
Numerical Study of Temperature Field and Melt Pool Properties during Electron Beam Selective Melting Process with Single Line and Multiple Line Scanning

Abstract
:1. Introduction
2. Numerical Simulation Method
- (1)
- The powder bed during the powder bed fusion process is considered a continuous medium due to the influence of the preheating process. This assumption may lead to differences in the morphology of the melt pool and the evolution of the solid–liquid boundary compared to reality, but the error is within an acceptable range.
- (2)
- Material properties such as density, thermal conductivity, and specific heat are considered to vary with temperature during the electron beam scanning process, as significant temperature changes occur. This assumption may lead to lower computational efficiency, but it is more closely aligned with reality.
- (3)
- The electron beam is assumed to be a Gaussian-distributed heat source, exhibiting high consistency with the actual heat source. The Gaussian heat source is the most commonly used heat source form in EBSM, and this assumption can most accurately reflect the heating situation of the electron beam heat source.
- (4)
- There are no outward velocity components perpendicular to the surface of the melt pool. This assumption can increase computational efficiency and will not have a significant impact on the results.
2.1. Governing Equation
- (1)
- Mass conservation equation:
- (2)
- Momentum conservation equation:
- (3)
- Energy conservation equation:
2.2. Boundary Conditions
- (1)
- Boundary conditions of the upper surface:
- (2)
- Boundary conditions of the side/bottom surface:
2.3. TiAl Alloy Properties Parameters
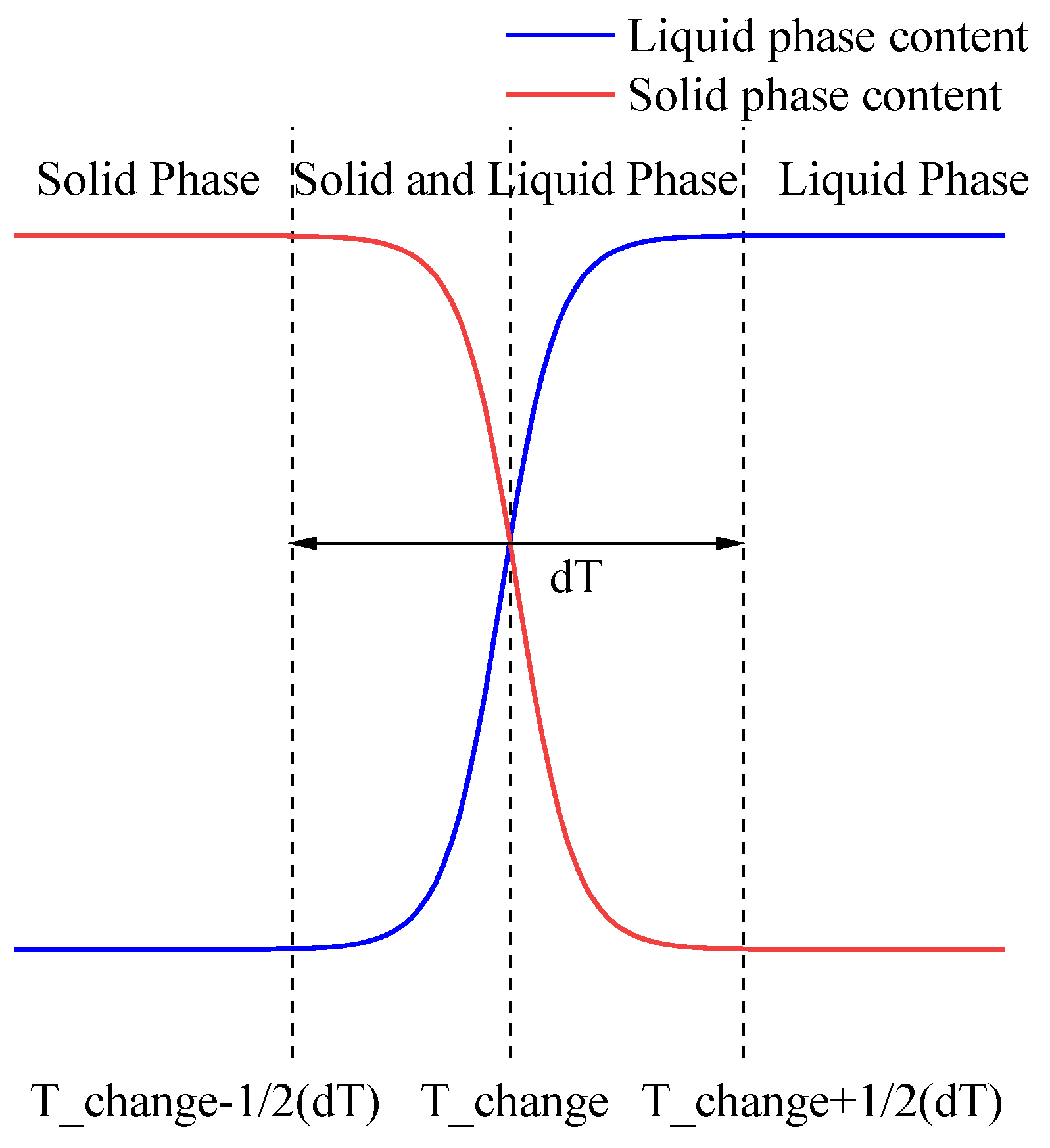
2.4. Solid–Liquid Phase Transformation
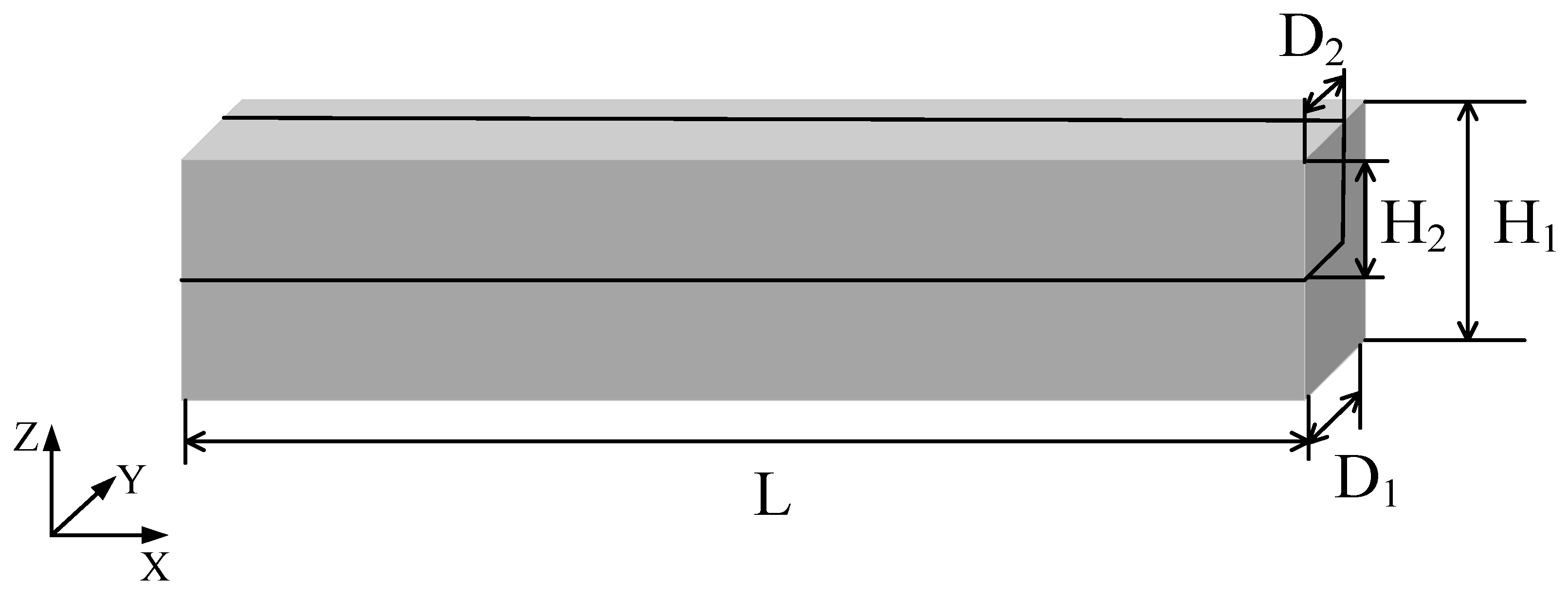
2.5. Model Set-Up
2.5.1. Single Scanning Line Model
2.5.2. Multi-Scanning Line Model
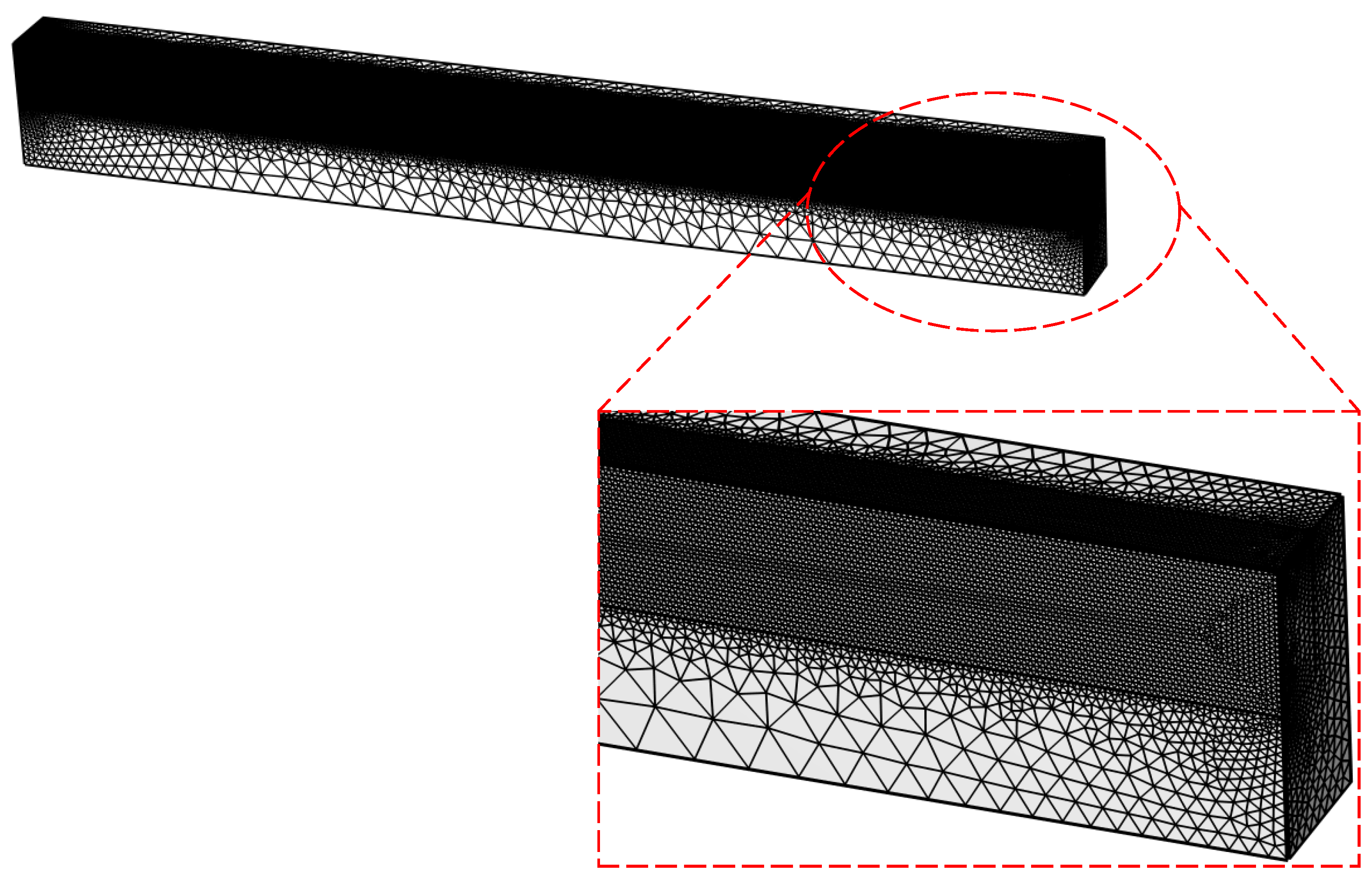
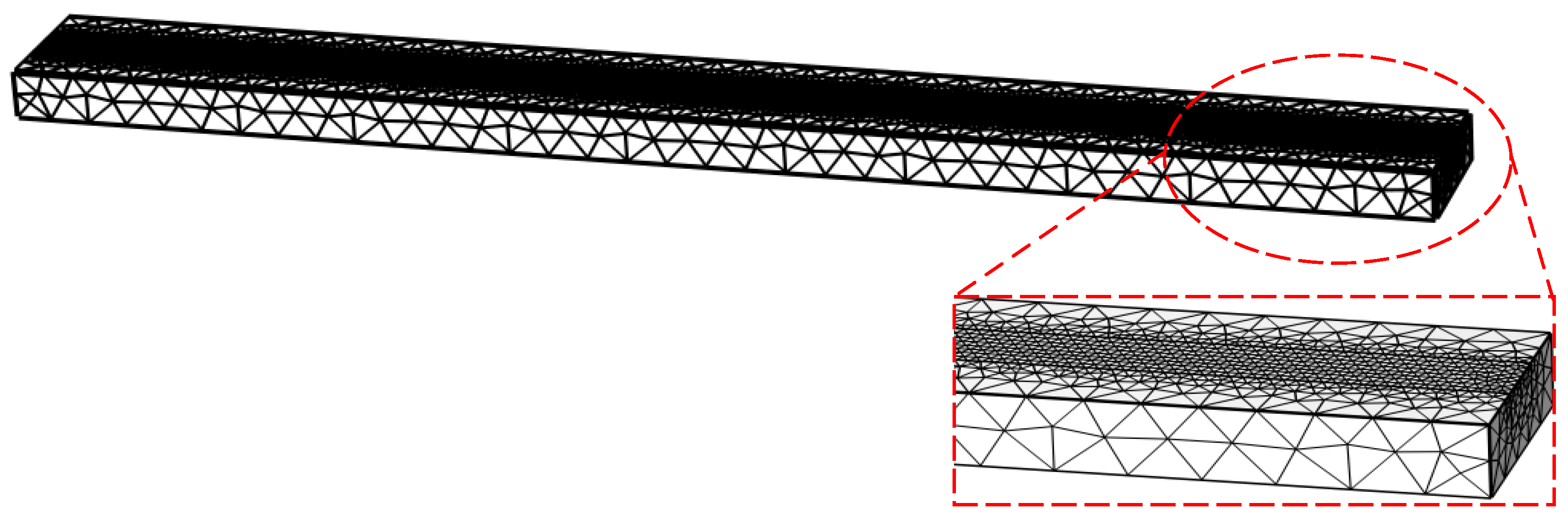
2.6. Grid Independence Verification
3. Results and Discussion
3.1. Single Scanning Line Results and Analysis
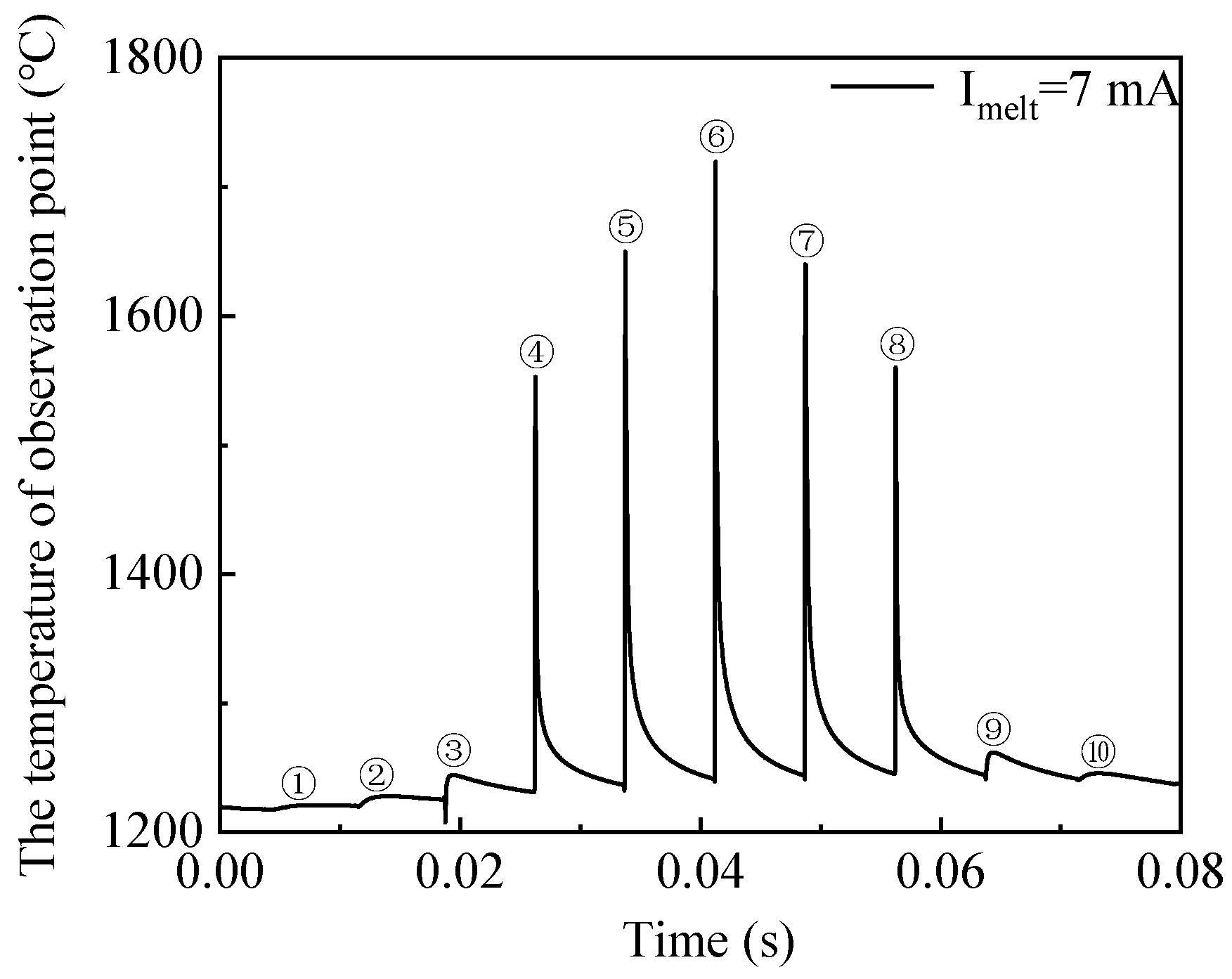
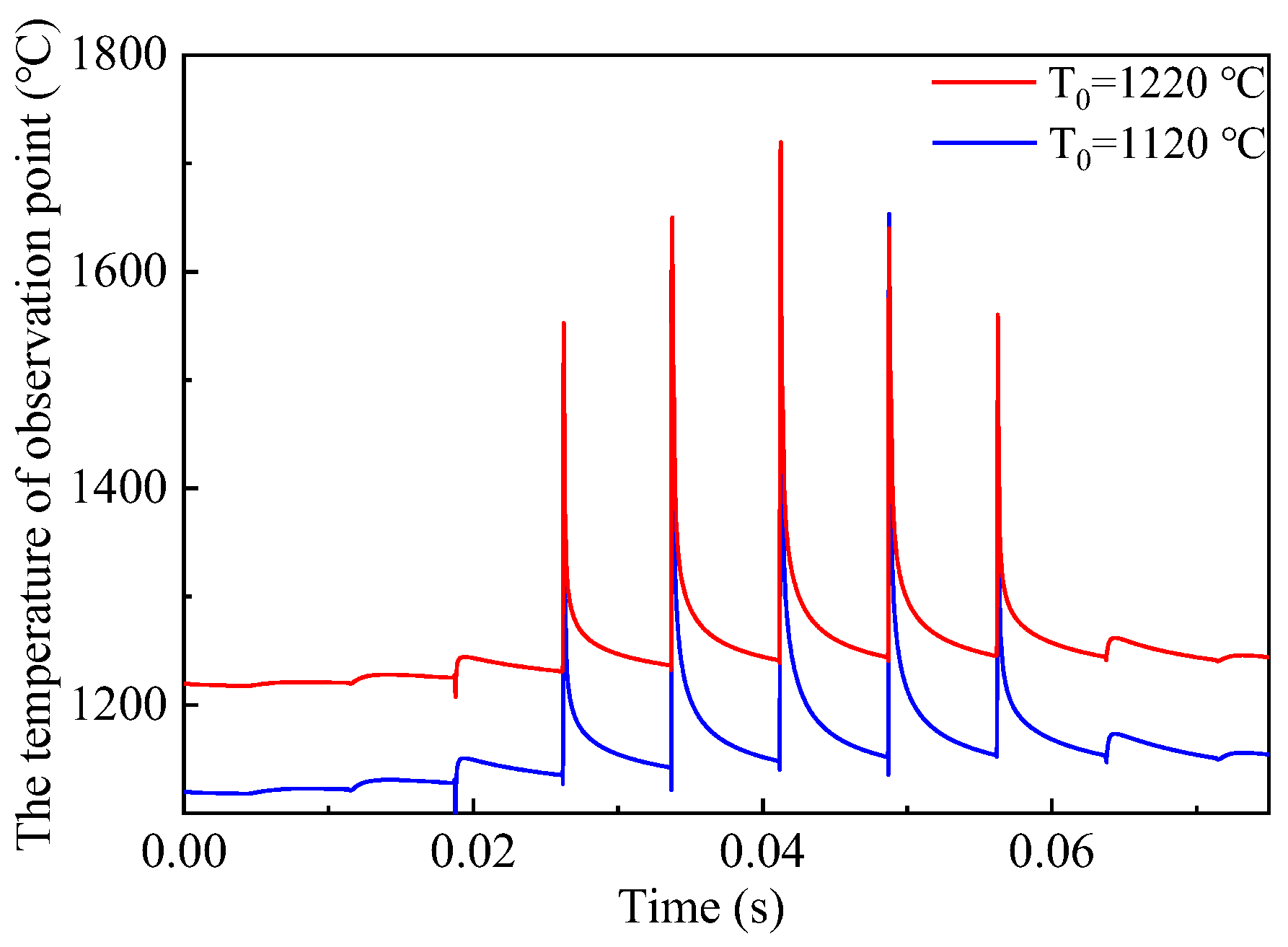
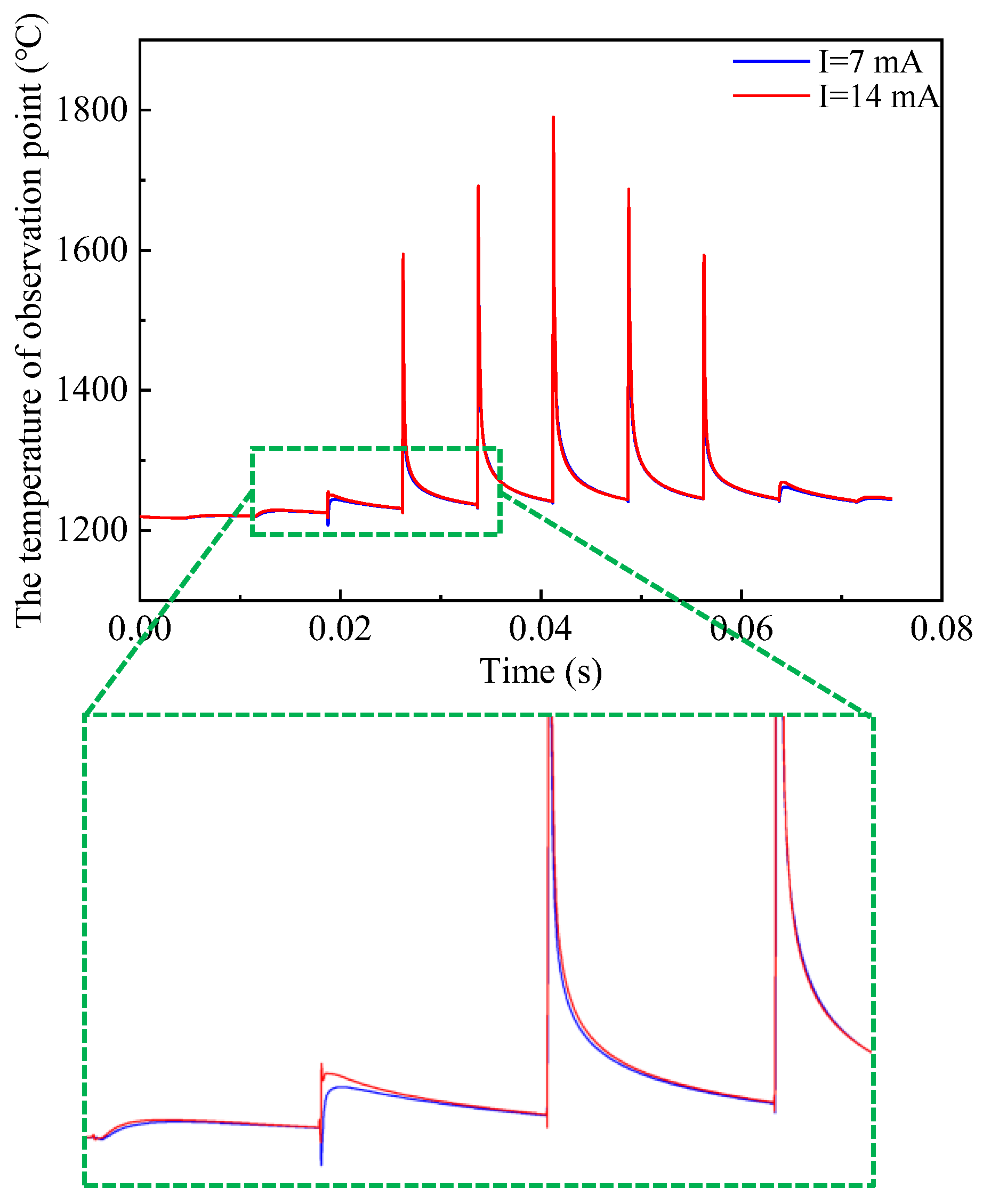
