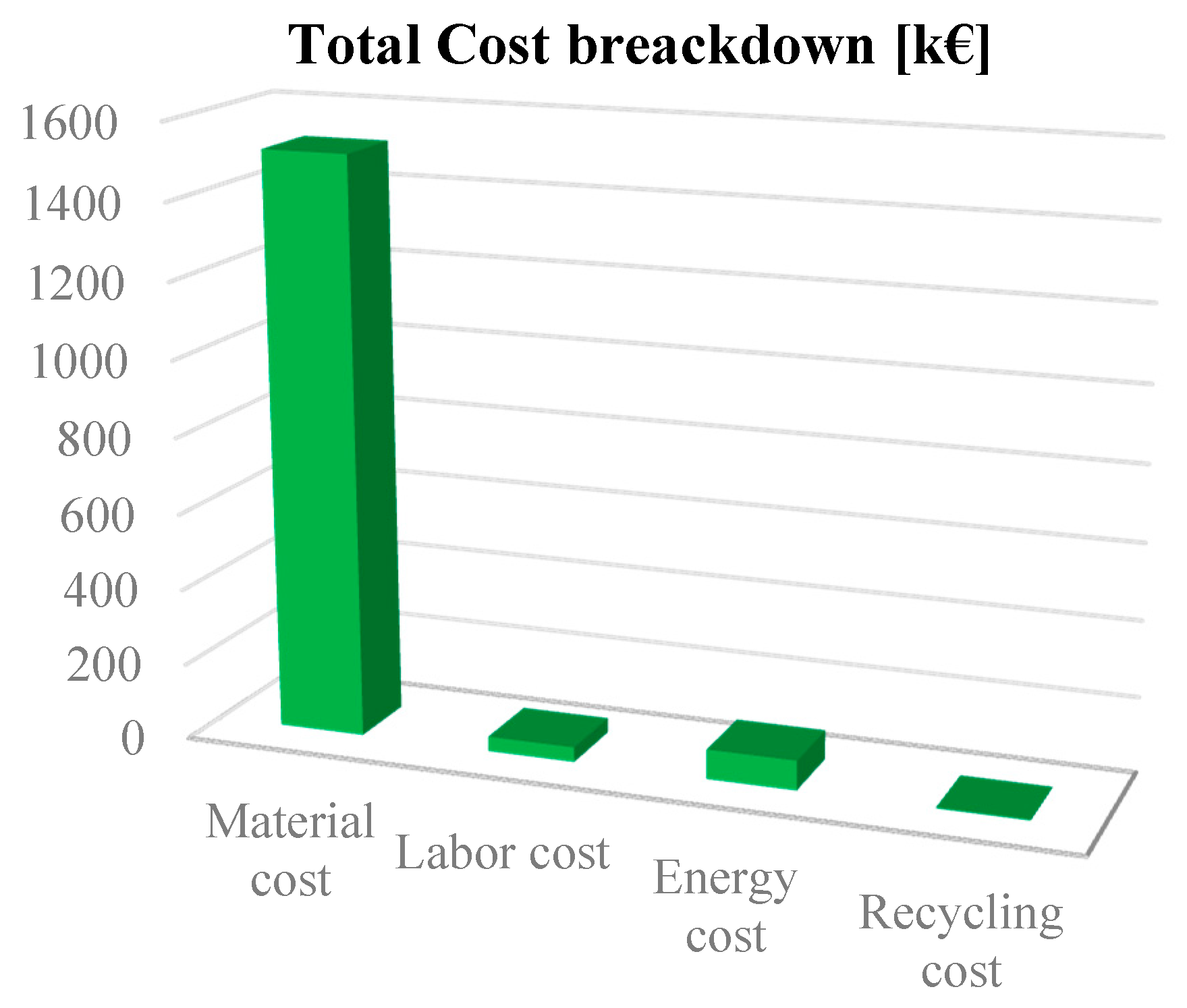
The results from the cost analysis (
Figure 6) demonstrated that the main contributor to the total cost of the component is the material cost. This result is mainly due to the high raw material cost of the involved semi-crystalline thermoplastic prepreg. Labor, Energy as well as the Recycling costs are making a rather small portion of the total cost which does not exceed 20%.
