
Three-Dimensional Synthesis of Manufacturing Tolerances Based on Analysis Using the Ascending Approach

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
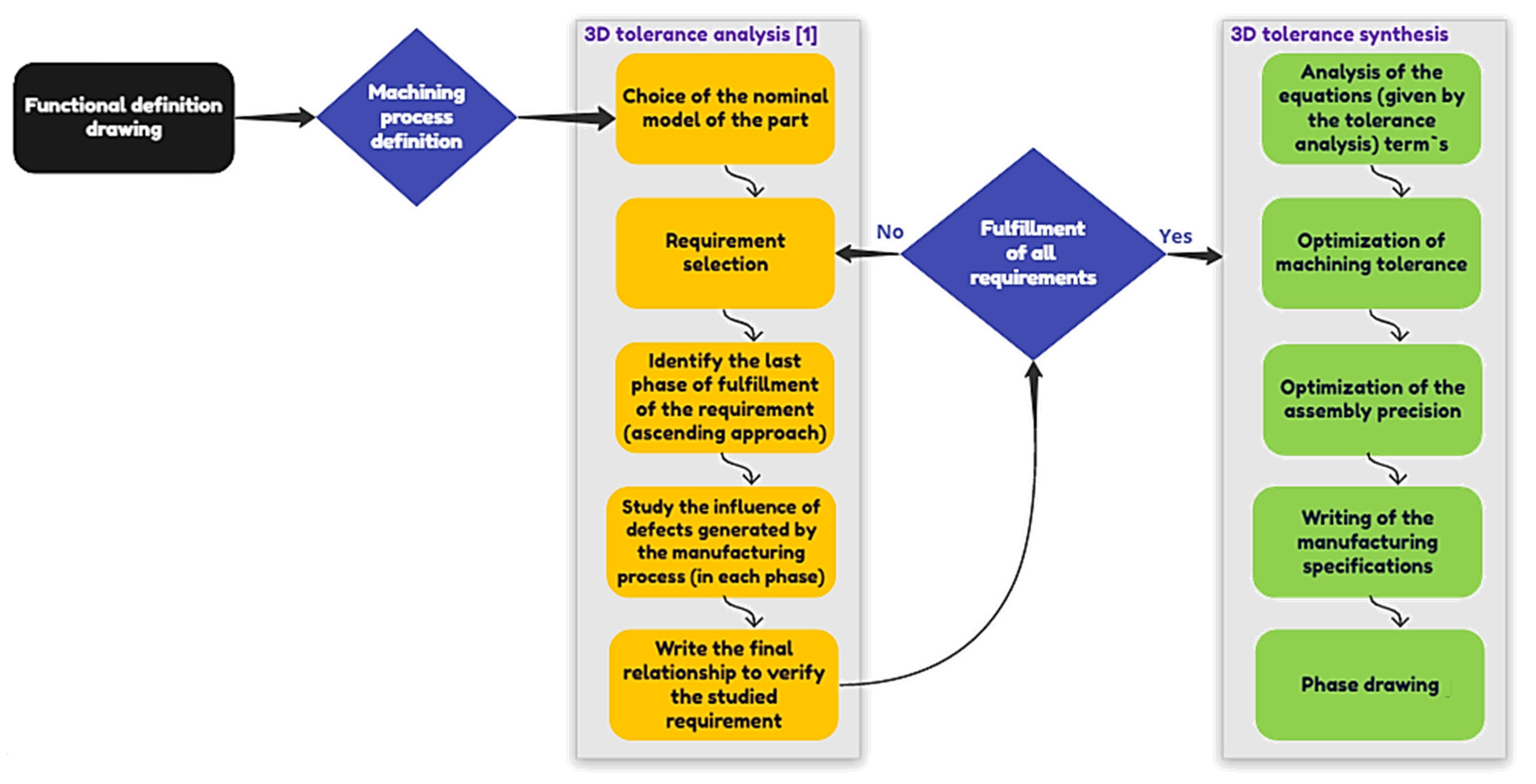
2. Description of the Method Used for the Synthesis and Analysis of Manufacturing Tolerances
3. Summary of Results Denoted from the Analysis Phase
- -