3.2. Multi-Scanning Line Results and Analysis
4. Conclusions
- (1)
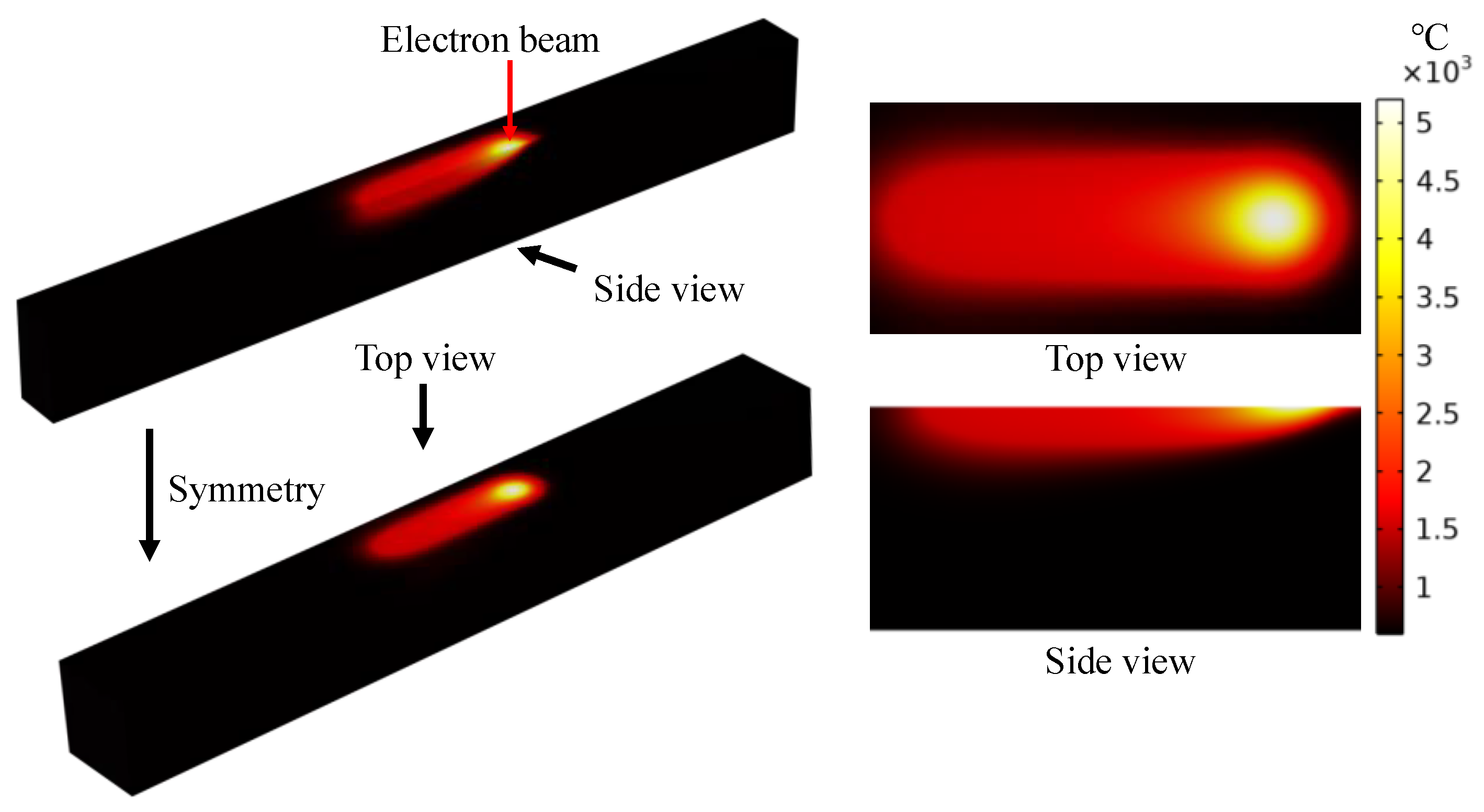
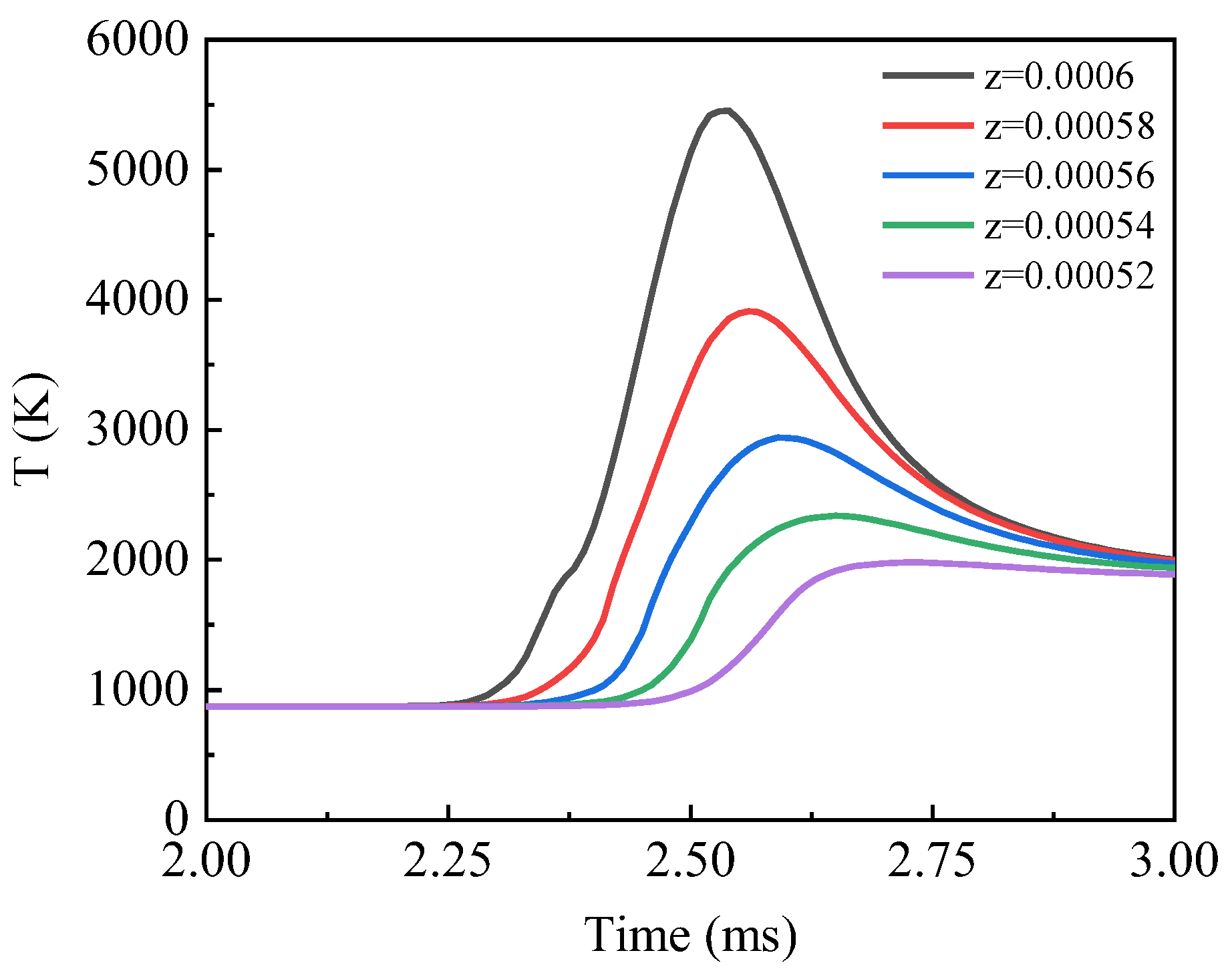
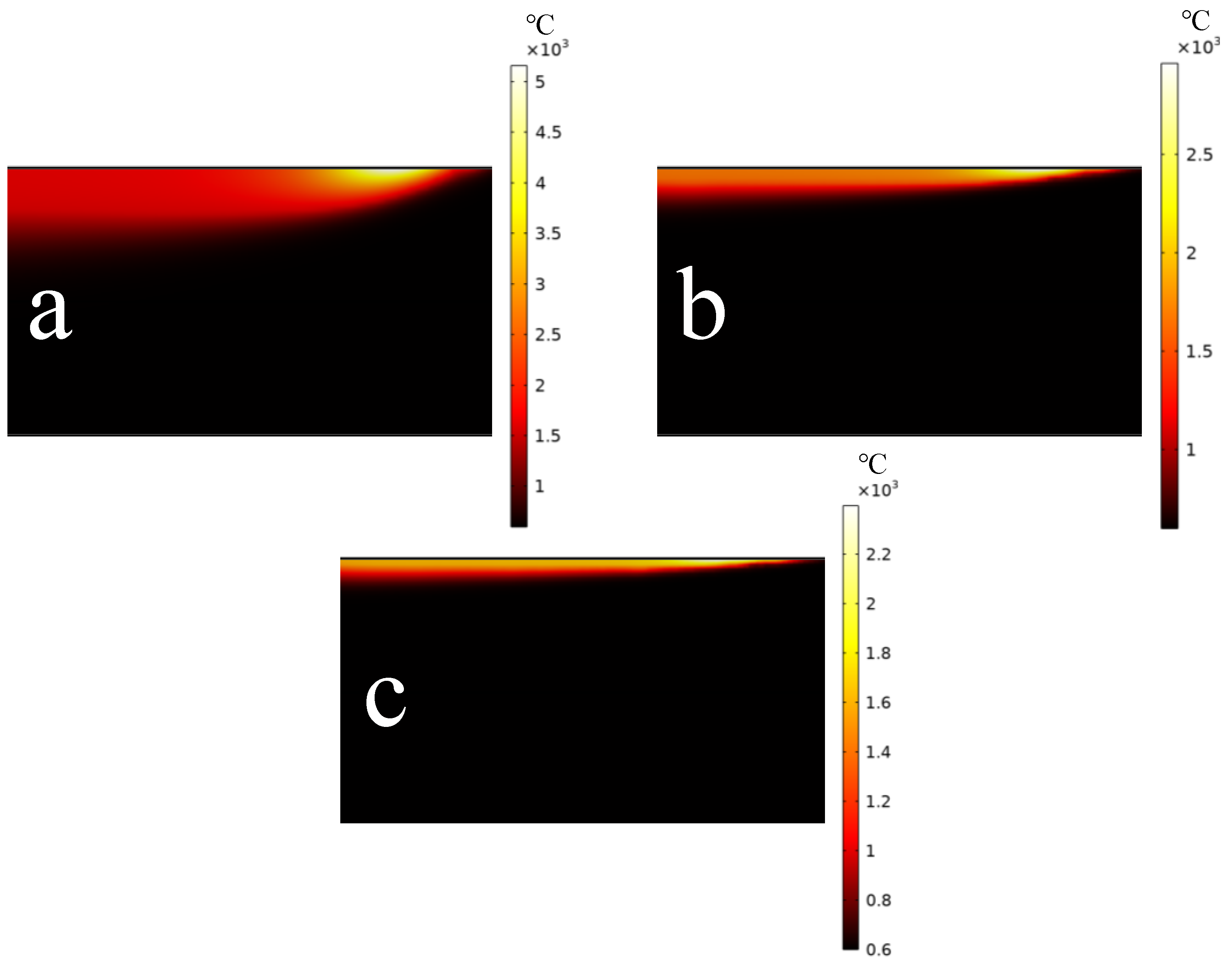
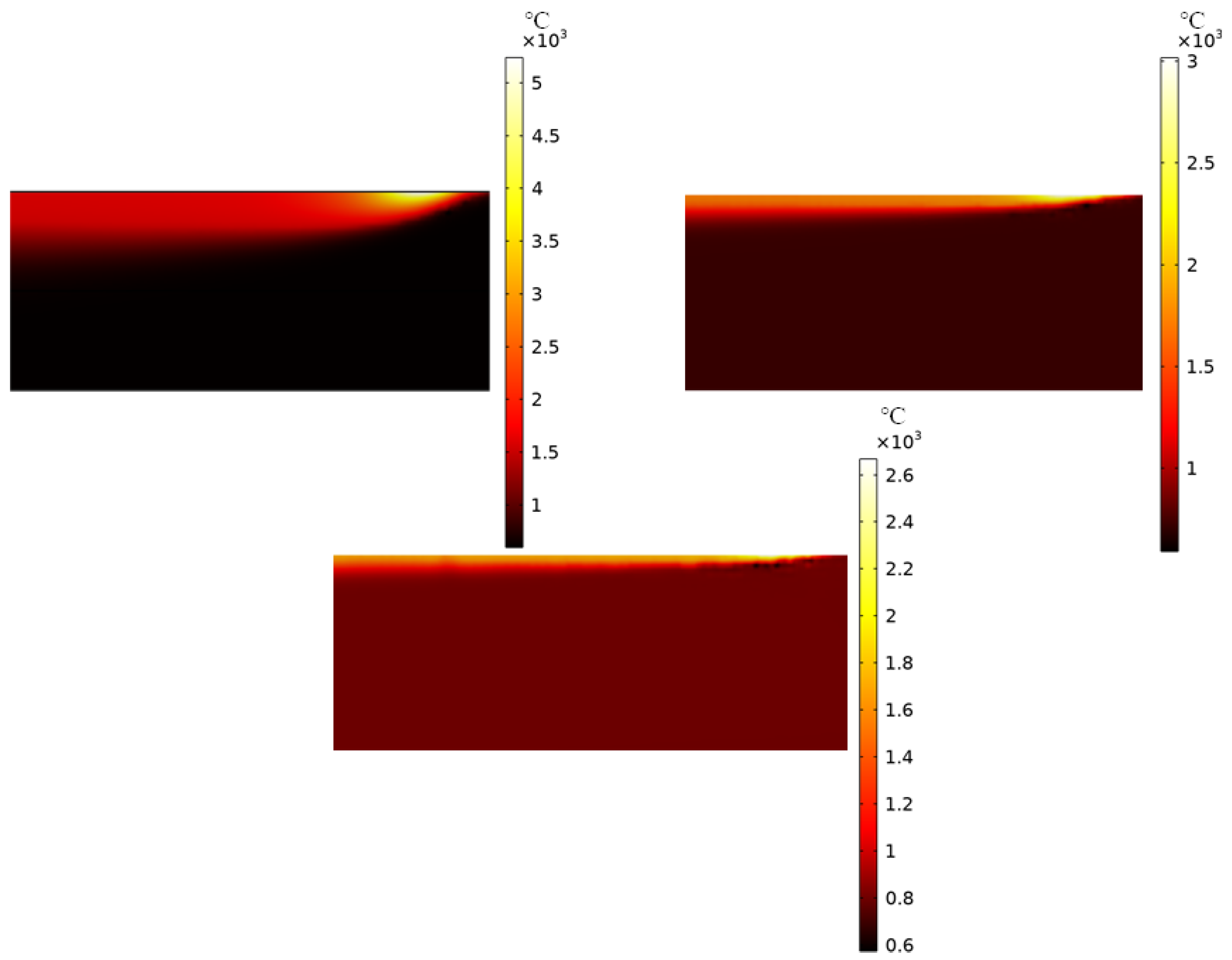
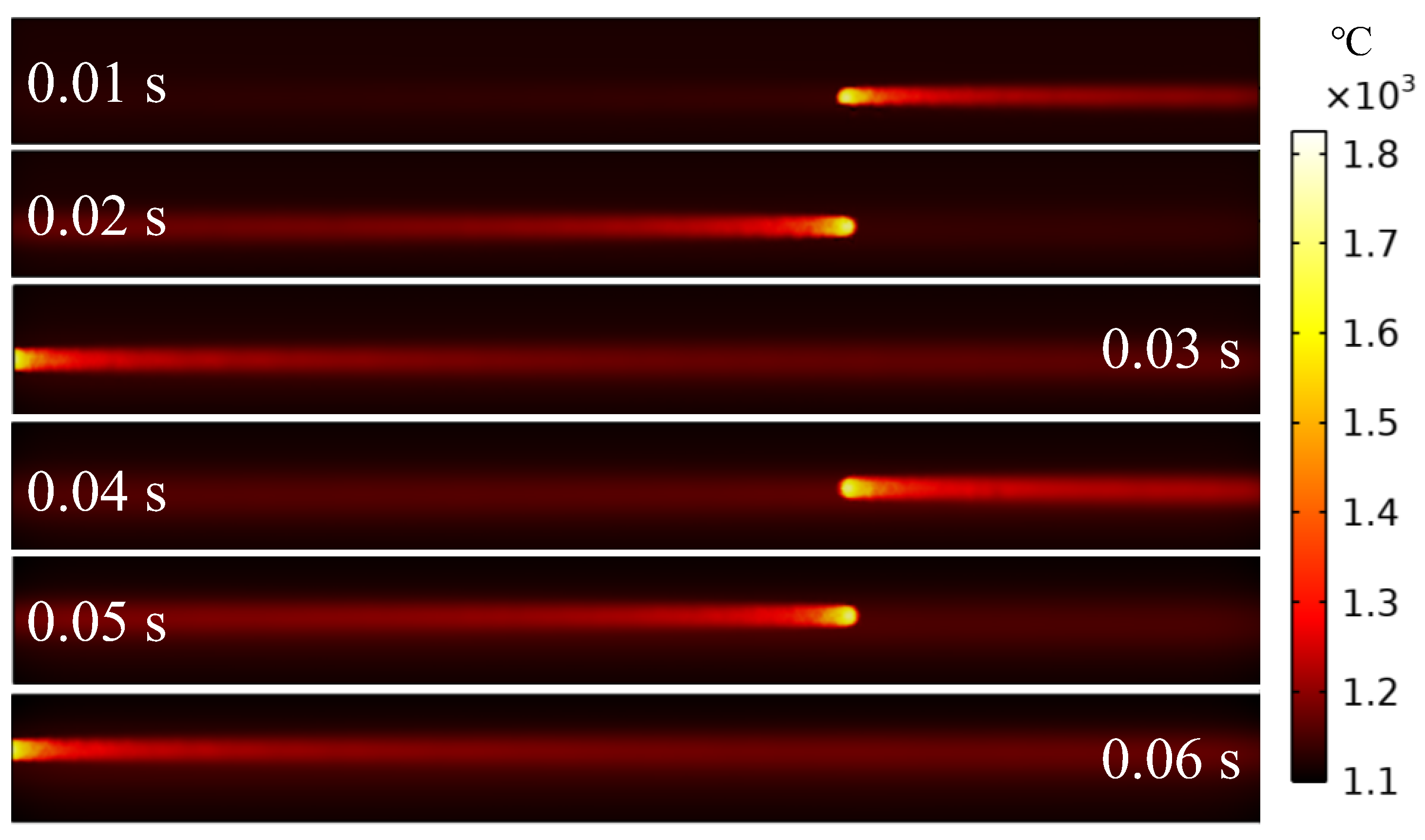
- The electron beam heating process is intense, while the subsequent cooling after scanning is slow, leading to a slow formation of the melt pool from top to bottom. Moreover, with an increase in scanning speed, the solid–liquid boundary in front of the molten pool becomes shallower.
