
A Collaborative Design Method for the Cylindrical Gear Paired with Skived Face Gears Driven by Contact Performances


 , ,
, ,
Abstract
1. Introduction
2. The Mathematical Models of the Tooth Surfaces of the Face Gear Drives
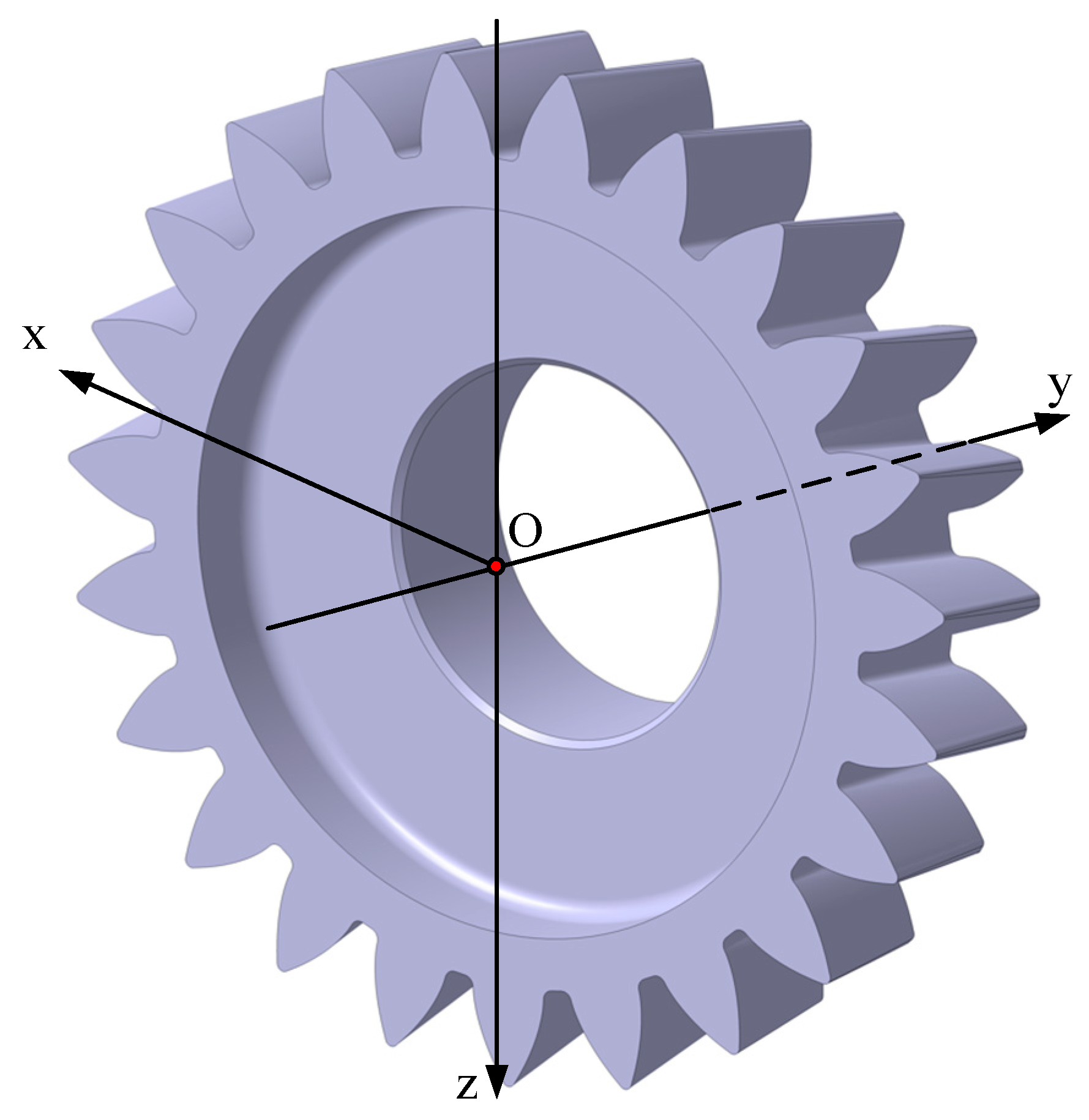
2.1. The Tooth Surface of the Modified Cylindrical Pinion
2.2. The Tooth Surface of the Skived Face Gears
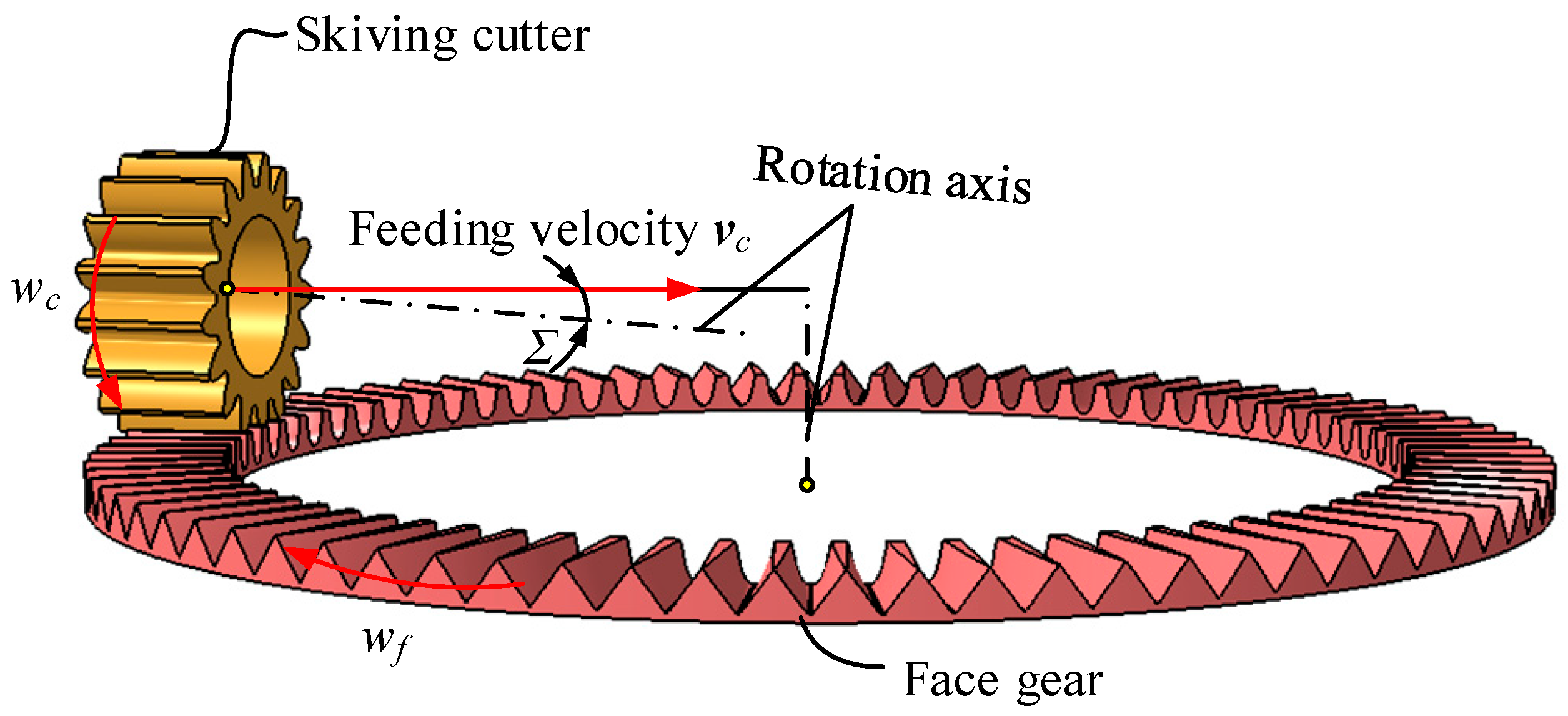
2.2.1. The Skiving Process of Spur Face Gear Drives
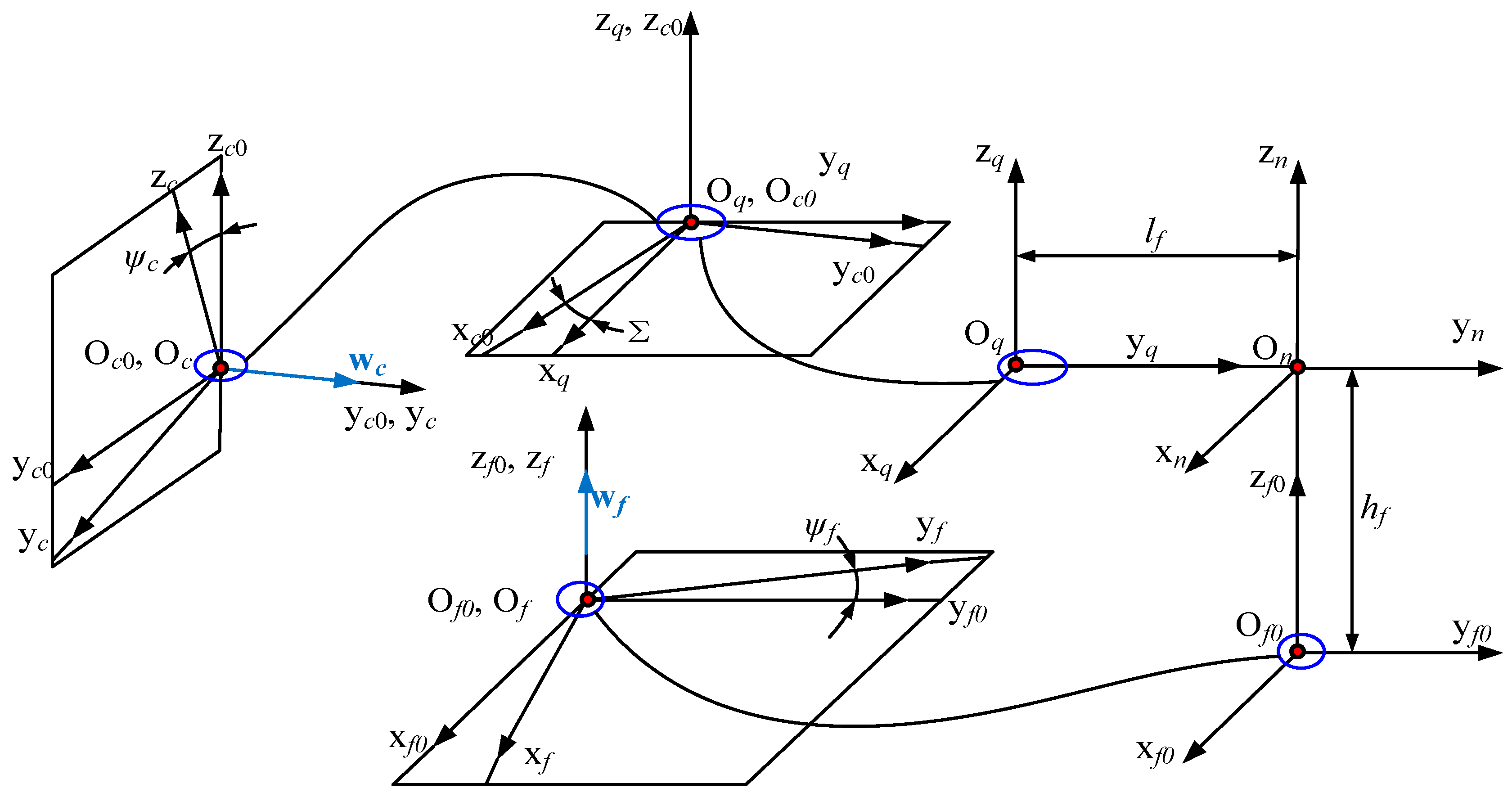
2.2.2. The Kinematic Chain of Gear Skiving Processes
2.2.3. The Representation of the Cutting Edges of the Skiving Cutter
3. Optimization Modeling of Tooth Surface Contact Performance of Face Gear Drives
3.1. Optimization Model Framework
- (1)
- Problem Formulation
- (2)
- Design Variables
- (3)
- ConstraintsThe optimization process is subject to a series of constraints that must be satisfied to ensure a feasible solution:
- (1)
- Edge Contact Constraint: An evaluative method is employed to ascertain the occurrence of edge contact in Section 3.2.3. The outcome of this assessment dictates whether the optimization process proceeds or an alternative set of design parameters is explored. In the gear design process, avoiding edge contact is an important evaluation criterion. This is because edge contact leads to localized stress concentration, which severely reduces the reliability and durability of the gear transmission. Therefore, before calculating performance indicators such as contact stress and transmission error, it is necessary to determine whether edge contact occurs. If edge contact does not occur, it indicates that the set of parameters is suitable, and we can continue with the calculations. However, if edge contact is present, subsequent calculations would be meaningless.