- If < 0, the most unfavorable dispersion gives the following relation:and
- -
- If > 0, the most unfavorable dispersion gives the following relation:and
4. Presentation of the Synthesis Phase
- η: Influence of fixture defects,
- ξ: Influence of dispersions,
- μ: Deviation of the machined surface.
5. Analysis of Tolerances
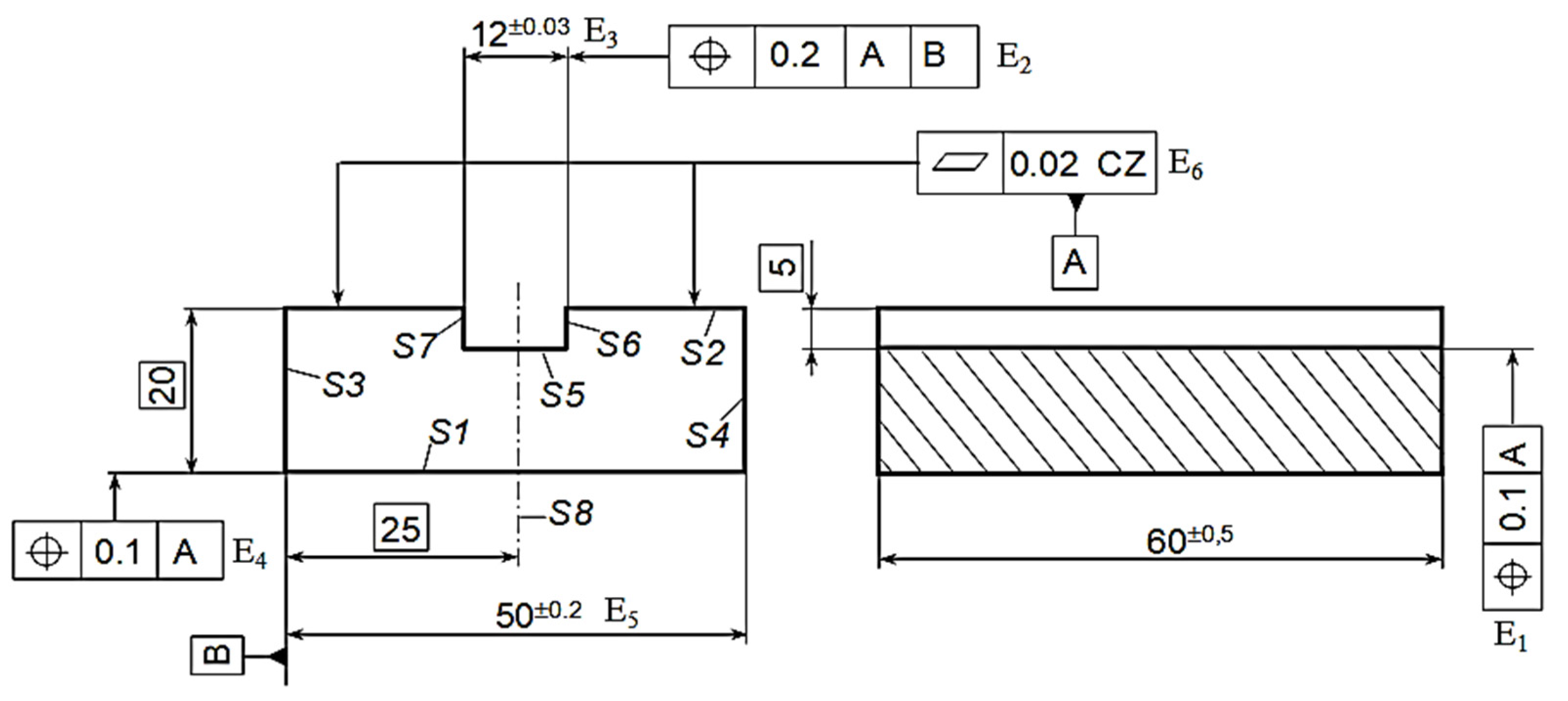