- (2)
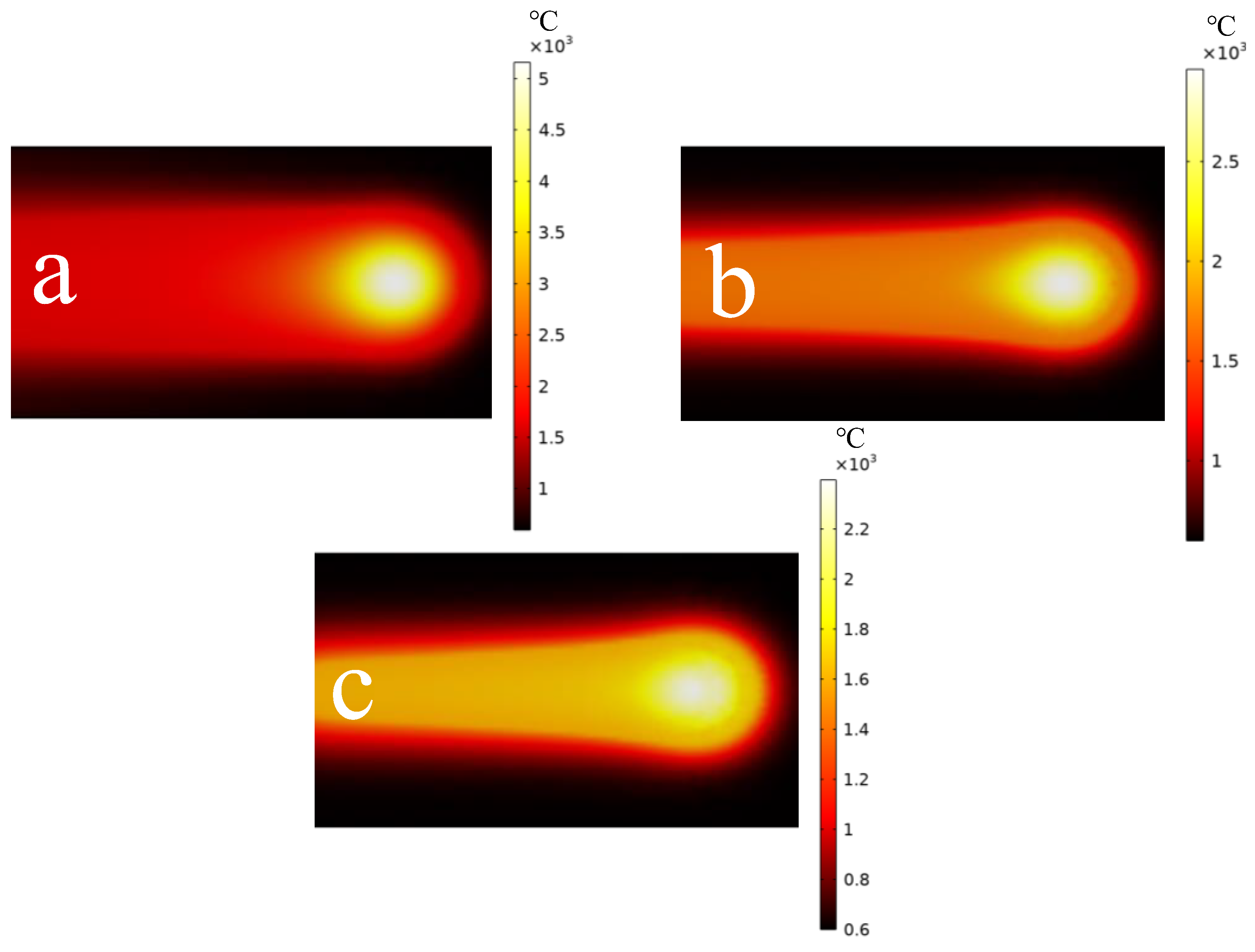
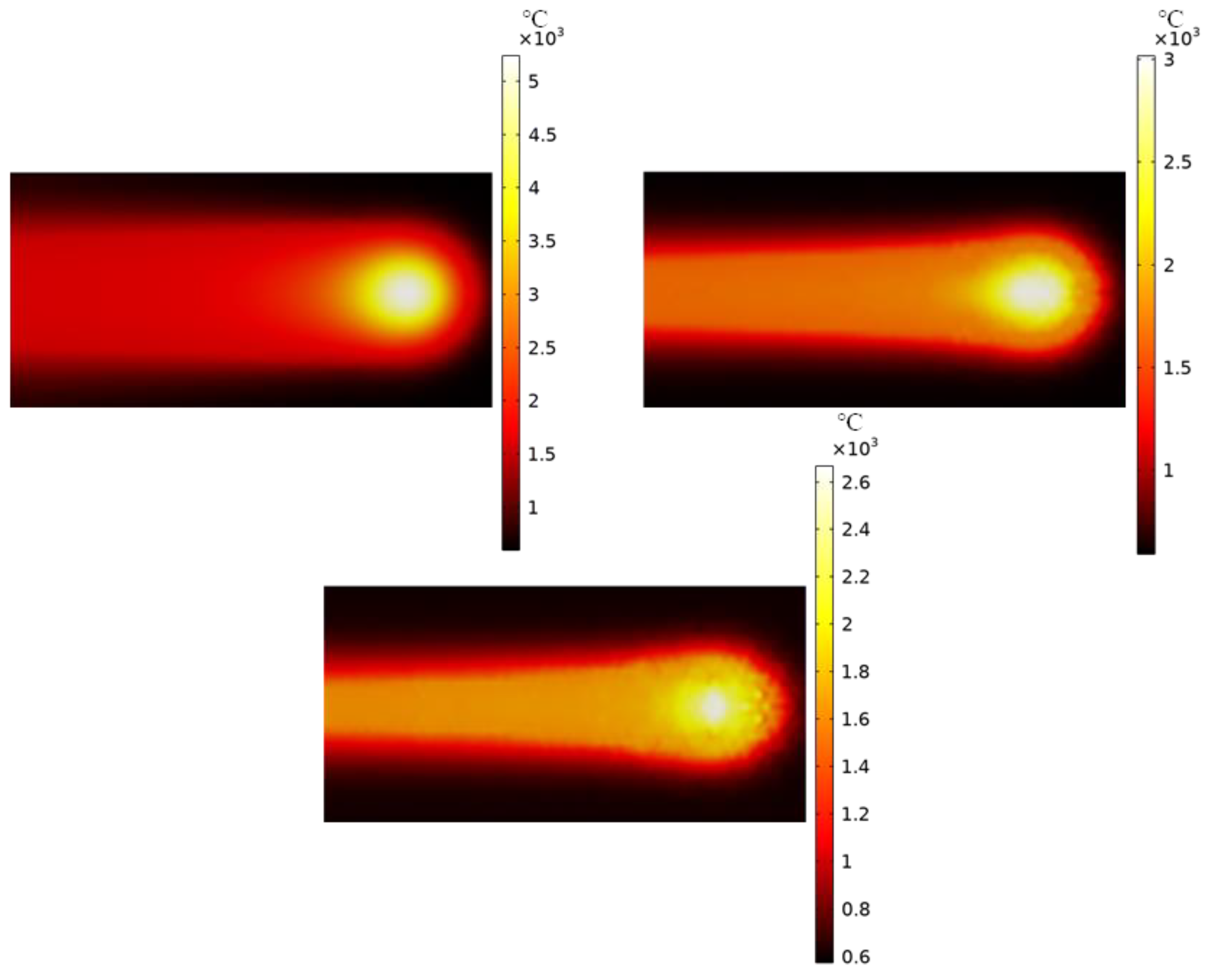
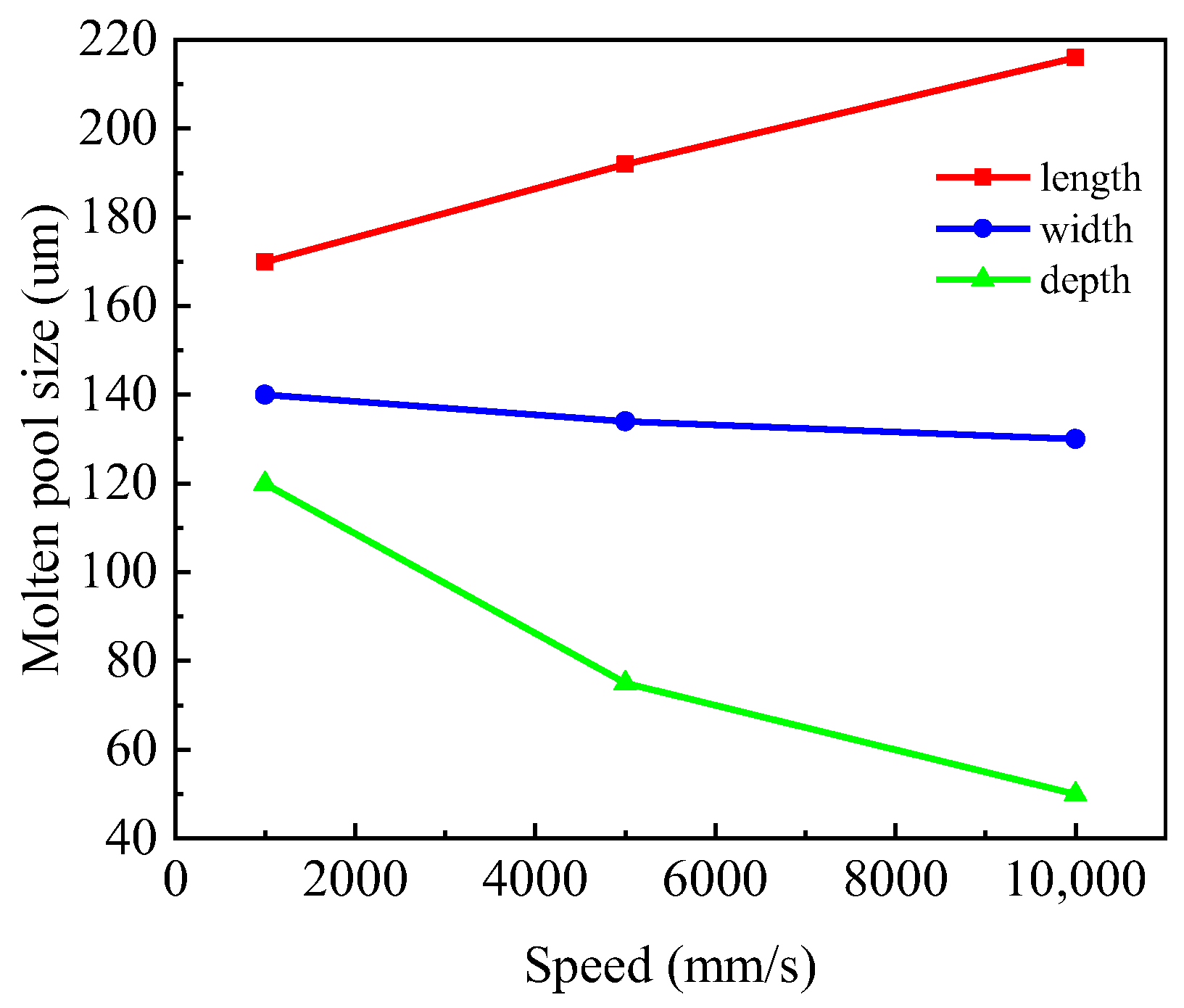
- The size of the micro-molten pool changes with the variation in electron beam scanning speed. The length of the molten pool increases with the increase in scanning speed, while the width and depth decrease with the speed. The scanning speed has a significant impact on the length and depth of the micro-molten pool but a relatively minor effect on the width.