It should be noticed that for the process and component under investigation, no relative learning curve data was available in order to account for the expected financial benefits of a massive production. Therefore, the equipment depreciation cost is not considered in the present analysis. The reusability potential of thermoplastics and its influence on the costing analysis has been also not accounted for. As the present analysis aims to optimize the process parameters of a certain process using in all cases the same thermoplastic material this simplification is not significant. Yet it would be crucial when comparing the environmental footprint of the component by considering thermosetting and thermoplastic composites as alternative material options.
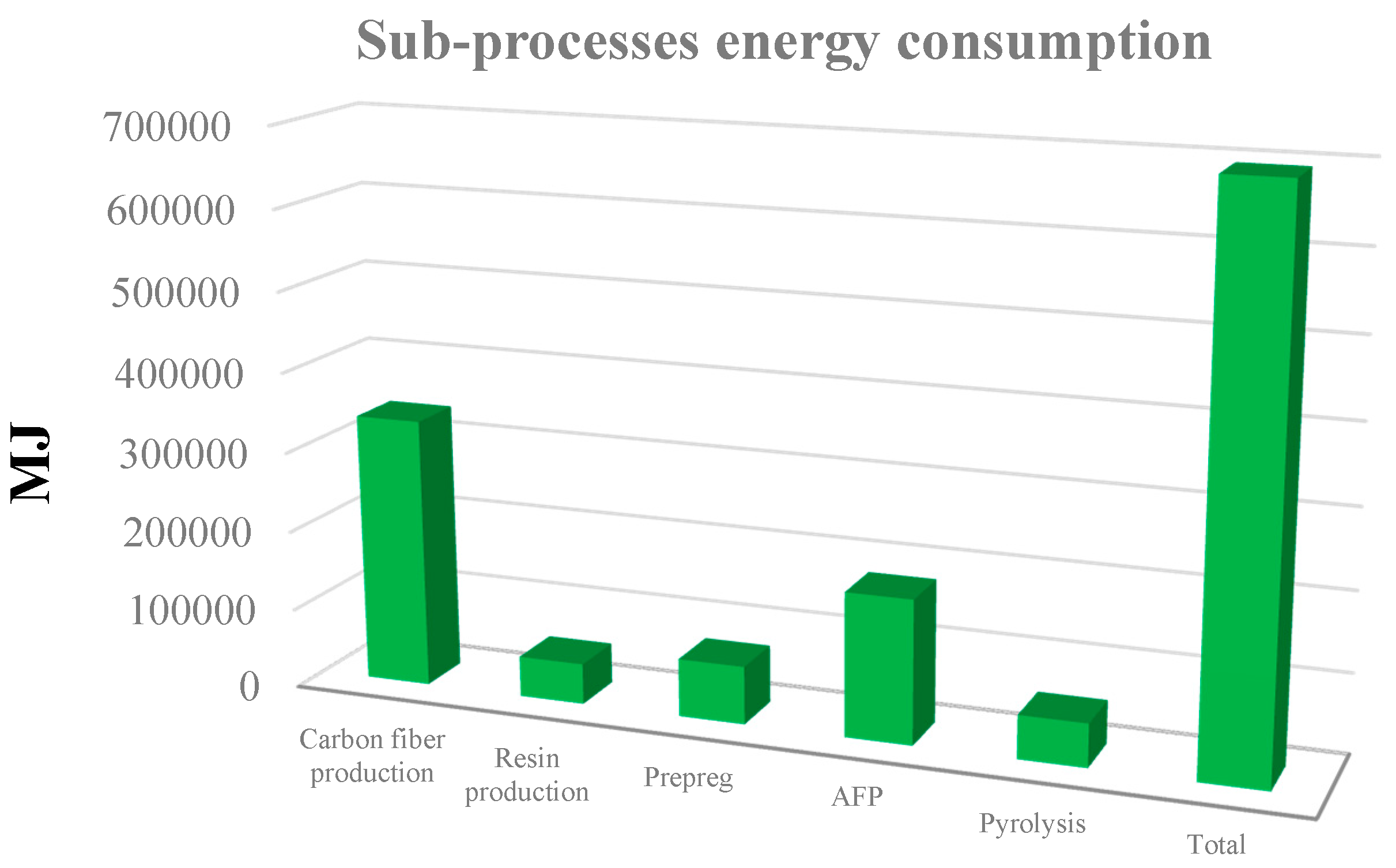
5.3. Life Cycle Analysis
