
Variable Gap MAG Welding Penetration Control Using Rough Set Knowledge Acquisition

Abstract
:1. Introduction
2. Literature Review
3. Methods
3.1. VPRS-Based Knowledge Acquisition
3.1.1. Preliminaries
3.1.2. Attribute Reduction and Rules Extraction
| Algorithm 1: Attribute significance-based approximate reduction (ASBAR). |
| Input: , |
| Output: Reduction set |
| Step 1. Calculate the classification quality of according to Formula (4). |
| Step 2. Calculate the attribute significance for every according to Formula (7). |
| Step 3. , repeat the following operations for every in descending order of . |
| Step 3.1. , calculate the classification quality of according to Formula (4). |
| Step 3.2. If , output ; otherwise, proceed to Step 3.1. |
| Algorithm 2: Confidence-based rule extraction (CBRE). |
| Input: , threshold |
| Output: Rule set |
| Step 1. Initialize , , . |
| Step 2. For to |
| Step 2.1. For to |
| Step 2.1.1. Calculate according to Formula (10). |
| Step 2.1.2. If , then . |
| Step 3. Output . |
3.2. Proposed Control Scheme
4. Results and Discussion
4.1. Establishment of Dataset
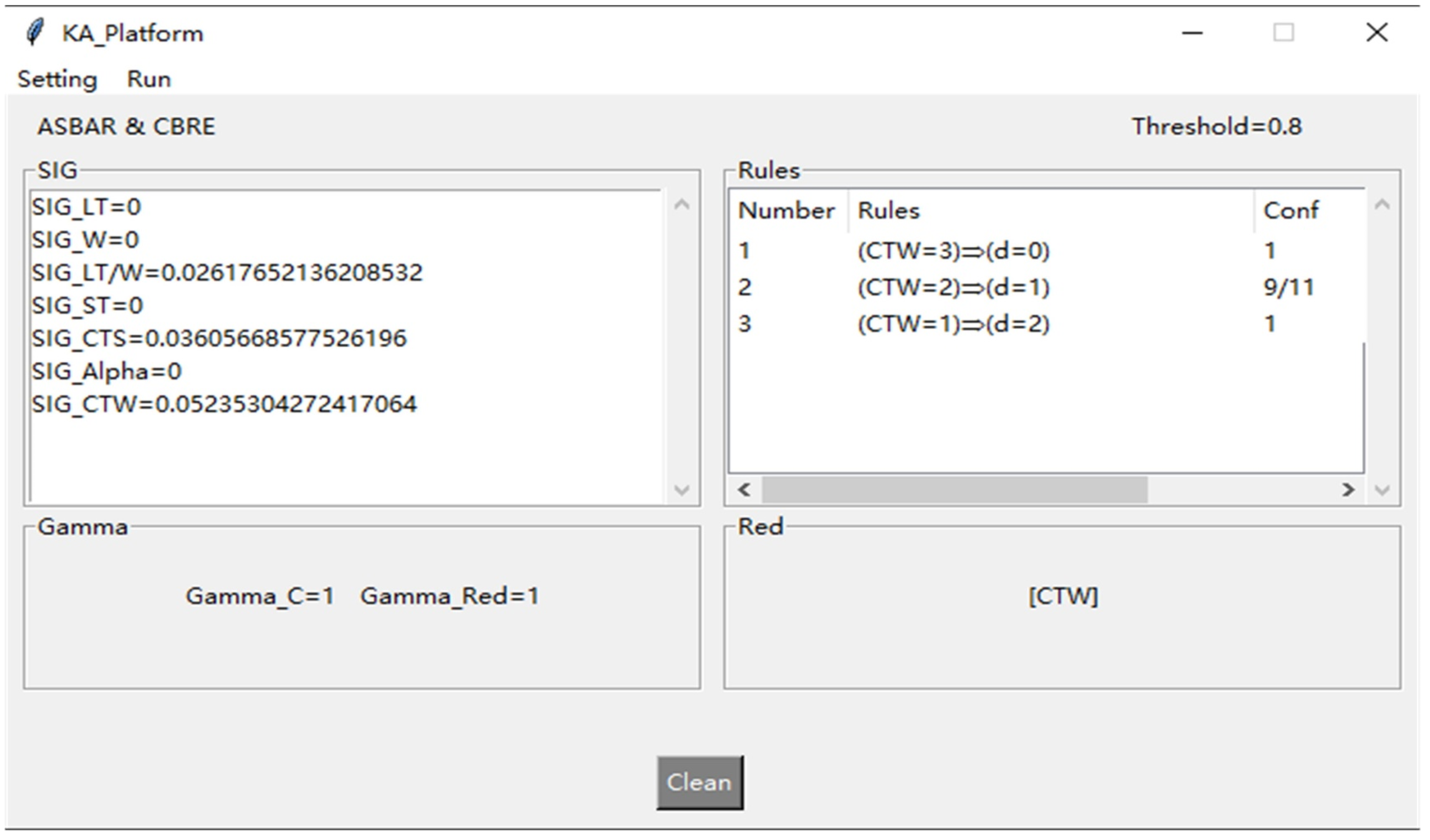
4.2. Acquisition for Classification Rules
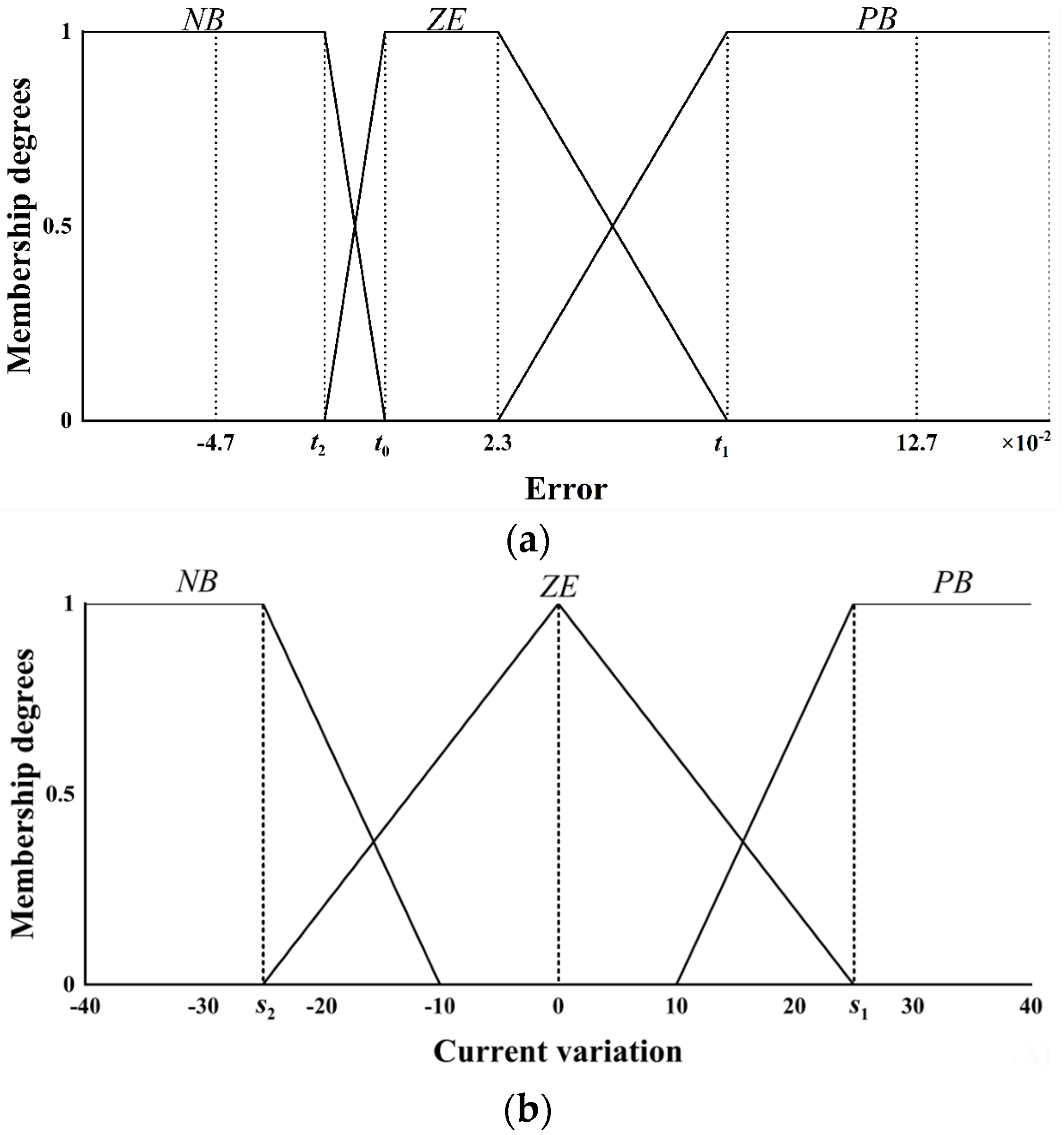
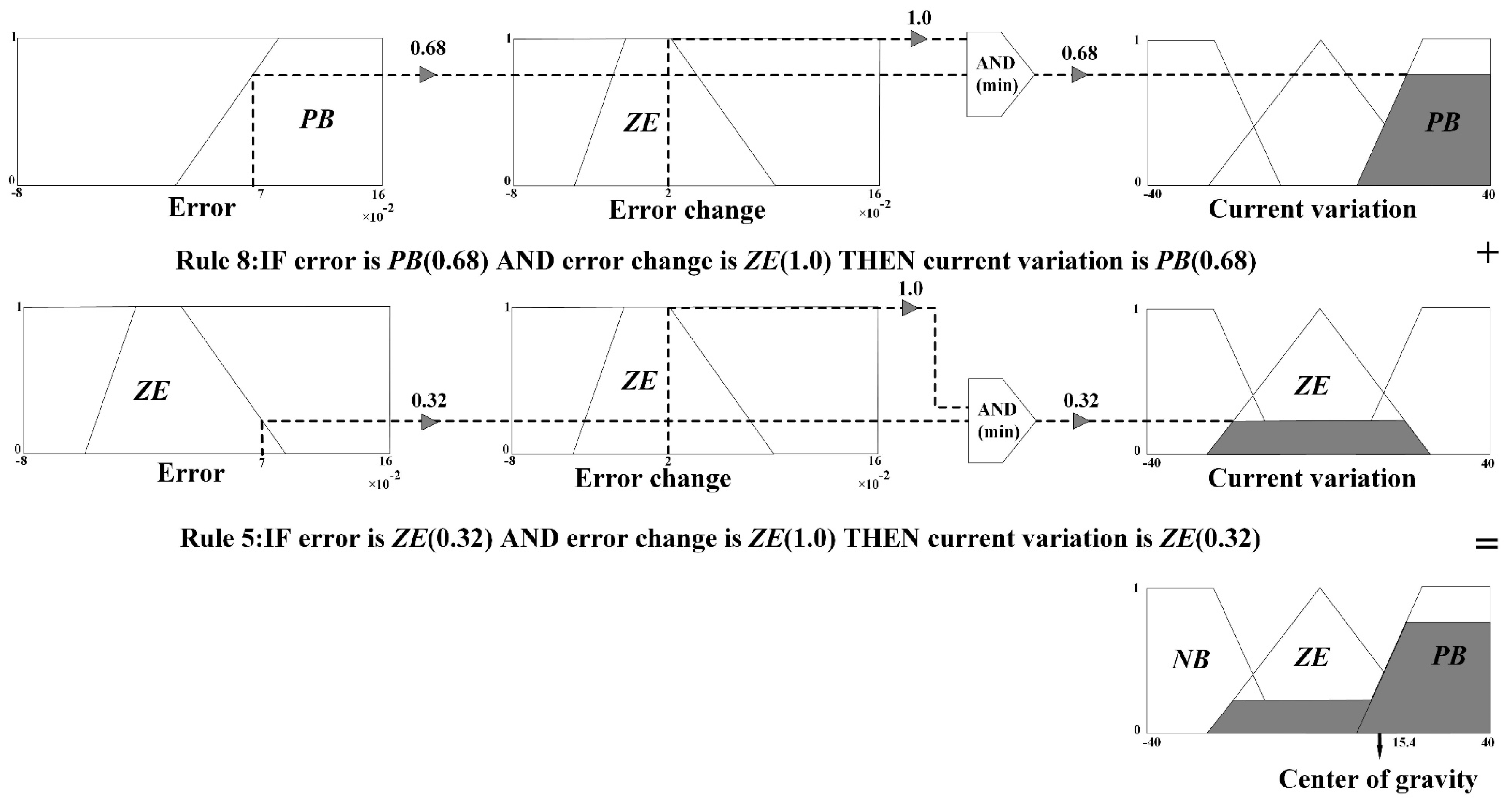
4.3. Fuzzy Control Model and Reasoning
- Select the trapezoidal distribution as the membership function of , as shown in Figure 4a, where , , and are undetermined parameters.