- (3)
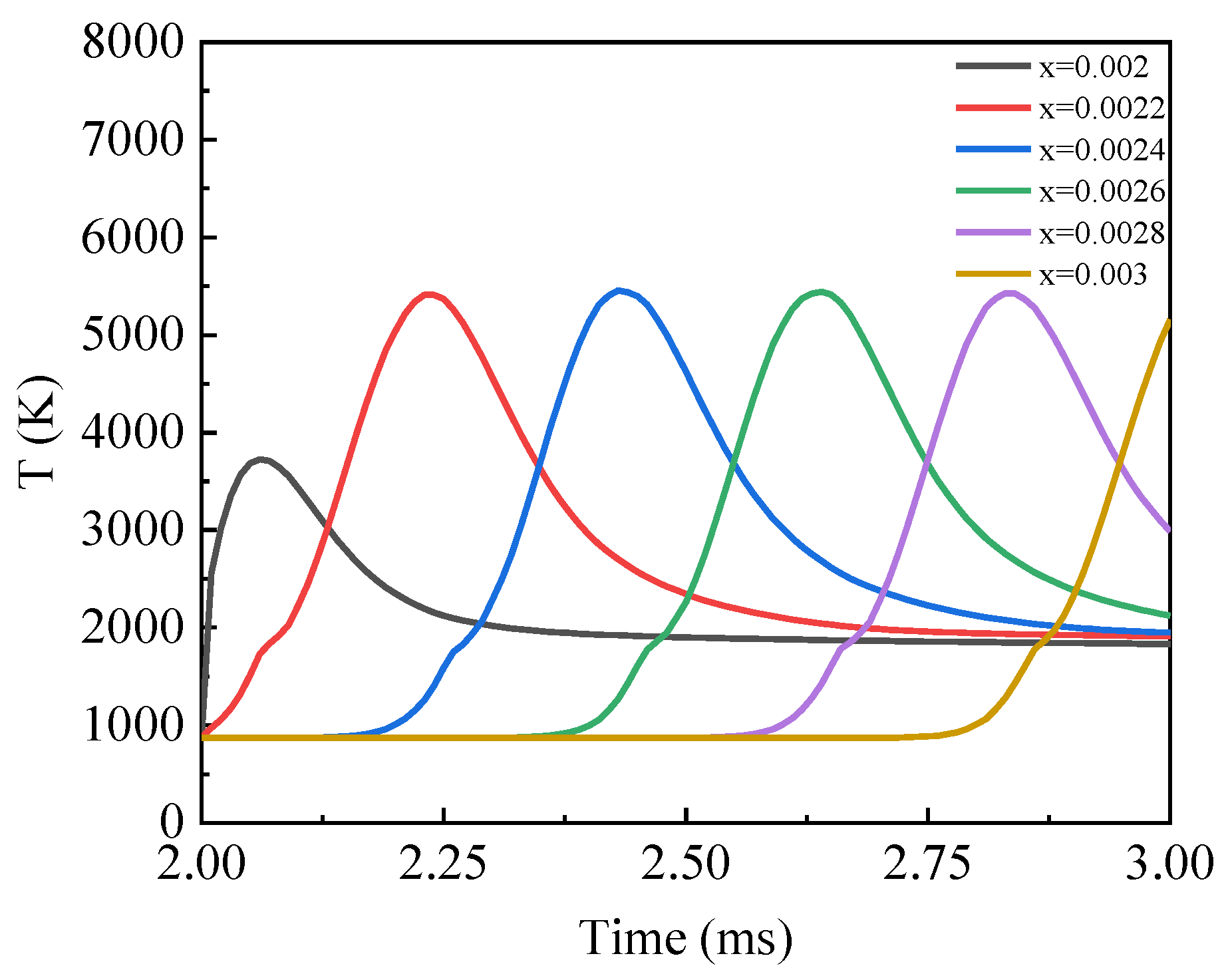
- The magnitude of the scanning electron beam current does not have a significant impact on the temperature of the melting process and therefore does not have a significant impact on the bonding rate of the samples. However, changing the initial temperature directly affects the size of the melting temperature. Therefore, the final temperature of the preheating process needs to be strictly controlled to ensure the quality of the formed products.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhou, L.-F.; Miller, J.; Vezza, J.; Mayster, M.; Raffay, M.; Justice, Q.; Al Tamimi, Z.; Hansotte, G.; Sunkara, L.-D.; Bernat, J. Additive manufacturing: A comprehensive review. Sensors 2024, 24, 2668. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Proceedings of the 4th International Conference and Exhibition on Additive Manufacturing Technologies-AM-2014, Banglore, India, 1–2 September 2014. [Google Scholar]
- Zhang, L.-C.; Liu, Y.-J.; Li, S.-J.; Hao, Y.-L. Additive manufacturing of titanium alloys by electron beam melting: A review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- ZähS, M.-F.; Lutzmann, S. Modelling and simulation of electron beam melting. Prod. Eng. Res. Dev. 2010, 4, 8. [Google Scholar]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef]
- Tian, W.-Q.; Yang, D.-Y.; Li, J.-X. Research progress on Ti-Al alloy prepared by high-energy beam additive manufacturing technique. Mater. Mech. Eng. 2021, 45, 1–7. [Google Scholar]
- Chen, D.-L.; Chen, W.; Liu, Y.-F.; Sun, D.-K. A two-relaxation-time lattice boltzmann model for electron beam selective melting additive manufacturing. Front. Mater. 2022, 9, 885481. [Google Scholar] [CrossRef]
- Fan, Y.-X.; Lin, Y.; Ao, Q.-B.; Wang, J.-Z. Research progress on additive manufactured Ti-6Al-4V lattice materials. Rare Met. Mater. Eng. 2023, 52, 3630–3639. [Google Scholar]
- Prabhakar, P.; Sames, W.; Dehoff, R.; Babu, S. Computational modeling of residual stress formation during the electron beam melting process for Inconel 718. Addit. Manuf. 2015, 7, 83–91. [Google Scholar] [CrossRef]
- Chen, Y.-Y.; Shi, G.-H.; Du, Z.-M.; Zhang, Y.; Chang, S. Research progess on additive manufacturing TiAl alloy. Acta Metall. Sin. 2023, 60, 1–15. [Google Scholar]
- Yang, X.; Wang, F.-H.; Gu, W.-P.; Lai, Y.-K.; Sun, C.-H.; Liu, S.-F.; Tang, H.-P. Research status of numerical simulation of electron beam selective melting thermal behavior. Rare Met. Mater. Eng. 2023, 52, 2278–2286. [Google Scholar]
- Liang, X.-Y.; Zhang, L.; Lin, F. Research progress of TiAl intermetallic fabricated by electron beam powder bed fusion. J. Netshape Form. Eng. 2022, 14, 81–97. [Google Scholar]
- Lee, Y.-S.; Kirka, M.-M.; Ferguson, J.; Paquit, V.-C. Correlations of cracking with scan strategy and build geometry in electron beam powder bed additive manufacturing. Addit. Manuf. 2020, 32, 101031. [Google Scholar] [CrossRef]
- Liu, Y.-J.; Li, S.-J.; Wang, H.-L.; Hou, W.-T.; Hao, Y.-L.; Yang, R.; Sercombe, T.-B.; Zhang, L.-C. Microstructure, defects and mechanical behavior of beta-type titanium porous structures manufactured by electron beam melting and selective laser melting. Acta Mater. 2016, 113, 56–67. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Song, M.-H.; Li, Y.C.; Gong, S.-L.; Zhang, B. TiAl alloy fabricated using election beam selective melting: Process, nicrostructure, and tensile performance. Metals 2024, 14, 482. [Google Scholar] [CrossRef]
- Gu, D.-D.; Zhang, H.-M.; Chen, H.-Y.; Zhang, H.; Xi, L.-X. Laser additive manufacturing of high-performance metallic aerospace components. Chin. J. Lasers 2020, 47, 32–55. [Google Scholar]
- Wang, D.; Ou, Y.-H.; Dou, W.-H.; Yang, Y.-Q.; Tan, C.-L. Research progress on spatter behavior in laser powder bed fusion. Chin. J. Lasers 2020, 47, 9–23. [Google Scholar]
- Shi, Y.-L.; Wang, Z.; Sang, X.-H.; Yang, B.; Xu, H.-Y.; Yang, G.; Gong, S.-L.; Qi, B.-J. Review on smoking mechanism and factor analysis during selective electron beam melting process. Aeronaut. Manuf. Technol. 2023, 66, 50–59. [Google Scholar]
- Gong, D.-L.; Bian, H.-K.; Pan, D.; Chen, S.-H.; Yang, X.; Tang, H.-P. Research advances in powder bed fusion additive manufacturing AlSi10Mg alloy. Trans. Nonferrous Met. Soc. China 2024, 34, 1091–1112. [Google Scholar]
- Scharowsky, T.; Bauereiss, A.; Körner, C. Influence of the hatching strategy on consolidation during selective electron beam melting of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 92, 2809–2818. [Google Scholar] [CrossRef]
- Yue, H.-Y.; Peng, H.; Li, R.-F.; Su, Y.-J.; Zhao, Y.; Qi, K.; Chen, Y.-Y. Selective electron beam melting of TiAl alloy: Metallurgical defects, tensile property, and determination of process window. Adv. Eng. Mater. 2020, 22, 2000194. [Google Scholar] [CrossRef]
- Yang, J.-X.; Chen, T.; Huang, Y.-J.; Li, H.-G.; Guo, C.; Sun, J.-F. Diverse microstructure of Ti6.5Al2Zr1Mo1V fabricated via electron beam selective melting. Mater. Lett. 2021, 304, 130597. [Google Scholar] [CrossRef]
- Yan, W.-T.; Smith, J.; Ge, W.-J.; Lin, F.; Liu, W.-K. Multiscale modeling of electron beam and substrate interaction: A new heat source model. Comput. Mech. 2015, 56, 265–276. [Google Scholar] [CrossRef]