For the present LCA the stages taken into consideration were: Carbon fiber production, Resin production, Prepreg production, Manufacturing (AFP) and Recycling (Pyrolysis). For each of the abovementioned stages the total energy consumption as well as a number of representative environmental midpoint impact categories used to characterize the overall environmental performance were evaluated. The categories considered are: Climate change, Ionizing radiation—human health, Land use, Ozone depletion, Resource depletion—water and Terrestrial eutrophication and so forth. The energy intensity of each process was derived from the literature [
55,
56,
57,
58] and the respective values are summarized in
Table 9. The kg CO
2eq produced from the consumption of 1 kWh was considered equal to 0.34 kg CO
2eq/kWh [
59].
From the performed environmental analysis it turns out that the production of carbon fibers is responsible for about 50% of the total environmental impact (
Figure 7); this finding is also in line with the literature [
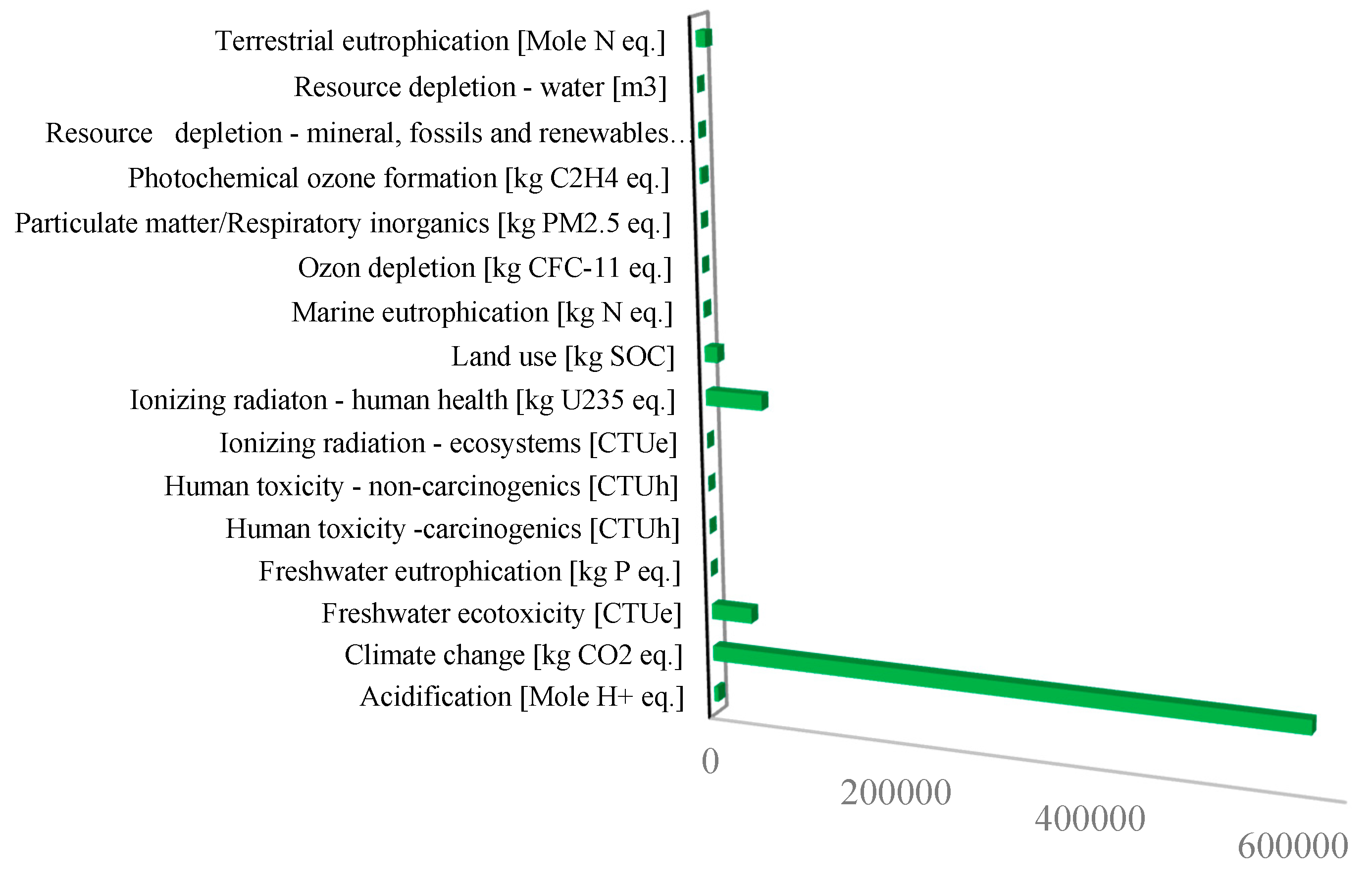
60]. It underlines the need for developing recycling processes safeguarding the quality of the carbon fibers at an acceptable footprint for the environment. The environmental impact factors are displayed in
Figure 8. Their values were calculated using the Open LCA software [
61]. The horizontal axis in
Figure 8 refers to a variety of units which correspond to the various quantities measuring the environmental factors. The units to measure each factor are given in the bracket next to the factor on the vertical axis.
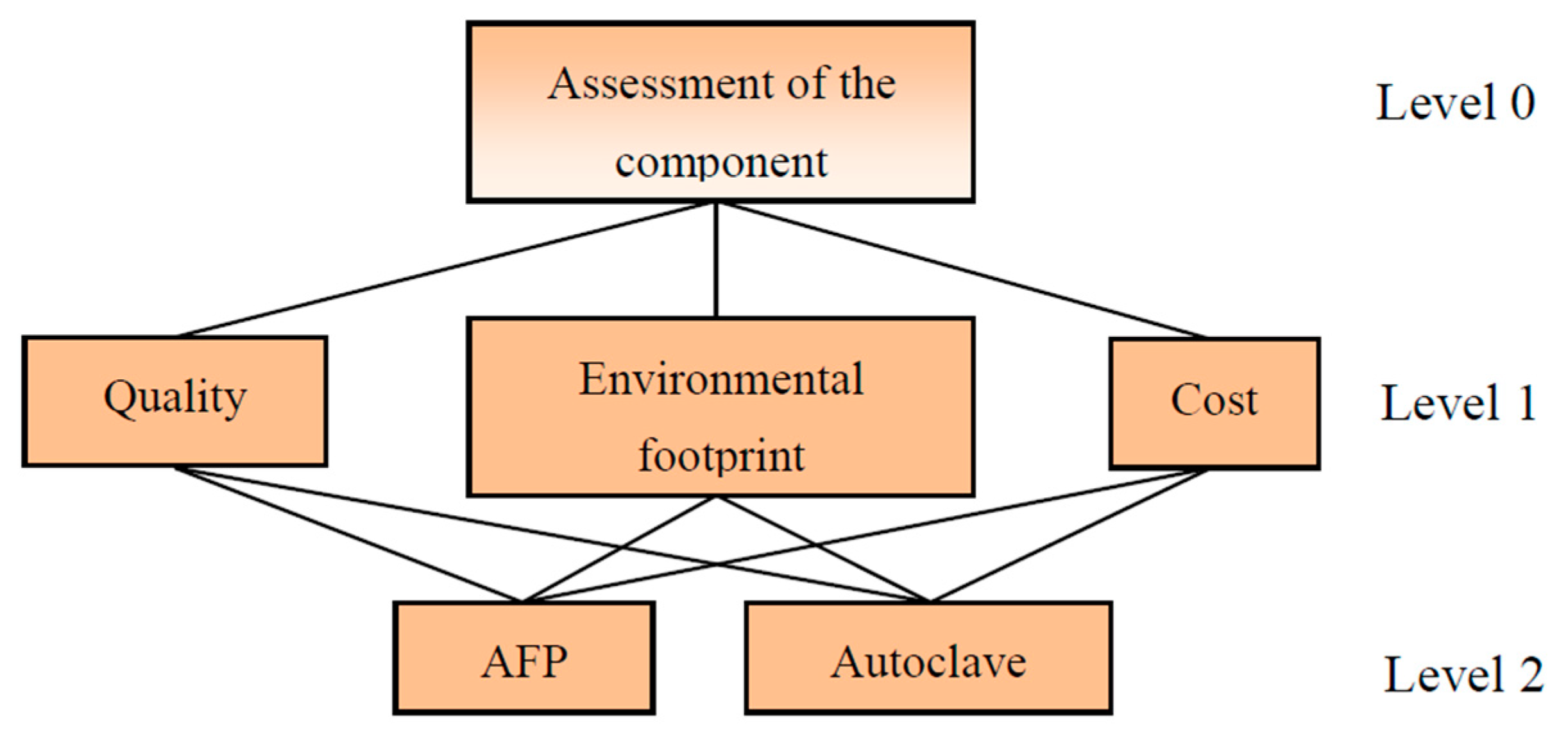
5.4. Definition of the Weight Factors
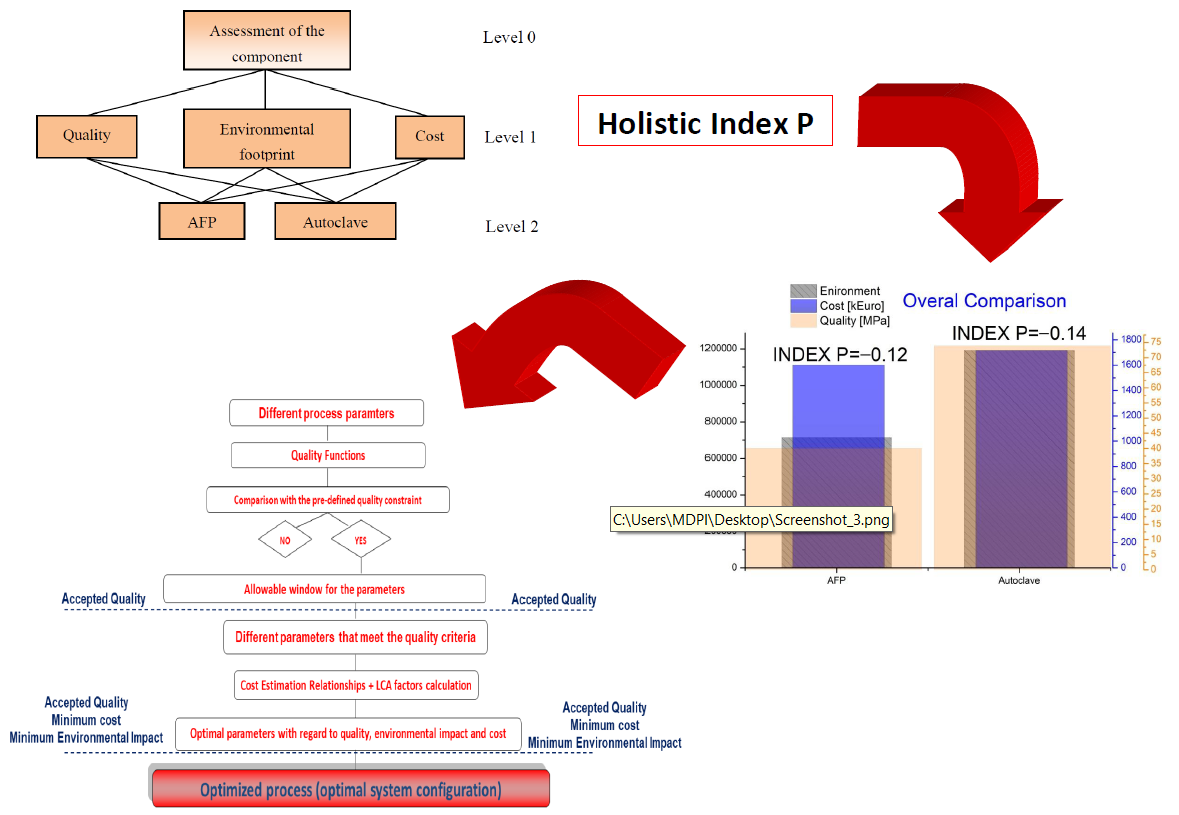
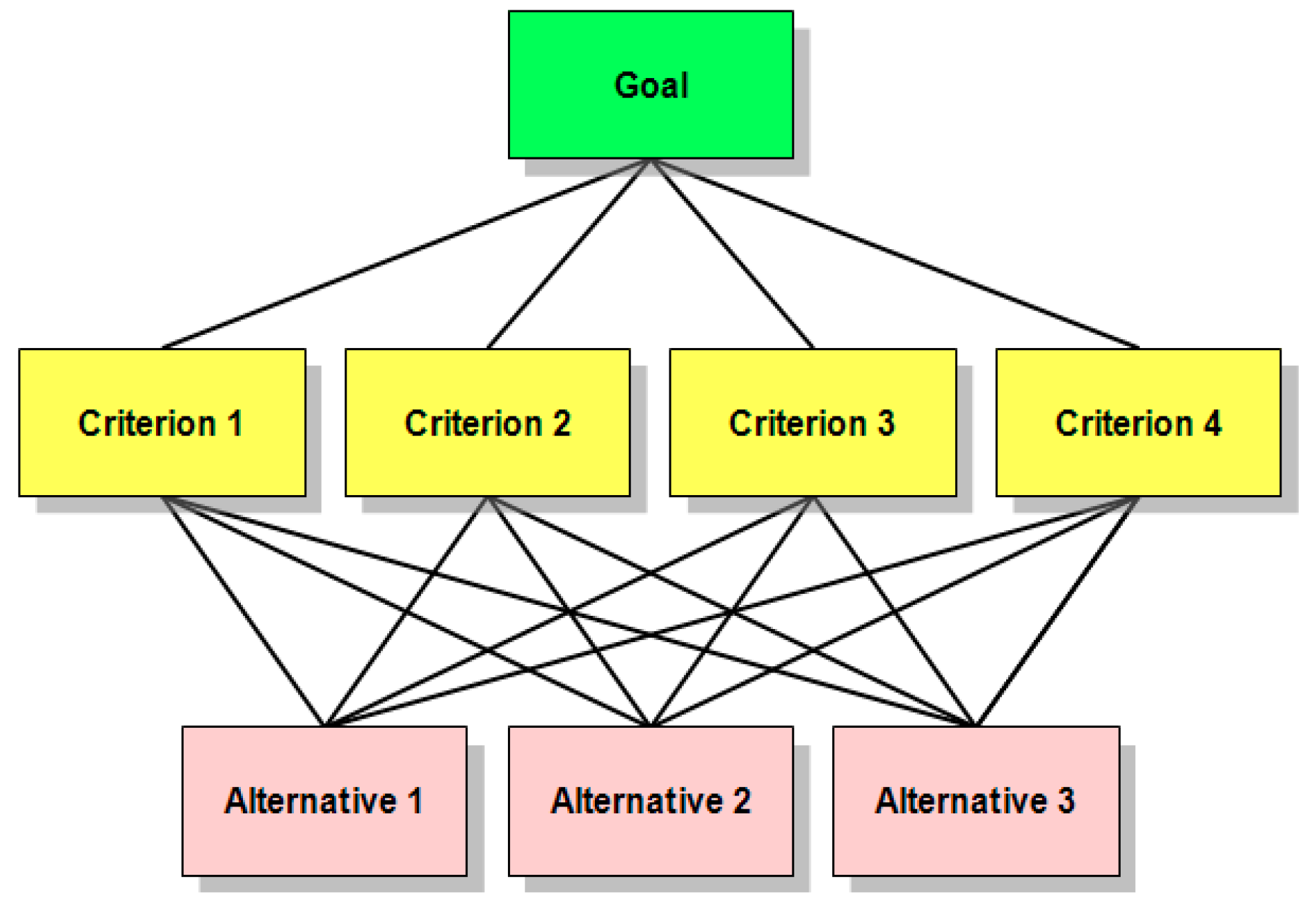