- (2)
- Transmission Error Constraint: The transmission error δ can be calculated by Equation (24) in the following Section 3.2.1, and it must reside within a predetermined range δ0:
- (4)
- Optimization Algorithm and Iterative Process
3.2. Evaluation Criteria of the Contact Performance
3.2.1. Transmission Error Calculation
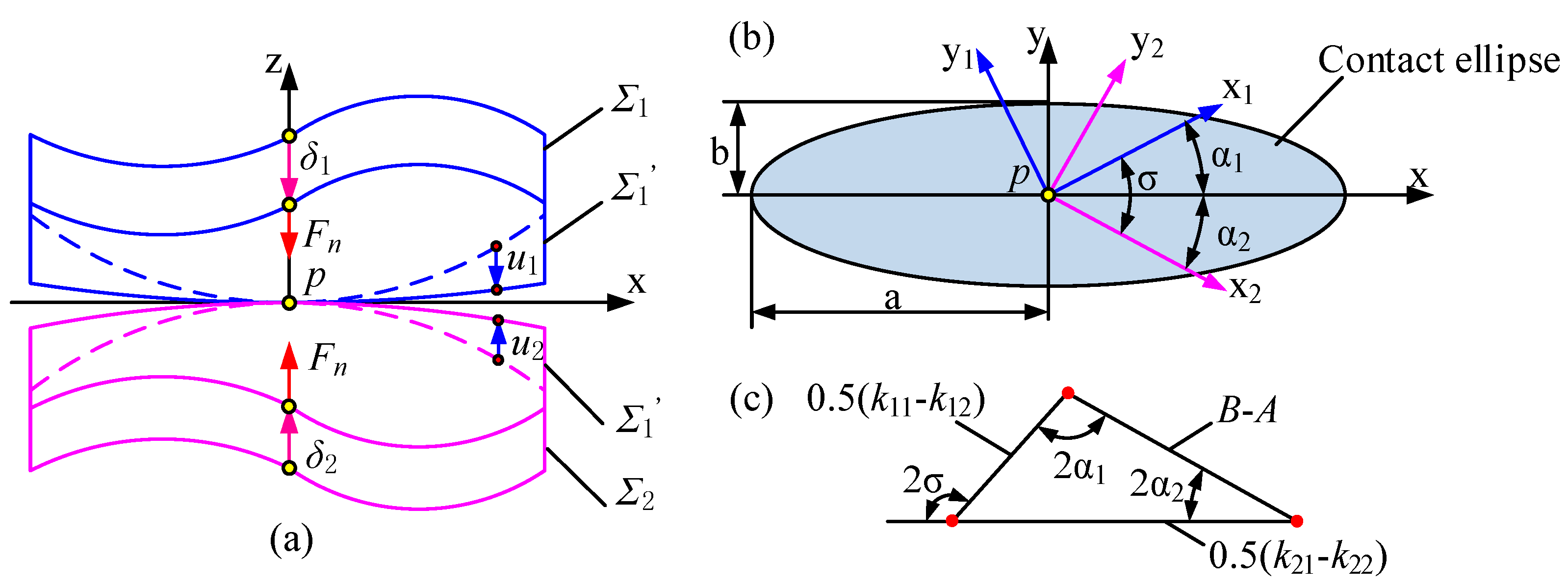
