
Multi-Scale Mechanical Property Prediction for Laser Metal Deposition
 , ,
, ,
Abstract
1. Introduction
2. A Cladding Stacking Model
2.1. Model Introduction
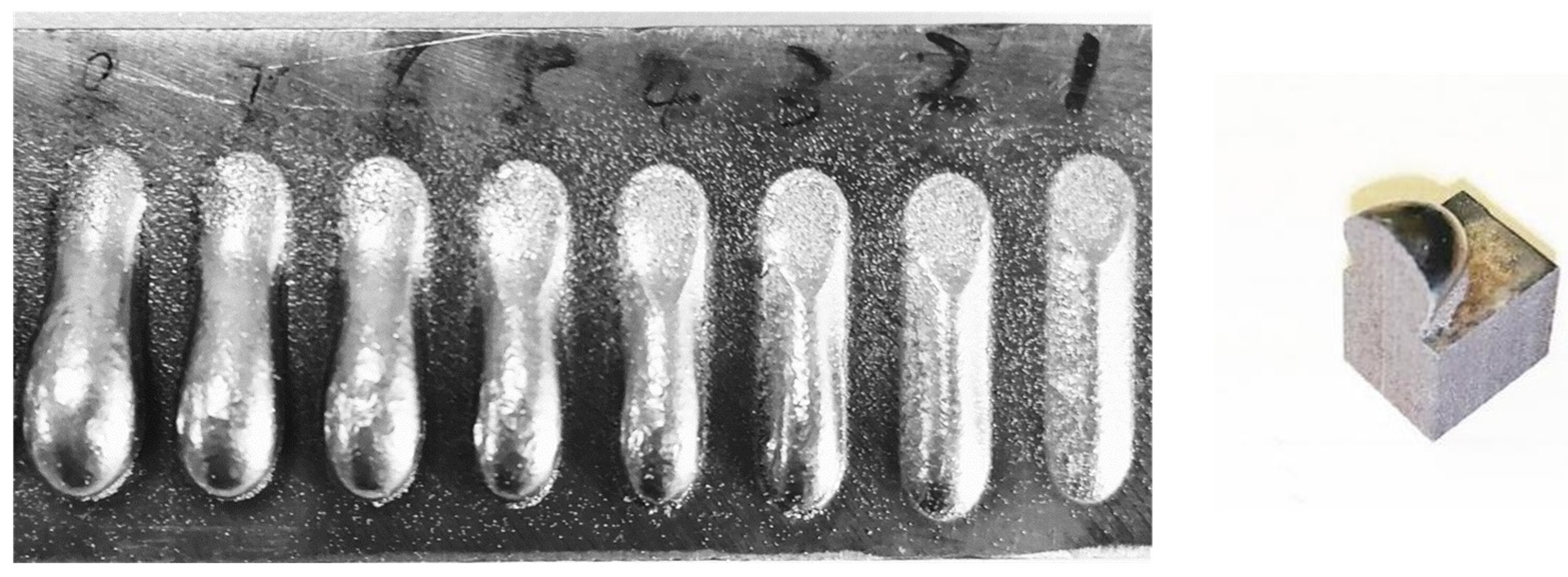
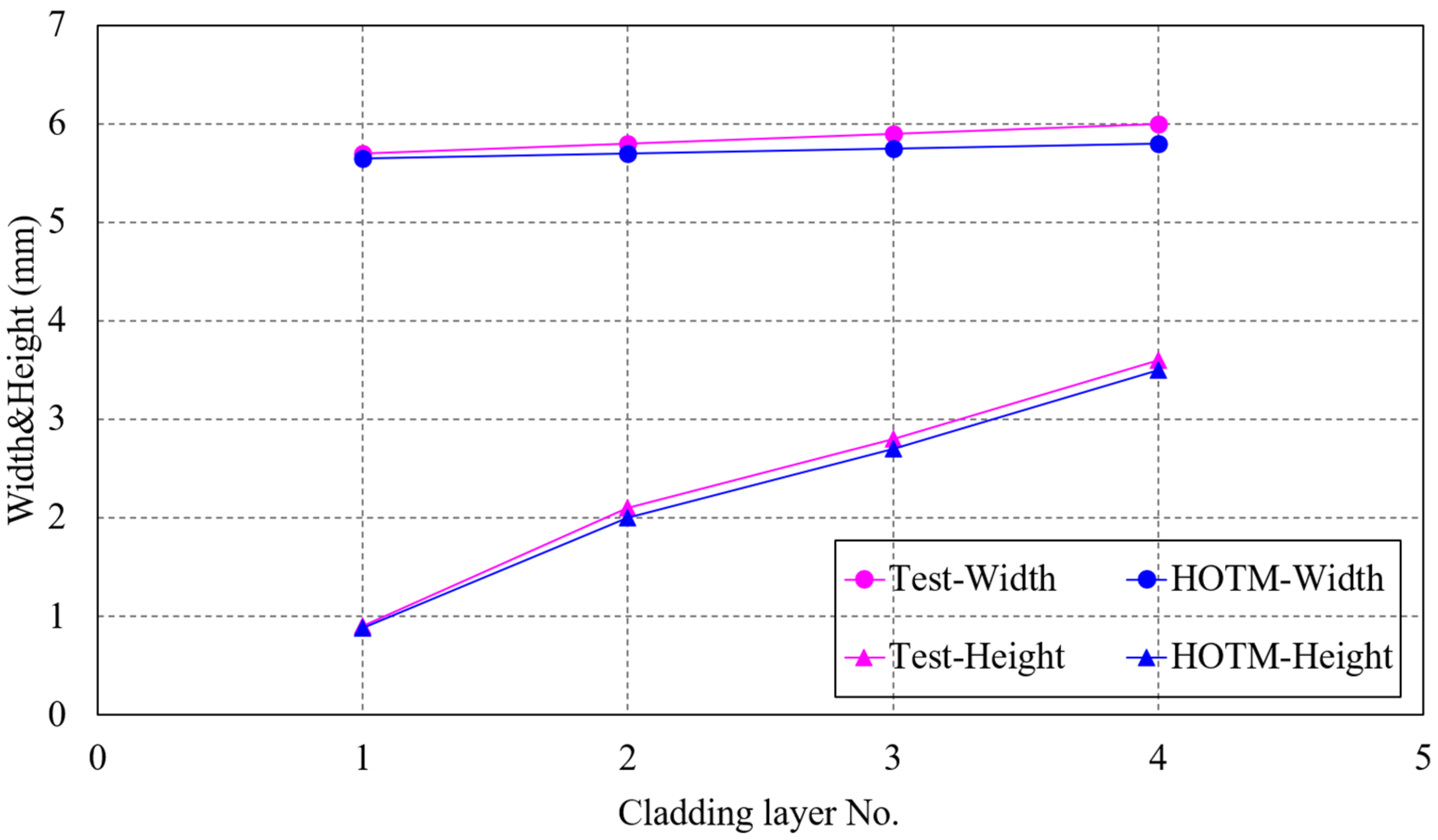
2.2. Experimental Verification
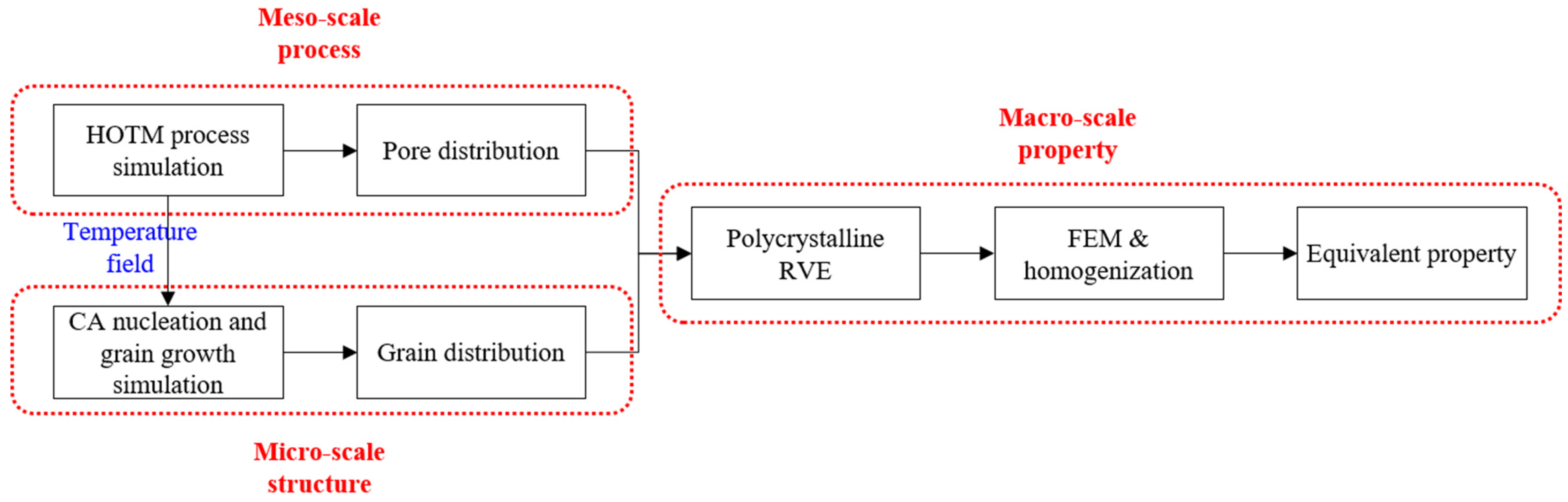
3. A Process–Structure–Property Multi-Scale Simulation Framework
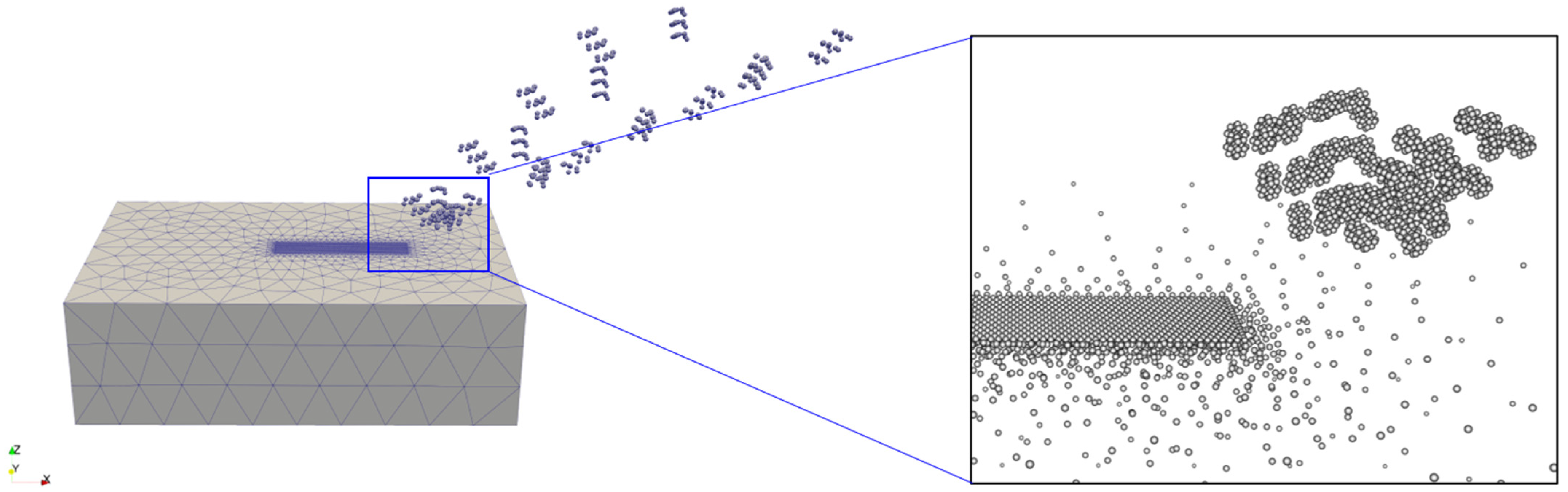
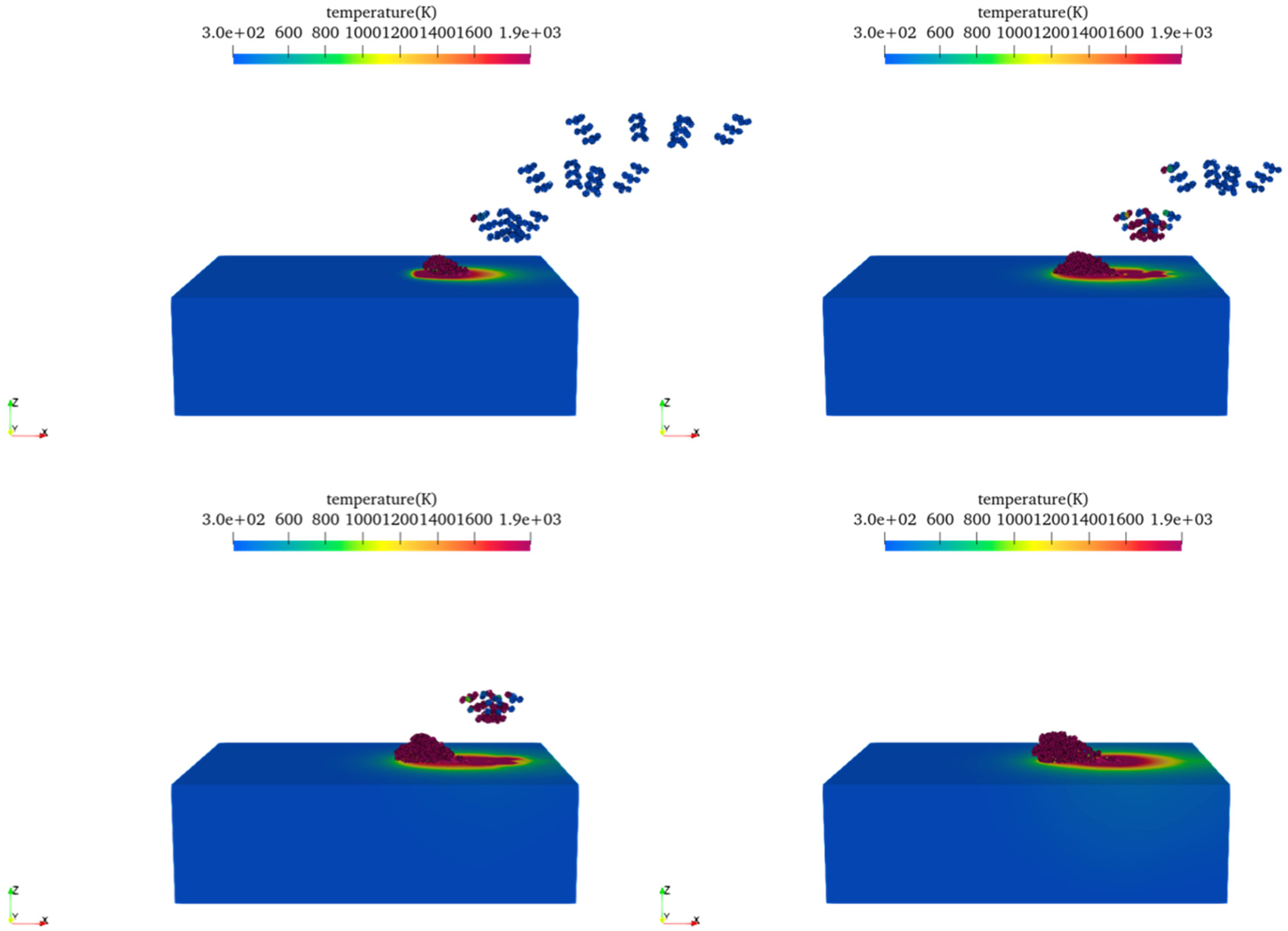
3.1. Simulation Method of Meso-Scale Powder Evolution Processes
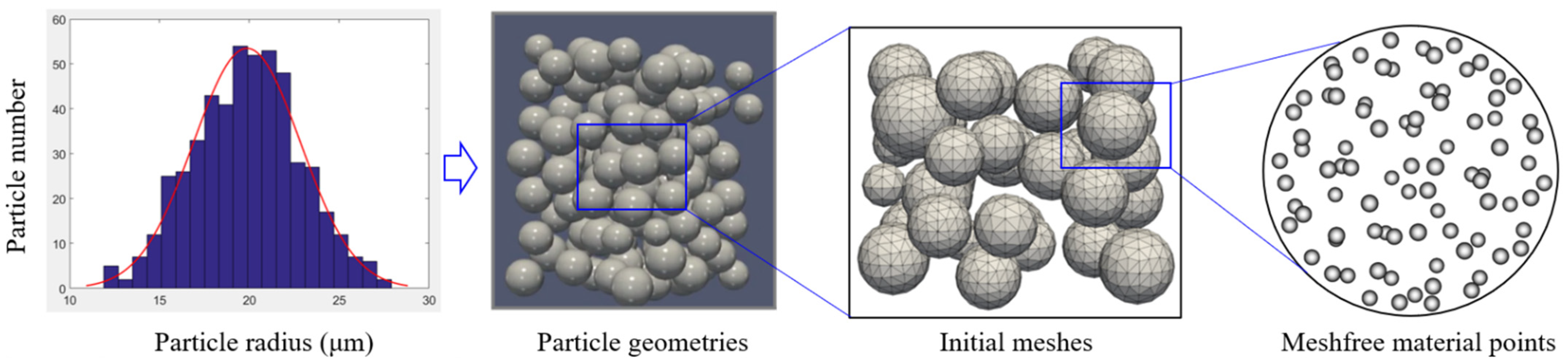
3.1.1. Geometry Modeling
3.1.2. Heat Source Model
3.1.3. Heat Transfer Model
3.1.4. Phase Transition Model
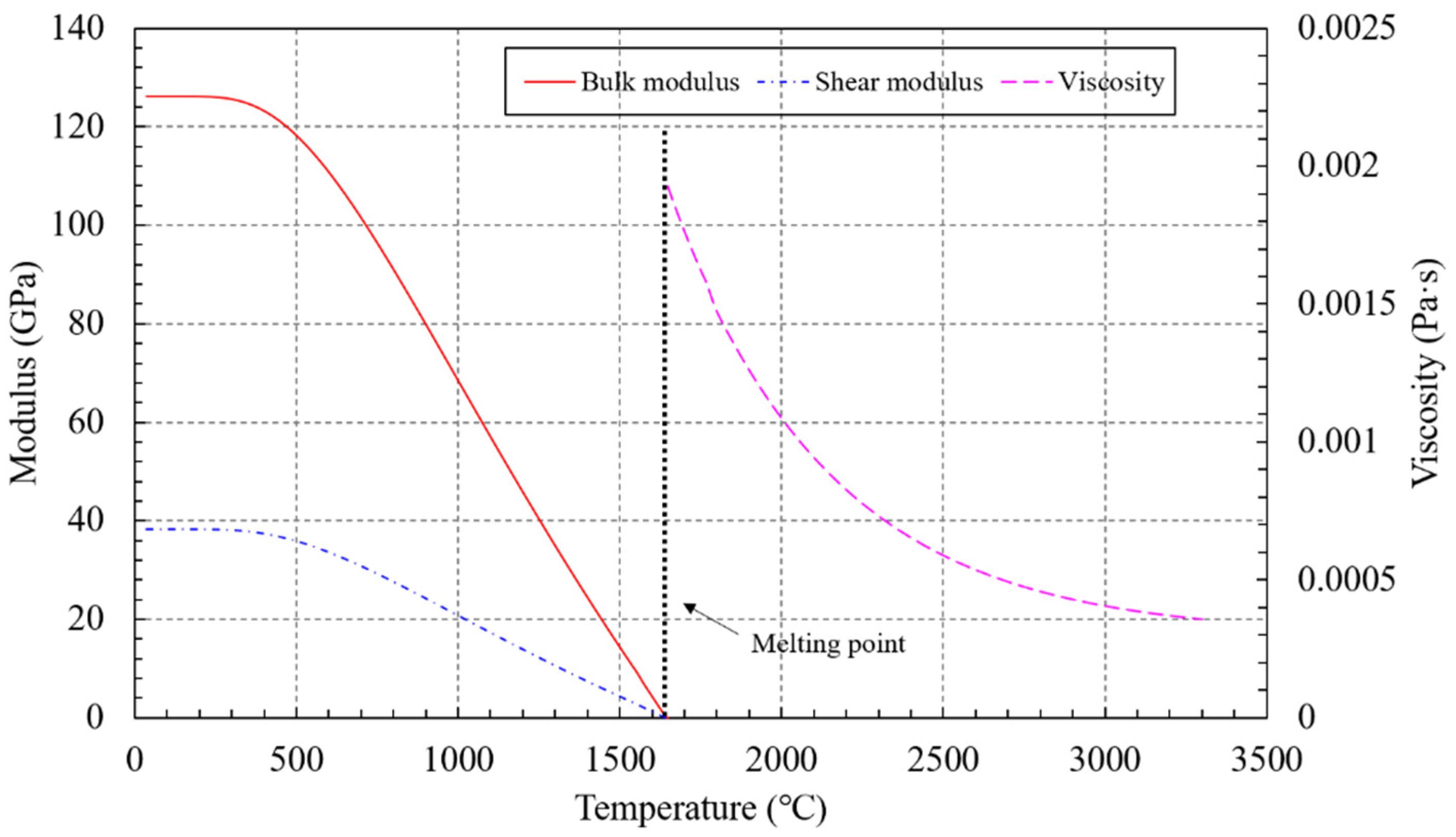
3.1.5. Material Model
3.2. Simulation Method of Microstructure Formations
3.2.1. Nucleation Model
3.2.2. Growth Model
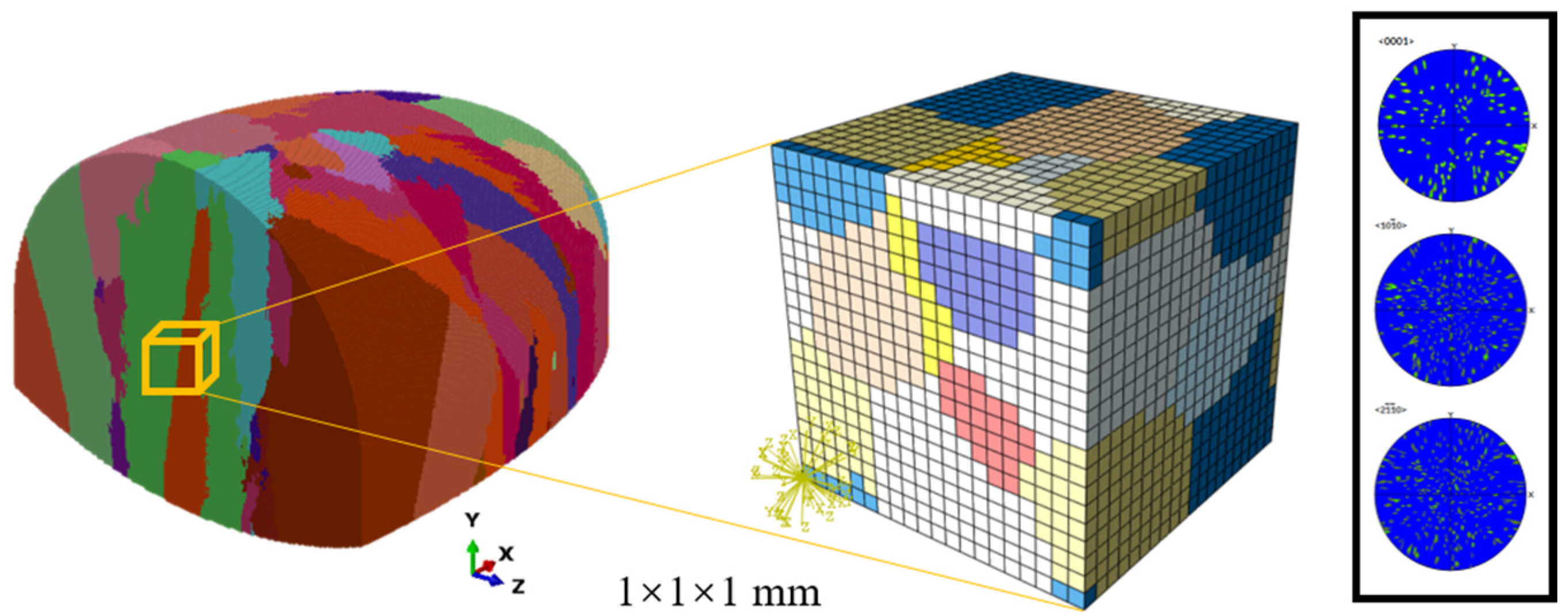
3.3. Prediction Method of Mechanical Properties of Macro-Scale Components
4. Simulation Cases, Results and Discussion
4.1. Simulation of Meso-Scale Processes
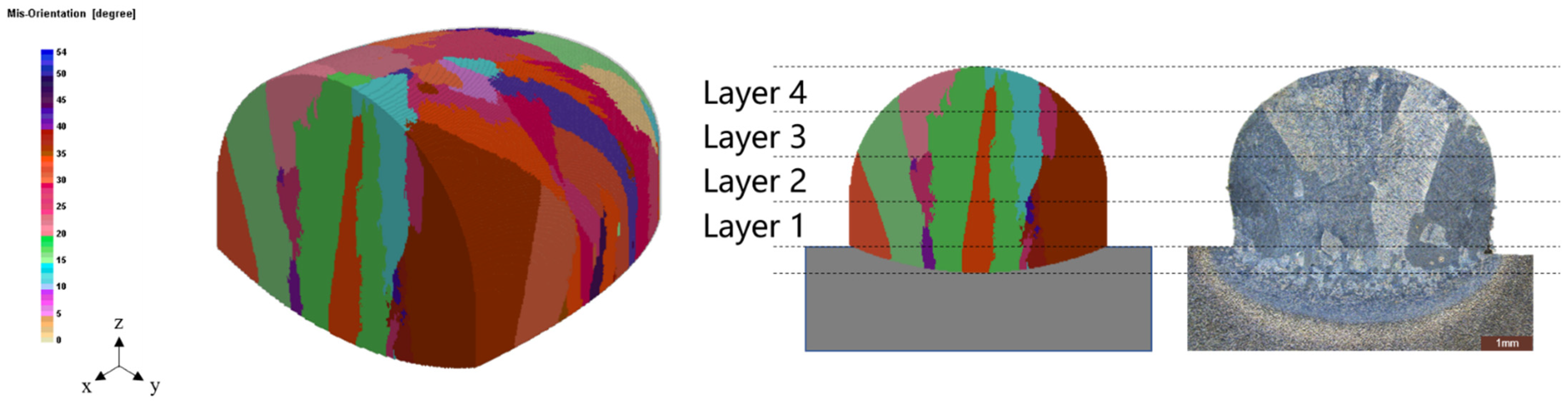
4.2. Simulation of Microstructures
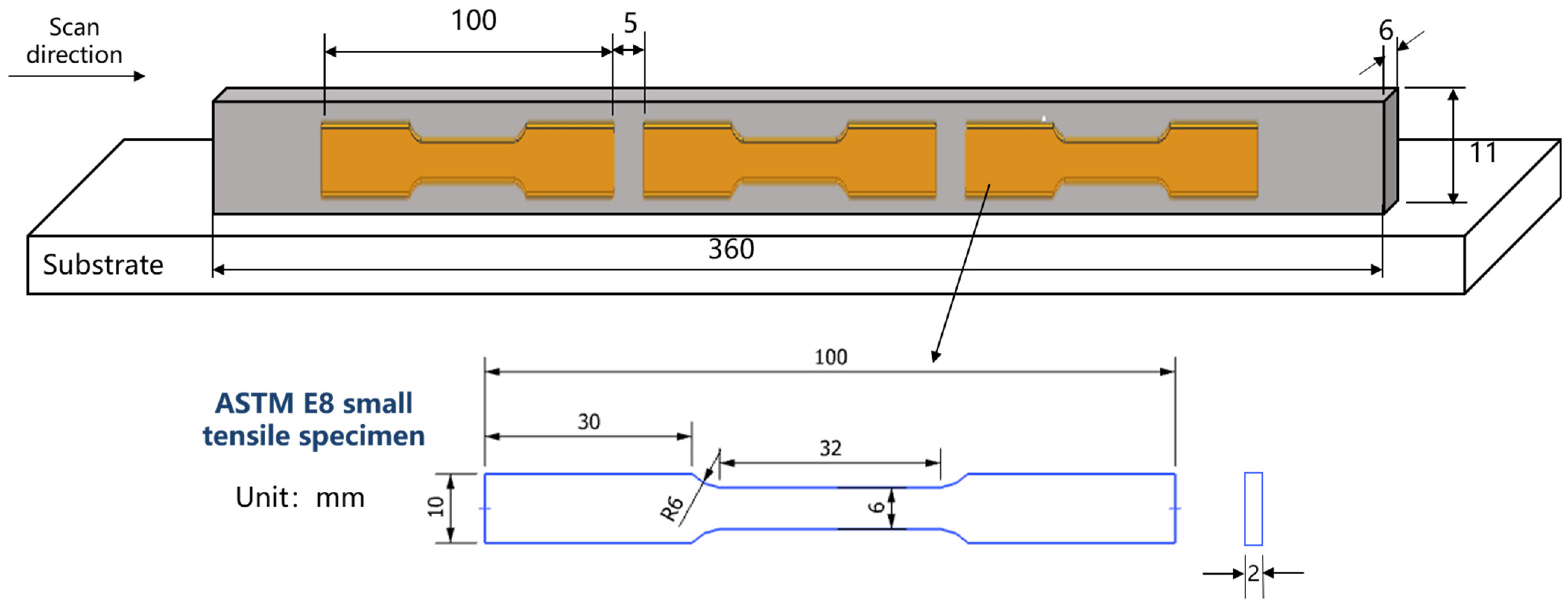
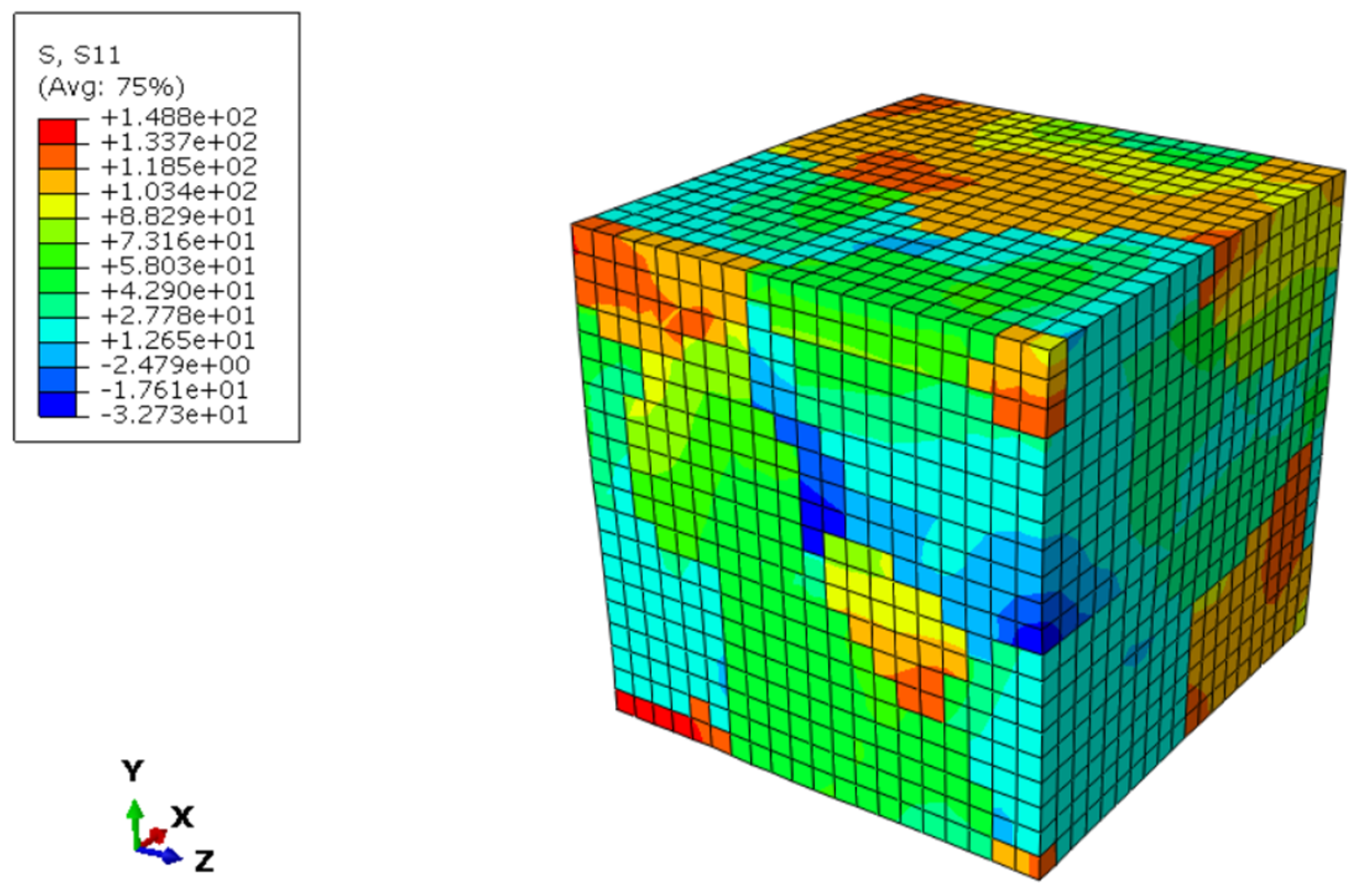
4.3. Prediction of Macro-Scale Mechanical Properties
5. Conclusions
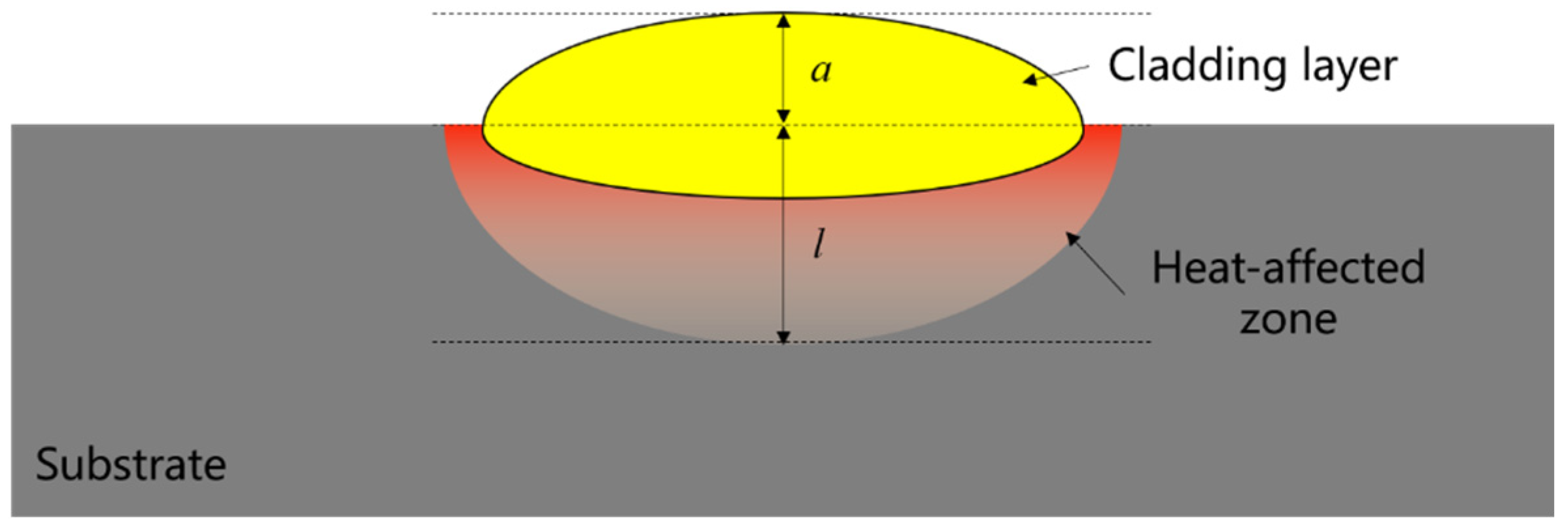
- The range of the heat-affected zone in LMD can be determined by a heat-affected zone coefficient R. If the R is N, the subsequent cladding layer will have an influence on the N-layer structures beneath it;
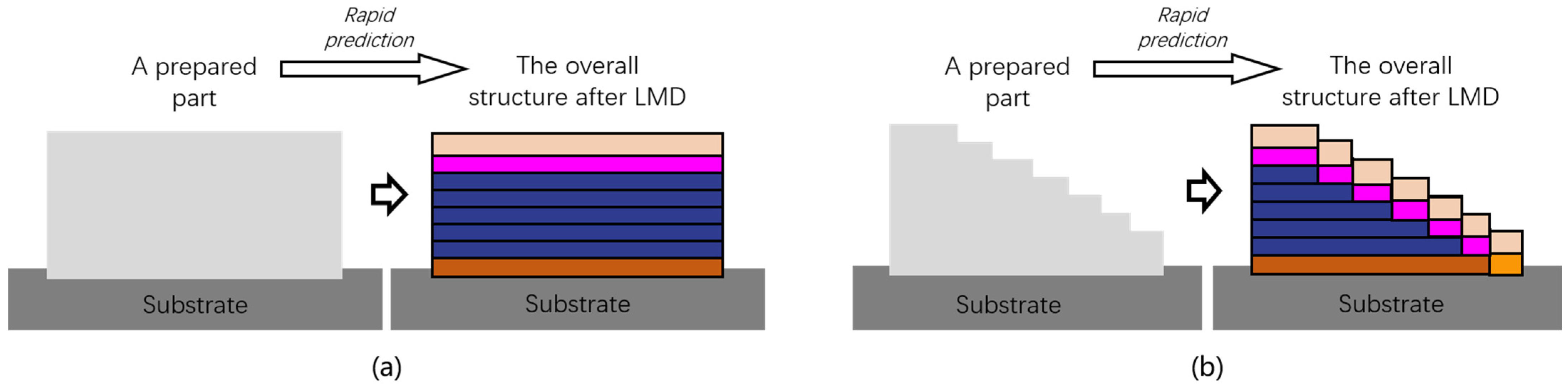
- Based on the structural evolution history in the heat-affected zone, the cladding stacking model can quickly predict the overall structure of the fabricated component;