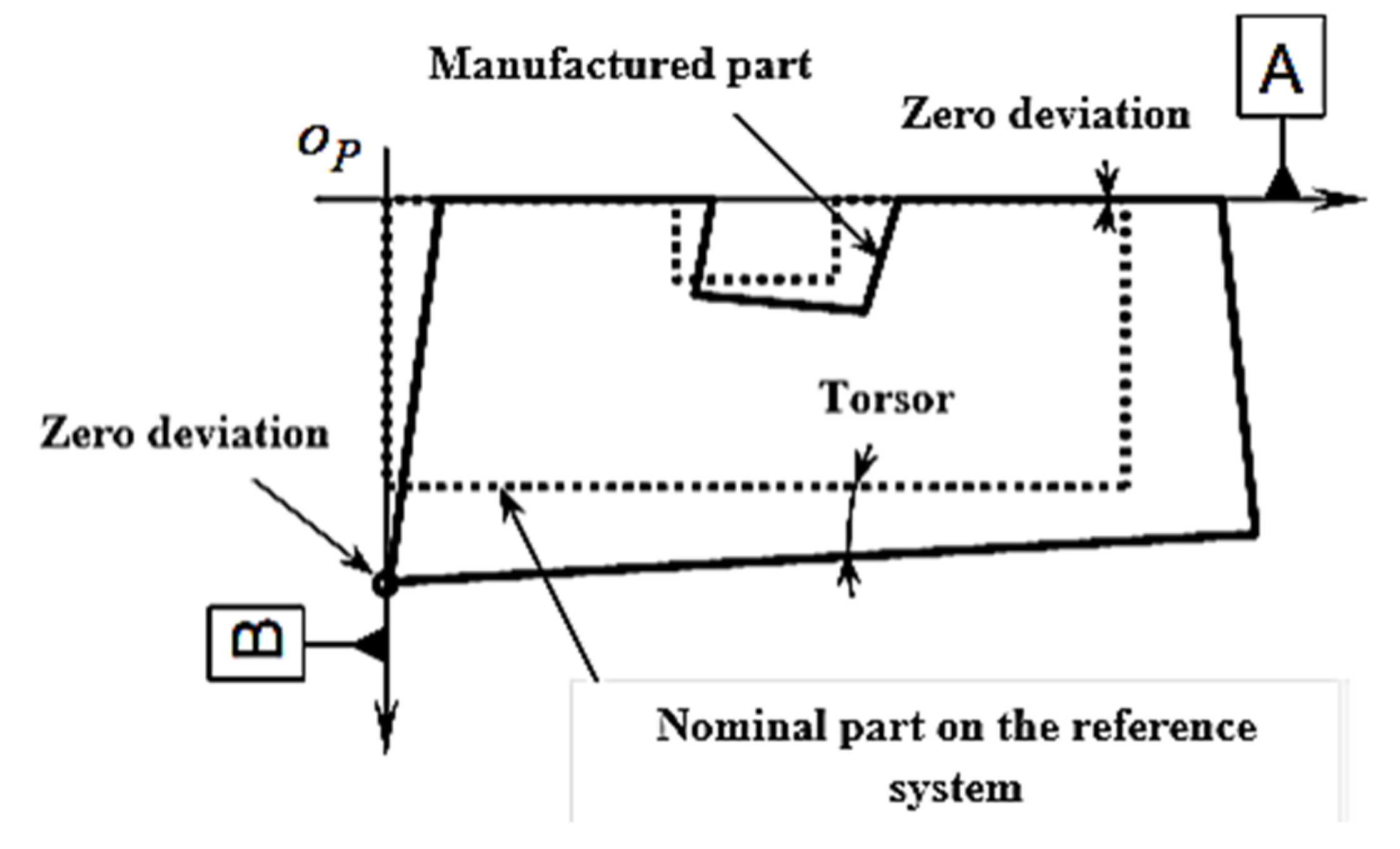
5.1. Choice of the Nominal Model of the Part
5.2. Study of the Requirement E1
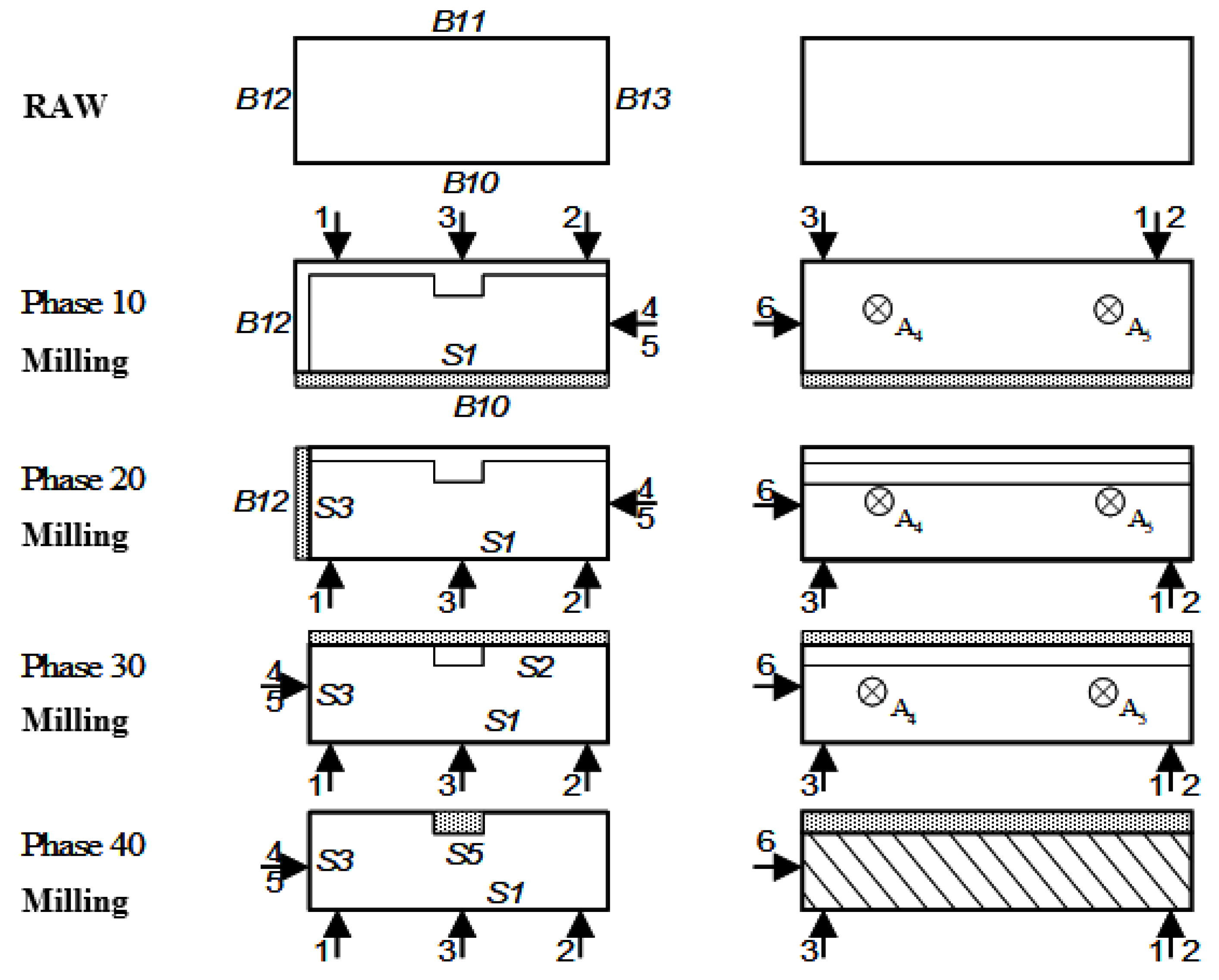
5.2.1. Implementation of the Ascending Approach
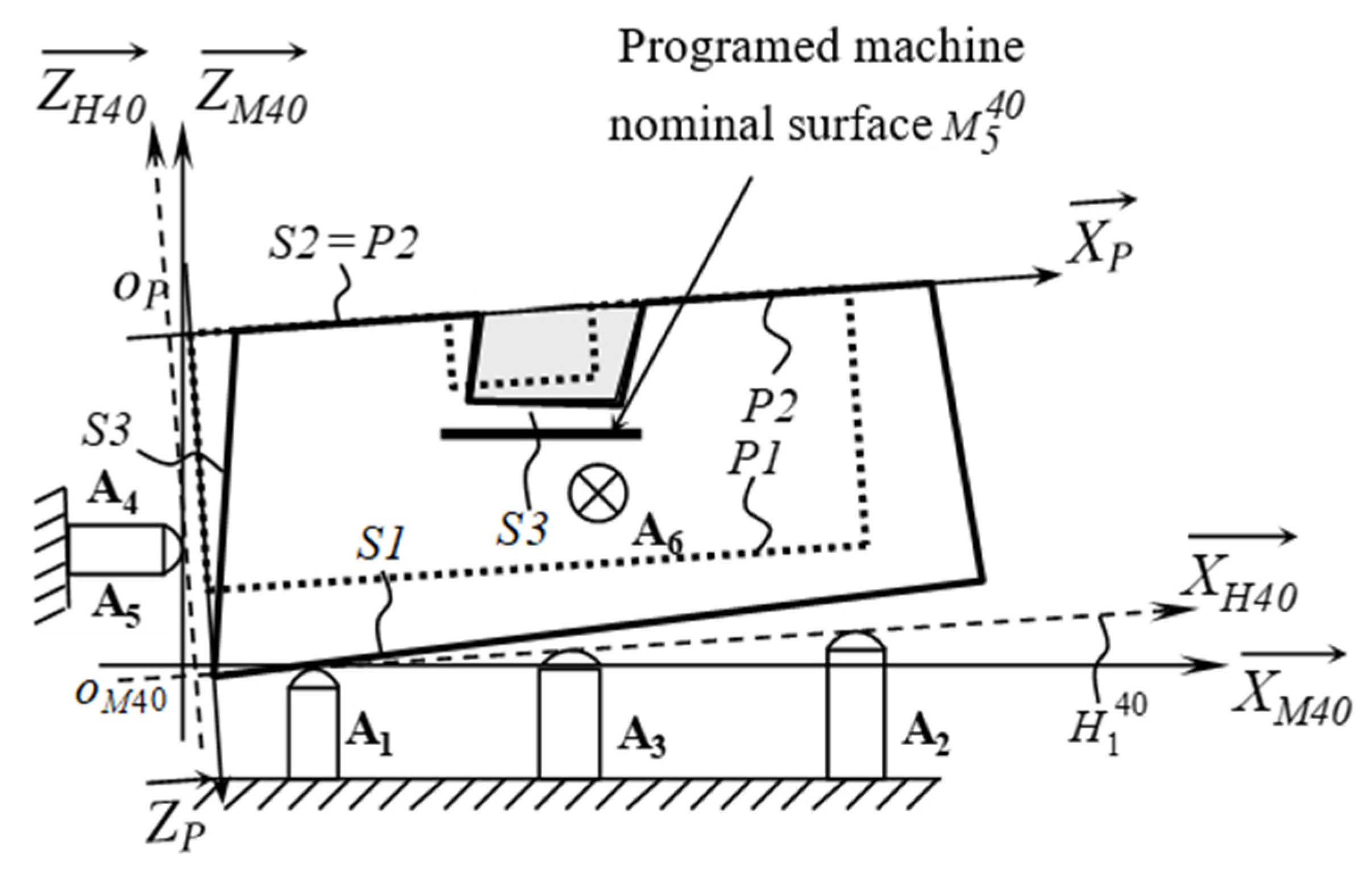
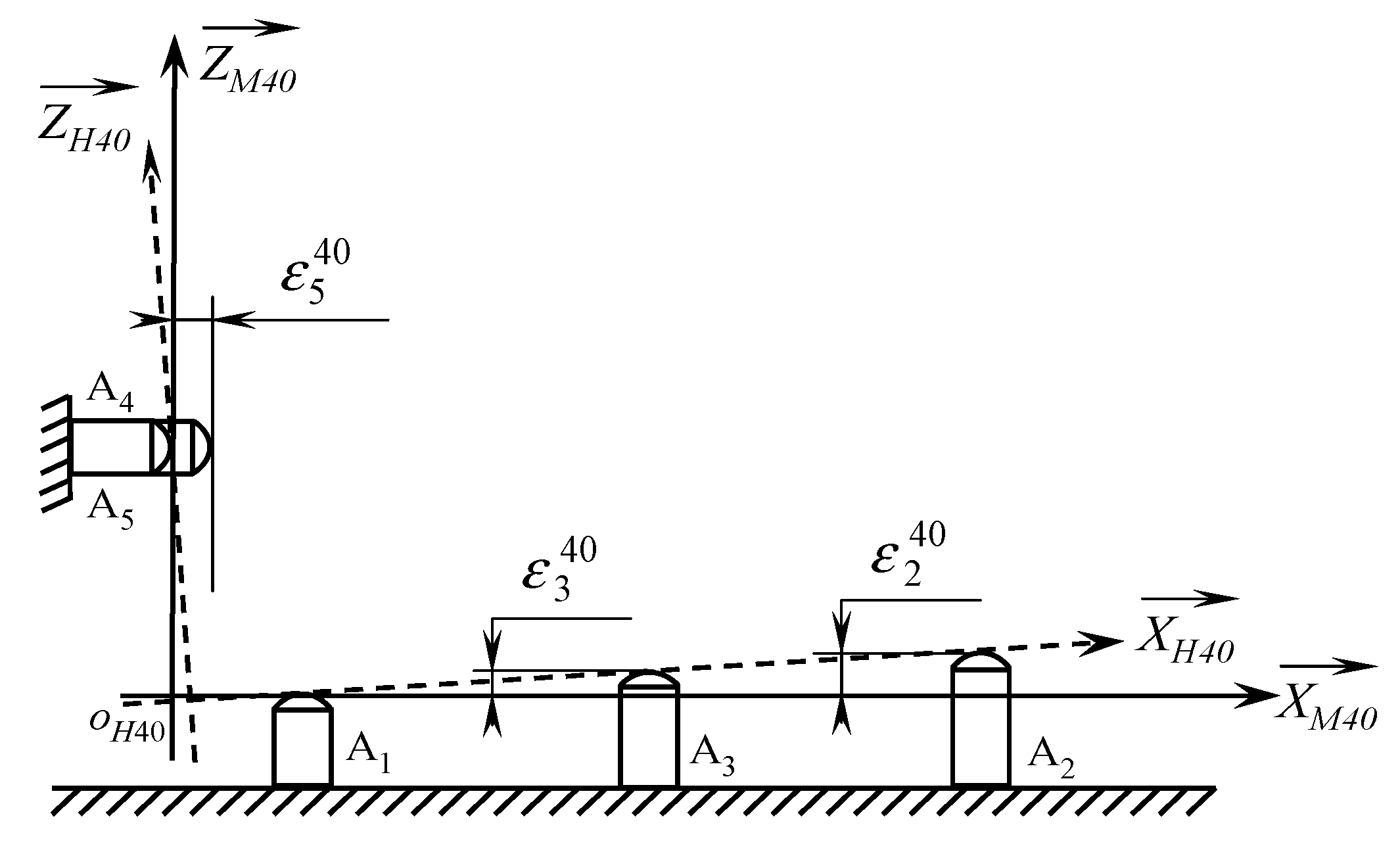
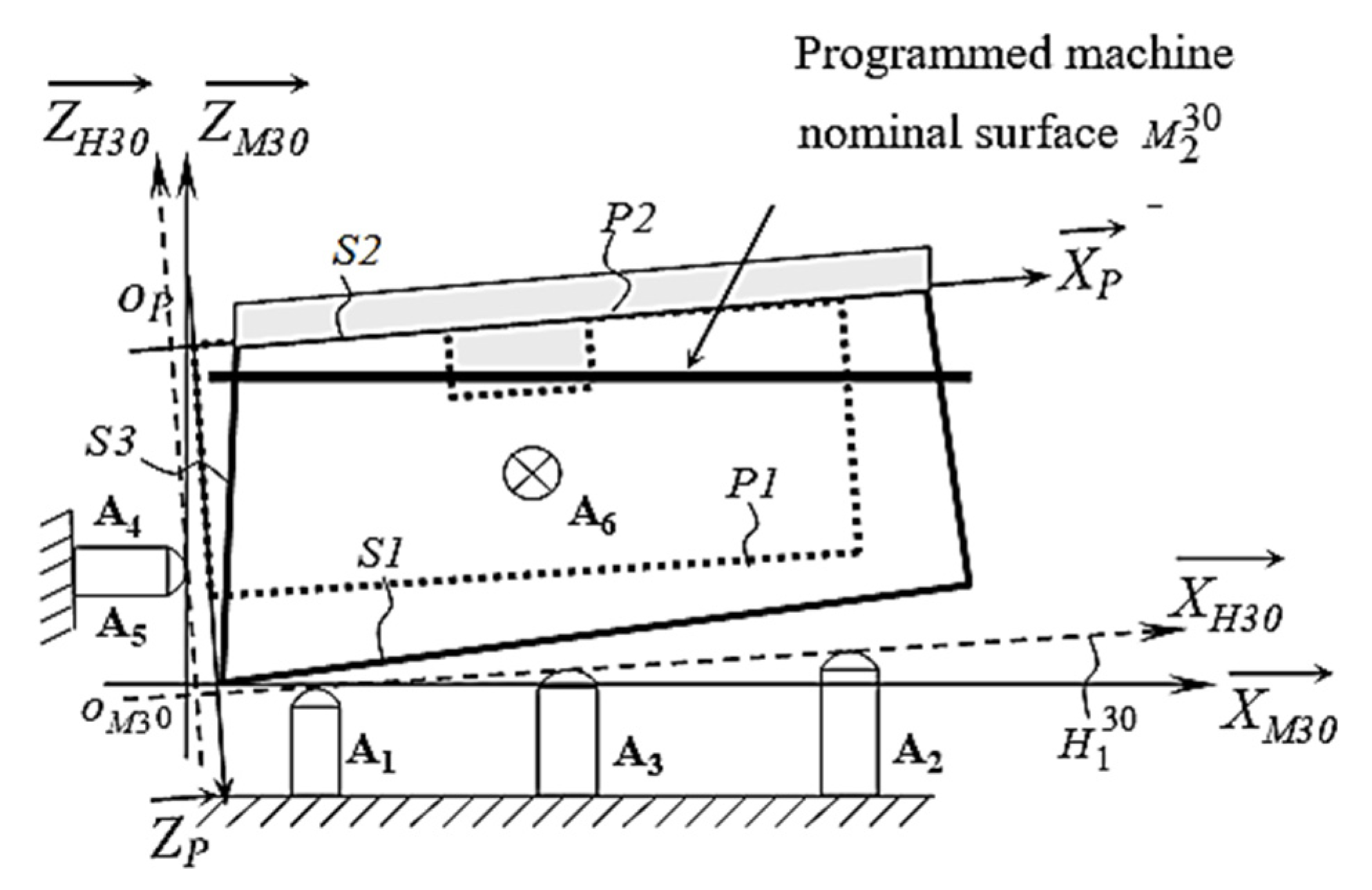
5.2.2. Study of the Phase 40
- -