- Establish the following optimization model with fuzzy entropy as a measure of fuzziness:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | e | eC |
|---|---|---|
| NB | −0.074, −0.055, −0.051, −0.05, −0.041, −0.04 | −0.047 |
| ZE | −0.007, −0.004, 0, 0.001, 0.002, 0.017, 0.025, 0.04, 0.043, 0.047, 0.061 | 0.023 |
| PB | 0.092, 0.105, 0.121, 0.133, 0.134, 0.157 | 0.127 |
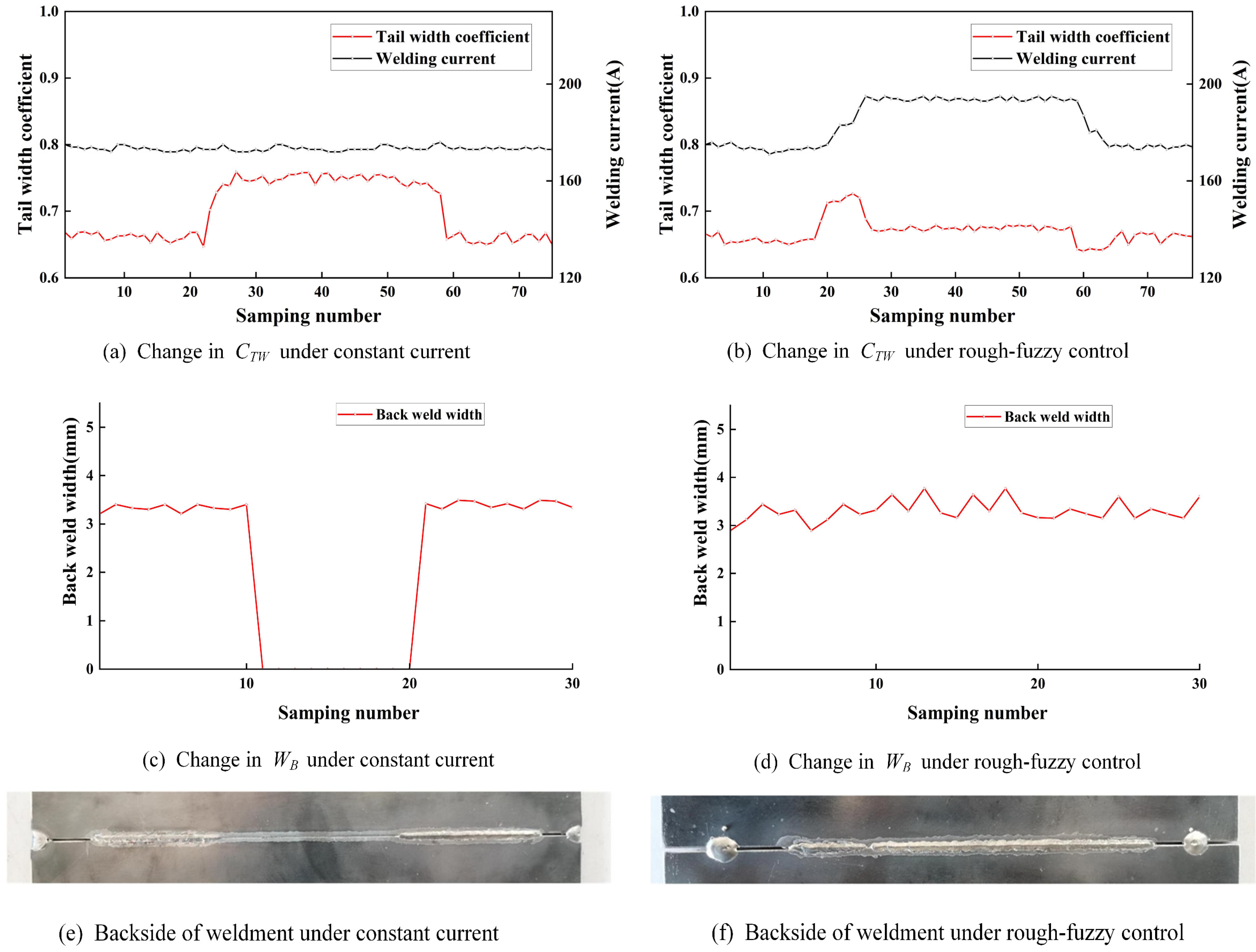
4.4. Experiment Validation
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Duan, S.Y. Fundamentals of Gas Shielded Welding Process; Machine Press: Beijing, China, 2007. [Google Scholar]
- Wu, L.; Chen, S.B. Intelligent Technology of Arc Welding Robot; National Defence Industry Press: Beijing, China, 2000. [Google Scholar]
- Wang, K.H. Research on Feature Extraction and Intelligent Control of Molten Pool Based on Vision; Nanjing University of Science & Technology: Nanjing, China, 2007. [Google Scholar]
- Fan, C.J. Weld Pool Characters Extraction Visual Sensing and Intelligent Control during Varied Gap Aluminum Alloy Pulsed GTAW Process; Shanghai Jiaotong University: Shanghai, China, 2008. [Google Scholar]
- Pawlak, Z. Rough Sets: Theoretical Aspects of Reasoning about Data; Kluwer Academic Publishing: Dordrecht, The Netherlands, 1991. [Google Scholar]
- Yu, J.H. On Rough Set-Based Knowledge Discovery and Decision-Making Methods for Some Generalized Information Systems; Harbin Institute of Technology: Harbin, China, 2020. [Google Scholar]
- Zhang, X.F.; Lin, X.F. Automatic machine learning algorithm based on rough set theory. J. Shenyang Univ. Nat. Sci. 2022, 36, 468–477. [Google Scholar]
- Chen, Z.J.; Tan, J.P.; Shi, L.X.; Xue, S.H.; Huang, T.R. Impact pattern recognition between sliding tank ear and tank track under unbalanced load state of the cage. Noise Vib. Control 2019, 39, 203–208. [Google Scholar]
- Feng, Y.; Gao, X.; Zhang, Y.; Peng, C.; Gui, X.; Sun, Y.; Xiao, X. Simulation and Experiment for dynamics of laser welding keyhole and molten pool at different penetration status. Int. J. Adv. Manuf. Technol. 2021, 112, 2301–2312. [Google Scholar] [CrossRef]
- Ye, G.; Gao, X.; Liu, Q.; Wu, J.; Zhang, Y.; Gao, P.P. Prediction of weld back width based on top vision sensing during laser-MIG hybrid welding. J. Manuf. Process. 2022, 84, 1376–1388. [Google Scholar] [CrossRef]