- The process–structure–property multi-scale simulation framework based on the cladding stacking model can predict the macro-scale mechanical properties of the final fabricated component according to the process parameters;
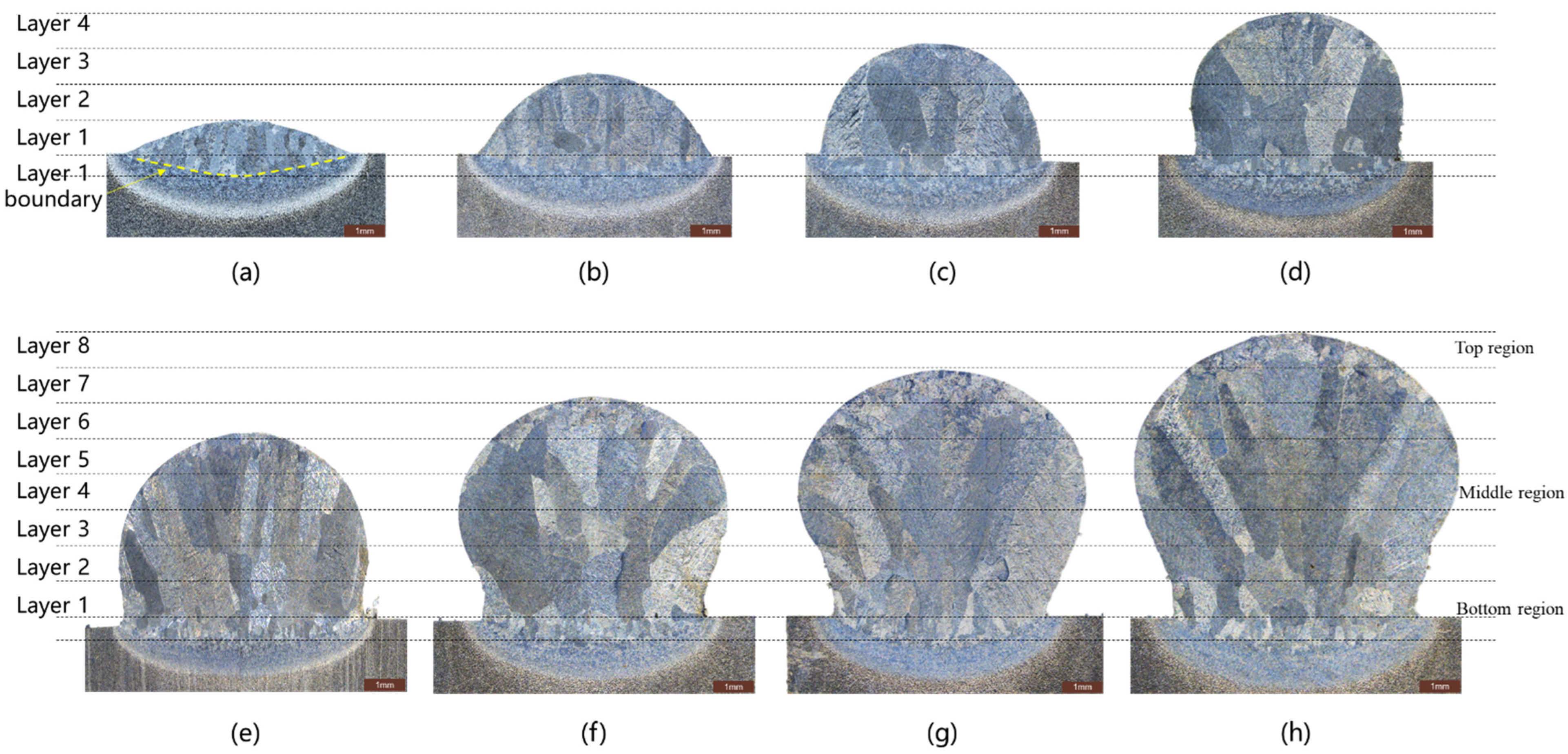
- Under multi-layer printings, the structure in the cladding layers gradually grows continuously from the substrate, showing a columnar crystal morphology on the whole, and finally forming three typical microstructure regions of the top, middle and bottom due to the influence of the heat-affected zone and heat dissipation conditions;
- The height of the fabricated material shows a linear increasing trend with the number of layers; the width is less affected by the number of layers; and
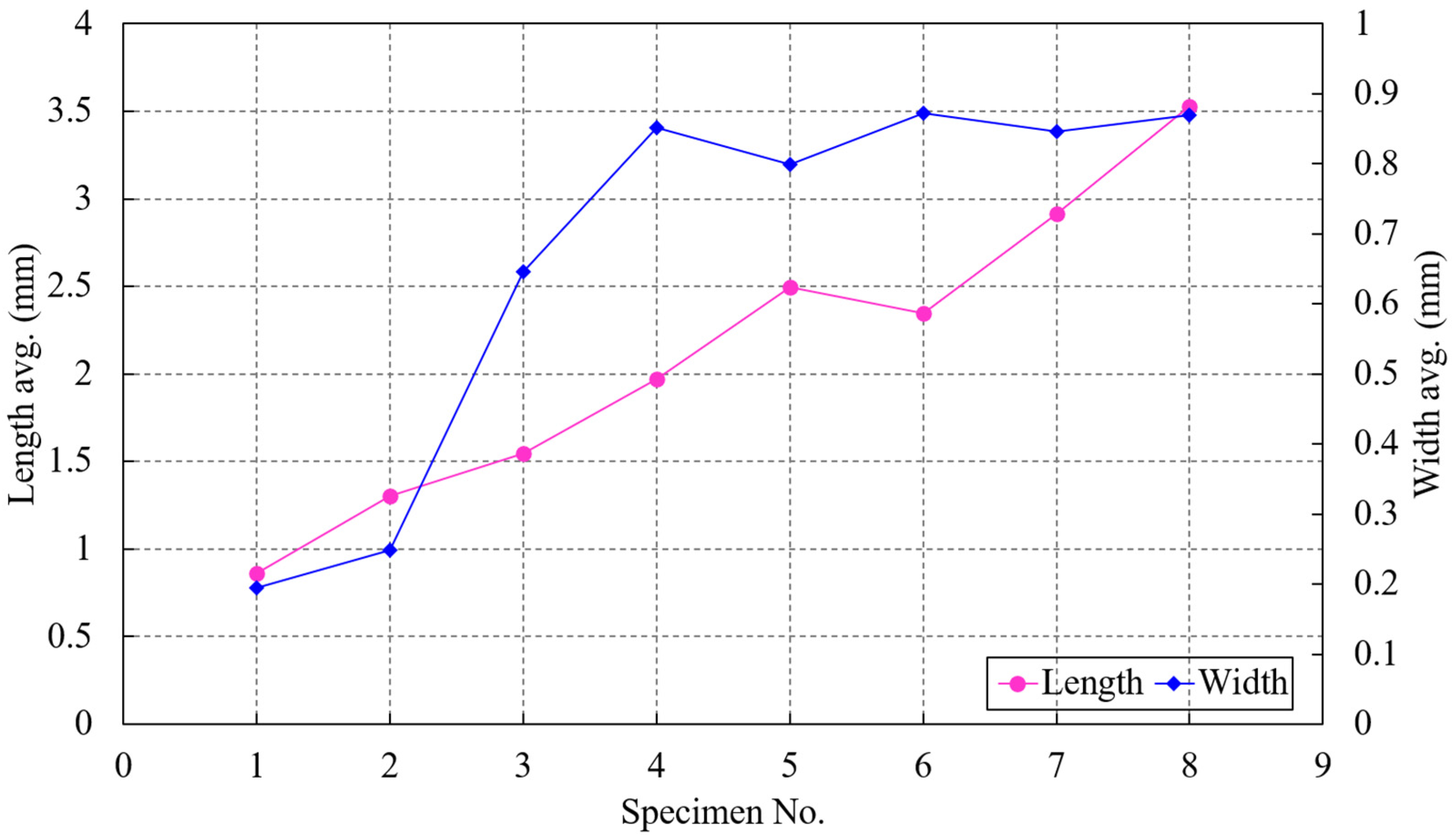
- The length of the cross-section grain of the fabricated material shows a linear growth trend with the number of layers; the width increases rapidly within the heat-affected zone and then reaches stability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arcella, F.G.; Froes, F.H. Producing titanium aerospace components from powder using laser forming. JOM-J. Miner. Met. Mater. Soc. 2000, 52, 28–30. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Wang, H. Materials’ fundamental issues of laser additive manufacturing for high-performance large metallic components. Hangkong Xuebao/Acta Aeronaut. Astronaut. Sin. 2014, 35, 2690–2698. [Google Scholar]
- Dutta, B.; Froes, F.H. The Additive Manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Oztan, C.; Coverstone, V. Utilization of additive manufacturing in hybrid rocket technology: A review. Acta Astronaut. 2021, 180, 130–140. [Google Scholar] [CrossRef]