As mentioned above, the AHP process generates a weight factor for each evaluation criterion according to pairwise comparisons between the criteria. In the present AHP analysis, the following AHP network was used (
Figure 9):
The first priority has been given to quality as it refers to safety. However, the Environmental footprint is accounted as equally important due to the environment concerns nowadays. In this context for the specific pairwise comparison between Quality and Environmental Footprint the quality is considered to have the same priority as compared to the Environmental footprint. Therefore, the respective weights have been both set to 1.
Accordingly, for the specific pairwise comparison between Quality and Cost the quality is considered to be much more important than the Cost; hence, the respective weights were set to 5 and 1, respectively. Moreover, the weight factors for comparing between Environmental Footprint and Cost were set to 7 and 1. Inserting the actual and reciprocal values of the weights for implementing the AHP procedure the following comparison matrix and Eigen priority vector were formulated, as shown in
Table 10.
It needs to be underlined that the choice of the weights is a decision of the engineer and reflects his/her priorities. In this case the index will take negative values. This fact reveals that the process under investigation leads to severe environmental pollution which should be taken into account when meeting the decision to select the manufacturing process.
By prioritizing the need to minimize the environmental footprint, both the comparison matrix as well as the AHP priority vector would be different; they may be seen in
Table 11.
5.5. Implementation of the New Holistic Index
Using the weight factors taken from
Table 9, the introduced holistic Index
P takes the form:
with:
and
QF calculated by using the Quality function in
Table 3,
and
CAFP+autoclave being the sum of the costs estimated in
Section 5.2 and
, with
EAFP,
Eautoclave being the values of the respective environmental footprint calculated in
Section 5.3. Using Equation (2) the Index P for the AFP process can be calculated.
5.6. Optimization of the AFP Process
Τo optimize the AFP process, the AFP process parameters were varied so as to obtain the maximum Index value. Τo ensure an acceptable quality, for the ILSS value the constraint to exceed 40 MPa was set.
The computed Index P as well as the calculated quality, cost and environmental footprint factors are given in
Table 12. The corresponding optimized AFP process parameters are given as well.
As shown in
Table 12 the Index P value calculated for the AFP process takes the value −0.12.