- Saha, A.; Reddy, J.; Kumar, R. A fuzzy similarity based classification with Archimedean-Dombi aggregation operator. J. Intell. Manag. Decis. 2022, 1, 118–127. [Google Scholar] [CrossRef]
- Puška, A.; Stojanović, I. Fuzzy multi-criteria analyses on green supplier selection in an agri-food company. J. Intell. Manag. Decis. 2022, 1, 2–16. [Google Scholar] [CrossRef]
- Darwito, P.A.; Indayu, N. Adaptive neuro-fuzzy inference system based on sliding mode control for quadcopter trajectory tracking with the presence of external disturbance. J. Intell. Syst. Control 2023, 2, 33–46. [Google Scholar] [CrossRef]
- Su, J.F.; Xu, B.J.; Li, L.C.; Wang, D.; Zhang, F.T. A green supply chain member selection method considering green innovation capability in a hesitant fuzzy environment. Axioms 2023, 12, 188. [Google Scholar] [CrossRef]
- Wu, D.; Liao, Y.; Hu, C.; Yu, S.; Tian, Q. An enhanced fuzzy control strategy for low-level thrusters in marine dynamic positioning systems based on chaotic random distribution harmony search. Int. J. Fuzzy Syst. 2021, 23, 1823–1839. [Google Scholar] [CrossRef]
- Marji Harly, M. Design of low jerk automatics transmission for vehicle using fuzzy control to improve gear shifting quality and low fuel consumption. In Proceedings of the 3rd International Conference on Vocational Education of Mechanical and Automotive Technology (ICoVEMAT), Yogyakarta, Indonesia, 5 October 2020. [Google Scholar]
- Urrea, C.; Kern, J.; Alvarado, J. Design and evaluation of a new fuzzy control algorithm applied to a manipulator robot. Appl. Sci. 2020, 10, 7482. [Google Scholar] [CrossRef]
- Gao, F.X. Vision-based curve tracking system using fuzzy controller. Control Eng. China 2016, 23, 149–152. [Google Scholar]
- Zou, Y.B.; Wang, Y.B.; Zhou, W.L. Line laser visual servo control system for seam tracking. Opt. Precis. Eng. 2016, 24, 2689–2698. [Google Scholar]
- Lu, J.Y.; Zhu, D. Control system design of adaptive welding seam tracking. Weld. Join. 2018, 9, 61–65. [Google Scholar]
- Wang, Z.; Wang, X.; Gao, W.X.; Wang, Y.K. Research fuzzy incremental control submerged arc weld with image processing. Meas. Control Technol. 2016, 35, 70. [Google Scholar]