- Brennan, M.C.; Keist, J.S.; Palmer, T.A. Defects in Metal Additive Manufacturing Processes. J. Mater. Eng. Perform. 2021, 30, 4808–4818. [Google Scholar] [CrossRef]
- Rashkovets, M.; Mazzarisi, M.; Nikulina, A.A.; Casalino, G. Analysis of laser direct stainless steel powder deposition on Ti6Al4V substrate. Mater. Lett. 2020, 274, 128064. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Withers, P.J.; Zhang, J.; Bao, H.Y.X.; Fu, Y.N.; Kang, G.Z. The effect of manufacturing defects on the fatigue life of selective laser melted Ti-6Al-4V structures. Mater. Des. 2020, 192, 108708. [Google Scholar] [CrossRef]
- Yan, W.T.; Lin, S.; Kafka, O.L.; Lian, Y.P.; Yu, C.; Liu, Z.L.; Yan, J.H.; Wolff, S.; Wu, H.; Ndip-Agbor, E.; et al. Data-driven multi-scale multi-physics models to derive process-structure-property relationships for additive manufacturing. Comput. Mech. 2018, 61, 521–541. [Google Scholar] [CrossRef]
- Yang, Y.P.; Babu, S.S. An Integrated Model to Simulate Laser Cladding Manufacturing Process for Engine Repair Applications. Weld World 2010, 54, R298–R307. [Google Scholar] [CrossRef]
- Costa, L.; Vilar, R.; Reti, T.; Deus, A.M. Rapid tooling by laser powder deposition: Process simulation using finite element analysis. Acta Mater. 2005, 53, 3987–3999. [Google Scholar] [CrossRef]
- Yuan, P.P.; Gu, D.D.; Dai, D.H. Particulate migration behavior and its mechanism during selective laser melting of TiC reinforced Al matrix nanocomposites. Mater. Des. 2015, 82, 46–55. [Google Scholar] [CrossRef]