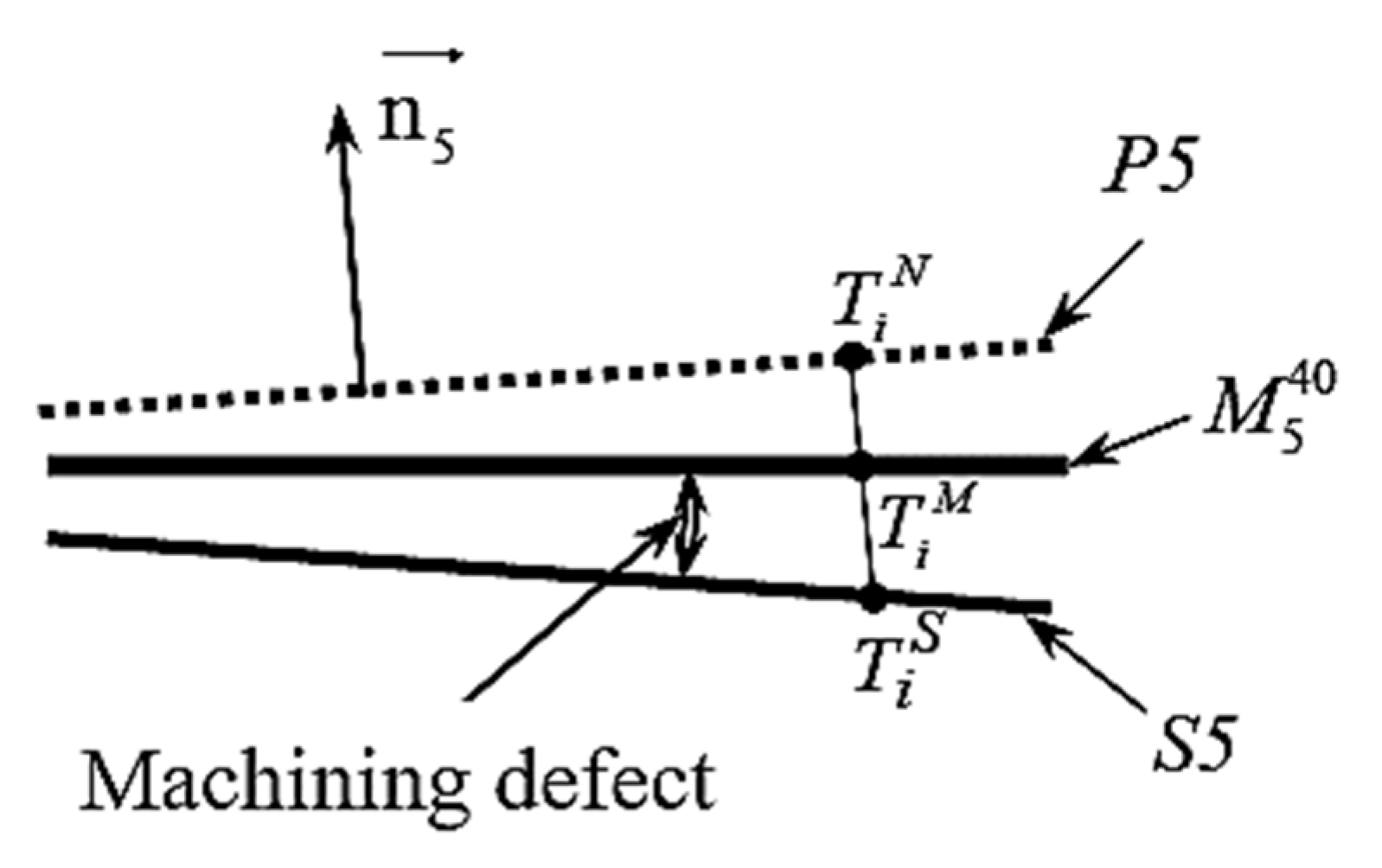
- The deviation of the machined surface S5 from the nominal machine surface (programmed surface). This deviation can be measured directly on the machine with a Renishaw probe, for example at all points Ti. This difference can be increased by a value to be fixed later.
- -
- The difference between the nominal area of part P5 and the nominal machine surface , which must therefore be calculated to comply with the new relationship:
| ① | |
| ② | |
| ③ |
- -
- , and : Deviations, respectively, on the primary supports (planar support) , and .
- -
- and : Deviations, respectively, on the secondary supports (linear support) et .
- -
- : Deviation on the tertiary support (point support) .