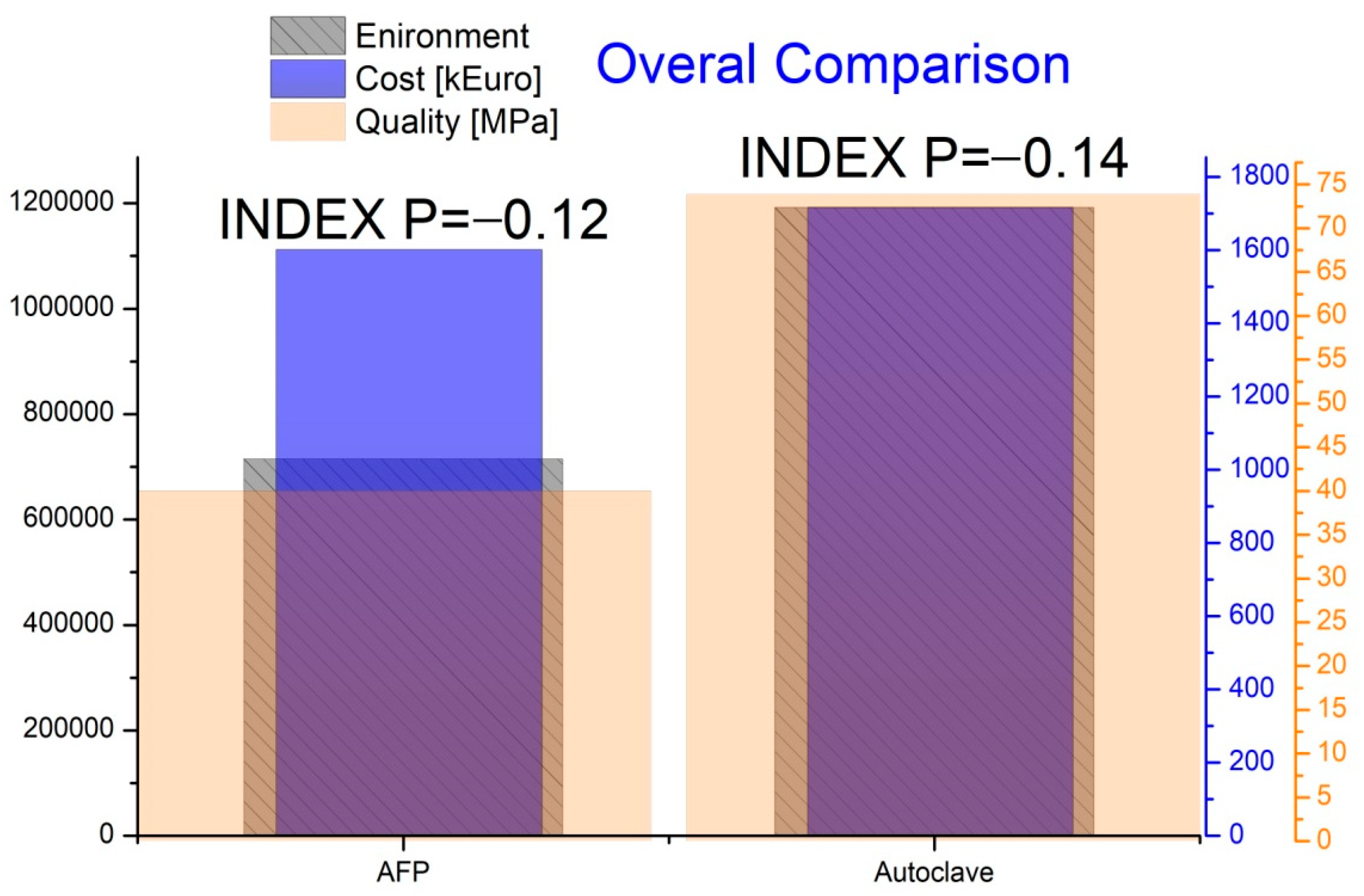
5.7. Comparison with Autoclave
To compare the AFP process to the Autoclave with regard to their suitability to manufacture the part under consideration the approach followed above for the AFP has to be repeated for the Autoclave. As the Autoclave is a process which is widely used process several parts of the above analysis such as the derivation of quality functions or Life Cycle Costing analyses are already available in the literature [
4,
7]. Yet, as for formulating the present Index P the Autoclave process has been taken as the reference process all terms in Eqn. 1 take by definition the value 1. In this case the Index P results as the sum of the weight factors. The Index P value calculated for the Autoclave process was −0.14, as shown in
Figure 10.
The result of the comparison indicates that the optimized AFP process (
p = −0.12) is a process offering the potential to replace Autoclave in a number of certain applications as it offers significant cost and environmental advantages as compared to the Autoclave. These advantages are quantified through the terms
C and
E, respectively in the Index (
Table 10 and
Figure 10). Furthermore, the analysis makes evident that the focus of research should be on improving the quality of the parts produced using the AFP process.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}