3.2.2. Contact Stress Calculation
- According to Hertz’s elastic contact theory, when a face gear pair meshes, the contact area at the meshing point is indeed elliptical. Within the contact ellipse area, the surface pressure distribution is:
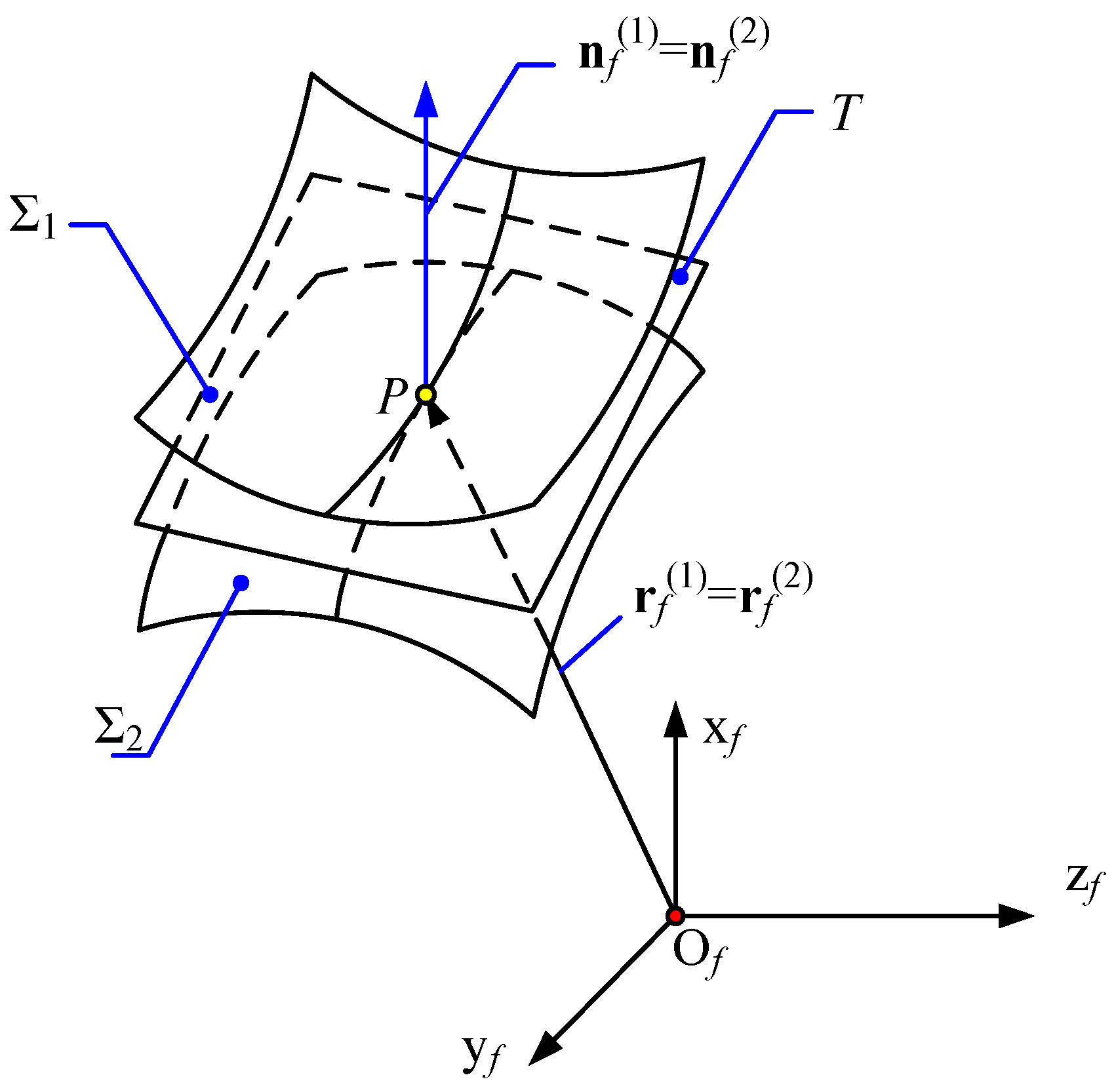
3.2.3. Edge Contact Assessment
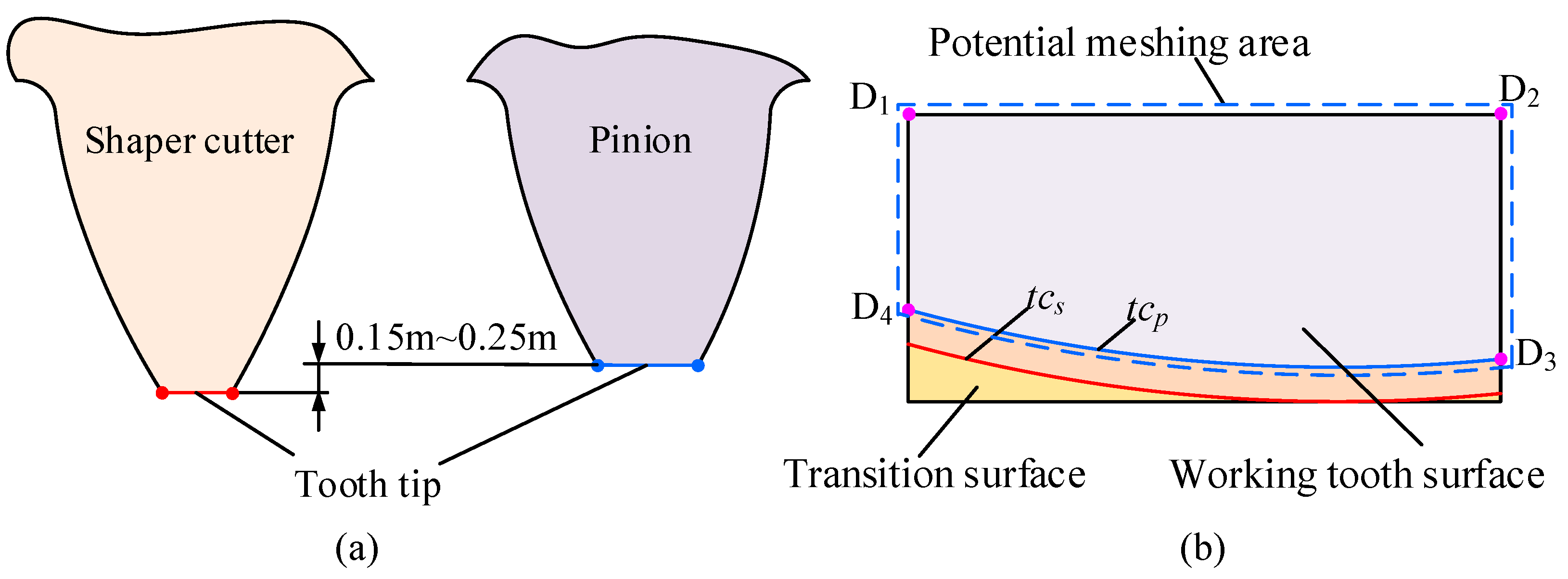
- (1)
- Potential meshing area on the tooth surface