- Manvatkar, V.; De, A.; DebRoy, T. Spatial variation of melt pool geometry, peak temperature and solidification parameters during laser assisted additive manufacturing process. Mater. Sci. Tech. 2015, 31, 924–930. [Google Scholar] [CrossRef]
- Raghavan, A.; Wei, H.L.; Palmer, T.A.; DebRoy, T. Heat transfer and fluid flow in additive manufacturing. J. Laser Appl. 2013, 25, 052006. [Google Scholar] [CrossRef]
- Schoinochoritis, B.; Chantzis, D.; Salonitis, K. Simulation of metallic powder bed additive manufacturing processes with the finite element method: A critical review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 96–117. [Google Scholar] [CrossRef]
- Balu, P.; Leggett, P.; Kovacevic, R. Parametric study on a coaxial multi-material powder flow in laser-based powder deposition process. J. Mater. Process. Technol. 2012, 212, 1598–1610. [Google Scholar] [CrossRef]
- Yan, W.T.; Qian, Y.; Ge, W.J.; Lin, S.; Liu, W.K.; Lin, F.; Wagner, G.J. Meso-scale modeling of multiple-layer fabrication process in Selective Electron Beam Melting: Inter-layer/track voids formation. Mater. Des. 2018, 141, 210–219. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Wessels, H.; Weissenfels, C.; Wriggers, P. Metal particle fusion analysis for additive manufacturing using the stabilized optimal transportation meshfree method. Comput. Methods Appl. Mech. Eng. 2018, 339, 91–114. [Google Scholar] [CrossRef]
- Wang, H.; Liao, H.M.; Fan, Z.Y.; Fan, J.; Stainier, L.; Li, X.B.; Li, B. The Hot Optimal Transportation Meshfree (HOTM) method for materials under extreme dynamic thermomechanical conditions. Comput. Methods Appl. Mech. Eng. 2020, 364, 112958. [Google Scholar] [CrossRef]