- Gusarov, A.-V.; Yadroitsev, I.; Smurov, I.; Bertrand, P. Heat transfer modelling and stability analysis of selective laser melting. Appl. Surf. Sci. 2007, 254, 975–979. [Google Scholar] [CrossRef]
- Grange, D.; Bartout, J.-D.; Macquaire, B.; Colin, C. Processing a non-weldable nickel-base superalloy by Selective Laser Melting: Role of the shape and size of the melt pools on solidification cracking. Materialia 2020, 12, 12. [Google Scholar] [CrossRef]
- Galati, M.; Iuliano, L.; Salmi, A.; Atzeni, E. Modelling energy source and powder properties for the development of a thermal FE model of the EBM additive manufacturing process. Addit. Manuf. 2017, 14, 49–59. [Google Scholar] [CrossRef]
- Christoph, B.; Jonas, B.; Matthias, M.; Carolin, K. High-throughput numerical investigation of process parameter-melt pool relationships in electron beam powder bed fusion. Modelling 2023, 4, 336–350. [Google Scholar] [CrossRef]
- Chen, D.-J.; Li, G.; Wang, P.; Zeng, Z.-Q.; Tang, Y.-H. Numerical simulation of melt pool size and flow evolution for laser powder bed fusion of powder grade Ti6Al4V. Finite Elem. Anal. Des. 2023, 223, 103971. [Google Scholar] [CrossRef]
- Basak, A.; Das, S. Epitaxy and microstructure evolution in metal additive manufacturing. Annu. Rev. Mater. Res. 2016, 46, 125–149. [Google Scholar] [CrossRef]
- Tang, H.-P.; Yang, G.-Y.; Jia, W.-P.; He, W.-W.; Lu, S.-L.; Qian, M. Additive manufacturing of a high niobium-containing titanium aluminide alloy by selective electron beam melting. Mater. Sci. Eng. A 2015, 636, 103–107. [Google Scholar] [CrossRef]
- Kan, W.; Chen, B.; Jin, C.; Peng, H.; Lin, J. Microstructure and mechanical properties of a high Nb-TiAl alloy fabricated by electron beam melting. Mater. Des. 2018, 160, 611–623. [Google Scholar] [CrossRef]
- Nastac, L. Solute redistribution, liquid/solid interface instability, and initial transient regions during the unidirectional solidification of Ti-6-4 and Ti-17 alloys. In Proceedings of the TMS Annual Meeting & Exhibition; Symposium on CFD Modeling and Simulation in Materials Processing, Orlando, FL, USA, 11–15 March 2012. [Google Scholar]
- Dai, D.-H.; Gu, D.-D. Thermal behavior and densification mechanism during selective laser melting of copper matrix composites: Simulation and experiments. Mater. Des. 2014, 55, 482–491. [Google Scholar] [CrossRef]
- Yan, K.; Gao, Z.-J.; Gao, L.; Zhang, J.-B.; Zhang, W.-Q.; Chen, X.-F.; Yang, Y. Research progress of electron beam selective melting additive manufacturing metal materials. Hot Work Technol. 2024, 53, 7–13. [Google Scholar]
- Zhang, W.-B.; Chen, W.; Chen, D.-L.; Wang, J.; Sun, D.-K. Muti-scale numerical simulation of molten pool evolution for electron beam selective melting. Trans. Nonferrous Met. Soc. China 2023, 33, 1413–1424. [Google Scholar]
- Ma, B.-X. Simulation of Electron beam Selective Melting Forming and Thermal Interaction Based on TC4. Master’s Thesis, Guilin University of Electronic Technology, Guilin, China, 2023. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Stefan–Boltzmann constant [W/m2K4] | 5.67 × 10−8 |
| Thermal convection coefficient of the surface [W/(m2K)] | 80 |
| Thermal radiation coefficient of the surface | 0.36 |
| Parameter Name | Numerical Value | Parameter Description |
|---|---|---|
| U | 60 kV | Electron gun acceleration voltage |
| I | 1 mA | Electron beam current |
| v | 1000 mm/s | Scanning speed |
| 5000 mm/s | ||
| 10,000 mm/s | ||
| L_beam | 100 um | Electron beam spot diameter |
| A | 0.7 | Electron beam energy absorption rate |
| L | 5 mm | Model length |
| D1 | 0.6 mm | Total model width |
| D2 | 0.3 mm | Width of the encrypted area of the grid |
| H1 | 0.3 mm | Total model height |
| H2 | 0.15 mm | Height of the encrypted area of the grid |
| T_change | 1550 °C | Phase transition temperature |
| dT | 30 °C | Solid–liquid two-phase temperature range |
| dH | 706 kJ/kg | Latent heat of solidification |
| Parameter Name | Numerical Value | Parameter Description |
|---|---|---|
| U | 60kV | Electron gun acceleration voltage |
| I | 7, 14, 20 mA | Electron beam current |
| v | 4000 mm/s | Scanning speed |
| L_beam | 100 um | Electron beam spot diameter |
| A | 0.7 | Electron beam energy absorption rate |
| L | 30 mm | Model length |
| D1 | 3 mm | Total model width |
| D2 | 1 mm | Width of the encrypted area of the grid |
| H1 | 1 mm | Total model height |
| H2 | 0.5 mm | Height of the encrypted area of the grid |
| T0 | 1020, 1120, 1220 °C | Initial temperature |
| T_pulse | 0.0125 s | Single scan line scan time |
| d_beam | 0.1 mm | Spacing of adjacent scan lines |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
An, Z.; Wang, B.; Yu, M. Numerical Study of Temperature Field and Melt Pool Properties during Electron Beam Selective Melting Process with Single Line and Multiple Line Scanning. Mathematics 2024, 12, 2238. https://doi.org/10.3390/math12142238
An Z, Wang B, Yu M. Numerical Study of Temperature Field and Melt Pool Properties during Electron Beam Selective Melting Process with Single Line and Multiple Line Scanning. Mathematics. 2024; 12(14):2238. https://doi.org/10.3390/math12142238
Chicago/Turabian StyleAn, Zhibin, Bo Wang, and Minghao Yu. 2024. "Numerical Study of Temperature Field and Melt Pool Properties during Electron Beam Selective Melting Process with Single Line and Multiple Line Scanning" Mathematics 12, no. 14: 2238. https://doi.org/10.3390/math12142238