| ① | |
| ② | |
| ③ |
5.2.3. Study of the Phase 30
6. Synthesis of the Manufacturing Tolerances
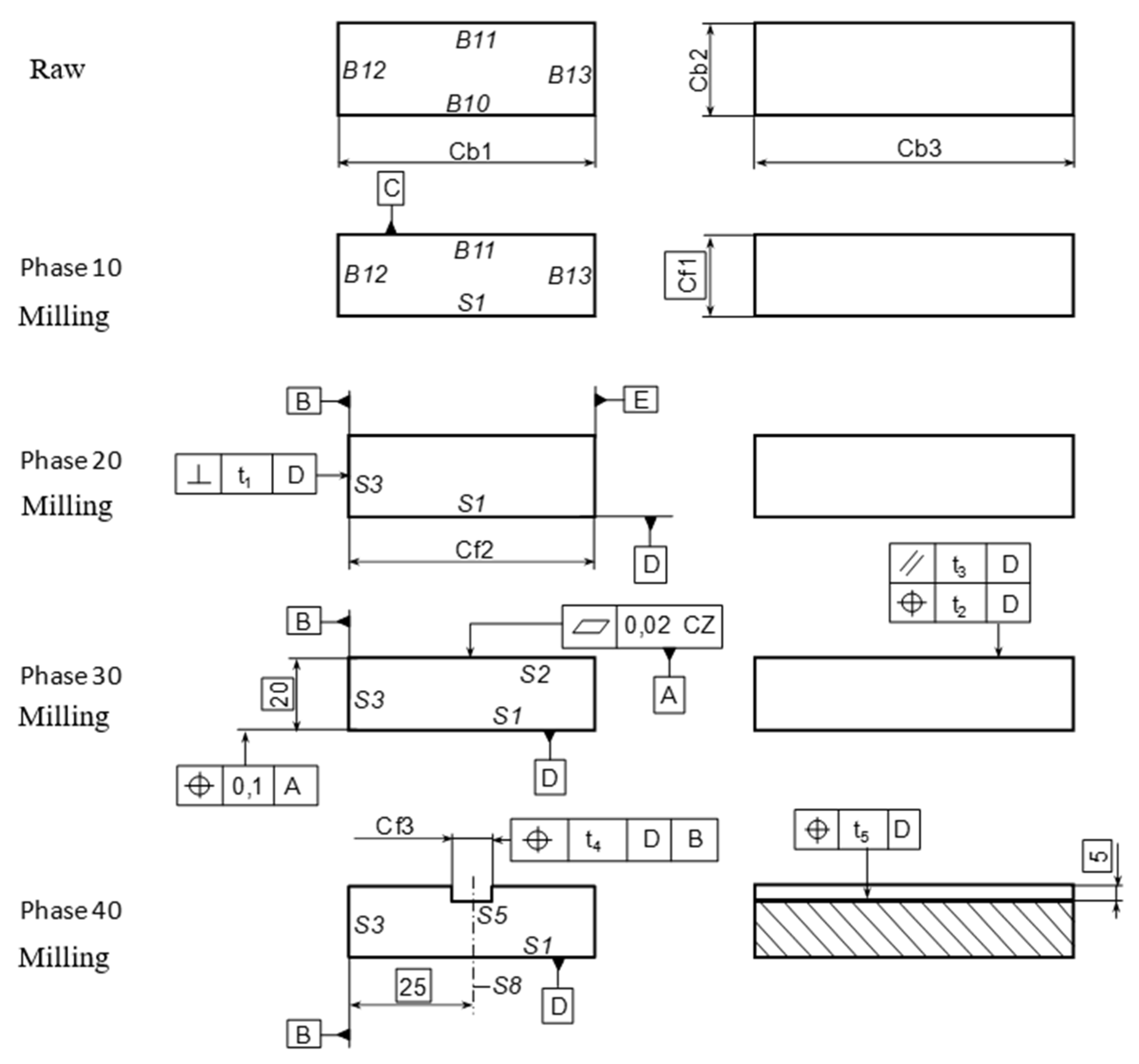
6.1. Qualitative Analysis of Transfers
- -
- Machined surfaces in phase n;
- -
- Surfaces that are used for positioning in phase n.
- -
- Each non-direct requirement will be decomposed into manufactured specifications that will be shown on the relevant phase drawings;
- -
- The direct requirements will be the manufactured specifications to be carried directly on the phase drawings, possibly with a reduction of the tolerance if the manufactured dimension is constrained by a transfer.
6.2. Relationships Given by the Tolerance Analysis
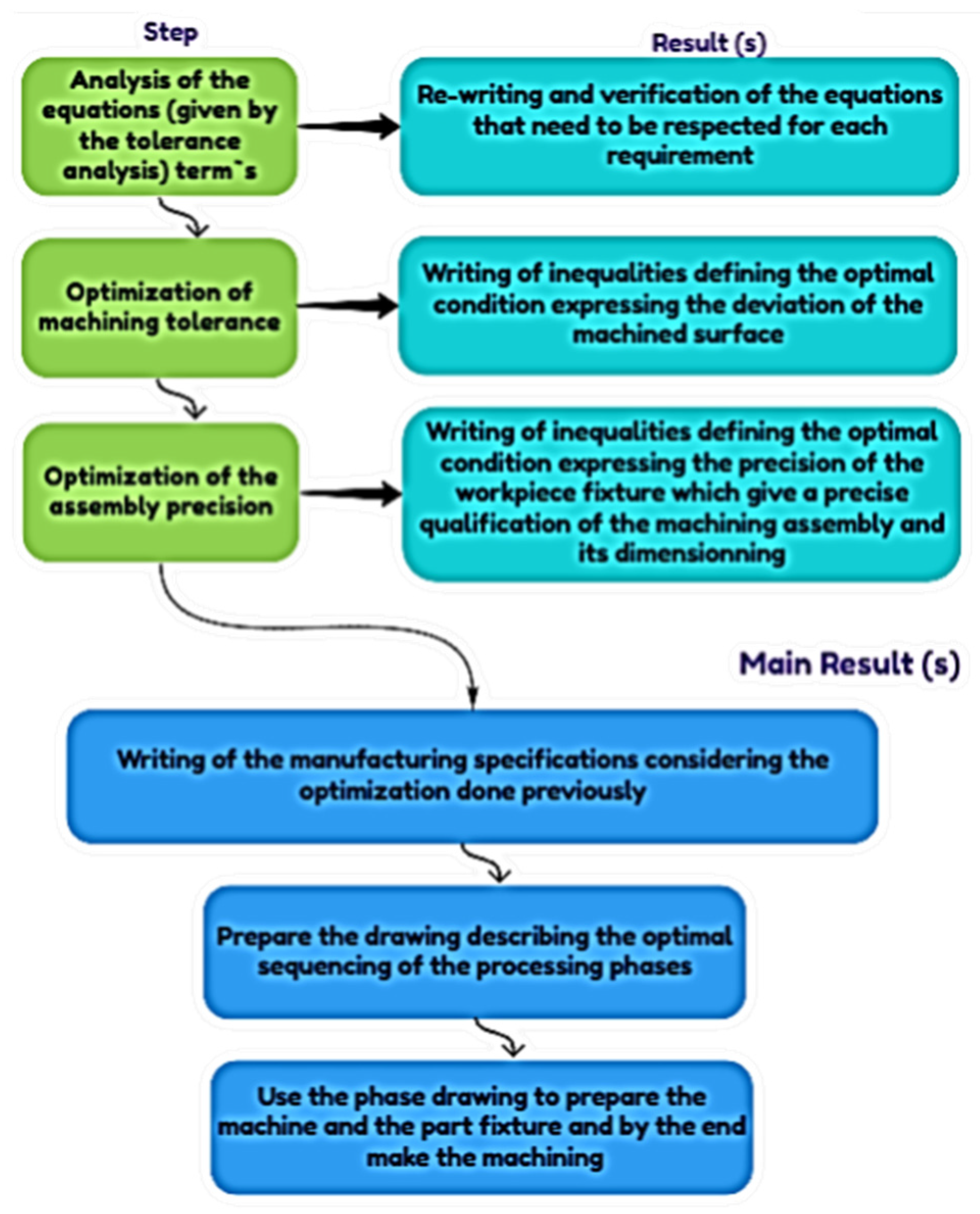
6.3. Principle of the Tolerance Synthesis
6.3.1. Analysis of the Equations Term’s
6.3.2. Optimization of Machining Tolerance μ
6.3.3. Optimization of the Assembly Precision ε
7. Writing of the Manufactured Dimensions
- -
- The specifications without transfer are copied directly onto the corresponding phase drawing;
- -
- For each machining phase, a reference system can be constructed on the phase positioning surfaces while respecting the order of primary, secondary and tertiary preponderance. It is preferable to use partial references or references on restricted areas to best represent the real contact areas between parts and machining fixtures;
- -
- Each transfer generated by the ascending method will be transcribed into a specification with respect to the positioning reference system in the phase: We will have a localization if the transfer relation includes a sliding term (u, v or w) or an orientation if there are only terms of rotation (α, β or γ).