- Fan, Z.Y.; Li, B. Meshfree Simulations for Additive Manufacturing Process of Metals. Integr. Mater. Manuf. Innov. 2019, 8, 144–153. [Google Scholar] [CrossRef]
- Fan, Z.Y.; Wang, H.; Huang, Z.D.; Liao, H.M.; Fan, J.; Lu, J.; Liu, C.; Li, B. A Lagrangian meshfree mesoscale simulation of powder bed fusion additive manufacturing of metals. Int. J. Numer. Methods Eng. 2021, 122, 483–514. [Google Scholar] [CrossRef]
- Rodgers, T.M.; Madison, J.D.; Tikare, V. Simulation of metal additive manufacturing microstructures using kinetic Monte Carlo. Comput. Mater. Sci. 2017, 135, 78–89. [Google Scholar] [CrossRef]
- Gandin, C.A.; Rappaz, M.; Tintillier, R. 3-Dimensional simulation of the grain formation in investment castings. Met. Mater. Trans. A 1994, 25, 629–635. [Google Scholar] [CrossRef]
- Gandin, C.A.; Rappaz, M. A 3D cellular automaton algorithm for the prediction of dendritic grain growth. Acta Mater. 1997, 45, 2187–2195. [Google Scholar] [CrossRef]
- Yin, H.; Felicelli, S.D. Dendrite growth simulation during solidification in the LENS process. Acta Mater. 2010, 58, 1455–1465. [Google Scholar] [CrossRef]
- Steinbach, I.; Pezzolla, F.; Nestler, B.; Seeßelberg, M.; Prieler, R.; Schmitz, G.J.; Rezende, J.L.L. A phase field concept for multiphase systems. Phys. D Nonlinear Phenom. 1996, 94, 135–147. [Google Scholar] [CrossRef]
- Steinbach, I.; Beckermann, C.; Kauerauf, B.; Li, Q.; Guo, J. Three-dimensional modeling of equiaxed dendritic growth on a mesoscopic scale. Acta Mater. 1999, 47, 971–982. [Google Scholar] [CrossRef]
- Fallah, V.; Amoorezaei, M.; Provatas, N.; Corbin, S.F.; Khajepour, A. Phase-field simulation of solidification morphology in laser powder deposition of Ti-Nb alloys. Acta Mater. 2012, 60, 1633–1646. [Google Scholar] [CrossRef]