- Wu, Y.Q.; Yuan, Z.H.; Wang, J.H. A fuzzy controller design of seam tracking for welding robot. Adv. Mater. Res. 2012, 442, 370–374. [Google Scholar] [CrossRef]
- Wang, P.C.; Zhang, D.F.; Lu, B.C. Robust fuzzy sliding mode control based on low pass filter for the welding robot with dynamic uncertainty. Ind. Robot. Int. J. Robot. Res. Appl. 2020, 47, 111–120. [Google Scholar] [CrossRef]
- Chen, Q.; Pan, J.L.; Oshima, K. Fuzzy control in welding process. Chin. J. Mech. Eng. 1995, 31, 86–91. [Google Scholar]
- Chen, S.B.; Lou, Y.J.; Zhao, D.B.; Wu, L. Fuzzy-neural network modeling and control of pool dynamic process in pulsed GTAW. Acta Autom. Sin. 2002, 28, 74–82. [Google Scholar]
- Pan, Q. Visual Sensing of Fusion Hole and Penetration Close-Loop Control in Thin Plate High Frequency Pulsed TIG Welding; Shangdong University: Jinan, China, 2022. [Google Scholar]
- Jiang, Z.; Lu, S.Y.; Yu, S.W.; Zhang, Q.; Li, Z.P. Design of steel mesh welding control system based on PLC and fuzzy control algorithm. Comput. Era 2022, 12, 106–111. [Google Scholar]
- Wang, W.D.; Wang, Z.J.; Hu, S.S.; Xue, K.X.; Zhao, G.C. Adaptive predictive control of weld penetration depth based on Hammerstein model in pulsed gas metal arc welding. J. Mech. Eng. 2019, 55, 138–145. [Google Scholar] [CrossRef]
- Wu, D. Research on Predicting and Intelligent Control for Weld Formation during VPPAW Process Using Multi-Information Fusion; Shanghai Jiao Tong University: Shanghai, China, 2018. [Google Scholar]
- Ziarko, W. Variable precision rough set model. J. Comput. Syst. Sci. 1993, 46, 39–59. [Google Scholar] [CrossRef]
- Wang, G.Y.; Yu, H.; Yang, D.C. Decision table reduction based on conditional information entropy. Chin. J. Comput. 2002, 25, 759–766. [Google Scholar]
- Liu, M. Research on Process and Control Method Based on Visual Sensing of the MAG Weld during One-Side Welding with Back Free Formation; Nanjing University of Science & Technology: Nanjing, China, 2012. [Google Scholar]
- Liang, R.R.; Pan, X.D. The determination method and experimental research of the membership function of fuzzy set. J. Sichuan Norm. Univ. Nat. Sci. 2021, 44, 479–486. [Google Scholar]




| * | (mm) | |||||||
|---|---|---|---|---|---|---|---|---|
| x1 | 203.5 | 227.4 | 0.895 | 34,264.2 | 0.740 | 58.39 | 0.818 | 0 |