- (2)
- The range of the contact ellipse
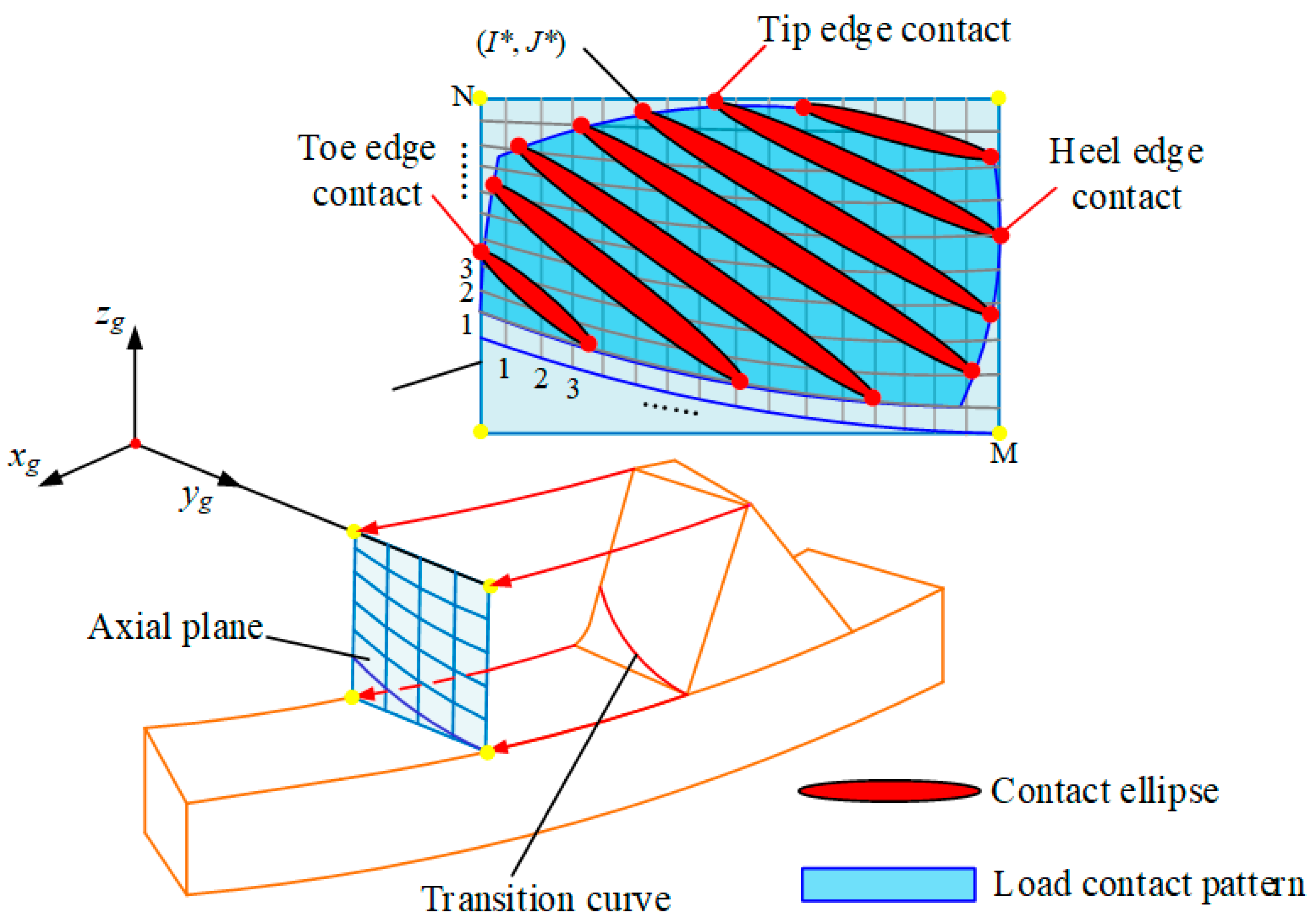
- (3)
- Criterion of edge contact of face gear drives
4. Discussion and Validation
4.1. Examples Description
4.1.1. The Parameters of the Face Gear Pairs
4.1.2. Optimization Model Settings
4.2. Results and Discussion
4.2.1. Tooth Surface Deviation Analysis