- Sahoo, S.; Chou, K. Phase-field simulation of microstructure evolution of Ti-6Al-4V in electron beam additive manufacturing process. Addit. Manuf. 2016, 9, 14–24. [Google Scholar] [CrossRef]
- Drugan, W.J.; Willis, J.R. A micromechanics-based nonlocal constitutive equation and estimates of representative volume element size for elastic composites. J. Mech. Phys. Solids 1996, 44, 497–524. [Google Scholar] [CrossRef]
- Ren, Z.Y.; Zheng, Q.S. A Quantitative study of minimum sizes of representative volume elements of cubic polycrystals—Numerical experiments. J. Mech. Phys. Solids 2002, 50, 881–893. [Google Scholar] [CrossRef]
- Kanit, T.; Forest, S.; Galliet, I.; Mounoury, V.; Jeulin, D. Determination of the size of the representative volume element for random composites: Statistical and numerical approach. Int J. Solids Struct 2003, 40, 3647–3679. [Google Scholar] [CrossRef]
- Willis, J.R. Variational and Related Methods for the Overall Properties of Composites. Adv. Appl. Mech. 1981, 21, 1–78. [Google Scholar]
- Xing, Y.; Meng, L.; Huang, Z.; Gao, Y. A Novel Efficient Prediction Method for Microscopic Stresses of Periodic Beam-like Structures. Aerospace 2022, 9, 553. [Google Scholar] [CrossRef]
- Song, X.L.; Li, B.B.; Guo, Z.; Wang, S.Y.; Cai, D.F.; Wen, J.G. Influences of pump beam distribution on thermal lensing spherical aberration in an LD end-pumped Nd:YAG laser. Opt. Commun. 2009, 282, 4779–4783. [Google Scholar] [CrossRef]
- Kubiak, M.; Piekarska, W.; Stano, S. Modelling of laser beam heat source based on experimental research of Yb:YAG laser power distribution. Int. J. Heat Mass Transf. 2015, 83, 679–689. [Google Scholar] [CrossRef]