| x2 | 227.1 | 246.4 | 0.922 | 40,220 | 0.718 | 56.96 | 0.795 | 0 |
| x3 | 287.2 | 279.0 | 1.029 | 55,542.4 | 0.693 | 51.84 | 0.766 | 0 |
| x4 | 388.2 | 303.2 | 1.280 | 77,677.8 | 0.659 | 42.67 | 0.703 | 0 |
| x5 | 380.7 | 294.6 | 1.295 | 70,471.8 | 0.628 | 42.31 | 0.663 | 3.44 |
| x6 | 209.2 | 230.4 | 0.909 | 35,064.8 | 0.728 | 57.69 | 0.794 | 0 |
| x7 | 228.2 | 241.6 | 0.945 | 39,214.6 | 0.711 | 55.80 | 0.781 | 0 |
| x8 | 284.5 | 276.8 | 1.028 | 54,364 | 0.690 | 51.89 | 0.753 | 0 |
| x9 | 349.9 | 286.6 | 1.221 | 63,152.8 | 0.630 | 44.54 | 0.654 | 3.39 |
| x10 | 356.5 | 286.8 | 1.243 | 61,489.8 | 0.601 | 43.82 | 0.611 | 4.72 |
| x11 | 198.2 | 195.4 | 1.015 | 25,912.6 | 0.669 | 52.58 | 0.722 | 2.09 |
| x12 | 229.0 | 222.6 | 1.029 | 33,977 | 0.667 | 51.84 | 0.708 | 2.42 |
| x13 | 285.1 | 256.2 | 1.113 | 47,002.4 | 0.643 | 48.41 | 0.661 | 3.09 |
| x14 | 356.1 | 272.4 | 1.307 | 58,891.8 | 0.607 | 41.88 | 0.620 | 4.31 |
| x15 | 393.9 | 264.2 | 1.492 | 62,363 | 0.599 | 37.07 | 0.606 | 5.15 |
| x16 | 225.5 | 192.2 | 1.174 | 29,641 | 0.684 | 46.16 | 0.700 | 2.59 |
| x17 | 264.5 | 207.4 | 1.275 | 36,261.8 | 0.661 | 42.82 | 0.686 | 3.40 |
| x18 | 306.1 | 223.2 | 1.371 | 43,665 | 0.639 | 40.07 | 0.657 | 4.03 |
| x19 | 397.1 | 240.2 | 1.653 | 57,250 | 0.599 | 33.69 | 0.610 | 5.03 |
| x20 | 448.5 | 244.2 | 1.837 | 64,010 | 0.585 | 30.56 | 0.587 | 5.37 |
| x21 | 222.7 | 184.4 | 1.207 | 26,597 | 0.647 | 45.06 | 0.678 | 3.67 |
| x22 | 250.0 | 210.8 | 1.186 | 33,429.4 | 0.634 | 45.74 | 0.662 | 3.87 |
| x23 | 323.8 | 222.4 | 1.458 | 35,481.6 | 0.618 | 37.94 | 0.621 | 4.90 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, Z.; Yuan, H.; Han, J.; Lv, N.; Li, X.; Li, Q. Variable Gap MAG Welding Penetration Control Using Rough Set Knowledge Acquisition. Mathematics 2023, 11, 4504. https://doi.org/10.3390/math11214504
Feng Z, Yuan H, Han J, Lv N, Li X, Li Q. Variable Gap MAG Welding Penetration Control Using Rough Set Knowledge Acquisition. Mathematics. 2023; 11(21):4504. https://doi.org/10.3390/math11214504
Chicago/Turabian StyleFeng, Zhiqiang, Hao Yuan, Junfeng Han, Na Lv, Xin Li, and Quan Li. 2023. "Variable Gap MAG Welding Penetration Control Using Rough Set Knowledge Acquisition" Mathematics 11, no. 21: 4504. https://doi.org/10.3390/math11214504