8. Conclusions
- -
- The analysis phase is ended by writing equations that allow the analysis of the machining tolerances, and verifying the feasibility of the process according to the estimated defects;
- -
- Using the proposed synthesis methodology, it was easy to select equations that need to be respected for each requirement, write relationships defining the optimal condition expressing the deviation of the machined surface, and the optimal condition expressing the precision of the workpiece fixture;
- -
- Based on these optimizations one can write the manufacturing specifications, and prepare the drawing describing the optimal sequencing of the processing phases;
- -
- Using the phase drawing, a machinist can prepare the machine and the part fixture and by the end make the machining, which can be validated by a future experimental work.
- -
- An experimental study is needed, which aims to validate the tolerancing analysis and synthesis presented in this paper.
- -
- Analysis and synthesis of tolerance from a statistical point of view: we have developed the formulation of the problem for an analysis and synthesis of tolerance in the worst case, and a statistical approach would make it possible to resolve problems posed by very large production series more precisely.
- -
- Generalized TMT model: we presented our TMT tolerancing model by treating simple prismatic parts and using isostatic-machining fixtures with six supports. As such, a generalization study would have to be developed with more complex parts and other types of fixtures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ayadi, B.; Anselmetti, B.; Bouaziz, Z.; Zghal, A. Three-dimensional modelling of manufacturing tolerancing using the ascendant approach. Int. J. Adv. Manuf. Technol. 2007, 39, 279–290. [Google Scholar] [CrossRef]
- Thilak, M.; Senthil Kumar, N. Optimal tolerance allocation through tolerance chain identification system. Int. J. Appl. Eng. Res. 2015, 10, 78. [Google Scholar]
- Bourdet, P. Chaînes de Côtes de Fabrication: Première partie Modèles, L’ingénieur et le Technicien ce l’Enseignement Technique, décembre 1973. Available online: http://webserv.lurpa.ens-paris-saclay.fr/files/bourdet/doc_publication/04_IngTechEnsTech_1973_Cotes_partie1_Fr.pdf (accessed on 7 January 2021).
- Hamou, S.; Cheikh, A.; Linares, J.-M.; Benamar, A. Machining dispersions based procedures for computer aided process plan simulation. Int. J. Comput. Integr. Manuf. 2004, 17, 141–150. [Google Scholar] [CrossRef]
- Wolff, V.; Lefebvre, A.; Renaud, J. Maps of Dispersions for Machining Processes. Concurr. Eng. 2006, 14, 129–139. [Google Scholar] [CrossRef]
- Cheikh, N.; Cheikh, A.; Hamou, S. Manufacturing Dispersions Based Simulation and Synthesis of Design Tolerances. Int. J. Ind. Manuf. Eng. 2010, 4, 1. [Google Scholar]
- Bui, M.H.; Villeneuve, F.; Sergent, A. Manufacturing tolerance analysis based on the model of manufactured part and experimental data. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2012, 227, 690–701. [Google Scholar] [CrossRef]
- Anselmetti, B. Simulation D’usinage Bidimensionnelle Sur Un Exemple En Tournage En Commande Numérique, Mécanique Matériaux Electricité (1983) 398. Available online: https://www.semanticscholar.org/paper/Simulation-d’usinage-bidimensionnelle-sur-un-en-en-Anselmetti/03675881effa9a3e82d84f5f795a482a4631f157#citing-papers (accessed on 7 January 2021).