- Rappaz, M.; Gandin, C.A. Probabilistic modelling of microstructure formation in solidification processes. Acta Metall. Mater. 1993, 41, 345–360. [Google Scholar] [CrossRef]
- Kurz, W.; Giovanola, B.; Trivedi, R. Theory of microstructural development during rapid solidification. Acta Metall. 1986, 34, 823–830. [Google Scholar] [CrossRef]
- Thomas, J.; Groeber, M.; Ghosh, S. Image-based crystal plasticity FE framework for microstructure dependent properties of Ti-6Al-4V alloys. Mater. Sci. Eng. A 2012, 553, 164–175. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (W) | Scan Speed (mm/min) | Powder Feed Rate (g/min) | Hatch Spacing (mm) | Powder Diameter (μm) |
|---|---|---|---|---|
| 3000 | 600 | 10 | 0.5 | 53–180 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Specific heat capacity of solid (J/(kg·K)) | 611 | Latent heat melting (kJ/kg) | 286 |
| Specific heat capacity of liquid (J/(kg·K)) | 900 | Latent heat vaporization (kJ/kg) | 9700 |
| Thermal conductivity of solid (W/(m·K)) | 6.8 | Coefficient of compressibility, b | 2 × 1010 |
| Thermal conductivity of liquid (W/(m·K)) | 32.5 | Coefficient of compressibility, c | 47.65 |
| Coefficient of thermal expansion of solid (/℃) | 9.1 × 10−6 | Coefficient of compressibility, α1 | −1 |
| Coefficient of thermal expansion of liquid (/℃) | 1.6 × 10−5 | Coefficient of compressibility, α2 | −0.354 |
| Melting temperature (℃) | 1650 | Bulk modulus (GPa) | See Figure 12 |
| Boiling temperature (℃) | 3260 | Shear modulus (GPa) | See Figure 12 |
| Convective heat conduction coefficient (W/(m2·K)) | 50 | Viscosity (Pa·s) | See Figure 12 |
| Parameter | Value |
|---|---|
| Liquidus temperature (℃) | 1650 |