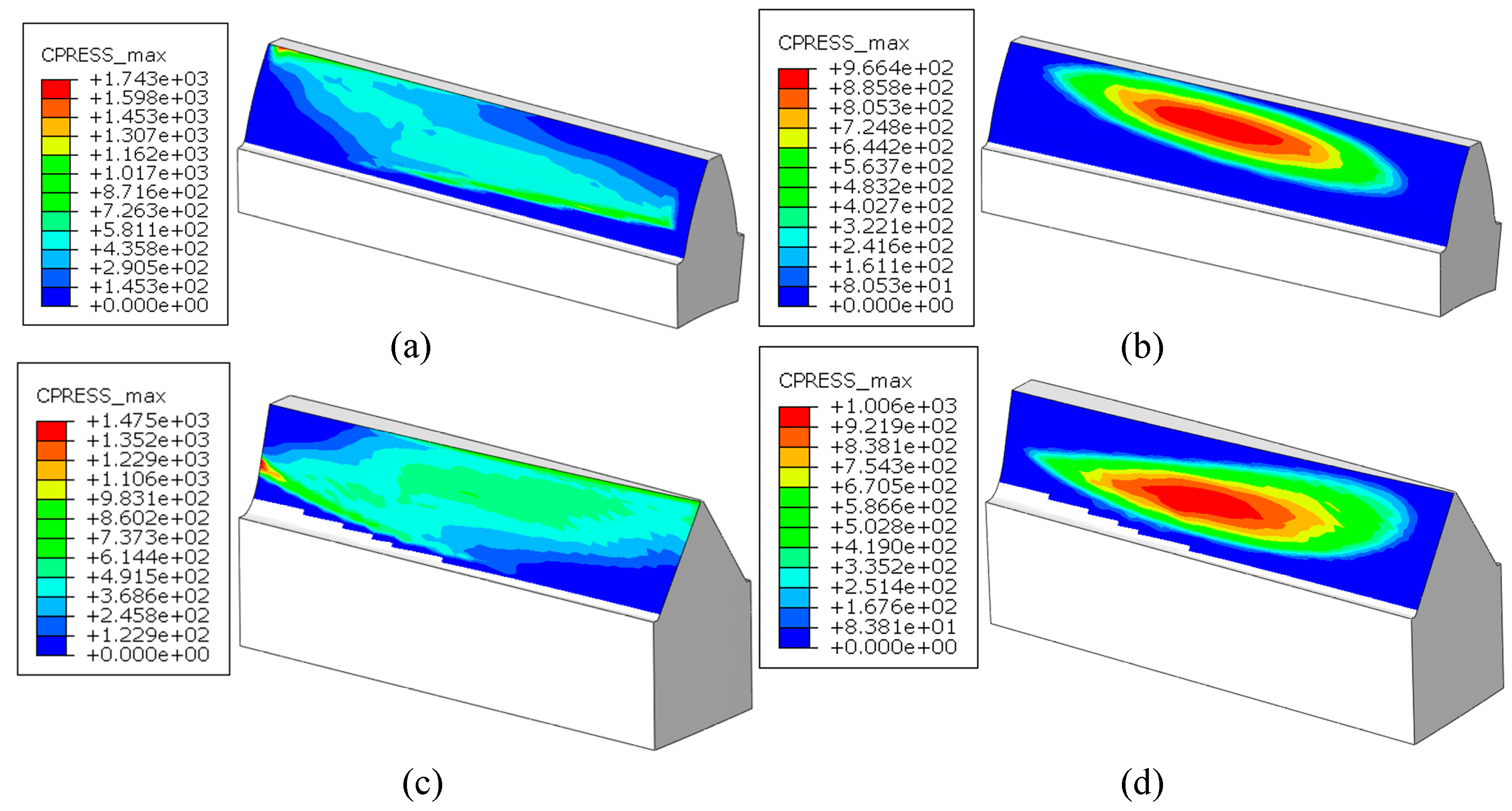
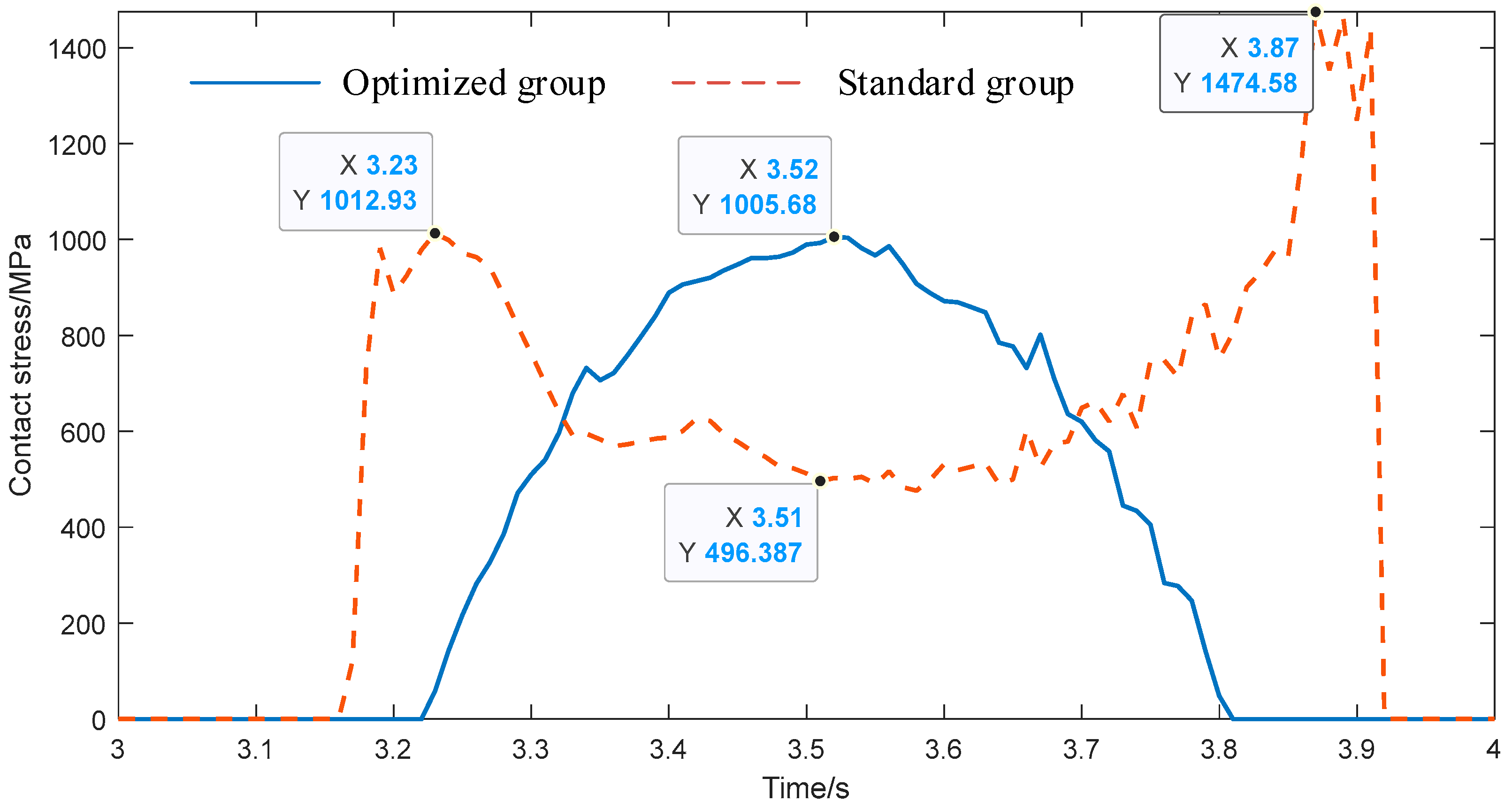
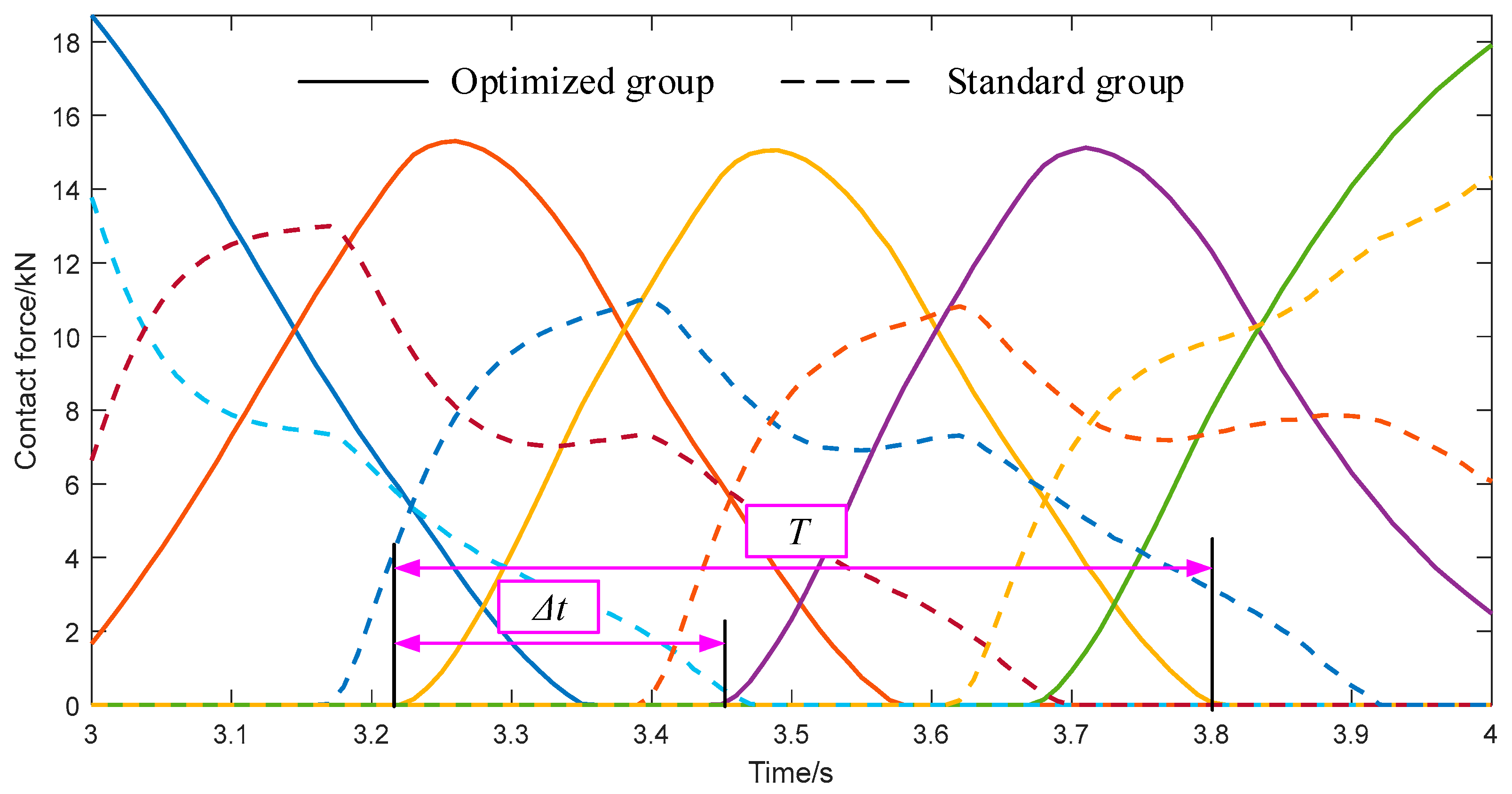
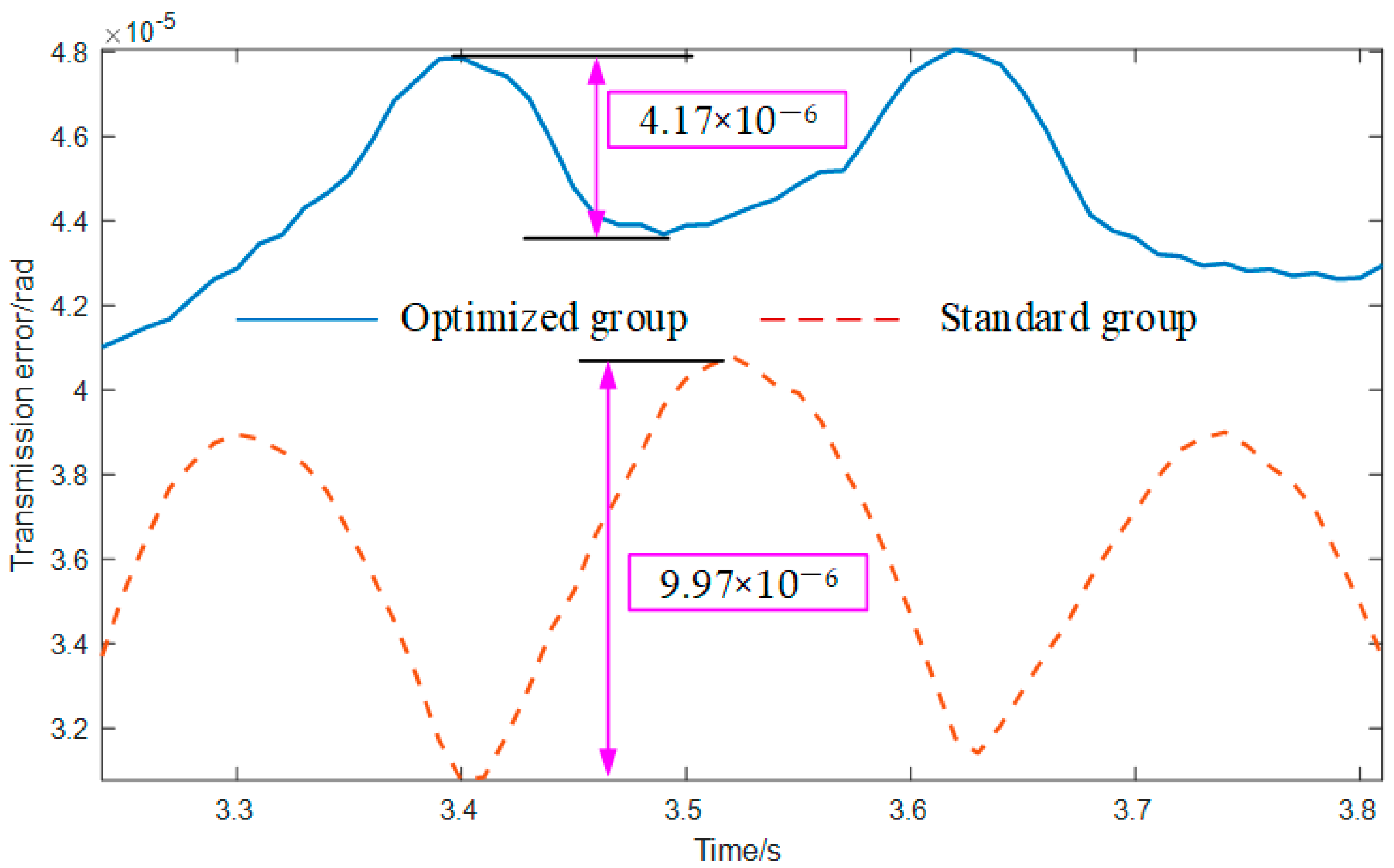
4.2.2. Contact Performance
5. Conclusions
- (a)
- The mathematical model of the tooth surface of the cylindrical gear is established where the tooth surface modifications are applied in both profile and longitudinal directions.