- Chep, A. Une méthode statistique de répartition 2D des tolérances géométriques. In Proceedings of the CPI 99, Tanger, Maroc, 25–26 November 1999. [Google Scholar]
- Clément, A.; Le Pivert, P.; Rivière, A. Modélisation des procédés d’usinage Simulation 3D réaliste. In Proceedings of the IDMME’96, Nantes, France, 15–17 April 1996; pp. 355–364. [Google Scholar]
- Clément, A.; Valade, C.; Riviére, A. The TTRSs: 13 oriented constraints for dimensioning, tolerancing and inspection. In Advanced Mathematical Tools in Metrology III.; Ciarlini, P., Cox, M.G., Pavese, F., Ritcher, D., Eds.; World Scientific Publishing Company: Singapore, 1997; pp. 24–42. [Google Scholar]
- Clément, A.; Rivière, A.; Serre, P.; Valade, C. The TTRS: 13 contraints for dimensioning and tolerancing. In Geometric Design Tolerancing Theories: Theories, Standard and Applications; Chapman et Hall: London, UK, 1998; pp. 122–129. [Google Scholar]
- Benea, R.; Cloutier, G.; Fortin, C. Process plan validation including process deviations and machine tools errors. In Proceedings of the 7th CIRP Seminar on Computer Aided Tolerancing, Cachan, France, 24–25 April 2001; pp. 191–200. [Google Scholar]
- Bennis, F.; Pino, L.; Fortin, C. Geometric tolerance transfer for manufacturing by an algebraic method. In Integrated Design and Manufacturing in Mechanical Engineering’98: Proceedings of the 2nd IDMME Conference (Compiègne, France); Springer: Berlin/Heidelberg, Germany, 1999; pp. 373–380. [Google Scholar]
- Jaballi, K.; Bellacicco, A.; Louati, J.; Riviere, A.; Haddar, M. Rational method for 3D manufacturing tolerancing synthesis based on the TTRS approach “R3DMTSyn”. Comput. Ind. 2011, 62, 541–554. [Google Scholar] [CrossRef]
- Patalano, S.; Vitolo, F.; Gerbino, S.; Lanzotti, A. A graph-based method and a software tool for interactive tolerance specification. Procedia CIRP 2018, 75, 173–178. [Google Scholar] [CrossRef]
- Desrochers, A.; Rivière, A. A matrix approach to the representation of tolerance zones and clearances. Int. J. Adv. Manuf. Technol. 1997, 13, 630–636. [Google Scholar] [CrossRef]
- Mira, J.S.; Rosado-Castellano, P.; Romero-Subirón, F.; Bruscas-Bellido, G.; Abellán-Nebot, J. Incorporation of form deviations into the matrix transformation method for tolerance analysis in assemblies. Procedia Manuf. 2019, 41, 547–554. [Google Scholar] [CrossRef]
- Yan, H.; Cao, Y.; Yang, J. Statistical Tolerance Analysis Based on Good Point Set and Homogeneous Transform Matrix. Procedia CIRP 2016, 43, 178–183. [Google Scholar] [CrossRef]
- Whitney, D.E.; Gilbert, O.L.; Jastrzebski, M. Representation of geometric variations using matrix transforms for statistical tolerance analysis in assemblies. Res. Eng. Des. 1994, 6, 191–210. [Google Scholar] [CrossRef]
- Anselmetti, B.; Louati, H. Generation of manufacturing tolerancing with ISO standards. Int. J. Mach. Tools Manuf. 2005, 45, 1124–1131. [Google Scholar] [CrossRef]
- Bourdet, P.; Ballot, E. Équations formelles et tridimensionnelles des chaînes de dimensions dans les mécanismes. In Proceedings of the 4th CIRP Seminar on Computer Aided Tolerancing, Tokyo, Japan, 5–6 April 1995. [Google Scholar]
- Tichadou, S.; Legoff, O.; Hascoët, J. Process planning geometrical simulation: Compared approaches between integrated CAD/CAM system and Small displacement torsor model. In Proceedings of the IDMME‘04, Bath, UK, 5–7 April 2004. [Google Scholar]
- Tichadou, S. Modélisation Et Quantification Tridimensionnelle des Écarts de Fabrication Pour La Simulation D’usinage, Mémoire de Thèse de L’école Centrale de Nante. 2005. Available online: https://tel.archives-ouvertes.fr/tel-00456836/ (accessed on 7 January 2021).
- Diet, A.; Couellan, N.; Gendre, X.; Martin, J.; Navarro, J.-P. A statistical approach for tolerancing from design stage to measurements analysis. Procedia CIRP 2020, 92, 33–38. [Google Scholar] [CrossRef]
- Chiabert, P.; De Maddis, M.; Genta, G.; Ruffa, S.; Yusupov, J. Evaluation of roundness tolerance zone using measurements performed on manufactured parts: A probabilistic approach. Precis. Eng. 2018, 52, 434–439. [Google Scholar] [CrossRef]
- Goka, E.; Beaurepaire, P.; Homri, L.; Dantan, J.-Y. Probabilistic-based approach using Kernel Density Estimation for gap modeling in a statistical tolerance analysis. Mech. Mach. Theory 2019, 139, 294–309. [Google Scholar] [CrossRef]
- Wu, H.; Zheng, H.; Li, X.; Wang, W.; Xiang, X.; Meng, X. A geometric accuracy analysis and tolerance robust design approach for a vertical machining center based on the reliability theory. Measurement 2020, 161, 107809. [Google Scholar] [CrossRef]
- Kong, X.; Yang, J.; Hao, S. Reliability modeling-based tolerance design and process parameter analysis considering performance degradation. Reliab. Eng. Syst. Saf. 2021, 207, 107343. [Google Scholar] [CrossRef]
- Pierre, L.; Anselmetti, B.; Anwer, N. On the usage of Least Material Requirement for Functional Tolerancing. Procedia CIRP 2018, 75, 179–184. [Google Scholar] [CrossRef]
- Pierre, L.; Rouetbi, O.; Anselmetti, B. Tolerance analysis of hyperstatic mechanical systems with deformations. Procedia CIRP 2018, 75, 244–249. [Google Scholar] [CrossRef]
- Rupal, B.S.; Anwer, N.; Secanell, M.; Qureshi, A.J. Geometric tolerance and manufacturing assemblability estimation of metal additive manufacturing (AM) processes. Mater. Des. 2020, 194, 108842. [Google Scholar] [CrossRef]
- Mahmood, S.; Qureshi, A.; Talamona, D. Taguchi based process optimization for dimension and tolerance control for fused deposition modelling. Addit. Manuf. 2018, 21, 183–190. [Google Scholar] [CrossRef]
- Dantan, J.Y.; Huang, Z.; Goka, E.; Homri, L.; Etienne, A.; Bonnet, N.; Rivette, M. Geometrical Variations Management for Additive Manufactured Product. CIRP Ann. Manuf. Technol. 2017, 66, 161–164. [Google Scholar] [CrossRef][Green Version]
- Zhu, Z.; Anwer, N.; Huang, Q.; Mathieu, L. Machine learning in tolerancing for additive manufacturing. CIRP Ann. 2018, 67, 157–160. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ayadi, B.; Ben Said, L.; Boujelbene, M.; Betrouni, S.A. Three-Dimensional Synthesis of Manufacturing Tolerances Based on Analysis Using the Ascending Approach. Mathematics 2022, 10, 203. https://doi.org/10.3390/math10020203
Ayadi B, Ben Said L, Boujelbene M, Betrouni SA. Three-Dimensional Synthesis of Manufacturing Tolerances Based on Analysis Using the Ascending Approach. Mathematics. 2022; 10(2):203. https://doi.org/10.3390/math10020203
Chicago/Turabian StyleAyadi, Badreddine, Lotfi Ben Said, Mohamed Boujelbene, and Sid Ali Betrouni. 2022. "Three-Dimensional Synthesis of Manufacturing Tolerances Based on Analysis Using the Ascending Approach" Mathematics 10, no. 2: 203. https://doi.org/10.3390/math10020203
APA StyleAyadi, B., Ben Said, L., Boujelbene, M., & Betrouni, S. A. (2022). Three-Dimensional Synthesis of Manufacturing Tolerances Based on Analysis Using the Ascending Approach. Mathematics, 10(2), 203. https://doi.org/10.3390/math10020203