| Solidus temperature (℃) | 1554 |
| Maximum nucleation density, (m−3) | 1 × 109 |
| Average of supercooling, (k) | 32 |
| Standard deviation of supercooling, (k) | 8 |
| Coefficient of growth, α | 0 |
| Coefficient of growth, β | 3.19 × 10−5 |
| Cell size (μm) | 20 |
| Experiment | CA | Relative Error (%) | |
|---|---|---|---|
| Average length (mm) | 1.97 | 2.01 | 2.03 |
| Average width (mm) | 0.85 | 0.81 | 4.71 |
| Cij | Value (GPa) |
|---|---|
| C11 = C22 | 170 |
| C33 | 204 |
| C12 = C21 | 98 |
| C13 = C31 = C23 = C32 | 86 |
| C44 | 72 |
| C55 = C66 | 102 |
| Other Cij | 0 |
| Tensile Specimen No. | Experiment (GPa) | Experimental Average (GPa) | Simulation (GPa) | Relative Error (%) |
|---|---|---|---|---|
| 1 | 69.22 | 69.31 | 65.72 | |
| 2 | 69.45 | 5.18 | ||
| 3 | 69.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, J.; Yuan, Q.; Chen, G.; Liao, H.; Li, B.; Bai, G. Multi-Scale Mechanical Property Prediction for Laser Metal Deposition. Aerospace 2022, 9, 656. https://doi.org/10.3390/aerospace9110656
Fan J, Yuan Q, Chen G, Liao H, Li B, Bai G. Multi-Scale Mechanical Property Prediction for Laser Metal Deposition. Aerospace. 2022; 9(11):656. https://doi.org/10.3390/aerospace9110656
Chicago/Turabian StyleFan, Jiang, Qinghao Yuan, Gaoxiang Chen, Huming Liao, Bo Li, and Guangchen Bai. 2022. "Multi-Scale Mechanical Property Prediction for Laser Metal Deposition" Aerospace 9, no. 11: 656. https://doi.org/10.3390/aerospace9110656
APA StyleFan, J., Yuan, Q., Chen, G., Liao, H., Li, B., & Bai, G. (2022). Multi-Scale Mechanical Property Prediction for Laser Metal Deposition. Aerospace, 9(11), 656. https://doi.org/10.3390/aerospace9110656