- (b)
- Based on the two-parameter enveloping process, the mathematical model of the tooth surface of the skived face gear was established, and the trend and characteristics of the tooth surface error distribution were analyzed by comparing it with the standard face gear tooth surface;
- (c)
- Based on the analytical method, the method of evaluating the tooth surface edge contact is given, and the optimization model driven by the meshing performance is established.
- (d)
- The effectiveness of the optimization model and method proposed in this paper is verified by example simulations. Compared with the standard cylindrical gear, the optimized tooth surface has better meshing performance. Compared with the standard cylindrical gear, the optimized group by the method proposed in this paper can better avoid edge contact when meshing with the skived face gear, and the tooth surface has lower contact stress (standard group: 1474.58 MPa, optimized group: 1005.68 MPa) and transmission error amplitude (standard group: 9.97 × 10−6 rad, optimized group: 4.17 × 10−6 rad), but the contact ratio is decreased and the contact stress at the center of the tooth surface is increased.
- (e)
- With the proposed method in this paper, redesigning the tooth surface of the cylindrical gear without the need for repeated revisions to the tooth surface of the face gear. The well-established cylindrical gear manufacturing technology offers a flexible option for the practical application of this method.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, X.-C.; Li, J.; Lou, B.-C. A study on the design of error-free spur slice cutter. Int. J. Adv. Manuf. Technol. 2013, 68, 727–738. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Lou, B.; Shi, J.; Yang, Q. Effect of the cutter parameters and machining parameters on the interference in gear slicing. Chin. J. Mech. Eng. 2013, 26, 1118–1126. [Google Scholar] [CrossRef]
- Guo, E.; Hong, R.; Huang, X.; Fang, C. A correction method for power skiving of cylindrical gears lead modification. J. Mech. Sci. Technol. 2015, 29, 4379–4386. [Google Scholar] [CrossRef]
- Guo, E.; Hong, R.; Huang, X.; Fang, C. A novel power skiving method using the common shaper cutter. Int. J. Adv. Manuf. Technol. 2016, 83, 157–165. [Google Scholar] [CrossRef]
- Guo, Z.; Mao, S.-M.; Li, X.-E.; Ren, Z.-Y. Research on the theoretical tooth profile errors of gears machined by skiving. Mech. Mach. Theory 2016, 97, 1–11. [Google Scholar] [CrossRef]
- Tsai, C.-Y. Mathematical model for design and analysis of power skiving tool for involute gear cutting. Mech. Mach. Theory 2016, 101, 195–208. [Google Scholar] [CrossRef]
- Tsai, C.-Y. Integrated mathematical approach for design and manufacturing of power-skiving tool for interference-free involute internal gear cutting. Mech. Mach. Theory 2023, 180, 105172. [Google Scholar] [CrossRef]
- Tsai, C.-Y. Simple mathematical approach for analyzing gear tooth profile errors of different gears cut using same power-skiving tool. Mech. Mach. Theory 2022, 177, 105042. [Google Scholar] [CrossRef]
- Moriwaki, I.; Osafune, T.; Nakamura, M.; Funamoto, M.; Uriu, K.; Murakami, T.; Nagata, E.; Kurita, N.; Tachikawa, T.; Kobayashi, Y. Cutting Tool Parameters of Cylindrical Skiving Cutter with Sharpening Angle for Internal Gears. J. Mech. Des. 2017, 139, 033301. [Google Scholar] [CrossRef]
- Shih, Y.-P.; Li, Y.-J. A Novel Method for Producing a Conical Skiving Tool with Error-Free Flank Faces for Internal Gear Manufacture. J. Mech. Des. 2018, 140, 043302. [Google Scholar] [CrossRef]
- Bergs, T.; Georgoussis, A.; Löpenhaus, C. Development of a numerical simulation method for gear skiving. Procedia CIRP 2020, 88, 352–357. [Google Scholar] [CrossRef]
- Wang, P.; Han, L.; Li, J.; Liu, F. Research on design and manufacturing of gear slicing cutter for circular arc tooth. Int. J. Adv. Manuf. Technol. 2021, 113, 2017–2029. [Google Scholar] [CrossRef]
- Hoang, M.-T.; Tran, T.-V.; Tran, V.-Q. Rack Modification Method for Skiving Cutter Considering Grinding Allowance of Work Gear. In International Conference on Advanced Mechanical Engineering, Automation and Sustainable Development; Long, B.T., Kim, H.S., Ishizaki, K., Toan, N.D., Parinov, I.A., Kim, Y.-H., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 105–110. [Google Scholar] [CrossRef]
- Luu, T.-T.; Wu, Y.-R. A novel correction method to attain even grinding allowance in CNC gear skiving process. Mech. Mach. Theory 2022, 171, 104771. [Google Scholar] [CrossRef]
- Luu, T.-T.; Wu, Y.-R. A novel approach to attain tooth flanks with variable pressure and helical angles utilizing the same cutter in the CNC gear skiving process. Int. J. Adv. Manuf. Technol. 2022, 123, 875–902. [Google Scholar] [CrossRef]
- Han, Z.; Chuang, J.; Deng, X. Research on the profile modification of power skiving tool for internal gears. Int. J. Adv. Manuf. Technol. 2022, 121, 3463–3475. [Google Scholar] [CrossRef]
- Guo, E.; Hu, L.; Zhang, E.; Liu, C.; Xu, J.; He, W. A cylindrical skiving tool design method based on a conjugate surface for internal gear manufacture. J. Manuf. Process. 2023, 101, 1538–1550. [Google Scholar] [CrossRef]
- Olivoni, E.; Vertechy, R.; Parenti-Castelli, V. On the profile change of conical skiving tools after re-sharpening. Procedia CIRP 2024, 126, 1053–1058. [Google Scholar] [CrossRef]
- Ding, S.; Song, Z.; Wu, W.; Guo, E.; Huang, X.; Song, A. Geometric error modeling and compensation of horizontal CNC turning center for TI worm turning. Int. J. Mech. Sci. 2020, 167, 105266. [Google Scholar] [CrossRef]
- Ren, Z.; Fang, Z.; Kobayashi, G.; Kizaki, T.; Sugita, N.; Nishikawa, T.; Kugo, J.; Nabata, E. Influence of tool eccentricity on surface roughness in gear skiving. Precis. Eng. 2020, 63, 170–176. [Google Scholar] [CrossRef]
- Ren, Z.; Fang, Z.; Arakane, T.; Kizaki, T.; Nishikawa, T.; Feng, Y.; Kugo, J.; Nabata, E.; Sugita, N. Parametric modeling of uncut chip geometry for predicting crater wear in gear skiving. J. Mater. Process. Technol. 2021, 290, 116973. [Google Scholar] [CrossRef]
- Han, Z.; Jiang, C.; Deng, X. Machining and meshing analysis of face gears by power skiving. J. Adv. Mech. Des. Syst. Manuf. 2022, 16, JAMDSM0002. [Google Scholar] [CrossRef]
- Zhengyang, H.; Chuang, J.; Xiaozhong, D. Research on machining nonorthogonal face gears by power skiving with tooth flank modification based on a six-axis machine tool. Int. J. Adv. Manuf. Technol. 2022, 121, 2735–2746. [Google Scholar] [CrossRef]
- Tsai, C.-Y. Power-skiving tool design method for interference-free involute internal gear cutting. Mech. Mach. Theory 2021, 164, 104396. [Google Scholar] [CrossRef]
- Shih, Y.-P.; Li, Y.-J.; Lin, Y.-C.; Tsao, H.-Y. A novel cylindrical skiving tool with error-free flank faces for internal circular splines. Mech. Mach. Theory 2022, 170, 104662. [Google Scholar] [CrossRef]
- Janßen, C.; Tsakiris, S.; Solf, M.; Bergs, T. Investigation of the manufacturability of topological modifications using adapted kinematics for gear skiving. Procedia CIRP 2024, 126, 537–542. [Google Scholar] [CrossRef]
- Xu, M.; Han, X.; Zheng, F.; Hua, L.; Zeng, Y. Design and Manufacture Method of Aviation Face Gear with High Load-Bearing Based on Gear Skiving Process. J. Manuf. Sci. Eng. 2024, 146, 031009. [Google Scholar] [CrossRef]
- Wang, P.; Liu, F.; Li, J. Analysis and optimization of gear skiving parameters regarding interference and theoretical machining deviation based on chaos map. Int. J. Adv. Manuf. Technol. 2021, 112, 2161–2175. [Google Scholar] [CrossRef]
- Wang, P.; Li, J.; Han, L. Research on the Cutting Principle and Tool Design of Gear Skiving Based on the Theory of Conjugate Surface. Math. Probl. Eng. 2021, 2021, 5469020. [Google Scholar] [CrossRef]
- Guo, H.; Ma, T.; Zhang, S.; Zhao, N.; Fuentes-Aznar, A. Computerized generation and surface deviation correction of face gear drives generated by skiving. Mech. Mach. Theory 2022, 173, 104839. [Google Scholar] [CrossRef]
- Lin, X.; Liu, Y.; Sun, S.; Jin, G.; Hong, R. Prediction and optimization of gear skiving parameters and geometric deviations. Int. J. Adv. Manuf. Technol. 2022, 121, 4169–4185. [Google Scholar] [CrossRef]
- Hrytsay, I.; Slipchuk, A.; Bosansky, M. Justification of the Choice of Parameters for the Gear Power Skiving Operation Based on Computer Simulation. Stroj. Časopis—J. Mech. Eng. 2023, 73, 33–44. [Google Scholar] [CrossRef]
- Wang, Z.; Tang, Z.; Zhou, Y.; Zeng, B.; Tang, J. A comprehensive optimization method for considering the theoretical and practical machining errors to the accurate power skiving of spur face gears by optimizing both cutting edges and tool path. J. Comput. Des. Eng. 2024, 11, 184–202. [Google Scholar] [CrossRef]
- Le, K.-Q.; Wu, Y.-R.; Tran, V.-Q.; Tran, H.-Q. A flexible method to correct tooth surface deviation for CNC power skiving of face gears. Int. J. Adv. Manuf. Technol. 2024, 134, 3665–3685. [Google Scholar] [CrossRef]
- Le, K.-Q.; Wu, Y.-R.; Luu, T.-T. A Mathematical Modeling of Computer Numerical Control Skiving Process for Manufacturing Helical Face Gears Using Sensitivity Matrix Combined with Levenberg-Marquardt Algorithm. J. Manuf. Sci. Eng. 2024, 146, 091007. [Google Scholar] [CrossRef]
- Inoue, T.; Kurokawa, S. Meshing mechanism considering various combinations of assembly and manufacturing errors on face gear using a transmission-error-controlled curve. J. Adv. Mech. Des. Syst. Manuf. 2023, 17, JAMDSM0068. [Google Scholar] [CrossRef]
- Litvin, F.L.; Fuentes, A. Gear Geometry and Applied Theory; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Sign | Value |
|---|---|---|
| (1) Parameters of the face gear pair | ||
| Module | m | 3.95 mm |
| Pressure angle | α | 25° |
| The teeth number of the face gear | Nf | 140 |
| The teeth number of the pinion | Np | 34 |
| The teeth number of the shaper cutter | Ns | 35 |
| The outer semi-diameter of the face gear | Rmax | 260 mm |
| The inner semi-diameter of the face gear | Rmin | 305 mm |
| Tooth width of the pinion | B | 50 mm |
| (2) Parameters of the skiving cutter | ||
| Normal module | mc | 3.95 mm |
| Normal pressure angle | αc | 25° |
| Teeth number | Nc | 23 |
| Helix angle | βc | 10° (RH) |
| Rake angle | γ | 0° |
| Relief angle | αe | 6° |
| Material Properties | Work Condition | |
|---|---|---|
| Young’s modulus | Poisson’s ratio | Driven wheel load |
| 210 GPa | 0.29 | 512 N·m |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Z.; Zhang, Y.; Li, M.; Zhou, Y.; Tang, Z.; Tang, J.; Zhou, L. A Collaborative Design Method for the Cylindrical Gear Paired with Skived Face Gears Driven by Contact Performances. Mathematics 2025, 13, 1180. https://doi.org/10.3390/math13071180
Zhou Z, Zhang Y, Li M, Zhou Y, Tang Z, Tang J, Zhou L. A Collaborative Design Method for the Cylindrical Gear Paired with Skived Face Gears Driven by Contact Performances. Mathematics. 2025; 13(7):1180. https://doi.org/10.3390/math13071180
Chicago/Turabian StyleZhou, Zhenyu, Yuanyuan Zhang, Mou Li, Yuansheng Zhou, Zhongwei Tang, Jinyuan Tang, and Liang Zhou. 2025. "A Collaborative Design Method for the Cylindrical Gear Paired with Skived Face Gears Driven by Contact Performances" Mathematics 13, no. 7: 1180. https://doi.org/10.3390/math13071180
APA StyleZhou, Z., Zhang, Y., Li, M., Zhou, Y., Tang, Z., Tang, J., & Zhou, L. (2025). A Collaborative Design Method for the Cylindrical Gear Paired with Skived Face Gears Driven by Contact Performances. Mathematics, 13(7), 1180. https://doi.org/10.3390/math13071180